
1. Introduktion
Inom teknik och materialvetenskap, skillnaden mellan en fraktur eller brytpunkt är mer än semantisk - det definierar säkerheten, prestanda, och livscykel med kritiska komponenter.
Medan "fraktur" hänvisar till den faktiska händelsen av materialavskiljning, "Breaking Point" förstås ofta som den slutliga tröskeln utöver vilken katastrofala fel inträffar.
Dessa koncept är särskilt viktiga i flyg, bil-, biomedicinsk, och civilingenjör, där misslyckande kan leda till förlust av liv, miljökatastrof, eller ekonomisk skada.
Att effektivt hantera sådana risker, ingenjörer måste förstå misslyckande mekanik, Välj lämpligt material, genomföra rigorös testning, och använda avancerade modelleringstekniker.
Den här artikeln erbjuder en flerperspektiv analys av sprickbeteende, teststandarder, Verkliga ansökningar, och framtida innovationer.
2. Vad är sprickan eller brytpunkten?
De Fraktur eller brytpunkt av ett material hänvisar till kritisk gräns där den inte längre tål tillämpad stress och i slutändan misslyckas genom att bryta eller spricka.
Denna punkt markerar slutet av materialets förmåga att deformera, antingen elastiskt eller plastiskt, och initiering av ett fullständigt strukturellt fel.
Viktiga definitioner:
- Sprickpunkt: Den punkt där ett material separeras i två eller flera bitar på grund av bildning och förökning av sprickor.
- Brytpunkt: Används ofta utbytbart med frakturpunkt, det hänvisar till maximal stress Materialet kan uthärda Innan katastrofalt misslyckande.
- Ultimat draghållfasthet (UTS): De maximal stress Ett material kan tåla medan du sträcker sig eller dras innan han halsar.
Dock, Faktiskt fraktur kan förekomma vid en stress något lägre än eller lika med UTS, beroende på materialtyp och testförhållanden.
3. Fundamental mekanik för misslyckande
Att förstå den grundläggande mekaniken som leder till sprickor eller brytning är hörnstenen i förutsägelse och förebyggande av strukturellt fel i tekniska system.
Material svarar på applicerade belastningar genom en kombination av elastisk och plastisk deformation innan de så småningom når en kritisk gräns - ofta kulminerade i sprickor.
Det här avsnittet beskriver hur stress, anstränga, och inneboende materialegenskaper styr den vägen till misslyckande.
Stress och belastningsbeteende
När en last appliceras på ett material, det upplever internt motstånd i form av stress, Och det svarar genom att ändra form eller storlek, hänvisas till som anstränga.
Förhållandet mellan stress och stam illustreras vanligtvis av spänningsskurva, som kännetecknar olika stadier av mekaniskt beteende.
Elastisk vs. Plastisk deformation
- Elastisk deformation är vändbar. Enligt Hookes lag, Stress är proportionell mot att anstränga sig upp till elastisk gräns.
- Plastisk deformation, dock, är permanent. När materialet överträffar dess avkastningsstyrka, det genomgår irreversibla förändringar i strukturen.
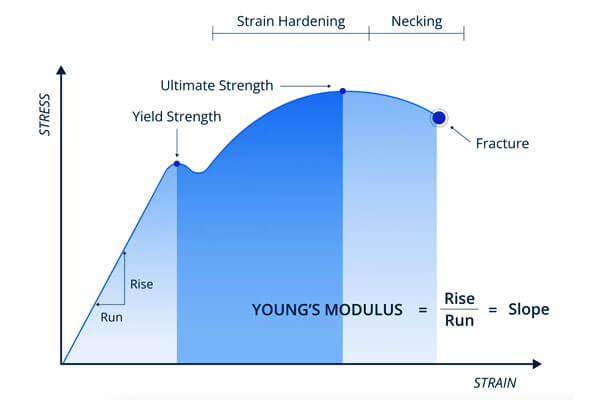
Nyckelpunkter på stress -töjningskurvan:
| Parameter | Beskrivning |
|---|---|
| Avkastningspunkt | Stressnivån utöver vilken plastisk deformation börjar |
| Ultimat draghållfasthet (UTS) | Den maximala stressen som materialet kan motstå medan du sträcker sig |
| Sprickpunkt | Den punkt där materialet slutligen bryter eller misslyckas |
Till exempel, mild stål uppvisar vanligtvis en distinkt avkastningspunkt och UTs runt 370 MPA och 450 MPA, respektive, Innan sprickor vid en något lägre stress efter halsningen.
Materialegenskaper styrande fel
Materialets misslyckande beteende styrs inte av stress-töjningsbeteende ensam.
Inneboende materialegenskaper Spela också viktiga roller, särskilt för att bestämma hur ett material absorberar och omfördelar stress.
Seghet, Duktilitet, och hårdhet
- Seghet är materialets förmåga att absorbera energi före sprickning - ofta visualiseras som Område under stress -töjningskurvan.
- Duktilitet definierar i vilken utsträckning ett material kan plastiskt deformera före fel, vanligtvis mätt med Förlängning eller minskning av området.
- Hårdhet återspeglar ett materials motstånd mot lokal plastisk deformation, Även om hög hårdhet ibland kan korrelera med sprödhet.
Mikrostrukturella faktorer
På mikroskopisk nivå, Flera interna funktioner påverkar mekaniskt fel:
- Kornstorlek: Finare korn förbättrar ofta både styrka och seghet på grund av stärkning av korngränsen (Hall -petcheffekt).
- Inneslutningar: Icke-metalliska partiklar eller föroreningar kan fungera som stresstillståndare och initiera sprickor.
- Andrafaspartiklar: I flerfaslegeringar (TILL EXEMPEL., Stål eller titanlegeringar), Fördelningen och sammanhållningen mellan faser påverkar hur sprickor initierar och förökas.
Som ett exempel, Aluminiumlegeringar med mindre kornstorlekar och färre inneslutningar kan uppnå Frakturens seghetsvärden ovan 30 MPA√m, gör dem lämpliga för flyg- och rymdskinn.
4. Frakturmekanik Essentials
Medan klassisk styrka av material fokuserar på stress och belastning i defektfria strukturer, frakturmekanik överbryggar klyftan mellan idealiserad teori och verkliga misslyckanden.
Det betraktar uttryckligen förekomsten av sprickor eller brister, Erkänna att de flesta material innehåller brister som kan växa under serviceförhållanden.
Frakturmekanik gör det möjligt för ingenjörer att förutsäga när en spricka kommer att växa okontrollerat - leder till plötsligt misslyckande - och att utforma mot sådana resultat.
Detta område är särskilt viktigt i säkerhetskritiska sektorer som flyg- och rymd, tryckkärl, och kärnenergi.
Fraktur
Sprickor kan förökas på flera sätt beroende på typ och riktning för den applicerade lasten. Frakturmekanik klassificerar dessa till Tre grundläggande lägen:
- Läge i (Öppningsläge): Sprickans ansikten dras isär vinkelrätt mot sprickplanet. Detta är det vanligaste och mest kritiska läget i tekniska applikationer.
- Läge II (Glidläge): Skjuv i planet där sprickytor glider över varandra parallellt med fronten.
- Läge iii (Rivläge): Skjuvan utanför planet, Där sprickytor rör sig i en rivning eller saxrörelse.
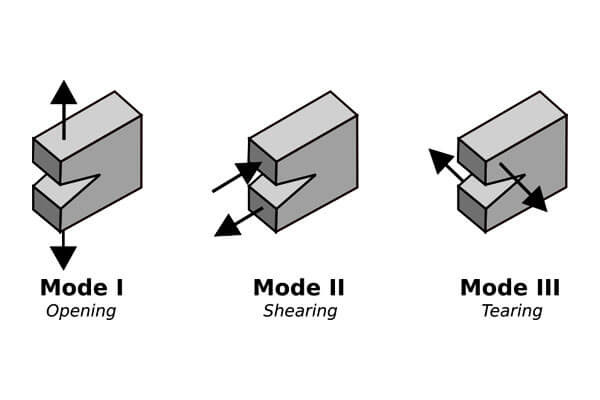
I verkliga scenarier, sprickor upplever ofta blandad läge, kombinerar två eller flera av dessa grundläggande lägen.
Frakturthet: K₁ och k₁c
För att kvantifiera ett material motstånd mot sprickutbredning under läge I -belastning, Frakturmekanik använder stressintensitetsfaktorn (K):
- K₁: Beskriver spänningsfältets intensitet vid sprickspetsen.
- K₁c (Frakturthet): Det kritiska värdet på K₁ där snabb sprickor inträffar.
De frakturtillstånd nås när:
K1 ≥k₁c
Frakturens seghetsvärden varierar avsevärt beroende på material:
- Aluminiumlegeringar: K₁C ≈ 25–35 MPa√m
- Stål med hög styrka: K₁C ≈ 50–100 MPa√m
- Keramik: K₁c < 5 MPA√m (Hög styrka men spröd)
Ju högre K₁C, ju mer motståndskraftigt materialet är att spricka tillväxt.
Denna parameter är särskilt viktig för komponenter under drag eller påverkan belastning, som flygskinn eller tryckkärl.
Energibaserade kriterier: Griffiths teori
Förutom stressanalys, Fraktur kan också tolkas genom energikoncept.
De Griffithkriterium, Ursprungligen utvecklad för spröda material, säger att en spricka kommer att föröka sig när Energi släppt från att utöka sprickan överstiger Energi krävs För att skapa nya ytor.
Griffiths villkor för sprickutbredning är:
G≥gc
Där:
- G är töjningsenergi frigöringshastighet
- G_c är Kritisk frigöringsgrad, eller materialets fraktursughet i energimmer (ofta betecknas som gicg_{Ic}GIC för läge i)
Detta kriterium blir särskilt användbart för att förstå fraktur i kompositer, keramik, och polymerer, där ytenergiöverväganden dominerar.
Plasticitet: Lefm vs. Epfm
Frakturmekanik är ofta uppdelad i två huvudgrenar beroende på hur mycket plastisk deformation som inträffar nära sprickspetsen:
- Linjär elastisk frakturmekanik (Lefm): Antar småskalig plasticitet; tillämpligt på spröda eller höghållfasta material.
- Elastisk plastfrakturmekanik (Epfm): Används när plastzonen är betydande, ofta involverar J-integral Som ett mått på sprickmotstånd.
Till exempel:
- Spröda material som glas → LEFM gäller
- Duktila metaller under höga belastningar → EPFM föredraget
Enligt ASTM E1820, de J-integrerad metod ger ett pålitligt mått på frakturmotstånd för material där K₁C inte kan användas exakt på grund av icke-linjärt beteende.
Spricktillväxt och stabilitet
Att förstå sprickbeteende handlar inte bara om initiering - det innebär också sprickutbredning och stabilitet:
- Stabil spricktillväxt: Crack går långsamt under ökande belastning; typiskt i duktil fraktur.
- Instabil spricktillväxt: Plötslig, katastrofalt fraktur med lite varning; Karakteristiskt för spröda material.
Ingenjörer använder ofta Rurvor (Motståndskurvor) För att plotta spricktillväxtmotstånd kontra sprickförlängning, vilket hjälper till att bedöma toleransbedömning.
5. Typer av frakturer och fellägen
Materialfel förekommer inte på ett singulärt sätt.
I stället, Det manifesteras genom olika frakturmekanismer och fellägen, var och en påverkad av materiell sammansättning, belastningsförhållanden, servicemiljö, och tid.
Att förstå dessa fellägen är avgörande för ingenjörer att välja rätt material, design robusta strukturer, och implementera proaktiva underhållsstrategier.
Nedan följer en uppdelning av de mest betydande fraktur- och feltyperna i tekniska applikationer:
Spröd fraktur
Spröd fraktur inträffar med liten eller ingen plastisk deformation och förökas snabbt en gång initierad. Det är ofta katastrofalt och ger minimal varning.
- Mekanism: Involverar vanligtvis klyvning längs kristallografiska plan.
- Temperaturkänslighet: Vanligt i kroppscentrerad kubik (Bcc) Metaller som lågkolstål vid temperaturer under noll.
- Frakturyta: Platt, grynig, och kan visa flodmönster eller chevrons som pekar mot ursprunget.
- Exempel: 1940-talet Liberty Ships upplevde spröda frakturer på grund av låg temperaturtjänst och dålig svetssvårighet.
Frakturthet (K₁c) i sprött kan material vara så låga som 1–5 MPa√m, vilket gör dem mycket mottagliga för sprickutbredning.
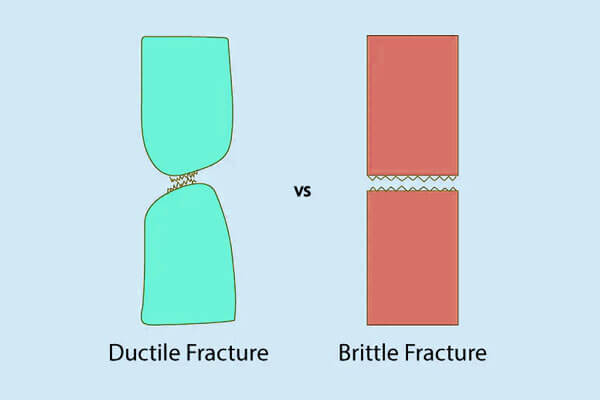
Duktil sprickor
Duktil sprickor involverar betydande plastisk deformation före misslyckande och absorberar mer energi än sprött fraktur, gör det i allmänhet mer önskvärt ur säkerhetssynpunkt.
- Stadier: Initiering (void kärnbildning), tillväxt (microvoid coalescence), och sista fraktur (skjuvläppbildning).
- Frakturyta: Dimpled utseende under skannande elektronmikroskopi (Som).
- Typmaterial: Aluminiumlegeringar, stålstål, koppar.
- Gynn: Ger varningstecken före misslyckande, som nacke.
Till exempel, Aisi 1018 stål demonstrera 20% Förlängning före sprick, vilket indikerar en hög grad av duktilitet.
Trötthetsbrott
Trötthetsfel står för över 80% av felaktigheter i metalliska komponenter som utsätts för cyklisk belastning.
- Stadier: Crack Initiation → Crack Propagation → Slutsfraktur.
- Nyckelparametrar:
-
- S - N -kurvor: Visa förhållandet mellan stressamplitud (S) och antalet cykler till misslyckande (N).
- Ytfunktioner: Strandmärken och striationer som avslöjar spricktillväxtens historia.
Exempel: Flygplan vinge spars upplever trötthetsfel på grund av cyklisk aerodynamisk belastning, kräver noggranna inspektionsrutiner.
Krypbrott
Krypa är tidsberoende deformation under konstant belastning vid förhöjda temperaturer, så småningom leder till krypbrott.
- Typmaterial: Metaller på >0.4 Tm (där tm = smältningstemperatur), som nickelbaserade superlegeringar i turbiner.
- Stadier:
-
- Primär (minskande töjningshastighet)
- Sekundär (stabilitetskryp)
- Tertiär (accelererad kryp som leder till brott)
- Krypande livsförutsägelse: Ofta baserad på Larson - millerparameter (Lmp) eller Norton - Bailey Law.
Exempel: Jetmotorturbinblad gjorda av inconel -legeringar motstår krypa upp till 1000° C, med stressbrottstider som överstiger 10,000 timme under servicebelastningar.
Miljösprickning
Miljöassisterad sprickbildning (Eac) involverar frakturinducerade eller accelererade av miljöinteraktioner.
Stresskorrosionsprick (SCC):
- Förekommer i mottagliga legeringar under dragspänning och en specifik frätande miljö (TILL EXEMPEL., kloridinducerad SCC i rostfritt stål).
- Ofta intergranulär natur.
Väteförbränning:
- Väteatomer diffunderar i metaller, minska duktilitet och orsaka för tidigt sprickor.
- Kritisk i stål med hög styrka och titanlegeringar.
Till exempel, stål med hög styrka (>1200 MPA UTS) är särskilt benägna att väte-inducerad sprickor i marina och undervattensmiljöer.
Inverkningsfraktur
Påverkan introducerar höga töjningshastigheter, vilket kan förändra ett materials felläge avsevärt, ofta kör det från duktilt till sprött beteende.
- Testmetoder:
-
- Charpy V-Notch Test (ASTM E23)
- Izod Impact Test
- Uppmätt kvantitet: Påverkan energi som absorberas före fraktur (Joules).
- Duktil-till-brittle övergångstemperatur (Dett) är en nyckelmetrisk för material som kolstål.
Exempel: Charpy Impact -tester avslöjar det Mild stål absorberar över 200 J vid rumstemperatur men sjunker nedan 20 J vid -40 ° C, indikerar en skarp övergång till duktil till brittel.
Sammanfattningstabell: Stora spricktyper
| Felläge | Deformation | Hastighet | Ytutseende | Exempelmaterial | Nyckelproblem |
|---|---|---|---|---|---|
| Spröd fraktur | Minimal | Snabb | Klyvning, platt | Gjutjärn, BCC Steels | Plötsligt misslyckande, låg energi |
| Duktil sprickor | Signifikant | Långsam | Grinor, skjuvläppar | Aluminium, lågkolstål | Varningsskyltar, mer energi |
| Trötthetsbrott | Cyklisk belastning | Progressiv | Striper, strandmärken | Alla metaller under stress | Ofta osynlig till misslyckande |
| Krypbrott | Tidsbaserad | Långsam | Hångel, korngränskavitation | Nicklegeringar, rostfria stål | Långsiktig prestanda vid hög temp |
| Miljösprickning | Variabel | Variera | Intergranulär eller transgranulär | Rostfritt stål, titan | Kräver specifik miljö |
| Inverkningsfraktur | Dynamisk | Omedelbar | Jaggade eller spröda funktioner | Stålstål | Temperaturkänsligt beteende |
6. Praktiska konsekvenser för design
Att förstå frakturbeteende är bara början; Nästa steg är att tillämpa denna kunskap på verklig teknikdesign.
Om du skapar en flygplanskropp, ett medicinskt implantat, eller en brokar, Designingenjörer måste förutse sprickrisker och Mitera misslyckande genom smarta tekniska strategier.
Det här avsnittet beskriver de viktigaste praktiska överväganden som används för att säkerställa strukturell integritet under en komponents livslängd.
Säkerhetsfaktorer och redundans
I säkerhetskritiska applikationer, Misslyckande är inte ett alternativ.
Ingenjörer använder säkerhetsfaktorer—Popert mellan 1.5 och 4 För duktila metaller och högre för spröda material - för att redogöra för osäkerheter i materiellt beteende, belastningsförhållanden, och tillverkning av brister.
Dessutom, Formgivare introducerar överflöd in i system. Till exempel:
- Flyganvändning Flera lastvägar för att säkerställa att om en komponent misslyckas, Andra kan bära lasten.
- Broar är designade med felsäkra leder som förhindrar kaskadfel.
Enligt ASME- och NASA -standarder, Säkerhetskritiska flyg- och rymdkomponenter kräver ofta certifiering av skada tolerans,
bevisa att en struktur kan upprätthålla en spricka av en viss storlek för ett specifikt antal cykler före misslyckande.
Geometri och stresskoncentrationer
Sprickor bildas sällan i enhetligt stressade regioner. I stället, de initierar på stresskoncentratorer—Sharp Corners, hål, Svetsstår, eller trådrötter - där lokala spänningar kan överstiga genomsnittet med en faktor på 2 till 5.
För att mildra detta:
- Filéer läggs till i interna hörn.
- Nyckelhålskärningar används för att trubba spricktips.
- Avsmalnande övergångar används för att minska plötsliga förändringar i tvärsnitt.
Som ett exempel, modifiera ett 90 ° internt hörn med ett 5 mm radiefilé kan minska toppspänningen med fram till 60%, dramatiskt öka trötthetslivet.
Urval
Att välja ett material handlar inte bara om styrka - det innebär en noggrann balans mellan:
- Seghet (Motstånd mot sprickutbredning)
- Korrosionsmotstånd (särskilt i marina eller biomedicinska miljöer)
- Densitet (för viktkänsliga mönster)
- Trötthetsföreställning
Till exempel:
- Titanlegeringar Erbjuda utmärkt seghet och korrosionsmotstånd, Perfekt för implantat och flyg- och rymddelar.
- Stål med hög styrka Ge överlägsen trötthetsmotstånd men kan kräva ytbehandlingar för att undertrycka sprickinitiering.
Enligt ASTM -testning, Frakturens seghet hos titanlegeringar som Ti -6AL -4V kan överstiga 55 MPA√m, att göra dem till ett föredraget val där skadetolerans är kritiskt.
Livscykelöverväganden och inspektion
Att designa för hållbarhet innebär också att förutse hur sprickor kan initiera och växa med tiden. Detta tillvägagångssätt, känd som skuldtolerant design, inkluderar:
- Schemalagda inspektioner baserat på förutsagda spricktillväxthastigheter
- Icke-förstörande utvärdering (Nde) Metoder som ultraljud eller röntgenprovning
- Utbytbara slitkomponenter som lätt kan övervakas och bytas ut
I flyg-, Boe 787 sammansatta paneler inspekteras rutinmässigt med fasad array -ultrasonik för att upptäcka underjordiska sprickor som är osynliga för blotta ögat.
Detta proaktiva underhåll förlänger komponentlivet samtidigt som det säkerställer säkerheten.
Ytteknik och restspänningar
Ytvillkor spelar en viktig roll i sprickinitiering. Grova ytor, bearbetningsmärken, eller korrosionsgropar blir ofta initieringspunkter under cyklisk belastning.
För att förbättra sprickmotståndet:
- Skjutning introducerar kompressiva restspänningar som långsam spricktillväxt.
- Beläggningar som Anodiserande eller Pvd Förbättra korrosionsmotståndet och minska ytfelen.
- Putsning eller förbränning utjämnar ytor, Ökande trötthetsliv med 25–50%.
Till exempel, fordonsupphängningsfjädrar som genomgår skjutning uppvisa fram till 200% förbättring av trötthetsmotstånd, Enligt SAE J2441 -standarder.
7. Experimentell karaktärisering
Medan teoretiska modeller och simuleringar ger ovärderliga insikter, de Sann förståelse för frakturbeteende börjar med fysisk testning.
Experimentell karaktärisering validerar antaganden, kalibrerar prediktiva modeller, och säkerställer att material och komponenter uppfyller säkerhets- och prestandanormer under verkliga belastningsförhållanden.
Detta avsnitt presenterar de mest kritiska metoderna för att karakterisera frakturer, Markera både standardiserade förfaranden och deras praktiska betydelse i branscher.
Drag- och trycktestning
Vid grunden för materialfelanalys ligger drag- och trycktestning. Dessa tester avslöjar hur material svarar på uniaxial belastning, definiera viktiga mekaniska egenskaper som:
- Avkastningsstyrka (en<sub>y</sub>)
- Ultimat draghållfasthet (UTS)
- Young's Modulus (E)
- Förlängning vid pausen
Standardiserad av Astma E8/E8M, Dragtestning använder vanligtvis hundbenformade prover som dras med en konstant töjningshastighet tills fraktur.
Till exempel, Ett strukturellt stål som ASTM A36 kan visa en UTS på ~ 400–550 MPa och förlängning på 20–25%.
Vid trycktestning - särskilt kritiskt för spröda material som keramik eller gjutjärn - komprimeras prover för att identifiera spänngränser och tryckstyrka,
vanligtvis genomförda enligt ASTM E9 -standarder.
Frakturtillighetstestning
För att förstå hur en spricka beter sig under stress, ingenjörer uppträder Frakturtillighetstestning, Ofta med hjälp av förkrackade prover som utsätts för kontrollerad belastning.
- ASTM E399 Definierar plan-spänningsfrakturtillverkningstestet, ger den Kritisk stressintensitetsfaktor (K<sub>Ic</sub>).
- För duktila material, de J-integrerad metod (ASTM E1820) står för icke-linjär energispridning under spricktillväxt.
Till exempel, ALUAMASSLIGA ALUMINIUM Legering 7075-T6 Utställningar a K<sub>Ic</sub> av ~ 25–30 MPa · √m, Medan vissa ultra-tura stål kan överstiga 100 MPA · √m.
Dessa värden matas direkt in i skade-toleranta designberäkningar, Bestämma tillåtna briststorlekar och inspektionsintervall.
Trötthetstestning
Sedan 90% av mekaniska fel uppstår på grund av trötthet, Denna testmetod är väsentlig. Trötthetstestning utsätter material för cyklisk belastning för att bestämma:
- Uthållighetsgräns (S<sub>e</sub>)
- Trötthetsliv (N<sub>f</sub>)
- Sprickförökningsgrad (Da/dn)
Metoderna inkluderar:
- Roterande böjtester
- Axiell trötthet (spänning - komprimering)
- Bor trötthet för interaktion mellan kryp -fatigue
S - N -kurvor (Stress vs. cykler) avslöja hur länge ett material kan överleva under upprepad stress.
För stål som AISI 1045, Trötthetsgränsen är ungefär 0.5 × UTS, eller ungefär 250 MPA för typiska styrkor.
Paris lag (da/dn = c(ΔK)<supera>m</supera>) hjälper till att förutsäga hastigheten för spricktillväxt i den stabila förökningsfasen - särskilt viktigt inom flyg- och kärnkraftskomponenter.
Påverkan och böjningstestning
Impact Testing kvantifierar hur material svarar på plötslig, högklassig belastning, väsentligt i applikationer som fordonsolycka eller strukturellt fel under seismiska belastningar.
- Charpy och Izod påverkar testen (ASTM E23) Mät energi som absorberas under sprickan, indikerar hackens seghet.
- Charpy -värden för duktila stål kan nå 80–120 j, Medan spröd keramik kan absorbera <10 J.
Trepunktsböjningstester, å andra sidan, används för att mäta böjhållfasthet och Frakturbeteende i skiktat eller sprött material som kompositer, polymerer, eller laminat.
Dessa metoder ger insikter i Frakturinitiering under dynamisk eller multi-axial belastning, Kompletterande statiska tester.
Fraktografi
För att diagnostisera en frakturhändelse, ingenjörer vänder sig till fraktografi- Den detaljerade undersökningen av sprickade ytor med hjälp av:
- Optisk mikroskopi För makroskalig sprickvägsanalys
- Elektronmikroskopi (Som) för mikrostrukturella funktioner
Fraktografi avslöjar:
- Spröda frakturmönster (klyvning, flodmönster)
- Duktila funktioner (gimple brott från tomrumskoalescens)
- Trötthetssträngningar visar cyklisk spricktillväxt
- Sekundär skada från korrosion eller överbelastning
Sammanfattningstabell - Viktiga experimentella tekniker i frakturanalys
| Testtyp | Standard | Ändamål | Nyckelutgång |
|---|---|---|---|
| Dragprovning | Astma E8/E8M | Grundläggande mekaniska egenskaper | en<sub>y</sub>, UTS, förlängning |
| Frakturthet | ASTM E399, E1820 | Sprickmotstånd | K<sub>Ic</sub>, J-integral |
| Trötthetstestning | ASTM E466 | Livet under cykliska belastningar | S - N -kurva, Da/dn |
| Konsekvenstestning | ASTM E23 | Dynamisk seghet | Absorberad energi (J) |
| Böjning/böjningstestning | ASTM D790 | Styrka | Böjmodul, styrka |
| Fraktografi | SEM/Optical | Feldiagnostik | Fraktur, sprickförökning |
8. Fördelar och utmaningar med frakturtestning
Frakturtestning står som en hörnsten i modern materialutvärdering och strukturell integritetsbedömning.
Det erbjuder ingenjörer den empiriska grunden att förutsäga komponentbeteende under stress, Undvik katastrofala misslyckanden, och design säkrare, Mer pålitliga produkter.
Dock, Denna viktiga process är inte utan teknisk, logisk, och ekonomiska hinder.
Detta avsnitt undersöker dubbellandskap av frakturtestning, Markera dess betydande gynn medan han erkänner dess komplexa utmaningar,
Särskilt när du översätter laboratoriedata till verklig tillförlitlighet.
Fördelar med frakturtestning
Förbättrar materialval och kvalifikation
Frakturtestning gör det möjligt för ingenjörer att Kvantifiera kritiska egenskaper såsom frakturthet (K₁c), trötthetsliv (Nf), och energiabsorption.
Dessa mätvärden leder valet av material som bäst passar för höga insatser, som flyg- och rymdvinge, kärntrycksfartyg, eller ortopediska implantat, där misslyckande inte är ett alternativ.
Till exempel, ASTM F136 TI-6AL-4V ELI Titanium som används i medicinska implantat testas rutinmässigt för frakturtillhet för att säkerställa säker bärande prestanda in vivo.
Validerar designintegritet
Frakturtester simulerar verkliga förhållanden, avslöjar hur sprickor initierar och förökas under olika lastningsscenarier.
Designers kan då Optimera geometri, Minska stresskoncentrationer, och implementera lämpliga säkerhetsfaktorer.
I kritiska sektorer som luftfart, Denna insikt möjliggör skuldtolerant design, som accepterar små brister men hindrar dem från att bli katastrofala.
Stöder lagstiftning
Många branscher, från bil- (Iso 26262) till flyg (FAA, Easa), mandatfraktur seghet, trötthet, eller konsekvenstestning som en del av material- och komponentcertifiering.
Att uppfylla dessa standarder säkerställer intressenter för Produktens tillförlitlighet och säkerhet.
Förbättrar förutsägbart underhåll och livscykelhantering
Fraktur- och trötthetsdata matas in i Digitala tvillingar och förutsägbara underhållsmodeller, hjälper till att uppskatta återstående livslängd (Härskar) och förhindra oplanerad driftstopp.
Datadrivna underhållsscheman kan förlänga livslängden med 10–30%, Minska livscykelkostnaderna samtidigt som säkerheten bibehålls.
Driver innovation inom material och tillverkning
Testning avslöjar hur nya legeringar, värmebehandlingar, och tillverkningsmetoder påverkar sprickmotstånd.
Det är ett viktigt steg i kvalificerade avancerade material, såsom additivt tillverkade metaller eller nanostrukturerade kompositer, för verklig distribution.
Utmaningar med frakturtestning
Trots dess användbarhet, Frakturtestning är resurskrävande och utgör flera begränsningar som ingenjörer och forskare måste hantera noggrant.
Provberedning och geometrisk känslighet
Förberedande standardiserade testprover (TILL EXEMPEL., Kompakt spänning eller charpy -barer) kräver exakt bearbetning och ytbehandlingskontroll.
Varje avvikelse i geometri eller yttillstånd kan betydligt påverka resultaten, Särskilt i frakturens seghet och trötthetstester.
Miljökontroll och realism
Frakturbeteende beror ofta på temperatur, fuktighet, och lastningshastighet.
Testning måste replikera serviceförhållandena - till exempel förhöjda temperaturer i turbinblad eller kryogena förhållanden i LNG -tankar - för att ge meningsfulla data.
Krypfrakturtester, till exempel, Kan kräva långvarig testning i tusentals timmar vid 600–800 ° C för att simulera verkliga nedbrytningsmekanismer.
Skalning från labb till hela komponenter
Testkuponger skiljer sig ofta i skala, geometri, och begränsningsförhållanden från de faktiska komponenterna.
Som ett resultat, Ingenjörer måste ansöka korrigeringsfaktorer eller utför validering i full skala, Ökande kostnad och komplexitet.
Tids- och kostnadsbegränsningar
Frakturtestning med hög trohet, särskilt trötthet eller krypningsexperiment, kan vara tidskrävande och dyrt.
Ett enda trötthetstest kan köra för 10⁶ till 10⁸ cykler, ibland tar veckor att slutföra.
I sektorer under kostnadstryck, som konsumentelektronik eller industrimaskiner, Omfattande frakturtestning kanske inte är ekonomiskt hållbart för alla komponenter.
Tolkning av komplexa fellägen
Frakturbeteende är inte alltid enkelt.
Interaktioner mellan mikrostrukturella funktioner, stress triaxialitet, och miljöförstöring kan producera Blandat läge eller sekundär sprickbildning som komplicerar diagnos.
Avancerade verktyg som SEM -fraktografi, Röntgen datortomografi, eller digital bildkorrelation (DIC) krävs ibland för att förstå sprickmekanismerna, Lägga till ytterligare kostnader och analytiska ansträngningar.
8. Slutsats
Fraktur eller brytpunkt är inte bara en materialgräns - det är en design, säkerhet, och ekonomisk oro som kräver tvärvetenskaplig uppmärksamhet.
Ingenjörer kan effektivt hantera sprickrisker och förbättra strukturell integritet genom att integrera grundläggande mekanik, materiell vetenskap, testning, och förutsägbar modellering.
När material och övervakningsteknologier går vidare, Förmågan att förutsäga och förhindra misslyckanden kommer att bli ännu mer exakta och proaktiva.

