1. Увођење
Бакар ЦНЦ обрада заузима посебно место у производњи јер бакар комбинује изузетну електричну и топлотну проводљивост са широком индустријском корисношћу.
Бакар се широко користи у електричним контактима, ожичење, делови за пренос топлоте, цеви, вентили, фитинги, радијатори, и друге компоненте које морају ефикасно покретати струју или топлоту.
У пракси, „ЦНЦ обрада бакра“ није само сечење меког метала; ради се о контроли тока чипова, геометрија алата, топлота, и обрада површине у породици материјала чије се понашање значајно мења од разреда до разреда.
2. Шта је ЦНЦ обрада бакра?
Бакар ЦНЦ обрада је контролисано субтрактивно обликовање бакра и бакарних легура у прецизне компоненте коришћењем компјутерске опреме за нумеричко управљање као што су машине за глодање, стругови, центри за бушење, системи за точење, и алати за завршну обраду.
У практичној производњи, процес почиње са бакром - обично шипком, плоча, штап, или претходно обликоване празнине - и уклања материјал са програмираним путањама алата док део не достигне своју коначну геометрију, толеранција, и стање површине.

Оно што машинску обраду бакра чини препознатљивом је то што бакар није само „меки метал“.
Веома је дуктилан, високо проводљиви материјал на чије понашање при сечењу снажно утиче тип легуре, геометрија алата, формирање чипа, и контролу топлоте.
Чисти бакар се понаша веома различито од бакра за слободну обраду, бронзес, месинг легуре, или легуре бакра и никла.
Као резултат, ЦНЦ обрада бакра се мање односи на сечење грубом силом, а више на управљање интеракцијом између алата, материјал, топлота, и струготине.
У индустријској пракси, ЦНЦ обрада бакра се користи када се компонента мора комбиновати прецизност, електрична или топлотна проводљивост, отпорност на корозију, и поновно постављање.
То га чини посебно важним у електричним системима, делови за управљање топлотом, марински хардвер, компоненте за руковање течностима, и специјализованих индустријских склопова.
3. Уобичајене породице бакарних материјала и понашање при обради
| Материјална породица | Заједничке оцене / примери | Понашање обраде | Типични случајеви употребе |
| Бакар високе проводљивости | Ц11000 ЕТП бакар, Ц10100 ОД бакра | Веома дуктилан и високо проводљив, али тешко се обрађује чисто због лошег формирања струготине, изграђени ивични ризик, и склоност ка мазању ако се посекотина не контролише. | Електрична жица, Буссбар, Контакти, високовакуумске и електричне компоненте, делови који носе струју. |
| Слободна обрада бакра | Ц14500 бакар који садржи телур, Ц14700 бакар који садржи сумпор | Много лакше за машинску обраду од чистог бакра јер додаци за ломљење струготине драматично повећавају обрадивост и побољшавају стабилност резања. | Обрађене електричне компоненте, млазнице за гасно заваривање, врхови бакље, врхови лемилице. |
| Деоксидовани бакар | Ц12200 и сличне деоксидисане класе | Погоднији за заваривање и лемљење; обрадивост је прихватљива, али ове врсте се често бирају више за израду и спајање него за максималну лакоћу сечења. | Водоводни системи, снабдевање гасом и водом, архитектонске апликације лимова и цеви. |
Легуре бакра и никла |
90-10, 70-30 бакар-никл | Лакше за обраду од нерђајућег челика и цењено због равнотеже отпорности на корозију и могућности израде, иако не тако лако обрађен као слободно сечени месинг. | Цевовод за море, Измењивачи топлоте, кондензатори, хидрауличне цеви, марински фитинги. |
| Бронзе и месингане породице | Лимени бронза, Алуминијум Бронза, оловни месинг, нападач | Обрадивост увелико варира. Оловни месинг се најлакше обрађује, док бронзе и алуминијумске бронзе могу бити чвршће и захтевају пажљивију геометрију алата и контролу расхладне течности. | Лежајеви, фитинги, морске компоненте, делови отпорни на хабање, машински хардвер. |
4. Кључни ЦНЦ процеси за бакар
ЦНЦ обрада бакра није једна операција већ породица процеса, сваки са својим техничким захтевима и логиком перформанси.

ЦНЦ глодање бакра
Глодање је један од најчешћих процеса за бакарне делове са равним површинама, џепове, шупљине, контактни блокови, карактеристике преноса топлоте, и сложену спољашњу геометрију.
Посебно је важно када део мора да комбинује проводљивост са прецизним обликовањем, јер глодање омогућава формирање тачних равни, прорези, удубљење, и интерфејсе на контролисан начин.
Мљевење бакра је технички захтјевно на другачији начин од глодања челика.
Материјал је довољно мекан да се деформише, а не да се чисто ломи ако се рез није добро управљан, што може довести до размазивања, изграђена ивица, или лоша дефиниција површине.
Процес стога има користи од оштрих резних ивица, стабилне путање алата, и стратегија сечења која подстиче чисто уклањање струготине уместо трљања.
За бакарне компоненте високе вредности, глодање је често примарни метод обликовања јер може произвести и функционалну геометрију и висококвалитетну површину у једној контролисаној операцији.
ЦНЦ стругање бакра
Окретање је пожељан процес за цилиндричне бакарне делове као што су чауре, рукаве, прстен, конектори, прецизна контактна тела, и цевасте компоненте.
Посебно је корисно када је део ротационо симетричан и захтева чист спољашњи профил или концентричну унутрашњу карактеристику.
Стругање бакра је генерално продуктивно, али захтева пажљиву контролу понашања чипа.
Чисти бакар и други меки бакар могу да формирају дугачке чипове које је тешко евакуисати, посебно ако услови сечења подстичу размазивање, а не лом.
Дакле, добро осмишљена операција токарења зависи од геометрије алата, Брзина сечења, биланс хране, и перформансе ломљења струготине.
Када се изврши правилно, окретање може дати одличну заобљеност, квалитет површине, и поновљивост димензија.
Због тога се тако широко користи за електричне и термичке компоненте где су спољашњи облик и квалитет контакта критични.
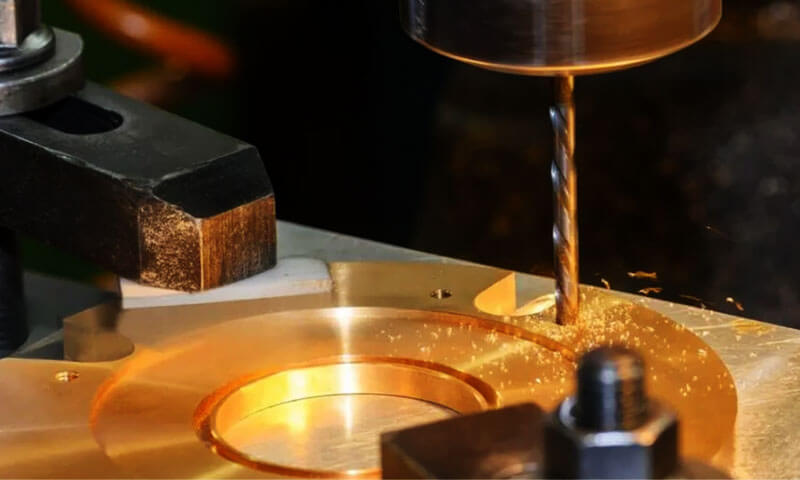
Бушење, Премештање, и Таппинг Цоппер
Израда рупа је неопходна у машинској обради бакра јер су за многе делове потребне рупе са навојем, интерфејси затварача, течни пролази, или карактеристике поравнања.
Бушење се користи за стварање почетне рупе, развртање се користи за пречишћавање величине и завршне обраде, а тапкање се користи за генерисање унутрашњих нити.
Бакар се релативно лако уклања, али прављење рупа и даље може постати проблематично ако се струготине не евакуишу ефикасно.
Дугачак, дуктилни чипс се може спаковати у рупу, трљати о зид, или угрозити тачност карактеристике.
То значи да бушење и урезивање навоја у бакру захтевају пажљив избор алата, конзистентна храна, и ефикасну испоруку расхладне течности или мазива.
Развртање је посебно корисно када рупа мора задовољити већу толеранцију или глаткију завршну обраду него што само бушење може да обезбеди.
Тапкање, у међувремену, је најуспешнији када је пилот рупа чист, путања чипа је стабилна, а алату је дозвољено да сече, а не да се пробија кроз материјал.
Резање навоја и обликовање навоја
Урезивање навоја у бакру може се извести урезивањем, глодање навоја, или сечење навоја у једној тачки у зависности од геометрије дела и стратегије производње.
Дуктилност бакра може учинити квалитет навоја осетљивим на оштрину алата и евакуацију струготине, па методу урезивања навоја треба изабрати у складу са потребном прецизношћу и вероватноћом паковања струготине.
Глодање навоја је често атрактивно када су тачност и флексибилност навоја важни, док тапкање може бити ефикасно за једноставнији рад који се понавља.
У оба случаја, циљ је формирање чисте, поновљиви профил навоја без кидања материјала или стварања неравнина на улазним и излазним тачкама.
Зато што се бакар често користи у електричним склоповима и склоповима везаним за течност, квалитет конца није само питање димензија.
Такође утиче на стабилност контакта, отпорност на цурење, и дугорочне перформансе услуге.
Завршна обрада и секундарне операције
Бакарни делови се често завршавају после машинске обраде јер стање површине може бити једнако важно као и геометрија.
Полирање и полирање су уобичајени када је делу потребан гладак визуелни изглед, префињена контактна површина, или смањено трење.
За више техничких примена, завршна обрада се такође може користити за побољшање квалитета интерфејса електричних или термичких контактних површина.
Неке бакарне компоненте треба да остану у високо углачаном стању, док други могу захтевати функционалну мат или завршну обраду контролисане текстуре.
Према томе, руту завршне обраде треба дефинисати заједно са процесом обраде, не након што је део већ завршен.
5. Предности ЦНЦ обраде бакра
Одличне перформансе вођене проводљивошћу
Својство највеће вредности бакра остаје његова топлотна и електрична проводљивост.
Због тога су ЦНЦ-обрађени бакарни делови тако чести у електротехници и хардверу за пренос топлоте:
процес машинске обраде се користи за производњу прецизне геометрије потребне за материјал чији је посао да ефикасно спроводи.
Снажно пријањање за прецизне интерфејсе
Легуре бакра се могу прецизно машински обрађивати и са добрим толеранцијама, што је драгоцено за електричне контакте, спојне површине, карактеристике заптивања, и делови за руковање течностима.
Рута машинске обраде омогућава стварање прецизних облика од легура које би иначе било тешко уклопити или поуздано саставити.
Широк избор материјала
Машинска обрада бакра није ограничена на једну легуру.
Инжењери могу да бирају између бакра високе проводљивости, деоксидисани разреди, слободне обраде бакра, бронзес, месинкови, а бакар-никл у зависности од тога да ли је приоритет проводљивост, обрада, отпорност на корозију, или снаге.
Та флексибилност даје бакру шири индустријски опсег него што многи корисници у почетку претпостављају.
Добар потенцијал секундарне завршне обраде
Бакар се може ефикасно полирати и полирати, а многе легуре бакра добро реагују на спајање, лемљење, и друге секундарне операције.
Ово чини ЦНЦ обрађене бакарне делове практичним не само као самосталне компоненте, али и као део већих склопова или прецизних подсистема.
Широки индустријски значај
Јер бакар служи електричним, термички, маринац, и хемијске улоге, ЦНЦ обрада се користи у многим секторима.
Процес није ниша; то је главни производни пут за делове где су проводљивост и поузданост исто толико важни као и геометрија.
6. Основни технички изазови у ЦНЦ машинској обради бакра

Изграђена ивица на меком, дуктилни бакар
Чисти бакар је тешко обрађивати због његове високе дуктилности и обрадивости на хладно.
Водич за машинску обраду напомиње да хабање алата може бити велико, формирање чипова је слабо, а при сечењу се може формирати нагомилана ивица, што смањује квалитет завршне обраде и стабилност димензија.
Дугачак, тешки чипс
Машинска обрада бакра често производи дугачке цевасте или тракасте струготине које је тешко евакуисати.
Ово може створити запетљавање, рецуттинг, и недоследан квалитет површине ако је стратегија ломљења струготине слаба.
Водич за машинску обраду експлицитно означава руковање чиповима као главни проблем у чистом бакру.
Хабање алата и оптерећење ивица
Зато што притисак резања на чисти бакар остаје прилично уједначен, трагови брбљања могу бити мањи проблем него код неких тврђих легура.
Међутим, исто меко, дуктилно понашање може створити велика механичка оптерећења на резној ивици и убрзати хабање.
Типови бакра који садрже кисеоник могу такође садржати тврде инклузије које оштећују ивицу и смањују век трајања алата.
Променљивост легуре до легуре
Не понашају се све легуре бакра на исти начин.
Повећање садржаја калаја у легурама бакра и калаја смањује брзину резања за дати век трајања алата, док алуминијум и веће количине гвожђа и никла такође могу штетити обрадивости.
У пракси, неке легуре бакра и алуминијума се приближавају понашању обраде као у челику, што значи да продавница мора третирати породицу бакра као спектар, а не као један материјал.
Квалитет површине у односу на век трајања алата
Водич за машинску обраду напомиње да повећање нагибног угла побољшава квалитет радне површине, и да велике брзине резања генерално побољшавају квалитет површине бакра и легура бакра.
Али такође напомиње да већи углови нагиба смањују угао клина, а самим тим и век трајања алата. Тај компромис је кључан за економију машинске обраде бакра.
7. Процесне стратегије за бољу обрадивост
Ускладите легуру са применом
Прва одлука о обрадивости је избор материјала.
Ако је делу потребна максимална проводљивост, бакар високе проводљивости или бакар без кисеоника може бити одговарајући, али их је релативно тешко чистити машином.
Ако је делу потребна боља обрадивост, бакар за слободну машинску обраду који садржи телур као што је Ц14500 или Ц14700 који садржи сумпор је далеко лакши за обраду.
Користите геометрију алата специфичну за бакар
Упутство за машинску обраду бакра наглашава да геометрија алата мора бити прилагођена стварном радном материјалу.
Велики нагибни углови смањују енергију резања и побољшавају проток струготине, посебно за мекше врсте бакра,
док мањи нагибни углови могу бити потребни када је стабилност ивице важнија од максималне лакоће сечења.
Гурните брзину и доведите до стабилног формирања струготине
Нагомилана ивица постаје мање вероватна када се брзина сечења и помак повећавају у одговарајућем опсегу.
Другим речима, бакар се често боље обрађује када је рез довољно одлучан да избегне трљање.
Веома лаган, већа је вероватноћа да ће неодлучни резови замазати површину и подстаћи приањање на ивици алата.
Дизајн за евакуацију струготине
Бакарне делове треба дизајнирати имајући на уму проток струготине, посебно када су дубоки џепови, слепе рупе, а укључене су и навојне карактеристике.
Примарно питање није да ли ће се формирати струготине – они ће – већ да ли операција оставља довољно простора и приступа расхладној течности да би напустили рез чисто.
Користите праву легуру за праву класу обраде
Ако апликација дозвољава, слободне обраде бакра могу драматично смањити трошкове и ризик процеса.
Ако апликација захтева високу проводљивост и ултра чисту чистоћу, онда чисти бакар може и даље бити вредан тешкоћа обраде.
Тачан одговор зависи од тога да ли се део оптимизује за проводљивост, придруживост, машинска прецизност, или ефикасност производње.
8. Примене ЦНЦ делова за обраду бакра
Бакарни ЦНЦ машински делови се користе свуда електрична проводљивост, топлотна проводљивост, отпорност на корозију, и прецизност морају коегзистирати у једној компоненти.
За разлику од конструкцијских метала опште намене, бакар се обично бира из функционалног разлога: мора да носи струју, пренос топлоте, одолети оксидацији, или одржавати поуздан контакт у захтевним условима услуге.

Електроенергетика
Типични делови у овој категорији укључују електричне контакте, тела конектора, терминални блокови, Буссбар, држачи контаката, компоненте електроде, и прецизни проводни интерфејси.
У овим апликацијама, ЦНЦ обрада се користи за стварање чистих површина за спајање, тачне рупе, прецизни прорези, и стабилне карактеристике везе.
Квалитет обрађене површине директно утиче на електрични отпор, Генерација топлоте, и дугорочну поузданост контакта.
Управљање топлотом и пренос топлоте
Уобичајене примене укључују хладњаке, распршивачи топлоте, хладне плоче, термо блокови, расхладни разводници, и прецизне термичке интерфејсе.
У овим крајевима, машинска обрада се користи за стварање равних површина, каналске мреже, и контактне зоне које максимизирају ефикасност преноса топлоте.
Што је бољи квалитет површине и геометријска тачност, боље термичке перформансе.
Услуге поморске и морске воде
Типичне поморске примене укључују фитинге, делови вентила, Компоненте пумпе, делови измењивача топлоте, хардвер за цевоводе за морску воду, и конектори отпорни на корозију.
У овим системима, квалитет обраде утиче на заптивање, понашање при хабању, и способност дела да остане стабилан у окружењу са сланом водом.
Водовод, Руковање течностима, и процесна опрема
Бакарни ЦНЦ машински делови су такође уобичајени у водоводним и процесним системима где тече течност, заптивање, и отпорност на корозију материја.
Обрађени бакарни делови се користе у вентилима, конектори, спојнице, млазнице, фитинги, раздјелнике, adapters, и контролних елемената.
Вакуум, Лабораторија, и системи високе чистоће
Примене укључују вакуумске прирубнице, коморне арматуре, делови електроде, прецизне заптивке, и компоненте лабораторијских инструмената.
У тим окружењима, површинска контаминација, бурри, а лоше заптивне површине могу створити озбиљне проблеме у раду, па се процес обраде мора строго контролисати.
Заваривање, Лемљење, и примене топлотних алата
Бакарни ЦНЦ машински делови се широко користе у алатима и потрошном материјалу за заваривање и термичку обраду.
Примери укључују врхове бакље, млазнице за гасно заваривање, врхови лемилице, држачи електрода, и термички алатни уметци.
Индустријске машине и прецизни хардвер
Бакарни ЦНЦ делови се такође користе у индустријским машинама где је проводљивост, понашање при хабању, или отпорност на корозију даје компоненти функционалну предност.
Ово укључује чауре, рукаве, прецизни уметци, проводни машински елементи, и специјализовани хардвер који се користи у производним системима.
Декоративне и архитектонске компоненте
Иако се бакар често бира из техничких разлога, има и јаку естетску вредност.
Обрађени бакарни делови се могу користити у архитектонским детаљима, декоративни панели, Прилагођени чвор, и апликације врхунског дизајна где је изглед важан колико и функција.
9. ЦНЦ обрада вс. Прецизно ливење бакра
| Аспект поређења | ЦНЦ обрада бакра | Прецизно ливење Бакар |
| Принцип производње | Бакарни делови се производе уклањањем материјала са шипке, плоча, штап, или празна залиха путем глодања, окретање, бушење, премештање, тапкање, и сечење конца. | Истопљена легура бакра се сипа у калуп да би се створио део у облику мреже, смањење количине залиха који се касније морају уклонити. |
| Димензионална тачност | Најприкладнији за уске толеранције, прецизне површине за спајање, карактеристике са навојем, и електрична контактна лица. Бакарни делови се могу прецизно обрађивати, али контрола процеса је од суштинског значаја јер хабање алата и ивица могу брзо утицати на квалитет. | Добро за производњу укупног облика близу коначних димензија, али критичне функционалне површине често и даље захтевају завршну обраду. |
| Површинска завршна обрада | Може постићи одличан квалитет површине приликом геометрије алата, хранити, и брзина резања се правилно контролишу. | Ливене површине су обично грубље од прецизно обрађених површина и можда ће требати локална дорада или машинска обрада. Међутим, ливење у облику скоро мреже може значајно смањити количину потребне завршне обраде. |
Геометријска слобода |
Најбоље за функције које су доступне алатима: расипање, станови, џепове, прорези, нити, и прецизни интерфејси. Дубоки унутрашњи облици су ограничени приступом резачу и евакуацијом струготине. | Боље за сложену спољашњу геометрију и делове где је сложеност облика лакше креирати у калупу него машинском обрадом од чврстог материјала. |
| Употреба материјала | Нижи за сложене делове јер се више материјала уклања као струготине. Ово је посебно релевантно за бакар високе проводљивости, који је вредан и често машински обрађен од чврсте залихе. | Више за делове сложене геометрије јер се компонента формира близу коначног облика, минимизирање уклоњеног материјала. |
| Типични технички ризици | Уграђена ивица, размазивање чипова, дуге жилаве чипс, и пропадање површине су доминантни ризици. | Ризици ливења су усредсређени на пуњење калупа, квалитет очвршћавања, и локални недостаци, док је корист економија готово нето облика. |
Најбоље одговара |
Електрични контакти, Буссбар, блокови за пренос топлоте, прецизни конектори, делови са навојем, и компоненте које захтевају веома прецизне интерфејсе или високо контролисан квалитет површине. | Комплексни делови од легуре бакра за бродове, морска вода, хемијски, производња електричне енергије, и апликације везане за хабање, посебно када производња у облику мреже или готово у облику мреже може смањити машинску обраду. |
| Економски профил | Обично најјачи за прецизно вођене делове, прототипови, и посао мањег обима где је флексибилност важнија од улагања у калупе. Трошкови процеса су вођени временом обраде, ношење алата, и руковање чиповима. | Обично јачи за геометријски сложене, стабилни дизајни где је улагање у алате оправдано и производња готовог облика смањује трошкове завршне обраде. |
| Инжењерска пресуда | Бољи избор када је прецизност, завршити, и квалитет функционалног интерфејса доминирају захтевом. Машинска обрада бакра је прецизна рута која захтева контролу. | Бољи избор када доминирају сложеност геометрије и ефикасност облика скоро мреже. Прецизно ливење је пут који је ефикасан у облику за легуре бакра. |
10. Закључак
ЦНЦ обрада бакра је зрела и високо прецизна субтрактивна производна технологија прилагођена проводљивости, компоненте које одводе топлоту и отпорне на корозију.
Чисти бакар има врхунску проводљивост, али је отежана контрола чипова; оловни месинг има оптималну обрадивост за масовну производњу; бронза и бакроникл се примењују за индустријске сценарије високе чврстоће и против корозије.
У поређењу са алуминијумом и челиком, бакар има незаменљиве предности у електричној проводљивости и одвођењу топлоте, док његова велика густина и цена сировог материјала ограничавају конструктивне примене великих размера.
У будућности, уз надоградњу нових енергетских система и индустрије полупроводника, потражња на тржишту за високо прецизним ЦНЦ бакарним компонентама ће наставити да расте.
Разуман избор бакра и оптимизована технологија обраде ће максимизирати топлотне и електричне предности бакарних материјала, обезбеђивање поузданих основних компоненти за врхунску индустријску опрему.
Често постављана питања
Који је разред бакра најлакши за ЦНЦ обраду?
Оловни месинг за слободно сечење Ц36000 има најбољу обрадивост са аутоматским ломљењем струготине, најниже зарезе и најмању потешкоћу обраде.
Зашто чисти бакар производи озбиљне неравнине након сечења?
Чисти бакар има изузетно високу дуктилност; материјал се не може чисто сломити током стрижења, што резултира издуженим ивицама које захтевају полирање и уклањање ивица.
Је обложен резни алат погодан за обраду бакра?
Не. Алати са премазом повећавају трење и приањање; алати од полираног карбида без премаза су оптималан избор за бакар.
Да ли је машински обрађеном бакру потребан третман против оксидације?
Да. Свеже бакарне површине оксидирају и брзо потамне на ваздуху; уље за пасивирање или уље против тамњања неопходно је за одржавање металног сјаја и проводљивости.
Која је толеранција конвенционалних ЦНЦ бакарних делова?
Стандардна индустријска толеранција достиже ±0,01 мм; ултра-прецизне бакарне проводне компоненте могу постићи толеранцију унутар ±0,005 мм.

