
Introduktion
Inom investeringsgjutning, smältning är bara hälften av historien. Den verkliga omvandlingen börjar när den smälta legeringen kommer in i det keramiska skalet och börjar tappa värme.
På den punkten, metallen rör sig från ett flytande tillstånd mot ett fast tillstånd, och hela framtiden för castingen avgörs: dess sundhet, dess inre struktur, dess dimensionella noggrannhet, och dess känslighet för defekter.
Denna förändring från flytande till fast substans kallas stelning.
På metallurgiskt språk, det kallas också primär kristallisation, eftersom det involverar kärnbildning, kristalltillväxt, och bildandet av den slutliga metallstrukturen.
Ur ett värmeöverföringsperspektiv, dock, stelning förstås bäst som den process genom vilken värme strömmar från gjutgodset in i formen och sedan in i den omgivande miljön.
Dessa två synpunkter beskriver samma händelse, men de betonar olika tekniska frågor.
Den metallurgiska synen frågar: Hur bildas kärnor? Hur växer spannmål? Vilken typ av struktur utvecklas?
Den termiska utsikten frågar: Hur snabbt tappar gjutningen värme? Var börjar stelningen? Var är det sannolikt att krympningsdefekter uppstår? Hur kan processen styras?
För investeringsgjutning, den termiska utsikten är särskilt praktisk. Många vanliga gjutdefekter - som felkörningar, krymphålor, mikrokrympning, Heta tårar, gasporositet, segregation, och inneslutningar - är nära knutna till hur gjutgodset stelnar.
En stark förståelse för stelning är därför väsentlig för att utforma grindar, stigande, skalets tjocklek, förvärmningstemperatur, kylförhållanden, och riktad frysningsstrategi.
1. Varför solidifiering är viktigt vid investeringsgjutning
En gjutning misslyckas inte bara för att metallen hälldes på fel sätt. Mycket ofta, grundorsaken ligger i hur metallen stelnat efter hällning.
Om stelningen går för snabbt i fel region, en sektion kan frysa innan den är helt matad.
Om det går för långsamt, krympning och segregation kan bli allvarligare.
Och om temperaturfältet är ojämnt, heta fläckar kan förbli flytande långt efter att det omgivande skalet har stelnat, skapa förutsättningar för håligheter eller sprickbildning.
Investeringsgjutning är särskilt känslig eftersom processen använder ett keramiskt skal snarare än ett tjockt, högisolerande sandmögel.
Det skalet kan konstrueras för precision och fina detaljer, men det betyder också att den termiska miljön är mycket avsiktlig.
Skaltjocklek, förvärma, beläggning, isolering, och metallgjutningstemperatur formar alla temperaturfältet och bestämmer därför den slutliga kvaliteten på gjutgodset.
I praktiken, stelning är den dolda arkitekturen hos en gjutning. Formen kan definiera geometrin, men stelning definierar den inre verkligheten.
2. Temperaturområde för investeringar Gjutgods

Grundkonceptet för gjuttemperaturfält
Nästan alla fysikaliska fenomen som inträffar under gjutningens stelning är temperaturberoende termodynamiska funktioner.
Det centrala forskningsmålet för värmeöverföring av solidifiering är att övervaka dynamiska temperaturfältsvariationer inom gjutgods och keramiska skal över tiden.
Genom att analysera temperaturfältsfördelning, ingenjörer kan exakt förutsäga kritiska produktionsindikatorer:
realtidsstorlek av stelningszoner på tvärsnitt, utbredningshastighet för stelningsfronter, rumslig fördelning av krympningsdefekter, och total stelningstid.
Dessa analytiska data ger tillförlitligt teoretiskt stöd för design av grindsystem, stigararrangemang, och extra kylåtgärder.
I faktiska investeringar gjutning produktion, konventionella hjälpprocesser såsom skalbomullsomslag, vattenkylning, kyljärnsplacering, beläggningsförtjockning,
och forcerad luftkylning ändrar väsentligen temperaturfältsfördelningen för att reglera kylsekvenser.
Även om komplexa matematiska modeller och termodynamiska formler tillämpas i numeriska simuleringsberäkningar,
den här artikeln förenklar abstrakta matematiska härledningar och fokuserar på praktiska industriella värmeöverföringsprinciper för intuitiv förståelse.
Praktiska värmeöverföringsegenskaper i massproduktion
De flesta tillverkningspersonal tenderar att förenkla kylningsprocessen, bara att bedöma stelningsstatus genom intuitiv kylningstid samtidigt som man ignorerar komplexa interna värmeledningsmekanismer.
Inom investeringsgjutning, det övergripande värmeavledningssystemet inkluderar värmestrålning och konvektion från keramiska skal till den atmosfäriska miljön.
Olika kylplaceringsmetoder påverkar värmeöverföringseffektiviteten avsevärt: färdiga skal kan placeras på kylställ, sandbäddar, eller begravd i fyllsand.
Nedgjutning av sand representerar en typisk lågeffektiv kylningsmetod. Tjocka sandlager isolerar det keramiska skalet, drastiskt långsammare extern värmeavledning.
Långvarig högtemperaturretention förlänger inte bara stelningscyklerna utan utlöser också negativa kemiska reaktioner på defekta skalmaterial, leder till kemisk sandvidhäftning, ytgropar, slaggporositet, och svårt att ta bort skalet.
I ett extremt hypotetiskt scenario, om det keramiska skalet uppnår absolut värmeisolering utan värmeledning eller strålning, smält legering inuti kommer aldrig att fullborda stelningen,
som intuitivt demonstrerar värmeavledningens avgörande roll vid stelning.
Heterogen kylning orsakad av strukturell & Skillnader i skaltjocklek
Industriella investeringsgjutgods innehåller oundvikligen intrikata geometriska egenskaper, inklusive spår, inre håligheter, skarpa hörn, och övergångsböjar.
Dessa komplexa strukturer resulterar i ojämn keramisk skaltjocklek. Även för identiska positioner på samma produktparti, inkonsekventa manuella beläggningsoperationer leder till ojämn skaltjocklek.
Ojämnt skal termiskt motstånd stör den naturliga kylsekvensen: ursprungligen förinställda snabbstelningszoner fördröjer stelningen, medan tjocka områden med utfodringsbehov kyls ner i förtid.
Denna oordnade stelningssekvens inducerar direkt onormala krympningshåligheter och lokaliserad porositet.
Latent Kristallisationsvärme & Inre termisk stress
Utöver det makroskopiska skalets värmeavledning, det latenta kristallisationsvärmet är en ofta förbisedd kärnfaktor.
Under omvandling av vätska till fast substans, legeringar avger kontinuerligt latent värme, som återuppvärmer angränsande stelnade zoner och fördröjer efterföljande stelningsförlopp.
Tvärtemot den förenklade insikten om lager-för-lager utåt stelning, det faktiska stelningsgränssnittet är oregelbundet och fluktuerande.
Dessutom, ojämn värmeledning genererar ojämn inre värmespänning genom hela gjutningen.
Överdriven koncentrerad termisk spänning fortplantar sig längs korngränser och strukturella svaga punkter, så småningom bildar heta rivnings- och kallsprickningsdefekter.
För närvarande, mainstream gjutningssimuleringsprogram förlitar sig på termodynamiska matematiska modeller för att beräkna temperaturfältsfördelning, förutsäga stelningsvaraktighet och platser för krympningsdefekter.
Det är anmärkningsvärt att initiala randvillkor såsom skaltemperatur, omgivande temperatur, och legerings gjutningstemperatur bestämmer direkt simuleringsnoggrannheten.
3. Nyckelfaktorer som påverkar stelning
| Faktor | Vad det påverkar | Ingenjörskonsekvens |
| Termisk diffusivitet av metall | Hur snabbt utjämnar temperaturen inuti gjutgodset | Hög diffusivitet ger en plattare temperaturprofil och mindre gradienter; låg diffusivitet skapar brantare lutningar. |
| Latent kristallisationsvärme | Hur mycket värme som frigörs vid frysning | Högre latent värme förlänger stelningen och plattar ut temperaturfältet. |
| Stelningstemperatur | Temperaturnivån vid vilken frysning inträffar | Högre frystemperaturer ökar generellt termiska gradienter och mögeluppvärmning. |
Termiska egenskaper för mögel |
Hur snabbt skalet absorberar och överför värme | Snabbare värmeabsorption påskyndar stelningen men kan också öka gradientintensiteten. |
| Hälltemperatur | Initial termisk energi i smältan | Högre överhettning fördröjer stelningen; lägre överhettning förkortar frystiden men kan öka risken för felkörning. |
| Gjutväggstjocklek | Värmehalt och frystid | Tjocka sektioner svalnar långsammare och är mer benägna att bilda krympningsdefekter. |
| Geometri och hörndesign | Lokal värmekoncentration och riktad frysning | Kurvor, hörn, och sektionsövergångar kan skapa hot spots eller förbättra kylningen beroende på form. |
4. Metallegenskapers inverkan på stelning
Termisk diffusivitet
Termisk diffusivitet beskriver hur snabbt värme sprids genom ett material.
I en casting, en högre termisk diffusivitet gör att temperaturskillnaden mellan yta och centrum försvinner snabbare. Resultatet är ett mer enhetligt temperaturfält.
En lägre termisk diffusivitet innebär att värme förblir instängd längre i mitten, ger en brantare temperaturprofil.
Detta har betydelse eftersom riktningen och hastigheten för frysningen beror på hur snabbt värmen kan röra sig genom metallen.
Allt annat lika, metaller med låg termisk diffusivitet tenderar att stelna med en starkare temperaturgradient och större risk för inre heta fläckar.
Latent värme
När smält metall stelnar, det släpper ut latent värme. Denna värme försvinner inte direkt; den måste överföras till skalet innan frysningen kan fortsätta.
En större latent värme innebär att gjutgodset måste avge mer energi innan fullständig stelning uppnås. Det tenderar att förlänga frystiden och platta till temperaturfältet.
Minustemperatur
Den absoluta stelningstemperaturen har också betydelse. En metall som fryser vid en högre temperatur lämnar formsystemet varmt längre.
Temperaturskillnaden mellan gjutytan och skalinredningen kan bli större, som påverkar temperaturfältet och den sannolika lokaliseringen av defekter.
I allmänhet, lägre smältande icke-järnlegeringar tenderar att uppvisa olika kylningsbeteende från högre temperaturstål och järn, vilket är en anledning till att investeringsgjutning reagerar olika beroende på legeringsfamilj.
5. Inverkan av mögel och skalegenskaper
Skalet är inte passivt. Det är en aktiv termisk partner vid stelning.

Skalets värmeabsorption
Ett skal som absorberar värme snabbt kommer att påskynda stelningen.
Det kan vara användbart när precision eller cykeltid är viktig, men det kan också skapa en skarpare temperaturgradient.
Ett skal som absorberar värme långsammare kommer att förlänga stelningstiden och kan göra temperaturfältet plattare, men det kan också öka risken för krympning om utfodringen inte är rätt utformad.
Skalförvärmning
Inom investeringsgjutning, skalförvärmning är en viktig processvariabel.
Ett hetare skal minskar termisk chock och kan förbättra fyllningen, men det minskar också den termiska drivkraften för stelning i början.
Ett svalare skal utvinner värme snabbare, men kan skapa flödes- eller felkörningsrisker om metallen tappar temperatur för snabbt under fyllningen.
Skalförvärmning är därför en balans mellan fyllningsförmåga och stelningskontroll.
Skaltjocklek och lokal beläggning
Lokal skaltjocklek kan variera på grund av skalbyggnadsteknik, geometri, och operatörsövningar. Tjockare skalpartier isolerar mer och kyler annorlunda än tunnare partier.
Detta kan oavsiktligt ändra stelningssekvensen, orsakar att "rätt" område fryser för tidigt eller att "fel" område förblir flytande för länge.
Det är därför skalens enhetlighet är så viktig. Ojämn skaltjocklek kan förvandla ett gjutgods som verkar väldesignat till ett med dold krympning eller förvrängningsproblem.
6. Inverkan av hällningsförhållanden
Hällningsförhållandena avgör inte bara om formen fylls. De bestämmer också startpunkten för stelningen.

Överhettning
Överhettning är den mängd med vilken den smälta metallens temperatur överstiger dess likvidus- eller fryströskel.
En blygsam mängd överhettning hjälper metallen att hålla sig flytande tillräckligt länge för att fylla formen.
Men om överhettningen är för hög, det ökar effektivt den termiska energin som skalet måste ta bort innan frysningen kan börja.
Mer överhettning betyder vanligtvis:
- längre stelningstid,
- en plattare eller fördröjd frysfront,
- högre termisk belastning av skalet,
- och potentiellt större risk för segregation eller distorsion om kylbanan inte kontrolleras.
Hällhastighet
Hällhastigheten påverkar både fyllningskvalitet och termisk stabilitet. För långsamt, och metallen kan börja frysa innan kaviteten är full.
För snabbt, och turbulens, medförd gas, eller skalerosion kan inträffa. Den idealiska hällhastigheten gör att formen fylls smidigt samtidigt som ett kontrollerbart termiskt fält bevaras.
Hälltemperatur vs. metall typ
Effekten av gjuttemperaturen beror på legeringen och gjutvägen.
I vissa system, speciellt de med hög värmeledningsförmåga eller metallformar, överhettning försvinner snabbt och effekten kan bli mindre dramatisk.
Inom investeringsgjutning, dock, skalegenskaper och delgeometri gör ofta hälltemperaturen till en mycket viktig variabel.
7. Inflytande av gjutningsgeometri
Gjutgeometri spelar en central roll i stelningsvägen.
Väggtjocklek
Tjocka sektioner håller mer värme och stelnar långsammare. Tunna sektioner fryser snabbt.
Denna skillnad skapar ett riktat frysmönster som kan användas medvetet eller, om det är dåligt utformat, kan skapa defekter.
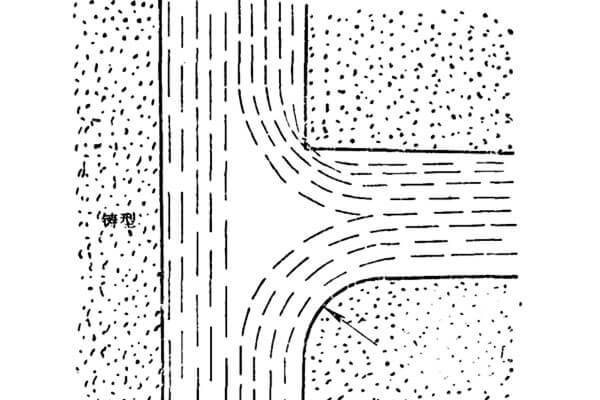
Form och hörn
Form förändrar den lokala kylmiljön. Konvexa ytor kyls i allmänhet annorlunda än plana ytor eftersom den omgivande skalvolymen som är tillgänglig för att absorbera värme förändras.
Konkava ytor och inre hörn svalnar ofta långsammare eftersom skalmassan runt dem är mer begränsad och värmeflödesvägen är mindre gynnsam.
Radie kontra skarpa hörn
Ett skarpt inre hörn är en klassisk hotspot-plats.
Att ersätta ett skarpt inre hörn med en radie ökar värmeöverföringsytan och hjälper hörnet att stelna jämnare.
Det är därför som inre filéer ofta används för att minska hetsprickbildning och krympkoncentration.
Ett vanligt missförstånd är att en radie helt enkelt "lägger till tjocklek" och därför måste svalna långsammare.
I verkligheten, den större värmeöverföringsytan kan uppväga den tillförda lokala massan, förbättra snarare än försämra stelningsbeteendet.
Sektionsövergångar
En plötslig förändring från tjock till tunn sektion kan störa frysförloppet.
Den tunna delen kan frysa först och isolera den tjockare delen, som då blir sårbar för krympning.
Bra gjutningsdesign undviker plötsliga termiska diskontinuiteter när det är möjligt.
8. Solidifieringssätt och deras praktiska innebörd
Stelning kan brett förstås i termer av hur frysfronten fortskrider genom delen.
Riktningsstelning
Detta är det idealiska fallet i gjutningsdesign. Metallen stelnar progressivt från ena änden eller ytan mot ett stigrör eller matarområde, så att flytande metall kontinuerligt kan mata krympzonen.
Riktad stelning är grunden för ljudgjutningsdesign eftersom det hjälper till att förhindra krympningshåligheter.
Kylande stelning
Om ett lokalt område fryser för tidigt eftersom det tappar värme snabbt, det kan bete sig som en kyld zon.
Detta kan vara användbart i utvalda fall, men om det stelnade området blockerar matning till andra områden, krympningsdefekter kan uppstå.
Samtidig stelning
Om en stor sektion fryser nästan samtidigt under hela volymen, krympmatning blir svår.
Detta läge är vanligtvis mindre önskvärt om inte processen har utformats specifikt för att stödja den.
Det praktiska syftet med investeringsgjutning är vanligtvis att hantera stelning så att utfodring förblir möjlig tills den sista kritiska hot spot har frusit.
9. Vanliga defekter som bildas under stelning
Många gjutdefekter uppstår under frysningsstadiet, inte under hällning.
Krymphålighet
När flytande metall stelnar, det kontrakt. Om sammandragningen inte matas av närliggande flytande metall, ett hålrum kan bildas i det sista området som fryser.
Mikrokrympning eller krympningsporositet
Istället för ett synligt hålrum, gjutgodset kan innehålla många små inre hålrum i ett område med otillräcklig matning.
Dessa är särskilt skadliga i högpresterande gjutgods eftersom de kan minska styrka och läckagemotstånd.
Heta tårar
Om ett gjutgods hålls fast under krympning och skalet eller geometrin förhindrar fri sammandragning, sprickbildning kan uppstå medan metallen fortfarande är delvis fast.
Skarpa hörn, plötsliga avsnittsändringar, och dåligt kontrollerade termiska gradienter ökar denna risk.
Segregation
Under stelning, legeringselement kanske inte förblir helt enhetliga.
Lokala skillnader i sammansättning kan bildas mellan tidigfrysta och senfrysta regioner. Detta kan påverka mekaniska egenskaper och korrosionsbeteende.
Gasporositet
Om gas finns i smältan eller om skalet inte kan ventileras ordentligt, gasfickor kan fastna när metallen fryser.
Detta är särskilt allvarligt vid precisionsgjutningar där inre sundhet spelar roll.
10. Hur solidifiering kontrolleras vid investeringsgjutning
Syftet med processdesign är inte bara att låta metallen frysa. Det är att få det att frysa på ett kontrollerat sätt.
Praktiska metoder inkluderar:
- att välja en lämplig hälltemperatur,
- förvärma skalet till rätt nivå,
- kontrollerar skaltjocklek och beläggning,
- designa gating och risering för riktad frysning,
- med hjälp av frossa eller lokal isolering där det behövs,
- hantera kylningsförhållanden efter hällning,
- och hålla temperaturfältet så förutsägbart som möjligt.
I många gjuterier, vad som verkar vara ett "gjutningsdefektproblem" är faktiskt ett stelningskontrollproblem.
Om temperaturfältet är fel, ingen mängd nedströmsinspektion kan helt återställa delen.
11. Slutsats
Investeringsgjutning beundras ofta för sin precision och ytkvalitet, men de egenskaperna uppnås bara när stelningen är korrekt förstådd och kontrollerad.
Övergången från flytande till fast är där den inre strukturen skapas, där utfodringen antingen bevaras eller förloras, och där de flesta större gjutningsdefekter antingen förhindras eller uppstår.
Den centrala lektionen är enkel: en bra investering gjutning gjuts inte bara korrekt, men fryst rätt.
Temperaturfältet, skalbeteende, hällande tillstånd, och gjutningsgeometrin samverkar för att avgöra om den sista delen blir ljud, stabil, och användbar.
Att förstå stelning är därför inte en teoretisk övning. Det är en av de mest praktiska färdigheterna inom investeringsgjutteknik.

