
Введение
В инвестиционном литье, таяние - это только половина дела. Настоящая трансформация начинается, когда расплавленный сплав попадает в керамическую оболочку и начинает терять тепло..
В этот момент, металл переходит из жидкого состояния в твердое, и решается вся дальнейшая судьба кастинга: его надежность, его внутренняя структура, его размерная точность, и его подверженность дефектам.
Этот переход из жидкого состояния в твердое называется затвердевание.
На металлургическом языке, его также называют первичная кристаллизация, потому что это включает зародышеобразование, рост кристаллов, и формирование окончательной металлической структуры.
С точки зрения теплопередачи, однако, Затвердевание лучше всего понимать как процесс, при котором тепло передается от отливки в форму, а затем в окружающую среду..
Эти две точки зрения описывают одно и то же событие., но они подчеркивают разные инженерные вопросы.
Металлургический взгляд спрашивает: Как образуются ядра? Как растут зерна? Какая структура развивается?
Тепловой вид спрашивает: Как быстро отливка теряет тепло? С чего начинается затвердевание? Где могут появиться дефекты усадки? Как можно контролировать процесс?
Для литья по выплавляемым моделям, тепловизионный вид особенно практичен. Многие распространенные дефекты литья, такие как сбои в работе., усаживание полостей, микроусадка, Горячие слезы, газовая пористость, сегрегация, и включения — тесно связаны с тем, как затвердевает отливка..
Поэтому четкое понимание процесса затвердевания необходимо для проектирования литников., рост, Толщина раковины, температура предварительного нагрева, условия охлаждения, и стратегия направленного замораживания.
1. Почему затвердевание имеет значение при литье по выплавляемым моделям
Отливка не выходит из строя только потому, что металл залили неправильно. Очень часто, основная причина кроется в способе затвердевания металла после заливки.
Если затвердевание происходит слишком быстро в неправильном регионе, секция может замерзнуть до того, как будет полностью подана.
Если это слишком медленно, усадка и сегрегация могут стать более серьезными.
А если температурное поле неравномерно, горячие точки могут оставаться жидкими еще долгое время после того, как окружающая оболочка затвердеет., создание условий для образования полостей или трещин.
Литье по выплавляемым моделям особенно чувствителен, поскольку в процессе используется керамическая оболочка, а не толстая, высокоизолирующая песчаная форма.
Эта оболочка может быть спроектирована с высокой точностью и мелкими деталями., но это также означает, что тепловая среда очень продумана..
Толщина раковины, разогреть, покрытие, изоляция, и температура разливки металла формируют температурное поле и, следовательно, определяют конечное качество отливки..
На практике, затвердевание – это скрытая архитектура отливки. Форма может определять геометрию, но затвердевание определяет внутреннюю реальность.
2. Температурное поле литья по выплавляемым моделям

Основная концепция температурного поля литья
Почти все физические явления, происходящие во время затвердевания отливки, представляют собой термодинамические функции, зависящие от температуры..
Основная цель исследования теплопередачи при затвердевании — мониторинг динамических изменений температурного поля внутри отливок и керамических оболочек с течением времени..
Анализируя распределение температурного поля, инженеры могут точно прогнозировать критические производственные показатели:
размер зон затвердевания на сечениях в реальном времени, скорость распространения фронтов затвердевания, пространственное распределение дефектов усадки, и общее время затвердевания.
Эти аналитические данные обеспечивают надежную теоретическую поддержку для проектирования литниковой системы., расположение стояка, и вспомогательные меры охлаждения.
В реальном литейном производстве, традиционные вспомогательные процессы, такие как обертывание хлопчатобумажной тканью, водяной охлаждение, размещение холодного утюга, утолщение покрытия,
и принудительное воздушное охлаждение существенно изменяют распределение температурного поля для регулирования последовательности охлаждения..
Хотя в численных расчетах применяются сложные математические модели и термодинамические формулы.,
эта статья упрощает абстрактные математические выводы и фокусируется на практических принципах промышленной теплопередачи для интуитивного понимания..
Практические характеристики теплопередачи в массовом производстве
Большинство производственного персонала склонны чрезмерно упрощать процесс охлаждения., просто судя о состоянии затвердевания по интуитивному времени охлаждения, игнорируя при этом сложные внутренние механизмы теплопроводности.
В инвестиционном литье, общая система отвода тепла включает излучение тепла и конвекцию от керамических оболочек в атмосферную среду.
Различные способы размещения охлаждения существенно влияют на эффективность теплопередачи.: готовые оболочки можно размещать на охлаждающих стойках, песчаные пласты, или похоронен в насыпном песке.
Засыпка песка представляет собой типичный малоэффективный метод охлаждения.. Толстые слои песка изолируют керамическую оболочку., резкое замедление внешнего тепловыделения.
Длительное выдерживание при высоких температурах не только продлевает циклы затвердевания, но также вызывает неблагоприятные химические реакции на дефектных материалах оболочки., приводит к химической адгезии песка, питтинг на поверхности, пористость шлака, и сложное удаление скорлупы.
В крайнем гипотетическом сценарии, если керамическая оболочка обеспечивает абсолютную теплоизоляцию без теплопроводности или излучения, расплавленный сплав внутри никогда не затвердеет,
что интуитивно демонстрирует решающую роль рассеивания тепла в затвердевании..
Гетерогенное охлаждение, вызванное структурными & Различия в толщине оболочки
Промышленное литье по выплавляемым моделям неизбежно содержит сложные геометрические элементы., включая канавки, внутренние полости, Острые углы, и переходные изгибы.
Эти сложные структуры приводят к неравномерной толщине керамической оболочки.. Даже для идентичных позиций в одной партии продукции, непоследовательные операции нанесения покрытия вручную приводят к неоднородной толщине оболочки.
Неравномерное термическое сопротивление корпуса нарушает естественную последовательность охлаждения.: изначально заданные зоны быстрого затвердевания задерживают затвердевание, в то время как участки толстого сечения, требующие кормления, преждевременно остывают.
Эта неупорядоченная последовательность затвердевания непосредственно вызывает аномальные усадочные полости и локализованную пористость..
Скрытая теплота кристаллизации & Внутреннее термическое напряжение
Помимо макроскопического рассеивания тепла оболочкой, скрытая теплота кристаллизации является основным фактором, который часто упускают из виду..
Во время превращения жидкости в твердое вещество, сплавы постоянно выделяют скрытое тепло, который повторно нагревает соседние затвердевшие зоны и задерживает последующий процесс затвердевания..
Вопреки упрощенному познанию послойного внешнего затвердевания, фактическая граница затвердевания нерегулярна и колеблется.
Более того, неравномерная теплопроводность приводит к неравномерному внутреннему тепловому напряжению по всей отливке.
Чрезмерно сконцентрированное термическое напряжение распространяется вдоль границ зерен и структурных слабых мест., со временем образуются дефекты горячего разрыва и холодного растрескивания.
В настоящее время, Основное программное обеспечение для моделирования литья основано на термодинамических математических моделях для расчета распределения температурного поля., прогнозирование продолжительности затвердевания и расположения дефектов усадки.
Примечательно, что начальные граничные условия, такие как температура оболочки, температура окружающей среды, и температура заливки сплава напрямую определяют точность моделирования.
3. Ключевые факторы, влияющие на затвердевание
| Фактор | На что это влияет | Инженерное следствие |
| Температуропроводность металла | Как быстро выравнивается температура внутри отливки | Высокая диффузия обеспечивает более плоский температурный профиль и меньшие градиенты.; низкий коэффициент диффузии создает более крутые градиенты. |
| Скрытая теплота кристаллизации | Сколько тепла выделяется при замерзании | Более высокое скрытое тепло продлевает затвердевание и выравнивает температурное поле.. |
| Температура затвердевания | Уровень температуры, при котором происходит замерзание | Более высокие температуры замерзания обычно увеличивают температурные градиенты и нагрев формы.. |
Термические свойства пресс-формы |
Насколько быстро скорлупа поглощает и передает тепло | Более быстрое поглощение тепла ускоряет затвердевание, но также может увеличить интенсивность градиента.. |
| Температура заливки | Начальная тепловая энергия в расплаве | Более высокий перегрев замедляет затвердевание; более низкий перегрев сокращает время замораживания, но может увеличить риск неправильной работы. |
| Толщина стенки отливки | Теплосодержание и время замораживания | Толстые секции остывают медленнее и с большей вероятностью образуют усадочные дефекты.. |
| Геометрия и дизайн углов | Локальная концентрация тепла и направленное замораживание | Кривые, углы, переходы секций могут создавать горячие точки или улучшать охлаждение в зависимости от формы.. |
4. Влияние свойств металла на затвердевание
Температуропроводность
Температуропроводность описывает, как быстро тепло распространяется через материал..
на кастинге, более высокая температуропроводность означает, что разница температур между поверхностью и центром исчезает быстрее. В результате получается более однородное температурное поле..
Более низкая температуропроводность означает, что тепло дольше остается в центре., создание более крутого температурного профиля.
Это важно, поскольку направление и скорость замерзания зависят от того, насколько быстро тепло может перемещаться по металлу..
Все остальное равно, металлы с низкой температуропроводностью имеют тенденцию затвердевать с более сильным температурным градиентом и большим риском образования внутренних горячих точек..
Скрытое тепло
Когда расплавленный металл затвердевает, он выделяет скрытое тепло. Это тепло не исчезает мгновенно; его необходимо перенести в скорлупу, прежде чем начнется замораживание.
Большее скрытое тепло означает, что отливка должна потерять больше энергии, прежде чем будет достигнуто полное затвердевание.. Это приводит к увеличению времени замерзания и выравниванию температурного поля..
Температура замерзания
Абсолютная температура затвердевания также имеет значение.. Металл, который замерзает при более высокой температуре, дольше сохраняет форму горячей..
Разница температур между поверхностью отливки и внутренней частью оболочки может стать больше., что влияет на температурное поле и вероятное расположение дефектов.
В общем, легкоплавкие цветные сплавы имеют тенденцию демонстрировать иное поведение при охлаждении, чем жаропрочные стали и чугуны., что является одной из причин, по которой литье по выплавляемым моделям реагирует по-разному в зависимости от семейства сплавов..
5. Влияние свойств формы и оболочки
Оболочка не пассивна. Это активный термический партнер в процессе затвердевания..

Поглощение тепла оболочкой
Оболочка, которая быстро поглощает тепло, ускоряет затвердевание..
Это может быть полезно, когда важна точность или время цикла., но это также может создать более резкий градиент температуры.
Оболочка, которая медленнее поглощает тепло, удлинит время затвердевания и может сделать температурное поле более плоским., но это также может увеличить риск усушки, если кормление не организовано должным образом..
Предварительный нагрев оболочки
В инвестиционном литье, предварительный нагрев корпуса является основной переменной процесса.
Более горячая оболочка снижает термический шок и может улучшить наполнение., но это также уменьшает тепловую движущую силу затвердевания в начале.
Более холодный корпус быстрее отводит тепло, но может создать риск растекания или неправильного хода, если металл слишком быстро теряет температуру во время заполнения.
Таким образом, предварительный нагрев корпуса представляет собой баланс между заполняющая способность и контроль затвердевания.
Толщина скорлупы и местное покрытие
Локальная толщина оболочки может варьироваться в зависимости от техники ее изготовления., геометрия, и практика оператора. Более толстые секции корпуса лучше изолируют и охлаждают иначе, чем более тонкие секции..
Это может непреднамеренно изменить последовательность затвердевания., вызывая слишком раннее замерзание «правильной» области или слишком долгое сохранение жидкости в «неправильной» области..
Вот почему однородность оболочки имеет такое большое значение.. Неравномерная толщина оболочки может превратить отливку, которая выглядит хорошо спроектированной, в отливку со скрытыми проблемами усадки или деформации..
6. Влияние условий заливки
Условия заливки не просто определяют, заполнится ли форма.. Они также определяют отправную точку затвердевания..

Перегрев
Перегрев — это величина, на которую температура расплавленного металла превышает порог ликвидуса или замерзания..
Небольшой перегрев помогает металлу оставаться жидким достаточно долго, чтобы заполнить форму..
Но если перегрев слишком высок, он эффективно увеличивает тепловую энергию, которую скорлупа должна отвести, прежде чем начнется замерзание..
Больший перегрев обычно означает:
- более длительное время затвердевания,
- более плоский или замедленный фронт замерзания,
- более высокая тепловая нагрузка корпуса,
- и потенциально больший риск сегрегации или деформации, если путь охлаждения не контролируется..
Скорость заливки
Скорость заливки влияет как на качество заполнения, так и на термическую стабильность.. Слишком медленно, и металл может начать замерзать до того, как полость заполнится.
Слишком быстро, и турбулентность, увлеченный газ, или может произойти эрозия скорлупы. Идеальная скорость заливки позволяет плавно заполнять форму, сохраняя при этом контролируемое тепловое поле..
Температура заливки в зависимости от. тип металла
Влияние температуры заливки зависит от сплава и маршрута литья..
В некоторых системах, особенно формы с высокой теплопроводностью или металлические формы, избыточный перегрев быстро теряется, и эффект может быть менее драматичным..
В инвестиционном литье, однако, свойства оболочки и геометрия детали часто делают температуру заливки очень важной переменной..
7. Влияние геометрии отливки
Геометрия отливки играет центральную роль в пути затвердевания..
Толщина стены
Толстые секции удерживают больше тепла и затвердевают медленнее.. Тонкие срезы быстро замерзают..
Эта разница создает схему направленного замораживания, которую можно использовать намеренно или, если плохо спроектирован, может создавать дефекты.
Форма и углы
Форма меняет местную охлаждающую среду. Выпуклые поверхности обычно охлаждаются иначе, чем плоские поверхности, поскольку объем окружающей оболочки, доступный для поглощения тепла, изменяется..
Вогнутые поверхности и внутренние углы часто охлаждаются медленнее, поскольку масса оболочки вокруг них более ограничена, а путь теплового потока менее благоприятный..
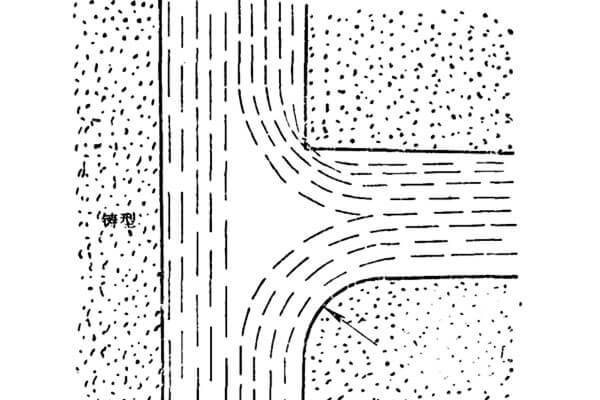
Радиус против острого угла
Острый внутренний угол — классическое место горячей точки..
Замена острого внутреннего угла на закругленный увеличивает площадь теплопередачи и способствует более равномерному затвердеванию угла..
Вот почему внутренние галтели часто используются для уменьшения образования горячих трещин и концентрации усадки..
Распространенным заблуждением является то, что радиус просто «добавляет толщину» и поэтому должен остывать медленнее..
В действительности, большая поверхность теплопередачи может перевесить добавленную локальную массу, улучшение, а не ухудшение поведения при затвердевании.
Переходы разделов
Внезапное изменение толщины среза на тонкий может нарушить последовательность замораживания..
Тонкая секция может замерзнуть первой и изолировать более толстую секцию., который затем становится уязвимым для усадки.
Хорошая конструкция отливки позволяет избежать резких температурных разрывов, когда это возможно..
8. Режимы затвердевания и их практическое значение
Затвердевание можно понимать в широком смысле с точки зрения того, как фронт замерзания проходит через деталь..
Направленное затвердевание
Это идеальный случай в проектировании литья.. Металл постепенно затвердевает от одного конца или поверхности к стояку или области подачи., поэтому жидкий металл может непрерывно питать зону усадки.
Направленное затвердевание является основой надежной конструкции отливки, поскольку оно помогает предотвратить образование усадочных полостей..
Охлаждающее затвердевание
Если какой-либо участок замерзает слишком рано, поскольку он быстро теряет тепло, это может вести себя как охлажденная зона.
Это может быть полезно в отдельных случаях., но если затвердевшая область блокирует подачу в другие области, могут возникнуть дефекты усадки.
Одновременное затвердевание
Если большой участок замерзает практически одновременно по всему объему, усадочная подача становится затруднительной.
Этот режим обычно менее желателен, если только процесс не был специально разработан для его поддержки..
Практическая цель литья по выплавляемым моделям обычно состоит в том, чтобы управлять затвердеванием, чтобы подача оставалась возможной до тех пор, пока не замерзнет последняя критическая горячая точка..
9. Распространенные дефекты, образующиеся во время затвердевания
Многие дефекты литья возникают на этапе замораживания., не во время заливки.
Усадочная полость
Когда жидкий металл затвердевает, он заключает контракты. Если сокращение не подпитывается близлежащим жидким металлом, в последней области замерзания может образоваться полость.
Микроусадка или усадочная пористость
Вместо одной видимой полости, отливка может содержать множество небольших внутренних пустот в зоне недостаточной подачи.
Они особенно вредны для высокопроизводительных отливок, поскольку могут снизить прочность и устойчивость к утечкам..
Горячие слезы
Если отливка удерживается во время усадки, а оболочка или геометрия препятствуют свободному сжатию, растрескивание может произойти, пока металл еще частично твердый.
Острые углы, резкая смена разделов, и плохо контролируемые температурные градиенты увеличивают этот риск..
Сегрегация
Во время затвердевания, легирующие элементы могут не оставаться идеально однородными.
Локальные различия в составе могут образовываться между регионами с ранним и поздним замерзанием.. Это может повлиять на механические свойства и коррозионное поведение..
Газовая пористость
Если в расплаве присутствует газ или оболочка не может обеспечить надлежащую вентиляцию, газовые карманы могут попасть в ловушку при замерзании металла.
Это особенно важно при точном литье, где важна внутренняя прочность..
10. Как контролируется затвердевание при литье по выплавляемым моделям
Цель технологического проектирования – не просто позволить металлу замерзнуть.. Это заставить его замерзнуть контролируемым образом..
Практические методы включают в себя:
- выбор подходящей температуры заливки,
- предварительный нагрев корпуса до нужного уровня,
- контроль толщины оболочки и покрытия,
- проектирование литников и стояков для направленного замораживания,
- использование озноба или местной изоляции, где это необходимо.,
- управление условиями охлаждения после заливки,
- и сохранение температурного поля максимально предсказуемым.
На многих литейных заводах, то, что кажется «проблемой дефектов отливки», на самом деле является проблемой контроля затвердевания..
Если температурное поле неправильное, никакие последующие проверки не смогут полностью восстановить деталь..
11. Заключение
Литье по выплавляемым моделям часто восхищает своей точностью и качеством поверхности., но эти качества достигаются только тогда, когда затвердевание правильно понимается и контролируется..
Переход от жидкости к твердому состоянию — это момент создания внутренней структуры., где питание либо сохраняется, либо теряется, и где большинство серьезных дефектов литья либо предотвращаются, либо возникают.
Главный урок прост: хорошее литье по выплавляемым моделям не только правильно отливается, но заморожено правильно.
Температурное поле, поведение оболочки, состояние заливки, и геометрия отливки — все они работают вместе, чтобы определить, станет ли конечная деталь качественной., стабильный, и полезно.
Таким образом, понимание затвердевания не является теоретическим упражнением.. Это один из наиболее практических навыков в области литья по выплавляемым моделям..

