Zavedení
V investičním odlévání, tání je jen polovina příběhu. Skutečná přeměna začíná, když roztavená slitina vstoupí do keramického pláště a začne ztrácet teplo.
V tom okamžiku, kov se pohybuje z kapalného stavu do pevného, a o celé budoucnosti castingu se rozhoduje: jeho solidnost, jeho vnitřní struktura, jeho rozměrová přesnost, a jeho náchylnost k poruchám.
Tato změna z kapaliny na pevnou látku se nazývá tuhnutí.
V hutnickém jazyce, označuje se také jako primární krystalizace, protože zahrnuje nukleaci, růst krystalů, a vytvoření konečné kovové struktury.
Z hlediska přenosu tepla, však, tuhnutí je nejlépe chápáno jako proces, při kterém teplo proudí z odlitku do formy a následně do okolního prostředí.
Tyto dva pohledy popisují stejnou událost, ale zdůrazňují různé technické otázky.
Ptá se hutní pohled: Jak se tvoří jádra? Jak rostou zrna? Jaká struktura se vyvíjí?
Ptá se termální pohled: Jak rychle odlitek ztrácí teplo? Kde začíná tuhnutí? Kde se pravděpodobně objeví vady smrštění? Jak lze proces řídit?
Pro investiční lití, praktický je především termální pohled. Mnoho běžných vad odlitku – například chybné běhy, Shrinkage dutiny, mikrosmrštění, Horké slzy, Pórovitost plynu, segregace, a inkluze – úzce souvisí s tím, jak odlitek tuhne.
Silné porozumění tuhnutí je proto nezbytné pro navrhování vstřikování, povstání, tloušťka pláště, teplotu předehřevu, podmínky chlazení, a strategie směrového zmrazení.
1. Proč je solidifikace při investičním lití důležitá
Odlitek se nepovede jen proto, že kov byl odlit nesprávně. Velmi často, hlavní příčina spočívá ve způsobu ztuhnutí kovu po nalití.
Pokud je tuhnutí příliš rychlé v nesprávné oblasti, část může zamrznout dříve, než bude plně nasunuta.
Pokud je příliš pomalý, smršťování a segregace mohou být závažnější.
A pokud je teplotní pole nerovnoměrné, horká místa mohou zůstat tekutá dlouho poté, co okolní skořápka ztuhne, vytváření podmínek pro vznik dutin nebo prasklin.
Investiční lití je zvláště citlivý, protože proces používá spíše keramický plášť než tlustý, vysoce izolační písková forma.
Tato skořepina může být navržena pro přesnost a jemné detaily, ale také to znamená, že tepelné prostředí je vysoce promyšlené.
Tloušťka skořepiny, Předehřejte, povlak, izolace, a teplota lití kovu, to vše utváří teplotní pole, a proto určuje konečnou kvalitu odlitku.
V praxi, tuhnutí je skrytá architektura odlitku. Forma může definovat geometrii, ale ztuhnutí definuje vnitřní realitu.
2. Teplotní pole investičních odlitků

Základní koncept licího teplotního pole
Téměř všechny fyzikální jevy vyskytující se při tuhnutí odlitku jsou termodynamické funkce závislé na teplotě.
Hlavním cílem výzkumu přenosu tepla tuhnutím je sledování dynamických změn teplotního pole v odlitcích a keramických skořepinách v průběhu času.
Analýzou rozložení teplotního pole, inženýři mohou přesně předvídat kritické výrobní ukazatele:
velikost zón tuhnutí na příčných řezech v reálném čase, rychlost šíření front tuhnutí, prostorové rozložení vad smršťování, a celkovou dobu tuhnutí.
Tato analytická data poskytují spolehlivou teoretickou podporu pro návrh hradlového systému, uspořádání stoupaček, a pomocná chladicí opatření.
Ve skutečné výrobě vytavitelných odlitků, konvenční pomocné procesy, jako je obalování skořápkovou bavlnou, chlazení vody, umístění chladicí žehličky, zahušťování povlaku,
a nucené chlazení vzduchem v podstatě mění rozložení teplotního pole pro regulaci sekvencí chlazení.
I když složité matematické modely a termodynamické vzorce jsou aplikovány v numerických simulačních výpočtech,
tento článek zjednodušuje abstraktní matematické odvozeniny a zaměřuje se na praktické principy průmyslového přenosu tepla pro intuitivní pochopení.
Praktické vlastnosti přenosu tepla v hromadné výrobě
Většina výrobních pracovníků má tendenci příliš zjednodušovat proces chlazení, pouze posuzovat stav tuhnutí podle intuitivní doby chlazení a ignorovat složité vnitřní mechanismy vedení tepla.
V investičním odlévání, celkový systém odvodu tepla zahrnuje tepelné záření a konvekci z keramických plášťů do atmosférického prostředí.
Různé způsoby umístění chlazení významně ovlivňují účinnost přenosu tepla: hotové skořepiny lze umístit na chladicí stojany, písková lůžka, nebo pohřben v plnicím písku.
Nalévání zasypaným pískem představuje typickou nízkoúčinnou metodu chlazení. Silné pískové vrstvy izolují keramický plášť, drasticky zpomaluje vnější odvod tepla.
Prodloužená retence při vysoké teplotě nejen prodlužuje cykly tuhnutí, ale také spouští nepříznivé chemické reakce na vadných materiálech pláště, což vede k chemické adhezi písku, povrchové důlky, strusková pórovitost, a obtížné odstranění skořápky.
V extrémním hypotetickém scénáři, pokud keramický plášť dosahuje absolutní tepelné izolace bez vedení tepla nebo sálání, roztavená slitina uvnitř nikdy nedokončí ztuhnutí,
což intuitivně demonstruje rozhodující roli odvodu tepla při tuhnutí.
Heterogenní chlazení způsobené strukturou & Rozdíly v tloušťce pláště
Průmyslové vytavitelné odlitky nevyhnutelně obsahují složité geometrické rysy, včetně drážek, vnitřní dutiny, ostré rohy, a přechodové zatáčky.
Tyto složité struktury mají za následek nerovnoměrnou tloušťku keramického pláště. I pro identické pozice na stejné šarži produktů, nekonzistentní ruční operace nanášení vedou k nestejnoměrné tloušťce pláště.
Nerovnoměrný tepelný odpor pláště narušuje přirozený sled chlazení: původně přednastavené zóny rychlého tuhnutí oddalují tuhnutí, zatímco tlusté části s požadavky na krmení předčasně vychladnou.
Tato neuspořádaná sekvence tuhnutí přímo vyvolává abnormální smršťovací dutiny a lokalizovanou poréznost.
Latentní teplo krystalizace & Vnitřní tepelné namáhání
Kromě makroskopického odvodu tepla pláštěm, latentní teplo krystalizace je často přehlíženým základním faktorem.
Během přeměny kapaliny na pevnou látku, slitiny nepřetržitě uvolňují latentní teplo, který znovu zahřeje přilehlé ztuhlé zóny a zpomalí následný postup tuhnutí.
Na rozdíl od zjednodušeného poznání tuhnutí vrstvy po vrstvě směrem ven, skutečné rozhraní tuhnutí je nepravidelné a proměnlivé.
Navíc, nerovnoměrné vedení tepla vytváří nerovnoměrné vnitřní tepelné pnutí v celém odlitku.
Příliš koncentrované tepelné napětí se šíří podél hranic zrn a strukturních slabin, případně tvoří trhliny za tepla a trhliny za studena.
V současné době, mainstreamový simulační software odlévání spoléhá na termodynamické matematické modely pro výpočet rozložení teplotního pole, předpovídání trvání tuhnutí a míst smršťování.
Je pozoruhodné, že počáteční okrajové podmínky, jako je teplota pláště, okolní teplotu, a teplota lití slitiny přímo určují přesnost simulace.
3. Klíčové faktory ovlivňující tuhnutí
| Faktor | Co to ovlivňuje | Inženýrský důsledek |
| Tepelná difuzivita kovu | Jak rychle se vyrovná teplota uvnitř odlitku | Vysoká difuzivita vytváří plošší teplotní profil a menší gradienty; nízká difuzivita vytváří strmější gradienty. |
| Latentní teplo krystalizace | Kolik tepla se uvolní během mrazení | Vyšší latentní teplo prodlužuje tuhnutí a zplošťuje teplotní pole. |
| Teplota tuhnutí | Úroveň teploty, při které dochází k zamrzání | Vyšší mrazové teploty obecně zvyšují teplotní gradienty a zahřívání formy. |
Tepelné vlastnosti forem |
Jak rychle skořápka absorbuje a předává teplo | Rychlejší absorpce tepla urychluje tuhnutí, ale může také zvýšit intenzitu gradientu. |
| Teplota nalévání | Počáteční tepelná energie v tavenině | Vyšší přehřátí zpožďuje tuhnutí; nižší přehřátí zkracuje dobu mrazení, ale může zvýšit riziko nesprávného spuštění. |
| Tloušťka stěny odlitku | Výhřevnost a doba tuhnutí | Silné části se ochlazují pomaleji a je u nich větší pravděpodobnost, že se u nich vytvoří vady smršťování. |
| Geometrie a návrh rohů | Lokální koncentrace tepla a směrové zamrzání | Křivky, rohy, a přechody sekcí mohou vytvořit horká místa nebo zlepšit chlazení v závislosti na tvaru. |
4. Vliv vlastností kovů na tuhnutí
Tepelná difuzivita
Tepelná difuzivita popisuje, jak rychle se teplo šíří materiálem.
Na castingu, vyšší tepelná difuzivita znamená, že teplotní rozdíl mezi povrchem a středem mizí rychleji. Výsledkem je rovnoměrnější teplotní pole.
Nižší tepelná difuzivita znamená, že teplo zůstane déle zachyceno ve středu, vytváří strmější teplotní profil.
To je důležité, protože směr a rychlost tuhnutí závisí na tom, jak rychle se teplo může pohybovat kovem.
Vše ostatní stejné, kovy s nízkou tepelnou difuzivitou mají tendenci tuhnout se silnějším teplotním gradientem a větším rizikem vnitřních horkých míst.
Latentní teplo
Když roztavený kov tuhne, uvolňuje latentní teplo. Toto teplo nezmizí okamžitě; musí být přenesen do skořápky, než může pokračovat zmrazení.
Větší latentní teplo znamená, že odlitek musí odevzdat více energie, než se dosáhne úplného ztuhnutí. To má tendenci prodlužovat dobu zmrazování a vyrovnávat teplotní pole.
Teplota mrazu
Důležitá je také absolutní teplota tuhnutí. Kov, který zmrzne při vyšší teplotě, nechá systém formy déle horký.
Teplotní rozdíl mezi povrchem odlitku a vnitřkem skořepiny se může zvětšit, který ovlivňuje teplotní pole a pravděpodobné umístění defektů.
Obecně, nízkotavitelné neželezné slitiny mají tendenci vykazovat odlišné chování při chlazení než vysokoteplotní oceli a železa, což je jeden z důvodů, proč vytavitelné odlévání reaguje odlišně v závislosti na rodině slitin.
5. Vliv vlastností plísní a skořepin
Skořápka není pasivní. Je aktivním tepelným partnerem při tuhnutí.

Absorpce tepla pláštěm
Skořápka, která rychle absorbuje teplo, urychlí tuhnutí.
To může být užitečné, když je důležitá přesnost nebo doba cyklu, ale může také vytvořit ostřejší teplotní gradient.
Skořápka, která absorbuje teplo pomaleji, prodlouží dobu tuhnutí a může způsobit plošší teplotní pole, ale může také zvýšit riziko smrštění, pokud krmení není správně navrženo.
Předehřejte skořápku
V investičním odlévání, Předehřívání pláště je hlavní proměnnou procesu.
Teplejší plášť snižuje teplotní šok a může zlepšit plnění, ale také snižuje tepelnou hnací sílu pro tuhnutí na začátku.
Chladnější plášť odebírá teplo rychleji, ale může způsobit tok nebo riziko nesprávného běhu, pokud kov během plnění příliš rychle ztrácí teplotu.
Předehřev skořepiny je tedy rovnováha mezi plnicí schopnost a kontrola tuhnutí.
Tloušťka pláště a místní povlak
Místní tloušťka pláště se může lišit v důsledku techniky stavby pláště, geometrie, a praxe operátora. Silnější části skořepiny více izolují a chladí jinak než tenčí části.
To může neúmyslně změnit pořadí tuhnutí, způsobí, že „správná“ oblast zamrzne příliš brzy nebo „špatná“ oblast zůstane příliš dlouho tekutá.
Proto na uniformitě skořápky tolik záleží. Nerovnoměrná tloušťka skořepiny může přeměnit odlitek, který vypadá dobře navržený, na odlitek se skrytými problémy se smrštěním nebo deformací.
6. Vliv podmínek lití
Podmínky lití neurčují pouze to, zda se forma naplní. Určují také výchozí bod tuhnutí.

Přehřát
Přehřátí je množství, o které teplota roztaveného kovu překročí jeho likvidus nebo práh tuhnutí.
Mírné množství přehřátí pomáhá kovu zůstat tekutý dostatečně dlouho, aby naplnil formu.
Ale pokud je přehřátí příliš vysoké, účinně zvyšuje tepelnou energii, kterou musí skořápka odstranit, než může začít mrazení.
Více přehřátí obvykle znamená:
- delší doba tuhnutí,
- plošší nebo opožděná mrazivá fronta,
- vyšší tepelné zatížení pláště,
- a potenciálně větší riziko segregace nebo deformace, pokud není řízena chladicí cesta.
Rychlost nalévání
Rychlost lití ovlivňuje jak kvalitu náplně, tak tepelnou stabilitu. Příliš pomalé, a kov může začít mrznout dříve, než je dutina plná.
Příliš rychle, a turbulence, unášený plyn, nebo může dojít k erozi pláště. Ideální rychlost lití umožňuje hladké plnění formy při zachování ovladatelného tepelného pole.
Teplota lití vs. kovový typ
Vliv teploty lití závisí na slitině a cestě odlévání.
V některých systémech, zejména ty s vysokou tepelnou vodivostí forem nebo kovové formy, nadměrné přehřátí se rychle ztrácí a účinek může být méně dramatický.
V investičním odlévání, však, vlastnosti skořepiny a geometrie součásti často činí z teploty lití velmi důležitou proměnnou.
7. Vliv geometrie lití
Geometrie odlitku hraje ústřední roli v dráze tuhnutí.
Tloušťka stěny
Tlusté části udrží více tepla a tuhnou pomaleji. Tenké části rychle zmrznou.
Tento rozdíl vytváří směrový zmrazovací vzor, který lze použít záměrně popř, pokud je špatně navrženo, může vytvářet defekty.
Tvar a rohy
Tvar mění místní chladicí prostředí. Konvexní povrchy se obecně ochlazují odlišně od plochých povrchů, protože okolní objem skořepiny, který je k dispozici pro absorpci tepla, se mění.
Konkávní povrchy a vnitřní rohy se často ochlazují pomaleji, protože hmota skořepiny kolem nich je více omezená a cesta tepelného toku je méně příznivá..
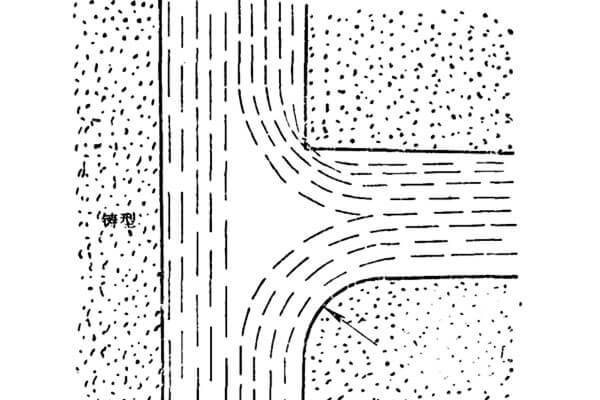
Rádius versus ostrý roh
Ostrý vnitřní roh je klasické umístění hot-spot.
Nahrazení ostrého vnitřního rohu poloměrem zvětšuje oblast přenosu tepla a pomáhá rohu rovnoměrněji tuhnout.
To je důvod, proč se vnitřní zaoblení často používá ke snížení koncentrace trhlin za tepla a smršťování.
Častým nedorozuměním je, že poloměr jednoduše „přidává tloušťku“, a proto se musí chladit pomaleji.
Ve skutečnosti, větší teplosměnná plocha může převážit přidanou místní hmotu, spíše zlepšení než zhoršení chování při tuhnutí.
Přechody sekcí
Náhlá změna z tlustého na tenký řez může narušit sekvenci zmrazování.
Tenká část může nejprve zamrznout a izolovat silnější část, který se pak stává náchylným ke smrštění.
Dobrá konstrukce odlitku zabraňuje náhlým tepelným nespojitostem, kdykoli je to možné.
8. Režimy tuhnutí a jejich praktický význam
Tuhnutí lze široce chápat z hlediska toho, jak fronta mrazu postupuje skrz součást.
Směrové tuhnutí
To je ideální případ v designu odlitků. Kov postupně tuhne od jednoho konce nebo povrchu směrem k nálitku nebo přiváděcí oblasti, takže tekutý kov může nepřetržitě zásobovat smršťovací zónu.
Směrové tuhnutí je základem zdravého designu odlitků, protože pomáhá předcházet smršťovacím dutinám.
Chladivé tuhnutí
Pokud místní oblast zamrzne příliš brzy, protože rychle ztrácí teplo, může se chovat jako chlazená zóna.
To může být užitečné ve vybraných případech, ale pokud ztuhlá oblast blokuje přívod do jiných oblastí, mohou způsobit vady smrštění.
Současné tuhnutí
Pokud velký úsek zamrzne téměř ve stejnou dobu v celém svém objemu, smršťování se stává obtížným.
Tento režim je obvykle méně žádoucí, pokud proces nebyl speciálně navržen tak, aby jej podporoval.
Praktickým cílem při lití na vytavitelný materiál je obvykle řídit tuhnutí tak, aby podávání zůstalo možné, dokud nezmrzne poslední kritické horké místo.
9. Běžné vady vzniklé během tuhnutí
Mnoho vad odlitku vzniká během fáze zmrazování, ne během nalévání.
Smršťovací dutina
Jak tekutý kov tuhne, uzavírá se. Pokud kontrakce není živena blízkým tekutým kovem, v poslední oblasti, která má zmrznout, se může vytvořit dutina.
Mikrosmršťování nebo smršťovací pórovitost
Místo jedné viditelné dutiny, odlitek může obsahovat mnoho malých vnitřních dutin v oblasti nedostatečného plnění.
Ty jsou zvláště škodlivé u vysoce výkonných odlitků, protože mohou snížit pevnost a odolnost proti úniku.
Horké slzy
Pokud je odlitek omezen během smršťování a skořepina nebo geometrie brání volné kontrakci, může dojít k praskání, když je kov stále částečně pevný.
Ostré rohy, náhlé změny sekcí, a špatně kontrolované teplotní gradienty toto riziko zvyšují.
Segregace
Během tuhnutí, legující prvky nemusí zůstat dokonale jednotné.
Mezi oblastmi s časným a pozdním mrazem se mohou tvořit místní rozdíly ve složení. To může ovlivnit mechanické vlastnosti a korozní chování.
Pórovitost plynu
Pokud je v tavenině přítomen plyn nebo se plášť nemůže správně odvětrat, plynové kapsy se mohou zachytit, jak kov zamrzne.
To je zvláště závažné u přesných odlitků, kde záleží na vnitřním stavu.
10. Jak je řízena tuhnutí v investičním lití
Účelem návrhu procesu není jednoduše nechat kov zmrznout. Jde o to, aby to kontrolovaně zmrzlo.
Mezi praktické metody patří:
- výběr vhodné teploty lití,
- předehřátí pláště na správnou úroveň,
- kontrola tloušťky pláště a povlaku,
- navrhování vtoků a stoupaček pro směrové zmrazování,
- v případě potřeby použijte zimnici nebo místní izolaci,
- řízení podmínek chlazení po nalití,
- a udržování teplotního pole co možná nejpředvídatelnější.
V mnoha slévárnách, to, co se zdá být „problémem vady odlitku“, je ve skutečnosti problém kontroly tuhnutí.
Pokud je teplotní pole nesprávné, žádná následná kontrola nemůže součást plně obnovit.
11. Závěr
Investiční lití je často obdivováno pro svou přesnost a kvalitu povrchu, ale těchto kvalit je dosaženo pouze tehdy, když je solidifikace správně pochopena a kontrolována.
Při přechodu z kapaliny na pevnou látku vzniká vnitřní struktura, kde je krmení buď zachováno nebo ztraceno, a kde se většině hlavních vad odlitku buď předchází, nebo se rodí.
Ústřední lekce je jednoduchá: dobrý investiční odlitek není pouze správně odlit, ale správně zmrazené.
Teplotní pole, chování shellu, stav nalévání, a geometrie odlitku spolupracují na určení, zda se finální díl stane zdravým, stabilní, a užitečné.
Pochopení tuhnutí tedy není teoretické cvičení. Je to jedna z nejpraktičtějších dovedností v inženýrství vytavitelného lití.