1. Uvod
Bakar CNC obrada zauzima posebno mjesto u proizvodnji jer bakar kombinira iznimnu električnu i toplinsku vodljivost sa širokom industrijskom upotrebljivošću.
Bakar se široko koristi u električnim kontaktima, ožičenje, dijelovi za prijenos topline, cijevi, ventili, fiting, radijatori, i druge komponente koje moraju učinkovito pokretati struju ili grijati.
U praksi, "CNC obrada bakra" nije samo rezanje mekog metala; radi se o kontroli protoka strugotine, geometrija alata, grijati, i površinsku obradu u obitelji materijala čije se ponašanje značajno mijenja od stupnja do razreda.
2. Što je CNC obrada bakra?
Bakar CNC obrada je kontrolirano subtraktivno oblikovanje bakra i bakrenih legura u precizne komponente korištenjem računalne opreme za numeričko upravljanje kao što su strojevi za mljevenje, zaliha, centri za bušenje, točni sustavi, i alati za završnu obradu.
U praktičnoj proizvodnji, proces počinje bakrenim materijalom—obično šipkom, ploča, štap, ili prethodno oblikovane praznine—i uklanja materijal s programiranim putanjama alata dok dio ne postigne svoju konačnu geometriju, tolerancija, i stanje površine.

Ono što strojnu obradu bakra čini prepoznatljivom je to što bakar nije samo "meki metal".
Vrlo je duktilan, vrlo vodljivi materijal čije ponašanje pri rezanju je pod jakim utjecajem vrste legure, geometrija alata, formiranje čipova, i kontrolu topline.
Čisti bakar se ponaša vrlo drugačije od bakra obrađenog slobodnim strojem, bronze, mesingane legure, ili legure bakra i nikla.
Kao rezultat, CNC obrada bakra manje se odnosi na brutalno rezanje, a više na upravljanje interakcijom između alata, materijal, grijati, i protok strugotine.
U industrijskoj praksi, CNC obrada bakra koristi se kada se komponenta mora kombinirati preciznost, električne ili toplinske vodljivosti, otpor korozije, i ponovljivost.
To ga čini posebno važnim u električnim sustavima, dijelovi za upravljanje toplinom, morski hardver, komponente za rukovanje tekućinom, i specijalizirani industrijski sklopovi.
3. Uobičajene obitelji bakrenih materijala i ponašanje strojne obrade
| Materijalna obitelj | Uobičajene ocjene / primjeri | Ponašanje pri obradi | Tipični slučajevi upotrebe |
| Bakar visoke vodljivosti | C11000 ETP bakar, C10100 OD bakra | Vrlo duktilan i visoko vodljiv, ali teško za čistu obradu zbog lošeg formiranja strugotine, izgrađeni rubni rizik, i tendencija razmazivanja ako se rez ne kontrolira. | Električna žica, sabirnice, kontakti, visokovakuumske i električne komponente, dijelovi pod strujom. |
| Bakar slobodnim strojem | C14500 bakar koji sadrži telur, C14700 bakar koji sadrži sumpor | Mnogo lakši za obradu od čistog bakra jer dodaci za lomljenje strugotine dramatično povećavaju obradivost i poboljšavaju stabilnost rezanja. | Strojno obrađene električne komponente, mlaznice za plinsko zavarivanje, vrhovi baklji, vrhovi za lemljenje. |
| Deoksidirani bakar | C12200 i slični deoksidirani stupnjevi | Pogodniji za zavarivanje i lemljenje; obradivost je prihvatljiva, ali ti se stupnjevi često odabiru više zbog izrade i spajanja nego zbog maksimalne lakoće rezanja. | Vodovodni sustavi, opskrba plinom i vodom, arhitektonske primjene limova i cijevi. |
Legure bakra i nikla |
90-10, 70-30 bakar-nikal | Lakši za obradu od nehrđajućeg čelika i cijenjen zbog ravnoteže otpornosti na koroziju i mogućnosti izrade, iako se ne obrađuje tako lako kao mjed za slobodno rezanje. | Cijevi morske vode, izmjenjivači topline, kondenzatori, hidraulične cijevi, morske okove. |
| Bronce i limene obitelji | Kositrena bronca, aluminijska bronca, olovni mjed, pištolj | Obradivost uvelike varira. Mjed s olovom je najlakša za strojnu obradu, dok bronce i aluminijske bronce mogu biti čvršće i zahtijevaju pažljiviju geometriju alata i kontrolu rashladnog sredstva. | Ležajevi, fiting, morske komponente, dijelovi otporni na nošenje, strojni hardver. |
4. Ključni CNC procesi za bakar
CNC obrada bakra nije jedna operacija, već skupina procesa, svaki sa svojim tehničkim zahtjevima i logikom izvedbe.

CNC glodanje bakra
Mljevenje je jedan od najčešćih postupaka za bakrene dijelove s ravnim površinama, džepovi, šupljina, kontaktni blokovi, značajke prijenosa topline, i složenu vanjsku geometriju.
Posebno je važno kada dio mora kombinirati vodljivost s preciznim oblikovanjem, jer glodanje omogućuje oblikovanje točnih ravnina, prorezi, udubljenja, i sučelja na kontroliran način.
Glodanje bakra tehnički je zahtjevnije na drugačiji način od glodanja čelika.
Materijal je dovoljno mekan da se deformira umjesto da se čisto polomi ako se rez ne obradi dobro, što može dovesti do razmazivanja, izgrađeni rub, ili loša definicija površine.
Proces stoga ima koristi od oštrih reznih rubova, stabilne putanje alata, i strategiju rezanja koja potiče čisto uklanjanje strugotine umjesto trljanja.
Za bakrene komponente visoke vrijednosti, glodanje je često primarna metoda oblikovanja jer može proizvesti i funkcionalnu geometriju i visokokvalitetnu površinu u jednoj kontroliranoj operaciji.
CNC tokarenje bakra
Skretanje je preferirani postupak za cilindrične bakrene dijelove kao što su čahure, rukavi, prstenovi, konektori, precizna kontaktna tijela, i cjevaste komponente.
Posebno je korisno kada je dio rotacijski simetričan i zahtijeva čist vanjski profil ili koncentričnu unutarnju značajku.
Tokarenje bakra općenito je produktivno, ali zahtijeva pažljivu kontrolu ponašanja strugotine.
Čisti bakar i druge meke vrste bakra mogu stvoriti dugačke strugotine koje je teško evakuirati, osobito ako uvjeti rezanja potiču razmazivanje, a ne lom.
Dobro osmišljena operacija tokarenja stoga ovisi o geometriji alata, Brzina rezanja, bilans hrane, i učinak lomljenja strugotine.
Kada se pravilno izvrši, tokarenje može dati izvrsnu zaobljenost, kvaliteta površine, i ponovljivost dimenzija.
To je razlog zašto se tako široko koristi za električne i toplinske komponente gdje su vanjski oblik i kvaliteta kontakta ključni.
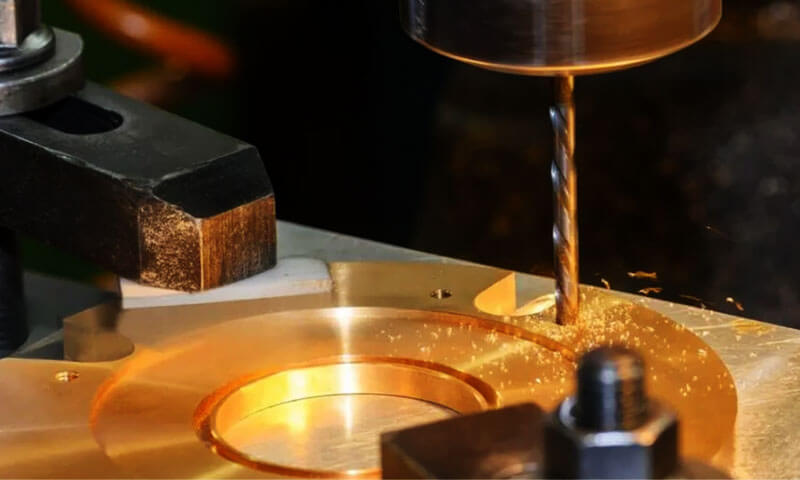
Bušenje, Puknuće, i Tapping Copper
Izrada rupa neophodna je u strojnoj obradi bakra jer mnogi dijelovi trebaju rupe s navojem, sučelja pričvršćivača, tekućinski prolazi, ili značajke poravnanja.
Bušenje se koristi za stvaranje početne rupe, razvrtanje se koristi za pročišćavanje veličine i završne obrade, a nabijanje se koristi za generiranje unutarnjih navoja.
Bakar se relativno lako uklanja, ali izrada rupa i dalje može postati problematična ako se strugotine ne odvode učinkovito.
Dugačak, duktilni čips se može spakirati u rupu, trljati o zid, ili ugroziti točnost značajke.
To znači da bušenje i urezivanje navoja u bakru zahtijeva pažljiv odabir alata, dosljedno hranjenje, i učinkovitu isporuku rashladne tekućine ili maziva.
Razvrtanje je posebno korisno kada rupa mora zadovoljiti strožu toleranciju ili glatkiju završnu obradu nego što to može pružiti samo bušenje.
Kuckanje, u međuvremenu, najuspješniji je kada je pilot rupa čista, staza čipa je stabilna, a alatu je dopušteno da reže umjesto da se probija kroz materijal.
Rezanje navoja i oblikovanje navoja
Urezivanje navoja u bakru može se izvesti narezivanjem, glodanje navoja, ili rezanje navoja u jednoj točki ovisno o geometriji dijela i strategiji proizvodnje.
Duktilnost bakra može učiniti kvalitetu navoja osjetljivom na oštrinu alata i evakuaciju strugotine, tako da metodu navoja treba odabrati prema potrebnoj preciznosti i vjerojatnosti pakiranja strugotine.
Glodanje navoja često je privlačno kada su točnost i fleksibilnost navoja važni, dok tapkanje može biti učinkovito za jednostavniji ponavljajući rad.
U oba slučaja, cilj je formiranje čiste, ponovljiv profil navoja bez kidanja materijala ili stvaranja neravnina na ulaznim i izlaznim točkama.
Budući da se bakar često koristi u električnim i tekućinskim sklopovima, kvaliteta niti nije samo dimenzionalna briga.
Također utječe na stabilnost kontakta, otpornost na curenje, i dugoročne performanse usluge.
Površinska obrada i sekundarne operacije
Bakreni dijelovi često se završavaju nakon strojne obrade jer stanje površine može biti jednako važno kao i geometrija.
Poliranje i poliranje uobičajeni su kada dio treba glatki vizualni izgled, profinjenu kontaktnu površinu, ili smanjeno trenje.
Za više tehničkih primjena, dorada se također može koristiti za poboljšanje kvalitete sučelja električnih ili toplinskih kontaktnih područja.
Neke bakrene komponente trebaju ostati u visoko uglačanom stanju, dok drugi mogu zahtijevati funkcionalni mat ili finiš s kontroliranom teksturom.
Rutu završne obrade stoga treba definirati zajedno s postupkom strojne obrade, ne nakon što je dio već završen.
5. Prednosti CNC obrade bakra
Izvrsna izvedba vođena vodljivošću
Najvažnije svojstvo bakra ostaje njegova toplinska i električna vodljivost.
Zbog toga su bakreni dijelovi obrađeni CNC-om toliko česti u elektrotehnici i hardveru za prijenos topline:
proces strojne obrade koristi se za proizvodnju precizne geometrije potrebne za materijal čija je zadaća učinkovito provoditi.
Snažno odgovara preciznim sučeljima
Bakrene legure mogu se strojno obraditi uz dobre tolerancije, što je dragocjeno za električne kontakte, spojne površine, značajke brtvljenja, i dijelovi za rukovanje tekućinom.
Ruta strojne obrade omogućuje stvaranje preciznih oblika od legura koje bi inače bilo teško uklopiti ili pouzdano sastaviti.
Širok izbor materijala
Strojna obrada bakra nije ograničena na jednu leguru.
Inženjeri mogu birati između bakra visoke vodljivosti, dezoksidirane kvalitete, slobodno obrađeni bakar, bronze, mesing, i bakar-nikal ovisno o tome je li prioritet vodljivost, obradivost, otpor korozije, ili snaga.
Ta fleksibilnost daje bakru širi industrijski raspon nego što mnogi korisnici u početku pretpostavljaju.
Dobar potencijal sekundarne završne obrade
Bakar se može učinkovito polirati i polirati, a mnoge legure bakra dobro reagiraju na spajanje, lemljenje, i druge sekundarne operacije.
To čini CNC-strojno obrađene bakrene dijelove praktičnima ne samo kao samostalne komponente, ali i kao dio većih sklopova ili preciznih podsustava.
Široka industrijska važnost
Jer bakar služi elektricitetu, toplinski, morski, i kemijske uloge, CNC obrada se koristi u mnogim sektorima.
Proces nije niša; to je glavni proizvodni put za dijelove gdje su vodljivost i pouzdanost važni jednako kao i geometrija.
6. Osnovni tehnički izazovi u CNC obradi bakra

Ugrađeni rub na mekom, duktilni bakar
Čisti bakar je teško strojno obraditi zbog njegove visoke duktilnosti i hladnoće.
Vodič za strojnu obradu napominje da trošenje alata može biti veliko, formiranje strugotine je slabo, a nakupljeni rub može nastati tijekom rezanja, što smanjuje kvalitetu završne obrade i stabilnost dimenzija.
Dugačak, težak čips
Strojna obrada bakra često proizvodi duge cjevaste ili vrpčaste strugotine koje je teško ukloniti.
To može stvoriti zapetljanja, prekrajanje, i nedosljedna kvaliteta površine ako je strategija lomljenja strugotine slaba.
Vodič za strojnu obradu eksplicitno označava rukovanje strugotinom kao glavni problem u čistom bakru.
Trošenje alata i opterećenje ruba
Budući da pritisak rezanja na čisti bakar ostaje prilično ujednačen, tragovi klepetanja mogu biti manji problem nego kod nekih tvrđih legura.
Međutim, isto meko, duktilno ponašanje može stvoriti velika mehanička opterećenja na oštrici i ubrzati trošenje.
Tipovi bakra koji sadrže kisik također mogu sadržavati tvrde inkluzije koje oštećuju rub i smanjuju vijek trajanja alata.
Varijabilnost od legure do legure
Ne ponašaju se sve bakrene legure na isti način.
Povećanje sadržaja kositra u legurama bakra i kositra smanjuje brzinu rezanja za dani vijek trajanja alata, dok aluminij i veće količine željeza i nikla također mogu štetiti obradivosti.
U praksi, neke legure bakra i aluminija približavaju se ponašanju obrade sličnom čeliku, što znači da trgovina mora tretirati obitelj bakra kao spektar, a ne jedan materijal.
Kompromis između kvalitete površine i vijeka trajanja alata
Vodič za strojnu obradu napominje da povećanje nagnutog kuta poboljšava kvalitetu radne površine, te da velike brzine rezanja općenito poboljšavaju kvalitetu površine bakra i bakrenih legura.
Ali također napominje da veći kutovi nagiba smanjuju kut klina, a time i vijek trajanja alata. Taj kompromis je središnji za ekonomiju strojne obrade bakra.
7. Procesne strategije za bolju obradivost
Uskladite leguru s primjenom
Prva odluka o obradivosti je odabir materijala.
Ako dio treba maksimalnu vodljivost, može biti prikladan bakar visoke vodljivosti ili bakar bez kisika, ali ih je relativno teško strojno čistiti.
Ako dio treba bolju obradivost, bakar koji sadrži telur za slobodnu strojnu obradu kao što je C14500 ili C14700 koji sadrži sumpor daleko je lakši za obradu.
Koristite geometriju alata specifičnu za bakar
Smjernice za strojnu obradu bakra naglašavaju da se geometrija alata mora prilagoditi stvarnom radnom materijalu.
Veliki nagibni kutovi smanjuju energiju rezanja i poboljšavaju protok strugotine, posebno za mekše vrste bakra,
dok manji nagibni kutovi mogu biti potrebni kada je stabilnost ruba važnija od maksimalne lakoće rezanja.
Brzina guranja i pomicanja prema stabilnom formiranju strugotine
Nagomilani rub postaje manje vjerojatan kada se brzina rezanja i posmak povećavaju unutar odgovarajućeg raspona.
Drugim riječima, bakar se često bolje obrađuje kada je rez dovoljno odlučan da se izbjegne trljanje.
Vrlo lagano, veća je vjerojatnost da će neodlučni rezovi razmazati površinu i potaknuti prianjanje na rubu alata.
Dizajn za odvod strugotine
Bakrene dijelove treba dizajnirati imajući na umu protok strugotine, pogotovo kad duboki džepovi, slijepe rupe, a navojne značajke su uključene.
Primarno pitanje nije hoće li se strugotine formirati – hoće – već ostavlja li operacija dovoljno prostora i pristupa rashladnom sredstvu da čisto napuste rez.
Koristite pravu leguru za pravu klasu obrade
Ako aplikacija dopušta, slobodna strojna obrada vrsta bakra može dramatično smanjiti troškove i rizik procesa.
Ako primjena zahtijeva visoku vodljivost i ultra-čistu čistoću, onda čisti bakar još uvijek može biti vrijedan poteškoća u obradi.
Točan odgovor ovisi o tome je li dio optimiziran za vodljivost, udruživost, strojna preciznost, odnosno učinkovitost proizvodnje.
8. Primjena bakrenih CNC obradnih dijelova
Bakreni CNC strojno obrađeni dijelovi koriste se posvuda električna vodljivost, toplinska vodljivost, otpor korozije, i preciznost moraju koegzistirati u jednoj komponenti.
Za razliku od konstrukcijskih metala opće namjene, bakar se obično odabire iz funkcionalnih razloga: mora voditi struju, prijenos topline, otporan na oksidaciju, ili održavati pouzdan kontakt pod zahtjevnim uvjetima rada.

Elektrotehnika i energetika
Tipični dijelovi u ovoj kategoriji uključuju električne kontakte, tijela konektora, stezaljke, sabirnice, držači kontakata, komponente elektrode, i precizna vodljiva sučelja.
U tim aplikacijama, CNC obrada koristi se za stvaranje čistih spojnih površina, precizne rupe, precizni utori, i značajke stabilne veze.
Kvaliteta obrađene površine izravno utječe na električni otpor, stvaranje topline, i dugotrajnu pouzdanost kontakta.
Upravljanje toplinom i prijenos topline
Uobičajene primjene uključuju hladnjake, raspršivači topline, hladne ploče, termo blokovi, rashladne grane, i precizna toplinska sučelja.
U ovim krajevima, strojna obrada se koristi za stvaranje ravnih površina, mreže kanala, i kontaktne zone koje maksimiziraju učinkovitost prijenosa topline.
Što je kvaliteta površine i geometrijska točnost bolja, bolja je toplinska izvedba.
Služba za pomorsku i morsku vodu
Tipične pomorske primjene uključuju armature, dijelovi ventila, Komponente pumpe, dijelovi izmjenjivača topline, hardver za cjevovode morske vode, i konektori otporni na koroziju.
U ovim sustavima, kvaliteta obrade utječe na brtvljenje, ponašanje kod nošenja, i sposobnost dijela da ostane stabilan u okruženju slane vode.
Vodovodni, Rukovanje tekućinom, i procesna oprema
Bakreni CNC strojno obrađeni dijelovi također su česti u vodovodnim i procesnim sustavima gdje tekućina teče, zapečaćenje, i otpornost na koroziju.
Strojno obrađeni bakreni dijelovi koriste se u ventilima, konektori, spojnice, mlaznice, fiting, razmazi, adapteri, i kontrolnih elemenata.
Vakuum, Laboratorija, i sustavi visoke čistoće
Primjene uključuju vakuumske prirubnice, armatura komora, dijelovi elektrode, precizne brtve, i komponente laboratorijskih instrumenata.
U tim okruženjima, površinska kontaminacija, buri, a loše brtvene površine mogu uzrokovati ozbiljne probleme u radu, pa se proces obrade mora strogo kontrolirati.
Zavarivanje, Lemljenje, i primjene toplinskih alata
Bakreni CNC strojno obrađeni dijelovi naširoko se koriste u alatima i potrošnom materijalu za zavarivanje i toplinsku obradu.
Primjeri uključuju vrhove plamenika, mlaznice za plinsko zavarivanje, vrhovi za lemljenje, držači elektroda, i termičke alatne umetke.
Industrijski strojevi i precizni hardver
Bakreni CNC dijelovi također se koriste u industrijskim strojevima gdje postoji vodljivost, ponašanje kod nošenja, ili otpornost na koroziju daje komponenti funkcionalnu prednost.
Ovo uključuje čahure, rukavi, precizni umeci, vodljivi elementi stroja, i specijalizirani hardver koji se koristi u proizvodnim sustavima.
Dekorativne i arhitektonske komponente
Iako se bakar često bira iz tehničkih razloga, ima i jaku estetsku vrijednost.
Strojno obrađeni bakreni dijelovi mogu se koristiti u arhitektonskim detaljima, ukrasne ploče, Prilagođeni čvora, i vrhunske dizajnerske aplikacije u kojima je izgled važan koliko i funkcija.
9. CNC obrada vs. Bakar za precizno lijevanje
| Aspekt usporedbe | CNC obrada bakra | Precizno lijevanje Bakar |
| Princip proizvodnje | Bakreni dijelovi se proizvode uklanjanjem materijala iz šipke, ploča, štap, ili prazan materijal kroz glodanje, skretanje, bušenje, puknuće, kuckanje, i rezanje navoja. | Rastaljena legura bakra izlijeva se u kalup kako bi se stvorio dio gotovo mrežastog oblika, smanjujući količinu zaliha koje se kasnije moraju ukloniti. |
| Točnost dimenzije | Najprikladnije za niske tolerancije, precizne površine za spajanje, navojne značajke, i električna kontaktna lica. Bakreni dijelovi mogu se precizno obraditi, ali kontrola procesa je ključna jer trošenje alata i izgrađeni rub mogu brzo utjecati na kvalitetu. | Dobar za izradu cjelokupnog oblika blizu konačnih dimenzija, ali kritične funkcionalne površine često još uvijek zahtijevaju završnu obradu. |
| Površinski završetak | Može postići izvrsnu kvalitetu površine kada je geometrija alata, hraniti se, i brzina rezanja pravilno se kontroliraju. | Lijevane površine obično su grublje od precizno obrađenih površina i možda će trebati lokalna završna obrada ili strojna obrada. Međutim, lijevanje gotovo neto oblika može značajno smanjiti količinu potrebne završne obrade. |
Geometrijska sloboda |
Najbolje za značajke koje su dostupne pomoću alata: probir, stanovi, džepovi, prorezi, niti, i precizna sučelja. Duboki unutarnji oblici ograničeni su pristupom rezaču i odvodom strugotine. | Bolje za složenu vanjsku geometriju i dijelove gdje je složenost oblika lakše stvoriti u kalupu nego strojnom obradom od čvrstog materijala. |
| Iskorištavanje materijala | Niži za složene dijelove jer se više materijala uklanja kao strugotine. Ovo je posebno važno za bakar visoke vodljivosti, koji je vrijedan i često strojno izrađen od čvrstog materijala. | Viša za dijelove složene geometrije jer se komponenta oblikuje blizu konačnog oblika, minimiziranje uklonjenog materijala. |
| Tipični tehnički rizici | Izgrađeni rub, razmazivanje strugotine, dugi čips s žicama, i propadanje površine dominantni su rizici. | Rizici lijevanja usredotočeni su na punjenje kalupa, kvaliteta skrućivanja, i lokalne nedostatke, dok je korist ekonomija gotovo neto oblika. |
Najprikladniji za |
Električni kontakti, sabirnice, blokovi za prijenos topline, precizni konektori, dijelovi s navojem, i komponente koje zahtijevaju vrlo precizna sučelja ili visoko kontroliranu kvalitetu površine. | Kompleksni dijelovi od bakrenih legura za brodove, morska voda, kemijski, proizvodnja električne energije, i primjene povezane s trošenjem, posebno kada proizvodnja neto oblika ili gotovo neto oblika može smanjiti strojnu obradu nizvodno. |
| Ekonomski profil | Obično je najjači za dijelove s preciznim pogonom, prototipovi, i posao manjeg volumena gdje je fleksibilnost važnija od ulaganja u kalup. Trošak procesa ovisi o vremenu obrade, nošenje alata, i rukovanje strugotinom. | Obično jači za geometrijski složene, stabilni dizajni gdje je ulaganje u alate opravdano, a proizvodnja gotovo neto oblika smanjuje troškove završne strojne obrade. |
| Inženjerska presuda | Bolji izbor kada je preciznost, završiti, i kvaliteta funkcionalnog sučelja dominiraju zahtjevima. Strojna obrada bakra je precizni put koji zahtijeva kontrolu. | Bolji izbor kada dominira složenost geometrije i učinkovitost gotovo neto oblika. Precizno lijevanje je oblikno učinkovit put za bakrene legure. |
10. Zaključak
CNC obrada bakra je zrela i visoko precizna suptraktivna proizvodna tehnologija skrojena za vodljive, komponente koje odvode toplinu i otporne su na koroziju.
Čisti bakar ima vrhunsku vodljivost, ali tešku kontrolu strugotine; olovni mjed ima optimalnu obradivost za masovnu proizvodnju; bronca i kupronikal se primjenjuju za visoke čvrstoće i antikorozivne industrijske scenarije.
U usporedbi s aluminijem i čelikom, bakar ima nezamjenjive prednosti u električnoj vodljivosti i odvođenju topline, dok njegova visoka gustoća i cijena sirovina ograničavaju velike konstrukcijske primjene.
U budućnosti, s nadogradnjom novih energetskih sustava i industrije poluvodiča, tržišna potražnja za visokopreciznim CNC bakrenim komponentama nastavit će rasti.
Razuman odabir razreda bakra i optimizirana tehnologija obrade maksimizirat će toplinske i električne prednosti bakrenih materijala, pružanje pouzdanih osnovnih komponenti za vrhunsku industrijsku opremu.
Česta pitanja
Koja vrsta bakra je najlakša za CNC obradu?
Mjed s olovom za slobodno rezanje C36000 ima najbolju obradivost s automatskim lomljenjem strugotine, najmanje neravnina i najmanja poteškoća u obradi.
Zašto čisti bakar stvara ozbiljne neravnine nakon rezanja?
Čisti bakar ima izuzetno visoku duktilnost; materijal se ne može čisto slomiti tijekom rezanja, što rezultira izduženim rubovima koji zahtijevaju poliranje i skidanje ivica.
Rezni alat s premazom pogodan za obradu bakra?
Ne. Alati s premazom povećavaju trenje i prianjanje; alati od poliranog tvrdog metala bez premaza su optimalan izbor za bakar.
Treba li strojno obrađeni bakar antioksidacijski tretman?
Da. Svježe bakrene površine oksidiraju i brzo potamne na zraku; pasivizacija ili ulje protiv tamnjenja potrebno je za održavanje metalnog sjaja i vodljivosti.
Koja je tolerancija konvencionalnih CNC bakrenih dijelova?
Standardna industrijska tolerancija doseže ±0,01 mm; ultra-precizne bakrene vodljive komponente mogu postići toleranciju unutar ±0,005 mm.

