
Introduksjon
I investeringsstøping, smelting er bare halvparten av historien. Den virkelige transformasjonen begynner når den smeltede legeringen kommer inn i det keramiske skallet og begynner å miste varme.
På det tidspunktet, metallet beveger seg fra en flytende tilstand til en fast tilstand, og hele fremtiden til castingen avgjøres: dens forsvarlighet, dens indre struktur, dens dimensjonsnøyaktighet, og dens mottakelighet for defekter.
Denne endringen fra flytende til fast stoff kalles størkning.
På metallurgisk språk, det er også referert til som primær krystallisering, fordi det involverer kjernedannelse, krystallvekst, og dannelsen av den endelige metallstrukturen.
Fra et varmeoverføringsperspektiv, Imidlertid, størkning forstås best som prosessen der varme strømmer fra støpingen inn i formen og deretter inn i omgivelsene.
Disse to synspunktene beskriver den samme hendelsen, men de legger vekt på forskjellige tekniske spørsmål.
Det metallurgiske synet spør: Hvordan dannes kjerner? Hvordan vokser korn? Hva slags struktur utvikler seg?
Den termiske utsikten spør: Hvor fort mister støpingen varme? Hvor begynner størkning? Hvor er det sannsynlig at krympefeil oppstår? Hvordan kan prosessen kontrolleres?
For investeringsstøping, den termiske utsikten er spesielt praktisk. Mange vanlige støpefeil – for eksempel feilkjøringer, Krympende hulrom, mikrokrymping, varme tårer, Gassporøsitet, segregering, og inneslutninger - er nært knyttet til hvordan støpingen størkner.
En sterk forståelse av størkning er derfor avgjørende for utforming av porter, risering, skalltykkelse, forvarm temperatur, kjøleforhold, og retningsbestemt frysestrategi.
1. Hvorfor solidifisering er viktig i investeringsstøping
En støping feiler ikke bare fordi metallet ble støpt feil. Veldig ofte, grunnårsaken ligger i måten metallet størknet etter helling.
Hvis størkning er for rask i feil region, en del kan fryse før den er ferdig matet.
Hvis det går for sakte, svinn og segregering kan bli mer alvorlig.
Og hvis temperaturfeltet er ujevnt, varme flekker kan forbli flytende lenge etter at skallet rundt har stivnet, skaper forholdene for hulrom eller sprekker.
Investeringsstøping er spesielt følsom fordi prosessen bruker et keramisk skall i stedet for et tykt skall, svært isolerende sandform.
Det skallet kan konstrueres for presisjon og fine detaljer, men det betyr også at det termiske miljøet er svært bevisst.
Skalltykkelse, forvarm, belegg, isolasjon, og metallstøpingstemperatur former alle temperaturfeltet og bestemmer derfor den endelige kvaliteten på støpingen.
I praksis, størkning er den skjulte arkitekturen til en støping. Formen kan definere geometrien, men størkning definerer den indre virkeligheten.
2. Temperatur Field of Investment Støpegods

Grunnleggende konsept for støpetemperaturfelt
Nesten alle fysiske fenomener som oppstår under størkning i støping er temperaturavhengige termodynamiske funksjoner.
Kjerneforskningsmålet for størkningsvarmeoverføring er å overvåke dynamiske temperaturfeltvariasjoner innen støpegods og keramiske skall over tid.
Ved å analysere temperaturfeltfordeling, ingeniører kan nøyaktig forutsi kritiske produksjonsindikatorer:
sanntidsstørrelse av størkningssoner på tverrsnitt, forplantningshastighet av størkningsfronter, romlig fordeling av krympefeil, og total størkningstid.
Disse analytiske dataene gir pålitelig teoretisk støtte for portsystemdesign, stigerørsarrangement, og hjelpekjølingstiltak.
I faktisk investeringsstøpeproduksjon, konvensjonelle hjelpeprosesser som innpakning av skallbomull, vannkjøling, plassering av kjølejern, belegg fortykning,
og tvungen luftkjøling endrer i hovedsak temperaturfeltfordelingen for å regulere kjølesekvenser.
Selv om komplekse matematiske modeller og termodynamiske formler brukes i numeriske simuleringsberegninger,
denne artikkelen forenkler abstrakte matematiske avledninger og fokuserer på praktiske industrielle varmeoverføringsprinsipper for intuitiv forståelse.
Praktiske varmeoverføringsegenskaper i masseproduksjon
De fleste produksjonspersonell har en tendens til å forenkle kjøleprosessen, bare å bedømme størkningsstatus ved intuitiv avkjølingstid mens man ignorerer komplekse interne varmeledningsmekanismer.
I investeringsstøping, det totale varmespredningssystemet inkluderer varmestråling og konveksjon fra keramiske skall til det atmosfæriske miljøet.
Ulike kjøleplasseringsmetoder påvirker varmeoverføringseffektiviteten betydelig: ferdige skjell kan plasseres på kjølestativ, sandbed, eller begravd i fyllsand.
Helling av nedgravd sand representerer en typisk laveffektiv kjølemetode. Tykke sandlag isolerer det keramiske skallet, drastisk bremse ekstern varmespredning.
Langvarig høytemperaturretensjon forlenger ikke bare størkningssykluser, men utløser også uønskede kjemiske reaksjoner på defekte skallmaterialer, fører til kjemisk sandvedheft, overflategroping, slaggporøsitet, og vanskelig fjerning av skall.
I et ekstremt hypotetisk scenario, hvis det keramiske skallet oppnår absolutt termisk isolasjon uten varmeledning eller stråling, smeltet legering inni vil aldri fullføre størkning,
som intuitivt demonstrerer den avgjørende rollen til varmespredning i størkning.
Heterogen avkjøling forårsaket av strukturell & Skalltykkelsesforskjeller
Industrielle investeringsstøpegods inneholder uunngåelig intrikate geometriske egenskaper, inkludert riller, indre hulrom, Skarpe hjørner, og overgangsbøyninger.
Disse komplekse strukturene resulterer i ujevn keramisk skalltykkelse. Selv for identiske posisjoner på samme produktparti, inkonsekvente manuelle belegningsoperasjoner fører til ujevn skalltykkelse.
Ujevn termisk motstand i skallet forstyrrer den naturlige kjølesekvensen: opprinnelig forhåndsinnstilte hurtigstørkningssoner forsinker størkning, mens tykke snittområder med fôringsbehov kjøles ned for tidlig.
Denne uordnede størkningssekvensen induserer direkte unormale krympingshulrom og lokalisert porøsitet.
Latent krystalliseringsvarme & Intern termisk stress
Utover det makroskopiske skallets varmespredning, den latente krystalliseringsvarmen er en ofte oversett kjernefaktor.
Ved transformasjon av væske til fast stoff, legeringer frigjør kontinuerlig latent varme, som gjenoppvarmer tilstøtende størknede soner og forsinker påfølgende størkningsfremdrift.
I motsetning til den forenklede erkjennelsen av lag-for-lag utover størkning, det faktiske størkningsgrensesnittet er uregelmessig og svingende.
Videre, ujevn varmeledning genererer ujevn indre termisk spenning gjennom hele støpingen.
Overdreven konsentrert termisk spenning forplanter seg langs korngrenser og strukturelle svake punkter, til slutt danne varme rive- og kalde sprekkdefekter.
For tiden, mainstream støpesimuleringsprogramvare er avhengig av termodynamiske matematiske modeller for å beregne temperaturfeltfordeling, forutsi størkningsvarighet og krympingsdefekter.
Det er bemerkelsesverdig at innledende grenseforhold som skalltemperatur, omgivelsestemperatur, og legerings helletemperatur bestemmer direkte simuleringsnøyaktigheten.
3. Nøkkelfaktorer som påvirker størkning
| Faktor | Hva det påvirker | Teknisk konsekvens |
| Termisk diffusivitet av metall | Hvor raskt utjevner temperaturen inne i støpen | Høy diffusivitet gir en flatere temperaturprofil og mindre gradienter; lav diffusivitet skaper brattere gradienter. |
| Latent krystalliseringsvarme | Hvor mye varme som frigjøres ved frysing | Høyere latent varme forlenger størkning og flater ut temperaturfeltet. |
| Størkningstemperatur | Temperaturnivået der frysing oppstår | Høyere frysetemperaturer øker generelt termiske gradienter og muggoppvarming. |
Mugg termiske egenskaper |
Hvor raskt skallet absorberer og overfører varme | Raskere varmeabsorpsjon øker størkningen, men kan også øke gradientintensiteten. |
| Hellingstemperatur | Innledende termisk energi i smelten | Høyere overheting forsinker størkning; lavere overheting forkorter frysetiden, men kan øke risikoen for feilkjøring. |
| Støpeveggtykkelse | Varmeinnhold og frysetid | Tykke seksjoner avkjøles langsommere og er mer sannsynlig å danne krympingsfeil. |
| Geometri og hjørnedesign | Lokal varmekonsentrasjon og retningsbestemt frysing | Kurver, hjørner, og seksjonsoverganger kan skape hot spots eller forbedre kjøling avhengig av form. |
4. Påvirkning av metallegenskaper på størkning
Termisk diffusivitet
Termisk diffusivitet beskriver hvor raskt varme sprer seg gjennom et materiale.
I en casting, en høyere termisk diffusivitet betyr at temperaturforskjellen mellom overflate og sentrum forsvinner raskere. Resultatet er et mer jevnt temperaturfelt.
En lavere termisk diffusivitet betyr at varmen forblir fanget lenger i midten, som gir en brattere temperaturprofil.
Dette har betydning fordi retningen og hastigheten på frysing avhenger av hvor raskt varmen kan bevege seg gjennom metallet.
Alt annet like, metaller med lav termisk diffusivitet har en tendens til å stivne med en sterkere temperaturgradient og større risiko for interne varme flekker.
Latent varme
Når smeltet metall stivner, det frigjør latent varme. Denne varmen forsvinner ikke umiddelbart; den må overføres til skallet før frysingen kan fortsette.
En større latent varme betyr at støpingen må avgi mer energi før fullstendig størkning oppnås. Det har en tendens til å forlenge frysetiden og flate ut temperaturfeltet.
Minustemperatur
Den absolutte størkningstemperaturen har også betydning. Et metall som fryser ved høyere temperatur etterlater formsystemet varmt lenger.
Temperaturforskjellen mellom støpeoverflaten og skallinnsiden kan bli større, som påvirker temperaturfeltet og sannsynlig plassering av defekter.
Generelt, lavere smeltende ikke-jernholdige legeringer har en tendens til å vise forskjellig kjøleegenskaper fra stål og jern med høyere temperatur, som er en grunn til at investeringsstøping reagerer forskjellig avhengig av legeringsfamilie.
5. Påvirkning av mugg- og skallegenskaper
Skallet er ikke passivt. Det er en aktiv termisk partner i størkning.

Skallvarmeabsorpsjon
Et skall som absorberer varme raskt vil akselerere størkning.
Det kan være nyttig når presisjon eller syklustid er viktig, men det kan også skape en skarpere temperaturgradient.
Et skall som absorberer varme langsommere vil forlenge størkningstiden og kan gjøre temperaturfeltet flatere, men det kan også øke risikoen for svinn hvis fôringen ikke er riktig utformet.
Skallforvarming
I investeringsstøping, skallforvarming er en viktig prosessvariabel.
Et varmere skall reduserer termisk sjokk og kan forbedre fyllingen, men det reduserer også den termiske drivkraften for størkning i starten.
Et kjøligere skall trekker ut varme raskere, men kan skape fare for flyt eller feilløp hvis metallet mister temperatur for raskt under fylling.
Skallforvarming er derfor en balanse mellom fyllingsevne og størkningskontroll.
Skalltykkelse og lokalt belegg
Lokal skalltykkelse kan variere på grunn av skjellbyggingsteknikk, geometri, og operatørpraksis. Tykkere skallseksjoner isolerer mer og avkjøles annerledes enn tynnere seksjoner.
Dette kan utilsiktet endre størkningssekvensen, forårsaker at "riktig" område fryser for tidlig eller at "feil" område forblir flytende for lenge.
Det er derfor skallens enhetlighet betyr så mye. Ujevn skalltykkelse kan forvandle en støping som ser godt utformet til en med skjult krymping eller forvrengningsproblemer.
6. Påvirkning av helleforhold
Helleforhold avgjør ikke bare om formen fylles. De bestemmer også startpunktet for størkning.

Overoppheting
Overheting er mengden som temperaturen på det smeltede metallet overskrider sin liquidus- eller fryseterskel.
En beskjeden mengde overheting hjelper metallet med å holde seg flytende lenge nok til å fylle formen.
Men hvis overhetingen er for høy, det øker effektivt den termiske energien som skallet må fjerne før frysing kan begynne.
Mer overheting betyr vanligvis:
- lengre størkningstid,
- en flatere eller forsinket frysefront,
- høyere skall termisk belastning,
- og potensielt større risiko for segregering eller forvrengning hvis kjølebanen ikke kontrolleres.
Hellehastighet
Hellehastighet påvirker både fyllkvalitet og termisk stabilitet. For sakte, og metallet kan begynne å fryse før hulrommet er fullt.
For fort, og turbulens, medført gass, eller det kan forekomme skallerosjon. Den ideelle hellehastigheten lar formen fylles jevnt og samtidig bevare et kontrollerbart termisk felt.
Helletemperatur vs. metall type
Effekten av helletemperaturen avhenger av legeringen og støpeveien.
I noen systemer, spesielt de med høy termisk ledningsevne eller metallformer, overflødig overheting går raskt tapt og effekten kan bli mindre dramatisk.
I investeringsstøping, Imidlertid, skallegenskaper og delgeometri gjør ofte helletemperaturen til en svært viktig variabel.
7. Påvirkning av støpegeometri
Støpegeometri spiller en sentral rolle i størkningsbanen.
Veggtykkelse
Tykke seksjoner holder mer varme og stivner saktere. Tynne partier fryser raskt.
Denne forskjellen skaper et retningsbestemt frysemønster som kan brukes bevisst eller, hvis dårlig utformet, kan skape defekter.
Form og hjørner
Form endrer det lokale kjølemiljøet. Konvekse overflater avkjøles vanligvis annerledes enn flate overflater fordi det omkringliggende skallvolumet som er tilgjengelig for å absorbere varme endres.
Konkave overflater og innvendige hjørner avkjøles ofte langsommere fordi skallmassen rundt dem er mer begrenset og varmestrømmen er mindre gunstig..
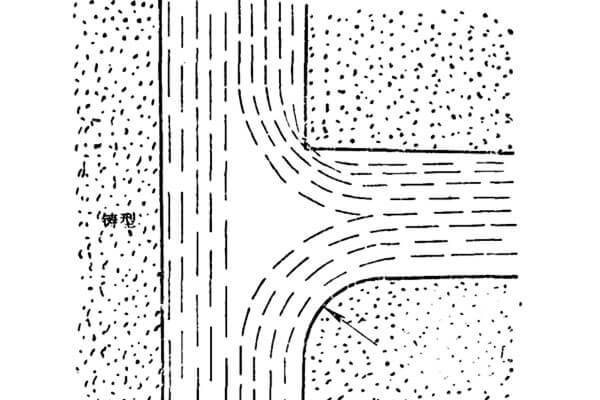
Radius kontra skarpt hjørne
Et skarpt indre hjørne er en klassisk hot-spot-plassering.
Å erstatte et skarpt indre hjørne med en radius øker varmeoverføringsområdet og hjelper hjørnet med å stivne jevnere.
Derfor brukes ofte indre fileter for å redusere varmeoppsprekking og krympekonsentrasjon.
En vanlig misforståelse er at en radius ganske enkelt "legger til tykkelse" og derfor må avkjøles langsommere.
I virkeligheten, den større varmeoverføringsflaten kan oppveie den tilførte lokale massen, forbedre snarere enn forverre størkningsatferd.
Seksjonsoverganger
En plutselig endring fra tykt til tynt parti kan forstyrre frysesekvensen.
Den tynne delen kan fryse først og isolere den tykkere delen, som da blir sårbar for svinn.
God støpedesign unngår brå termiske diskontinuiteter når det er mulig.
8. Størkningsmoduser og deres praktiske betydning
Størkning kan forstås bredt i form av hvordan frysefronten går gjennom delen.
Retningsbestemmelse
Dette er den ideelle saken i støpedesign. Metallet stivner gradvis fra den ene enden eller overflaten mot et stigerør eller mateområde, slik at flytende metall kontinuerlig kan mate krympesonen.
Retningsbestemt størkning er grunnlaget for lydstøpedesign fordi det bidrar til å forhindre krymping av hulrom.
Kjølende størkning
Hvis et lokalområde fryser for tidlig fordi det mister varme raskt, det kan oppføre seg som en kjølt sone.
Dette kan være nyttig i utvalgte tilfeller, men hvis det størknede området blokkerer fôring til andre områder, krympefeil kan oppstå.
Samtidig størkning
Hvis en stor del fryser på nesten samme tid gjennom hele volumet, krympefôring blir vanskelig.
Denne modusen er vanligvis mindre ønskelig med mindre prosessen er spesielt designet for å støtte den.
Det praktiske målet med investeringsstøping er vanligvis å håndtere størkning slik at fôring forblir mulig til det siste kritiske hot spot har frosset.
9. Vanlige defekter dannet under størkning
Mange støpefeil oppstår under frysestadiet, ikke under skjenking.
Krympehulrom
Når flytende metall stivner, det kontrakter. Hvis sammentrekningen ikke mates av flytende metall i nærheten, et hulrom kan dannes i det siste området som fryser.
Mikrokrymping eller krympingsporøsitet
I stedet for ett synlig hulrom, avstøpningen kan inneholde mange små indre tomrom i et område med utilstrekkelig fôring.
Disse er spesielt skadelige i støpegods med høy ytelse fordi de kan redusere styrke og lekkasjemotstand.
Varme tårer
Hvis en støping holdes tilbake under krymping og skallet eller geometrien forhindrer fri sammentrekning, sprekker kan oppstå mens metallet fortsatt er delvis fast.
Skarpe hjørner, brå seksjonsendringer, og dårlig kontrollerte termiske gradienter øker denne risikoen.
Segregering
Under størkning, legeringselementer forblir kanskje ikke helt ensartede.
Lokale forskjeller i sammensetning kan dannes mellom tidlig- og senfrysende regioner. Dette kan påvirke mekaniske egenskaper og korrosjonsadferd.
Gassporøsitet
Hvis det er gass i smelten eller skallet ikke kan ventileres ordentlig, gasslommer kan sette seg fast når metallet fryser.
Dette er spesielt alvorlig i presisjonsstøpinger hvor intern soliditet er viktig.
10. Hvordan størkning kontrolleres i investeringsstøping
Formålet med prosessdesign er ikke bare å la metallet fryse. Det er å få det til å fryse på en kontrollert måte.
Praktiske metoder inkluderer:
- velge en passende helletemperatur,
- forvarme skallet til riktig nivå,
- kontrollerende skalltykkelse og belegg,
- designe gating og risering for retningsbestemt frysing,
- bruke frysninger eller lokal isolasjon der det er nødvendig,
- håndtering av kjøleforhold etter helling,
- og holde temperaturfeltet så forutsigbart som mulig.
I mange støperier, det som ser ut til å være et "støpefeilproblem" er faktisk et problem med størkningskontroll.
Hvis temperaturfeltet er feil, ingen mengde nedstrøms inspeksjon kan gjenopprette delen fullstendig.
11. Konklusjon
Investeringsstøping blir ofte beundret for sin presisjon og overflatekvalitet, men disse egenskapene oppnås bare når størkning er riktig forstått og kontrollert.
Overgangen fra flytende til fast stoff er der den indre strukturen skapes, hvor fôring enten er bevart eller tapt, og hvor de fleste større støpefeil enten forhindres eller fødes.
Den sentrale leksjonen er enkel: en god investering støping er ikke bare støpt riktig, men frosset riktig.
Temperaturfeltet, skalladferd, helle tilstand, og støpegeometri jobber sammen for å avgjøre om den siste delen blir lyd, stall, og nyttig.
Å forstå størkning er derfor ikke en teoretisk øvelse. Det er en av de mest praktiske ferdighetene innen investeringsstøpeteknikk.

