
Увођење
У инвестиционом ливењу, топљење је само половина приче. The real transformation begins when the molten alloy enters the ceramic shell and starts to lose heat.
У том тренутку, the metal moves from a liquid state toward a solid one, and the entire future of the casting is being decided: its soundness, its internal structure, its dimensional accuracy, and its susceptibility to defects.
This change from liquid to solid is called очвршћавање.
In metallurgical language, it is also referred to as primary crystallization, because it involves nucleation, crystal growth, and the formation of the final metal structure.
Из перспективе преноса топлоте, међутим, очвршћавање се најбоље разуме као процес којим топлота тече из одливака у калуп, а затим у околно окружење.
Ова два гледишта описују исти догађај, али истичу различита инжењерска питања.
Металуршки поглед пита: Како настају језгра? Како расту зрна? Каква се структура развија?
Термални поглед пита: Колико брзо ливење губи топлоту? Где почиње очвршћавање? Где се могу појавити дефекти скупљања? Како се процес може контролисати?
За ливење по инвестицији, термални поглед је посебно практичан. Многи уобичајени дефекти у ливењу—као што су погрешна кретања, шупљине скупљања, микроскупљање, топле сузе, порозност гаса, сегрегација, и инклузије — уско су повезане са начином на који се ливење учвршћује.
Снажно разумевање очвршћавања је стога од суштинског значаја за пројектовање капије, дижући се, дебљина љуске, температура претходног загревања, услови хлађења, и стратегија усмереног замрзавања.
1. Зашто је очвршћавање важно код ливења по инвестиционој маси
Одливање не пропада само зато што је метал погрешно изливен. Врло често, основни узрок лежи у начину на који се метал очврснуо након изливања.
Ако је очвршћавање пребрзо у погрешном региону, део се може замрзнути пре него што се потпуно нахрани.
Ако је сувише споро, скупљање и сегрегација могу постати озбиљнији.
А ако је температурно поље неуједначено, вруће тачке могу остати течне дуго након што се околна шкољка укрути, стварање услова за појаву шупљина или пуцања.
Инвестициони ливење је посебно осетљив јер се у процесу користи керамичка шкољка, а не дебела, високоизолациони пешчани калуп.
Та шкољка се може конструисати за прецизност и фине детаље, али то такође значи да је термално окружење веома намерно.
Дебљина шкољке, загрејати, премаз, изолација, and metal pouring temperature all shape the temperature field and therefore determine the final quality of the casting.
У пракси, solidification is the hidden architecture of a casting. The mold may define the geometry, but solidification defines the internal reality.
2. Температурно поље инвестиционих одливака

Основни концепт температурног поља ливења
Nearly all physical phenomena occurring during casting solidification are temperature-dependent thermodynamic functions.
The core research objective of solidification heat transfer is to monitor dynamic temperature field variations within castings and ceramic shells over time.
By analyzing temperature field distribution, engineers can accurately predict critical production indicators:
real-time size of solidification zones on cross-sections, propagation speed of solidification fronts, spatial distribution of shrinkage defects, и укупно време очвршћавања.
Ови аналитички подаци пружају поуздану теоријску подршку за пројектовање система гајтинга, распоред успона, и помоћне мере хлађења.
У стварној производњи ливеног ливења, конвенционални помоћни процеси као што је умотавање памука у шкољку, хлађење воде, хлађење гвожђа постављање, згушњавање премаза,
и присилно хлађење ваздухом суштински мењају расподелу температурног поља да би регулисали секвенце хлађења.
Иако се у нумеричким симулационим прорачунима примењују сложени математички модели и термодинамичке формуле,
овај чланак поједностављује апстрактне математичке деривације и фокусира се на практичне индустријске принципе преноса топлоте за интуитивно разумевање.
Практичне карактеристике преноса топлоте у масовној производњи
Већина производног особља тежи да превише поједностави процес хлађења, merely judging solidification status by intuitive cooling time while ignoring complex internal heat conduction mechanisms.
У инвестиционом ливењу, the overall heat dissipation system includes heat radiation and convection from ceramic shells to the atmospheric environment.
Different cooling placement methods significantly affect heat transfer efficiency: finished shells can be placed on cooling racks, sand beds, or buried in filling sand.
Buried sand pouring represents a typical low-efficiency cooling method. Thick sand layers insulate the ceramic shell, drastically slowing external heat dissipation.
Prolonged high-temperature retention not only extends solidification cycles but also triggers adverse chemical reactions on defective shell materials, leading to chemical sand adhesion, surface pitting, slag porosity, and difficult shell removal.
У екстремном хипотетичком сценарију, ако керамичка шкољка постиже апсолутну топлотну изолацију без провођења топлоте или зрачења, растопљена легура изнутра никада неће завршити очвршћавање,
што интуитивно демонстрира одлучујућу улогу одвођења топлоте у очвршћавању.
Хетерогено хлађење узроковано структурним & Разлике у дебљини љуске
Индустријски одливци неизбежно садрже сложене геометријске карактеристике, укључујући жљебове, унутрашње шупљине, оштар углови, и прелазне кривине.
Ове сложене структуре резултирају неуједначеном дебљином керамичке шкољке. Чак и за идентичне позиције на истој серији производа, недоследне ручне операције наношења премаза доводе до неуједначене дебљине љуске.
Неуједначена топлотна отпорност шкољке ремети природну секвенцу хлађења: првобитно унапред подешене зоне брзог очвршћавања одлажу очвршћавање, док се површине дебелог пресека са захтевима за храњење прерано охладе.
This disordered solidification sequence directly induces abnormal shrinkage cavities and localized porosity.
Латентна топлота кристализације & Унутрашњи топлотни стрес
Beyond macroscopic shell heat dissipation, the latent heat of crystallization is a frequently overlooked core factor.
During liquid-to-solid transformation, alloys continuously release latent heat, which reheats adjacent solidified zones and delays subsequent solidification progress.
Contrary to the simplified cognition of layer-by-layer outward solidification, the actual solidification interface is irregular and fluctuating.
Надаље, uneven heat conduction generates non-uniform internal thermal stress throughout the casting.
Excessively concentrated thermal stress propagates along grain boundaries and structural weak points, eventually forming hot tearing and cold cracking defects.
Тренутно, mainstream casting simulation software relies on thermodynamic mathematical models to compute temperature field distribution, predicting solidification duration and shrinkage defect locations.
It is noteworthy that initial boundary conditions such as shell temperature, ambient temperature, and alloy pouring temperature directly determine simulation accuracy.
3. Кључни фактори који утичу на очвршћавање
| Фактор | What it influences | Engineering consequence |
| Metal thermal diffusivity | How quickly temperature equalizes inside the casting | High diffusivity produces a flatter temperature profile and smaller gradients; low diffusivity creates steeper gradients. |
| Latent heat of crystallization | How much heat is released during freezing | Higher latent heat prolongs solidification and flattens the temperature field. |
| Solidification temperature | The temperature level at which freezing occurs | Higher freezing temperatures generally increase thermal gradients and mold heating. |
Термичка својства калупа |
How fast the shell absorbs and transfers heat | Faster heat absorption speeds solidification but can also increase gradient intensity. |
| Температура изливања | Initial thermal energy in the melt | Higher superheat delays solidification; lower superheat shortens freezing time but may increase misrun risk. |
| Дебљина зида ливења | Heat content and freezing time | Thick sections cool more slowly and are more likely to form shrinkage defects. |
| Geometry and corner design | Local heat concentration and directional freezing | Криве, углови, and section transitions can create hot spots or improve cooling depending on shape. |
4. Утицај особина метала на очвршћавање
Топлотна дифузивност
Thermal diffusivity describes how quickly heat spreads through a material.
In a casting, већа топлотна дифузивност значи да температурна разлика између површине и центра брже нестаје. Резултат је уједначеније температурно поље.
Мања топлотна дифузивност значи да топлота дуже остаје заробљена у центру, стварајући стрмији температурни профил.
Ово је важно јер смер и брзина смрзавања зависе од тога колико брзо топлота може да се креће кроз метал.
Све остало једнако, метали са ниском топлотном дифузивношћу имају тенденцију очвршћавања са јачим температурним градијентом и већим ризиком од унутрашњих врућих тачака.
Латентна топлота
Када се растопљени метал очврсне, ослобађа латентну топлоту. Ова топлота не нестаје одмах; мора се пребацити у љуску пре него што се замрзне.
Већа латентна топлота значи да ливење мора да избаци више енергије пре него што се постигне потпуно очвршћавање. That tends to extend freezing time and flatten the temperature field.
Температура смрзавања
The absolute solidification temperature also matters. A metal that freezes at a higher temperature leaves the mold system hot for longer.
The temperature difference between the casting surface and shell interior can become larger, which affects the temperature field and the likely location of defects.
Уопште, lower-melting nonferrous alloys tend to exhibit different cooling behavior from higher-temperature steels and irons, which is one reason investment casting responds differently depending on alloy family.
5. Утицај својстава буђи и љуске
The shell is not passive. It is an active thermal partner in solidification.

Апсорпција топлоте шкољке
A shell that absorbs heat quickly will accelerate solidification.
That may be useful when precision or cycle time is important, али може створити и оштрији температурни градијент.
Шкољка која спорије апсорбује топлоту продужиће време очвршћавања и може учинити температурно поље равнијим, али такође може повећати ризик од скупљања ако храњење није правилно дизајнирано.
Схелл прегреат
У инвестиционом ливењу, предгревање љуске је главна варијабла процеса.
Топлија шкољка смањује топлотни удар и може побољшати пуњење, али такође смањује термичку покретачку силу за очвршћавање на почетку.
Хладнија шкољка брже извлачи топлоту, али може створити ризик од протока или погрешног покретања ако метал пребрзо изгуби температуру током пуњења.
Претходно загревање шкољке је стога равнотежа између способност пуњења и контрола очвршћавања.
Дебљина љуске и локални премаз
Локална дебљина љуске може варирати због технике израде шкољке, геометрија, и пракса оператера. Дебљи делови љуске изолују више и хладе се другачије од тањих делова.
Ово може ненамерно да промени секвенцу очвршћавања, узрокујући да се „право“ подручје замрзне прерано или да „погрешно“ подручје остане течно предуго.
Зато је униформност шкољке толико важна. Неуједначена дебљина љуске може трансформисати одлив који изгледа добро дизајниран у онај са скривеним проблемима скупљања или изобличења.
6. Утицај услова изливања
Услови сипања не одређују само да ли се калуп испуњава. Они такође одређују почетну тачку очвршћавања.

Прегрејати
Прегревање је количина за коју температура растопљеног метала прелази свој ликвидус или праг смрзавања.
Скромна количина прегревања помаже да метал остане течан довољно дуго да испуни калуп.
Али ако је прегревање превисоко, ефективно повећава топлотну енергију коју шкољка мора да уклони пре него што смрзавање почне.
Више прегревања обично значи:
- дуже време очвршћавања,
- равнији или одложени фронт смрзавања,
- веће топлотно оптерећење шкољке,
- и потенцијално већи ризик од сегрегације или изобличења ако се пут хлађења не контролише.
Стопа изливања
Брзина сипања утиче и на квалитет пуњења и на термичку стабилност. Превише споро, и метал може почети да се смрзава пре него што се шупљина напуни.
Пребрзо, и турбуленција, увучени гас, или може доћи до ерозије шкољке. Идеална брзина изливања омогућава да се калуп глатко пуни уз очување термичког поља које се може контролисати.
Температура изливања вс. метални тип
Ефекат температуре изливања зависи од легуре и пута ливења.
У неким системима, посебно оних са високом топлотном проводљивошћу калупа или металним калупима, excess superheat is rapidly lost and the effect may be less dramatic.
У инвестиционом ливењу, међутим, shell properties and part geometry often make pouring temperature a very important variable.
7. Утицај геометрије ливења
Casting geometry plays a central role in the solidification path.
Дебљина зида
Thick sections hold more heat and solidify more slowly. Thin sections freeze quickly.
This difference creates a directional freezing pattern that can be used deliberately or, if poorly designed, can create defects.
Облик и углови
Shape changes the local cooling environment. Convex surfaces generally cool differently from flat surfaces because the surrounding shell volume available to absorb heat changes.
Concave surfaces and internal corners often cool more slowly because the shell mass around them is more constrained and the heat flow path is less favorable.
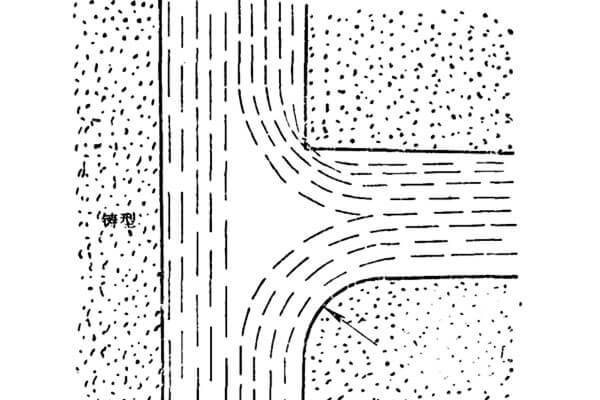
Радијус наспрам оштрог угла
Оштар унутрашњи угао је класична локација вруће тачке.
Замена оштрог унутрашњег угла радијусом повећава површину за пренос топлоте и помаже да се угао учврсти равномерније.
Због тога се унутрашњи филети често користе за смањење врућих пуцања и концентрације скупљања.
Уобичајени неспоразум је да радијус једноставно „додаје дебљину“ и стога се мора спорије хладити.
У стварности, већа површина за пренос топлоте може надмашити додатну локалну масу, побољшање, а не погоршање понашања учвршћивања.
Прелази секција
Изненадна промена са дебелог на танак пресек може пореметити секвенцу замрзавања.
Танки део се може први замрзнути и изоловати дебљи део, који тада постаје подложан скупљању.
Добар дизајн ливења избегава нагле термичке прекиде кад год је то могуће.
8. Solidification Modes and Their Practical Meaning
Solidification can be broadly understood in terms of how the freezing front progresses through the part.
Усмерено учвршћивање
This is the ideal case in casting design. The metal solidifies progressively from one end or surface toward a riser or feed region, so liquid metal can continuously feed the shrinking zone.
Directional solidification is the foundation of sound casting design because it helps prevent shrinkage cavities.
Chilling solidification
If a local area freezes too early because it loses heat rapidly, it may behave like a chilled zone.
This can be useful in selected cases, but if the solidified region blocks feeding to other areas, shrinkage defects may result.
Simultaneous solidification
If a large section freezes at nearly the same time throughout its volume, shrinkage feeding becomes difficult.
This mode is usually less desirable unless the process has been specifically designed to support it.
The practical objective in investment casting is usually to manage solidification so that feeding remains possible until the last critical hot spot has frozen.
9. Common Defects Formed During Solidification
Many casting defects originate during the freezing stage, not during pouring.
Shrinkage cavity
As liquid metal solidifies, уговори. If the contraction is not fed by nearby liquid metal, a cavity may form in the last region to freeze.
Microshrinkage or shrinkage porosity
Instead of one visible cavity, the casting may contain many small internal voids in an area of insufficient feeding.
These are especially harmful in high-performance castings because they can reduce strength and leak resistance.
Топле сузе
If a casting is restrained during shrinkage and the shell or geometry prevents free contraction, може доћи до пуцања док је метал још увек делимично чврст.
Оштар углови, нагле промене пресека, а лоше контролисани топлотни градијенти повећавају овај ризик.
Сегрегација
Током очвршћавања, легирајући елементи можда неће остати савршено уједначени.
Локалне разлике у саставу могу се формирати између региона са раним и касним смрзавањем. Ово може утицати на механичка својства и корозивно понашање.
Порозност гаса
Ако је гас присутан у топљењу или шкољка не може правилно да се одзрачи, џепови гаса могу остати заробљени како се метал смрзава.
Ово је посебно озбиљно код прецизних одливака где је унутрашња чврстоћа важна.
10. How Solidification Is Controlled in Investment Casting
Сврха дизајна процеса није једноставно да се метал замрзне. То је да се замрзне на контролисан начин.
Practical methods include:
- избор одговарајуће температуре изливања,
- претходно загревање шкољке на одговарајући ниво,
- контрола дебљине љуске и премаза,
- designing gating and risering for directional freezing,
- using chills or local insulation where needed,
- managing post-pour cooling conditions,
- and keeping the temperature field as predictable as possible.
У многим ливницама, what appears to be a “casting defect problem” is actually a solidification-control problem.
If the temperature field is wrong, no amount of downstream inspection can fully restore the part.
11. Закључак
Investment casting is often admired for its precision and surface quality, but those qualities are only achieved when solidification is properly understood and controlled.
The transition from liquid to solid is where the internal structure is created, where feeding is either preserved or lost, and where most major casting defects are either prevented or born.
The central lesson is simple: добар ливени одлив се не само правилно сипа, али правилно замрзнута.
Температурно поље, понашање љуске, стање сипања, и геометрија ливења раде заједно да би се утврдило да ли ће завршни део постати здрав, стабилан, и корисно.
Разумевање учвршћивања стога није теоријска вежба. То је једна од најпрактичнијих вештина у инжењерингу ливења у инвестициону масу.

