1. Introduksjon
Kopper CNC-maskinering inntar en spesiell plass i produksjonen fordi kobber kombinerer eksepsjonell elektrisk og termisk ledningsevne med bred industriell nytte.
Kobber er mye brukt i elektriske kontakter, Kabling, varmeoverføringsdeler, rør, ventiler, beslag, radiatorer, og andre komponenter som må flytte strøm eller varme effektivt.
I praksis, "CNC-bearbeiding av kobber" handler ikke bare om å kutte et mykt metall; det handler om å kontrollere flisstrømmen, verktøygeometri, varme, og overflatefinish i en materialfamilie hvis oppførsel endres betydelig fra klasse til klasse.
2. Hva er kobber CNC-bearbeiding?
Kopper CNC maskinering er den kontrollerte subtraktive formingen av kobber og kobberlegeringer til presisjonskomponenter ved bruk av numerisk datakontrollutstyr som fresemaskiner, dreiebenker, boresentre, tappesystemer, og etterbehandlingsverktøy.
I praktisk produksjon, prosessen starter med kobbermasse - vanligvis bar, tallerken, stang, eller forhåndsformede emner – og fjerner materiale med programmerte verktøybaner til delen når sin endelige geometri, toleranse, og overflatetilstand.

Det som gjør kobberbearbeiding særegen er at kobber ikke bare er "mykt metall".
Det er en svært duktil, svært ledende materiale hvis skjæreoppførsel er sterkt påvirket av legeringstypen, verktøygeometri, Chip -formasjon, og varmekontroll.
Rent kobber oppfører seg veldig annerledes enn fribearbeidende kobber, bronser, messinglegeringer, eller kobber-nikkel-legeringer.
Som et resultat, kobber CNC-maskinering handler mindre om brute-force cutting og mer om å administrere samspillet mellom verktøy, materiale, varme, og flisflyt.
I industriell praksis, CNC-bearbeiding av kobber brukes når en komponent må kombineres presisjon, elektrisk eller termisk ledningsevne, Korrosjonsmotstand, og repeterbarhet.
Det gjør det spesielt viktig i elektriske systemer, termiske styringsdeler, Marin maskinvare, væskehåndteringskomponenter, og spesialiserte industrielle forsamlinger.
3. Vanlige kobbermaterialfamilier og maskineringsatferd
| Materialfamilie | Vanlige karakterer / eksempler | Maskineringsadferd | Typiske brukstilfeller |
| Kobber med høy ledningsevne | C11000 ETP kobber, C10100 AV kobber | Meget duktil og svært ledende, men vanskelig å maskinere rent på grunn av dårlig spondannelse, oppbygd kantrisiko, og tendens til å smøre ut hvis kuttet ikke er kontrollert. | Elektrisk ledning, Busslør, kontakter, høyvakuum og elektriske komponenter, strømførende deler. |
| Fribearbeidende kobber | C14500 tellurholdig kobber, C14700 svovelholdig kobber | Mye enklere å maskinere enn rent kobber fordi sponbrytende tillegg øker bearbeidbarheten dramatisk og forbedrer skjærestabiliteten. | Maskinerte elektriske komponenter, gasssveisedyser, lommelykt tips, loddeboltspisser. |
| Deoksidert kobber | C12200 og lignende deoksiderte kvaliteter | Bedre egnet til sveising og lodding; bearbeidbarhet er akseptabelt, men disse kvalitetene velges ofte mer for fabrikasjon og sammenføyning enn for maksimal skjæring. | VVS-systemer, gass og vannforsyning, arkitektoniske ark og rørapplikasjoner. |
Kobber-nikkel legeringer |
90-10, 70-30 kobber-nikkel | Lettere å maskinere enn rustfritt stål og verdsatt for en balanse mellom korrosjonsbestandighet og fabrikasjonsevne, men ikke så lett maskinert som friskjærende messing. | Sjøvannsrør, Varmevekslere, kondensatorer, hydrauliske rør, Marine beslag. |
| Bronse og messingfamilier | Tinn bronse, Aluminiums bronse, blyholdig messing, Gunmetal | Bearbeidbarheten varierer mye. Blyholdig messing er det enkleste å bearbeide, mens bronse og aluminiumsbronse kan være tøffere og krever mer forsiktig verktøygeometri og kjølevæskekontroll. | Lagre, beslag, Marine komponenter, Slitasje-resistente deler, maskinvare. |
4. Nøkkel CNC-prosesser for kobber
Kobber CNC-bearbeiding er ikke en enkelt operasjon, men en familie av prosesser, hver med sine egne tekniske krav og ytelseslogikk.

CNC fresing av kobber
Fresing er en av de vanligste prosessene for kobberdeler med flate overflater, lommer, hulrom, kontaktblokker, varmeoverføringsfunksjoner, og kompleks ytre geometri.
Det er spesielt viktig når delen skal kombinere ledningsevne med presis forming, fordi fresing gjør det mulig å danne nøyaktige plan, spor, fordypninger, og grensesnitt på en kontrollert måte.
Kobberfresing er teknisk krevende på en annen måte enn stålfresing.
Materialet er mykt nok til å deformeres i stedet for å sprekke rent hvis kuttet ikke er godt håndtert, som kan føre til utsmøring, oppbygd kant, eller dårlig overflatedefinisjon.
Prosessen drar derfor nytte av skarpe skjærekanter, stabile verktøybaner, og en kuttestrategi som oppmuntrer til ren sponfjerning i stedet for å gni.
For høyverdige kobberkomponenter, fresing er ofte den primære formingsmetoden fordi den kan produsere både funksjonell geometri og en overflate av høy kvalitet i én kontrollert operasjon.
CNC dreiing av kobber
Snu er den foretrukne prosessen for sylindriske kobberdeler som foringer, ermer, ringer, kontakter, presisjonskontaktlegemer, og rørformede komponenter.
Det er spesielt nyttig når delen er rotasjonssymmetrisk og krever en ren ytre profil eller konsentrisk indre funksjon.
Kobberdreiing er generelt produktivt, men det krever nøye kontroll av brikkeoppførsel.
Rent kobber og andre myke kobberkvaliteter kan danne lange spon som er vanskelige å evakuere, spesielt hvis skjæreforholdene oppmuntrer til flekker i stedet for brudd.
En godt utformet dreieoperasjon avhenger derfor av verktøyets geometri, skjærehastighet, fôrbalanse, og sponbrytende ytelse.
Når det utføres riktig, dreiing kan gi utmerket rundhet, overflatekvalitet, og dimensjonell repeterbarhet.
Det er derfor det er så mye brukt for elektriske og termiske komponenter hvor den ytre formen og kontaktkvaliteten er kritisk.
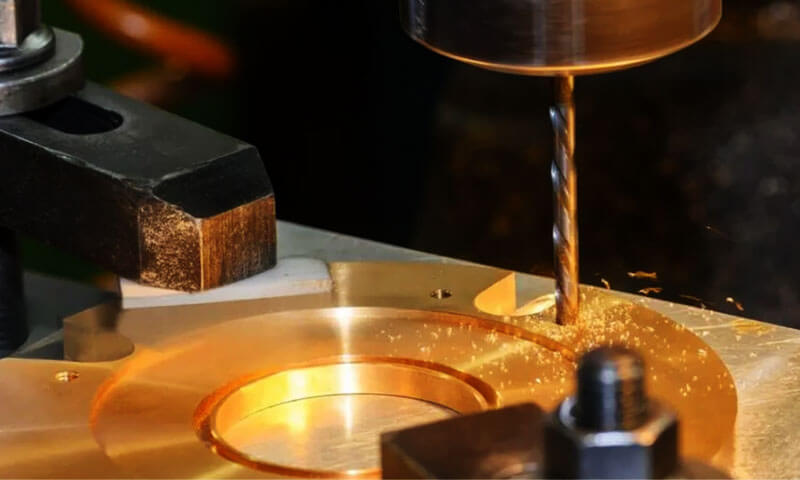
Boring, Reaming, og Tapping Copper
Hullproduksjon er viktig ved kobberbearbeiding fordi mange deler trenger gjengede hull, festegrensesnitt, væskepassasjer, eller justeringsfunksjoner.
Boring brukes til å lage det første hullet, rømme brukes til å avgrense størrelse og finish, og tapping brukes til å generere interne gjenger.
Kobber er relativt enkelt å fjerne, men hulltaking kan fortsatt bli problematisk hvis spon ikke evakueres effektivt.
Lang, duktile spon kan pakkes inn i hullet, gni mot veggen, eller kompromittere nøyaktigheten til funksjonen.
Det betyr at boring og gjenging i kobber krever nøye valg av verktøy, konsekvent fôr, og effektiv tilførsel av kjøle- eller smøremiddel.
Rømming er spesielt nyttig når hullet må oppfylle en strammere toleranse eller jevnere finish enn boring alene kan gi.
Tapping, i mellomtiden, er mest vellykket når pilothullet er rent, chipbanen er stabil, og verktøyet får kutte i stedet for å presse seg gjennom materialet.
Trådkutting og trådforming
Gjenging i kobber kan utføres ved banking, gjengefresing, eller enkeltpunkts gjengeskjæring avhengig av delens geometri og produksjonsstrategi.
Kobbers duktilitet kan gjøre gjengekvaliteten følsom for verktøyskarphet og sponevakuering, så gjengemetoden bør velges i henhold til den nødvendige presisjonen og sannsynligheten for sponpakking.
Gjengefresing er ofte attraktivt når gjengenøyaktighet og fleksibilitet er viktig, mens tapping kan være effektivt for enklere repeterende arbeid.
I begge tilfeller, målet er å danne en ren, repeterbar gjengeprofil uten å rive materialet eller lage grader ved inngangs- og utgangspunktene.
Fordi kobber er ofte brukt i elektriske og væskerelaterte enheter, trådkvalitet er ikke bare et dimensjonsproblem.
Det påvirker også kontaktstabiliteten, lekkasjemotstand, og langsiktig tjenesteytelse.
Overflatebehandling og sekundæroperasjoner
Kobberdeler blir ofte ferdigbehandlet etter maskinering fordi overflatetilstanden kan være like viktig som geometri.
Polering og polering er vanlig når delen trenger et jevnt utseende, en raffinert kontaktflate, eller redusert friksjon.
For mer tekniske bruksområder, etterbehandling kan også brukes til å forbedre grensesnittkvaliteten til elektriske eller termiske kontaktområder.
Noen kobberkomponenter er ment å forbli i en svært polert tilstand, mens andre kan kreve en funksjonell matt eller kontrollert tekstur finish.
Etterbehandlingsruten bør derfor defineres sammen med maskineringsprosessen, ikke etter at delen allerede er fullført.
5. Fordeler med CNC-bearbeiding av kobber
Utmerket konduktivitetsdrevet ytelse
Kobbers høyeste verdi er fortsatt dens termiske og elektriske ledningsevne.
Det er derfor CNC-maskinerte kobberdeler er så vanlige innen elektroteknikk og varmeoverføringsutstyr:
maskineringsprosessen brukes til å produsere den nøyaktige geometrien som trengs for et materiale hvis jobb er å utføre effektivt.
Sterk passform for presisjonsgrensesnitt
Kobberlegeringer kan bearbeides nøyaktig og med gode toleranser, som er verdifullt for elektriske kontakter, parrende overflater, forseglingsfunksjoner, og væskehåndteringsdeler.
Maskineringsruten gjør det mulig å lage presisjonsformer fra legeringer som ellers ville vært vanskelig å montere eller montere pålitelig.
Bredt materialvalg
Kobberbearbeiding er ikke begrenset til én legering.
Ingeniører kan velge mellom kobber med høy ledningsevne, deoksiderte kvaliteter, fribearbeidende kobber, bronser, messing, og kobber-nikkel avhengig av om prioritet er konduktivitet, maskinbarhet, Korrosjonsmotstand, eller styrke.
Denne fleksibiliteten gir kobber et bredere industrielt utvalg enn mange brukere i utgangspunktet antar.
Godt sekundært etterbehandlingspotensial
Kobber kan poleres og poleres effektivt, og mange kobberlegeringer reagerer godt på sammenføyning, lodding, og andre sekundære operasjoner.
Dette gjør CNC-maskinerte kobberdeler praktiske ikke bare som frittstående komponenter, men også som del av større sammenstillinger eller presisjonsundersystemer.
Bred industriell relevans
Fordi kobber tjener elektrisk, termisk, Marine, og kjemiske roller, CNC-bearbeiding brukes på tvers av mange sektorer.
Prosessen er ikke nisje; det er en kjerneproduksjonsrute for deler der ledningsevne og pålitelighet betyr like mye som geometri.
6. Kjerne tekniske utfordringer i kobber CNC maskinering

Oppbygd kant på myk, duktilt kobber
Rent kobber er vanskelig å bearbeide på grunn av dets høye duktilitet og kaldbearbeidbarhet.
Maskineringsguiden bemerker at verktøyslitasjen kan være høy, spondannelse er dårlig, og oppbygd kant kan dannes under skjæring, som senker finishkvalitet og dimensjonsstabilitet.
Lang, vanskelige sjetonger
Kobberbearbeiding produserer ofte lange rørformede eller båndlignende spon som er vanskelige å evakuere.
Dette kan skape sammenfiltring, omkutting, og inkonsekvent overflatekvalitet hvis sponbruddstrategien er svak.
Maskineringsguiden flagger eksplisitt sponhåndtering som et hovedproblem i rent kobber.
Verktøyslitasje og kantbelastning
Fordi kuttetrykket på rent kobber forblir ganske jevnt, skravlemerker kan være et mindre problem enn i noen hardere legeringer.
Imidlertid, samme myke, duktil oppførsel kan skape høye mekaniske belastninger på skjærekanten og akselerere slitasje.
Oksygenholdige kobberkvaliteter kan også inneholde harde inneslutninger som skader kanten og reduserer verktøyets levetid.
Legering-til-legering variasjon
Ikke alle kobberlegeringer oppfører seg på samme måte.
Økende tinninnhold i kobber-tinnlegeringer reduserer skjærehastigheten for en gitt verktøylevetid, mens aluminium og større mengder jern og nikkel også kan skade bearbeidbarheten.
I praksis, noen kobber-aluminiumslegeringer nærmer seg stållignende maskineringsadferd, som betyr at butikken må behandle kobberfamilien som et spektrum i stedet for et enkelt materiale.
Avveining av overflatekvalitet kontra verktøylevetid
Maskineringsguiden bemerker at økende skråvinkel forbedrer kvaliteten på arbeidsflaten, og at høye skjærehastigheter generelt forbedrer overflatekvaliteten i kobber og kobberlegeringer.
Men den bemerker også at større skråvinkler reduserer kilevinkelen og dermed verktøyets levetid. Denne avveiningen er sentral for kobbermaskinøkonomi.
7. Prosessstrategier for bedre bearbeidbarhet
Match legeringen til applikasjonen
Den første avgjørelsen om maskinbarhet er materialvalg.
Hvis delen trenger maksimal ledningsevne, kobber med høy ledningsevne eller oksygenfritt kobber kan være aktuelt, men de er relativt vanskelige å bearbeide rent.
Hvis delen trenger bedre bearbeidbarhet, et tellurholdig fribearbeidende kobber som C14500 eller svovelholdig C14700 er langt enklere å behandle.
Bruk kobberspesifikk verktøygeometri
Kobberbearbeidingsveiledning understreker at verktøygeometrien må tilpasses det faktiske arbeidsmaterialet.
Store skråvinkler reduserer skjæreenergien og forbedrer sponstrømmen, spesielt for mykere kobberkvaliteter,
mens mindre skråvinkler kan være nødvendig når kantstabilitet er viktigere enn maksimal skjæreletthet.
Skyv hastigheten og matingen mot stabil sponformasjon
Oppbygd egg blir mindre sannsynlig når skjærehastighet og mating øker innenfor et passende område.
Med andre ord, kobber maskinerer ofte bedre når kuttet er avgjørende nok til å unngå gnidning.
Veldig lett, nølende kutt er mer sannsynlig å smøre overflaten og fremme vedheft ved verktøykanten.
Design for chip evakuering
Kobberdeler bør utformes med tanke på flisflyt, spesielt når de har dype lommer, blinde hull, og gjengede funksjoner er involvert.
Hovedspørsmålet er ikke om flis vil dannes – de vil – men om operasjonen gir nok plass og kjølevæsketilgang til at de kan forlate kuttet rent.
Bruk riktig legering for riktig maskineringsklasse
Hvis applikasjonen tillater det, fribearbeidende kobberkvaliteter kan dramatisk redusere kostnadene og prosessrisikoen.
Hvis applikasjonen krever høy ledningsevne og ultra-ren renhet, da kan rent kobber fortsatt være verdt maskineringsvanskeligheten.
Riktig svar avhenger av om delen blir optimalisert for konduktivitet, sammenføyning, bearbeidet presisjon, eller produksjonseffektivitet.
8. Anvendelser av kobber CNC maskineringsdeler
Kobber CNC-maskinerte deler brukes overalt Elektrisk konduktivitet, Termisk konduktivitet, Korrosjonsmotstand, og presisjon må eksistere side om side i en enkelt komponent.
I motsetning til generelle strukturelle metaller, kobber velges vanligvis av en funksjonell grunn: den må føre strøm, overføre varme, motstå oksidasjon, eller opprettholde pålitelig kontakt under krevende serviceforhold.

Elektro- og kraftteknikk
Typiske deler i denne kategorien inkluderer elektriske kontakter, koblingslegemer, rekkeklemmer, Busslør, kontaktholdere, elektrodekomponenter, og presisjonsledende grensesnitt.
I disse applikasjonene, CNC-bearbeiding brukes til å lage rene flater, nøyaktige hull, presise spor, og stabile tilkoblingsfunksjoner.
Kvaliteten på den maskinerte overflaten påvirker direkte elektrisk motstand, Varmegenerering, og langsiktig kontaktpålitelighet.
Termisk styring og varmeoverføring
Vanlige bruksområder inkluderer kjøleribber, varmespredere, kalde plater, termiske blokker, kjølemanifolder, og presisjons termiske grensesnitt.
I disse delene, maskinering brukes til å lage flate overflater, kanalnettverk, og kontaktsoner som maksimerer varmeoverføringseffektiviteten.
Jo bedre overflatekvalitet og geometrisk nøyaktighet, jo bedre termisk ytelse.
Sjø- og sjøvannstjeneste
Typiske marine applikasjoner inkluderer beslag, ventildeler, Pumpekomponenter, varmeveksler deler, maskinvare for sjøvannsrør, og korrosjonsbestandige koblinger.
I disse systemene, bearbeidingskvaliteten påvirker forseglingen, slitasjeadferd, og delens evne til å forbli stabil i et saltvannsmiljø.
Rørleggerarbeid, Væskehåndtering, og prosessutstyr
Kobber CNC-maskinerte deler er også vanlige i rørleggerarbeid og prosesssystemer der væske flyter, forsegling, og korrosjonsbestandighet.
Maskinerte kobberdeler brukes i ventiler, kontakter, koblinger, dyser, beslag, manifolder, adaptere, og kontrollelementer.
Vakuum, Laboratorium, og systemer med høy renhet
Bruksområder inkluderer vakuumflenser, kammerarmaturer, elektrodedeler, presisjonstetninger, og laboratorieinstrumentkomponenter.
I disse miljøene, overflateforurensning, Burrs, og dårlige tetningsflater kan skape alvorlige ytelsesproblemer, så maskineringsprosessen må kontrolleres nøye.
Sveising, Lodding, og varmeverktøyapplikasjoner
Kobber CNC-maskinerte deler er mye brukt i verktøy og forbruksvarer for sveising og termisk prosessering.
Eksempler inkluderer lommelykter, gasssveisedyser, loddeboltspisser, elektrodeholdere, og termiske verktøyinnsatser.
Industrielle maskiner og presisjonsmaskiner
Kobber CNC deler brukes også i industrielle maskiner hvor ledningsevne, slitasjeadferd, eller korrosjonsbestandighet gir komponenten en funksjonell fordel.
Dette inkluderer gjennomføringer, ermer, presisjonsinnsatser, ledende maskinelementer, og spesialisert maskinvare som brukes i produksjonssystemer.
Dekorative og arkitektoniske komponenter
Selv om kobber ofte velges av tekniske årsaker, den har også sterk estetisk verdi.
Maskinerte kobberdeler kan brukes i arkitektoniske detaljer, dekorative paneler, tilpassede inventar, og avanserte designapplikasjoner der utseende betyr like mye som funksjon.
9. CNC -maskinering vs. Presisjonsstøping av kobber
| Sammenligningsaspekt | CNC-bearbeiding av kobber | Presisjonsstøping Kopper |
| Produksjonsprinsipp | Kobberdeler produseres ved å fjerne materiale fra baren, tallerken, stang, eller blankt papir gjennom fresing, snu, boring, reaming, Tapping, og trådkutting. | Smeltet kobberlegering helles i en form for å lage en nesten nettformet del, redusere mengden lager som må fjernes senere. |
| Dimensjonal nøyaktighet | Passer best for stramme toleranser, presisjonsparende overflater, gjengede funksjoner, og elektriske kontaktflater. Kobberdeler kan maskineres nøyaktig, men prosesskontroll er viktig fordi verktøyslitasje og oppbygd kant raskt kan påvirke kvaliteten. | Bra for å produsere den generelle formen nær endelige dimensjoner, men kritiske funksjonelle overflater krever ofte fortsatt ferdigbearbeiding. |
| Overflatebehandling | Kan oppnå utmerket overflatekvalitet ved verktøygeometri, mate, og kuttehastigheten er riktig kontrollert. | Støpte overflater er vanligvis grovere enn presisjonsbearbeidede overflater og kan trenge lokal etterbehandling eller maskinering. Imidlertid, støping i nesten nettform kan redusere mengden av ferdigbearbeiding som kreves betydelig. |
Geometrisk frihet |
Best for funksjoner som er verktøytilgjengelige: Bores, leiligheter, lommer, spor, tråder, og presise grensesnitt. Dype indre former er begrenset av kuttertilgang og sponevakuering. | Bedre for kompleks ytre geometri og deler der formkompleksitet er lettere å lage i formen enn ved maskinering fra solid lager. |
| Materialutnyttelse | Lavere for komplekse deler fordi mer materiale fjernes som spon. Dette er spesielt relevant for kobber med høy ledningsevne, som er verdifullt og ofte maskinert fra solid lager. | Høyere for deler med kompleks geometri fordi komponenten er dannet nær den endelige formen, minimere fjernet materiale. |
| Typiske tekniske risikoer | Oppbygd kant, chip utsmøring, lange trevlete chips, og overflateforringelse er de dominerende risikoene. | Støperisikoen er sentret om formfylling, størkningskvalitet, og lokale feil, mens fordelen er nesten-net-form økonomi. |
Best egnet for |
Elektriske kontakter, Busslør, varmeoverføringsblokker, presisjonskoblinger, gjengede deler, og komponenter som krever svært nøyaktige grensesnitt eller svært kontrollert overflatekvalitet. | Komplekse kobberlegeringsdeler for marine, sjøvann, kjemisk, kraftproduksjon, og slitasjerelaterte applikasjoner, spesielt når nett- eller nesten-nett-form produksjon kan redusere nedstrøms maskinering. |
| Økonomisk profil | Vanligvis sterkest for presisjonsdrevne deler, prototyper, og mindre volumarbeid der fleksibilitet er viktigere enn mugginvestering. Prosesskostnaden er drevet av bearbeidingstid, Verktøyslitasje, og chiphåndtering. | Vanligvis sterkere for geometrisk kompleks, stabile konstruksjoner der verktøyinvesteringer er berettiget og produksjon nesten i nettform reduserer kostnadene for ferdigbearbeiding. |
| Ingeniørdom | Det bedre valget når presisjon, ferdig, og funksjonell grensesnittkvalitet dominerer kravet. Kobberbearbeiding er en kontrollkrevende presisjonsrute. | Det bedre valget når geometrikompleksitet og nesten-nettform-effektivitet dominerer. Presisjonsstøping er den formeffektive ruten for kobberlegeringer. |
10. Konklusjon
Kobber CNC-maskinering er en moden og høypresisjon subtraktiv produksjonsteknologi skreddersydd for ledende, varmeavledende og korrosjonsbestandige komponenter.
Rent kobber har overlegen ledningsevne, men vanskelig brikkekontroll; blyholdig messing har optimal bearbeidbarhet for masseproduksjon; bronse og cupronickel brukes for industrielle scenarier med høy styrke og anti-korrosjon.
Sammenlignet med aluminium og stål, kobber har uerstattelige fordeler i elektrisk ledning og varmespredning, mens dens høye tetthet og råvarekostnad begrenser storskala strukturelle applikasjoner.
I fremtiden, med oppgradering av nye energikraftsystemer og halvlederindustri, Markedsetterspørselen etter høypresisjons CNC-kobberkomponenter vil fortsette å vokse.
Rimelig kobberkvalitetsvalg og optimert prosesseringsteknologi vil maksimere de termiske og elektriske fordelene til kobbermaterialer, gir pålitelige kjernekomponenter for avansert industrielt utstyr.
Vanlige spørsmål
Hvilken kobberkvalitet er lettest for CNC-bearbeiding?
Blyholdig friskjærende messing C36000 har den beste bearbeidbarheten med automatisk sponbryting, laveste grader og laveste prosesseringsvanskeligheter.
Hvorfor produserer rent kobber alvorlige grader etter kutting?
Rent kobber har ekstremt høy duktilitet; materialet kan ikke bryte rent under klipping, resulterer i forlengede kantgrader som krever polering og avgrading.
Er belagt skjæreverktøy egnet for kobberbehandling?
Ingen. Belagte verktøy øker friksjon og vedheft; ubestrøket polert karbidverktøy er det optimale valget for kobber.
Trenger maskinert kobber antioksidasjonsbehandling?
Ja. Ferske kobberoverflater oksiderer og mørkner raskt i luften; passivering eller anti-anløpsolje er nødvendig for å opprettholde metallisk glans og ledningsevne.
Hva er toleransen til konvensjonelle CNC-kobberdeler?
Standard industriell toleranse når ±0,01 mm; ultra-presisjon kobber ledende komponenter kan oppnå toleranse innenfor ±0,005 mm.

