1. Introduction
Copper CNC machining occupies a special place in manufacturing because copper combines exceptional electrical and thermal conductivity with broad industrial usefulness.
Copper is widely used in electrical contacts, wiring, heat-transfer parts, pipes, valves, fittings, radiators, and other components that must move current or heat efficiently.
In practice, “copper CNC machining” is not just about cutting a soft metal; it is about controlling chip flow, tool geometry, heat, and surface finish in a material family whose behavior changes significantly from grade to grade.
2. What Is Copper CNC Machining?
Copper CNC machining is the controlled subtractive shaping of copper and copper alloys into precision components using computer numerical control equipment such as milling machines, lathes, drilling centers, tapping systems, and finishing tools.
In practical manufacturing, the process starts with copper stock—typically bar, plate, rod, or preformed blanks—and removes material with programmed toolpaths until the part reaches its final geometry, tolerance, and surface condition.

What makes copper machining distinctive is that copper is not simply “soft metal.”
It is a highly ductile, highly conductive material whose cutting behavior is strongly influenced by alloy type, tool geometry, chip formation, and heat control.
Pure copper behaves very differently from free-machining copper, bronzes, brass alloys, or copper-nickel alloys.
As a result, copper CNC machining is less about brute-force cutting and more about managing the interaction between tool, material, heat, and chip flow.
In industrial practice, CNC machining copper is used when a component must combine precision, electrical or thermal conductivity, corrosion resistance, and repeatability.
That makes it especially important in electrical systems, thermal management parts, marine hardware, fluid-handling components, and specialized industrial assemblies.
3. Common Copper Material Families and Machining Behavior
| Material family | Common grades / examples | Machining behavior | Typical use cases |
| High-conductivity copper | C11000 ETP copper, C10100 OF copper | Very ductile and highly conductive, but difficult to machine cleanly because of poor chip formation, built-up edge risk, and tendency to smear if the cut is not controlled. | Electrical wire, busbars, contacts, high-vacuum and electrical components, current-carrying parts. |
| Free-machining copper | C14500 tellurium-bearing copper, C14700 sulfur-bearing copper | Much easier to machine than pure copper because chip-breaking additions raise machinability dramatically and improve cutting stability. | Machined electrical components, gas-welding nozzles, torch tips, soldering-iron tips. |
| Deoxidized copper | C12200 and similar deoxidized grades | Better suited to welding and brazing; machinability is acceptable, but these grades are often selected more for fabrication and joining than for maximum cutting ease. | Plumbing systems, gas and water supply, architectural sheet and tube applications. |
Copper-nickel alloys |
90-10, 70-30 copper-nickels | Easier to machine than stainless steels and valued for a balance of corrosion resistance and fabricability, though not as readily machined as free-cutting brass. | Seawater piping, heat exchangers, condensers, hydraulic tubing, marine fittings. |
| Bronzes and brass families | Tin bronze, aluminum bronze, leaded brass, gunmetal | Machinability varies widely. Leaded brasses are the easiest to machine, while bronzes and aluminum bronzes may be tougher and require more careful tool geometry and coolant control. | Bearings, fittings, marine components, wear-resistant parts, machine hardware. |
4. Key CNC Processes for Copper
Copper CNC machining is not a single operation but a family of processes, each with its own technical requirements and performance logic.

CNC Milling Copper
Milling is one of the most common processes for copper parts with flat surfaces, pockets, cavities, contact blocks, heat-transfer features, and complex external geometry.
It is especially important when the part must combine conductivity with precise shaping, because milling makes it possible to form accurate planes, slots, recesses, and interfaces in a controlled way.
Copper milling is technically demanding in a different way from steel milling.
The material is soft enough to deform rather than fracture cleanly if the cut is not well managed, which can lead to smearing, built-up edge, or poor surface definition.
The process therefore benefits from sharp cutting edges, stable toolpaths, and a cutting strategy that encourages clean chip removal rather than rubbing.
For high-value copper components, milling is often the primary shaping method because it can produce both functional geometry and a high-quality surface in one controlled operation.
CNC Turning Copper
Turning is the preferred process for cylindrical copper parts such as bushings, sleeves, rings, connectors, precision contact bodies, and tubular components.
It is particularly useful when the part is rotationally symmetric and requires a clean outer profile or concentric internal feature.
Copper turning is generally productive, but it requires careful control of chip behavior.
Pure copper and other soft copper grades can form long chips that are difficult to evacuate, especially if the cutting conditions encourage smearing rather than fracture.
A well-designed turning operation therefore depends on tool geometry, cutting speed, feed balance, and chip-breaking performance.
When executed properly, turning can deliver excellent roundness, surface quality, and dimensional repeatability.
That is why it is so widely used for electrical and thermal components where the outer shape and contact quality are critical.
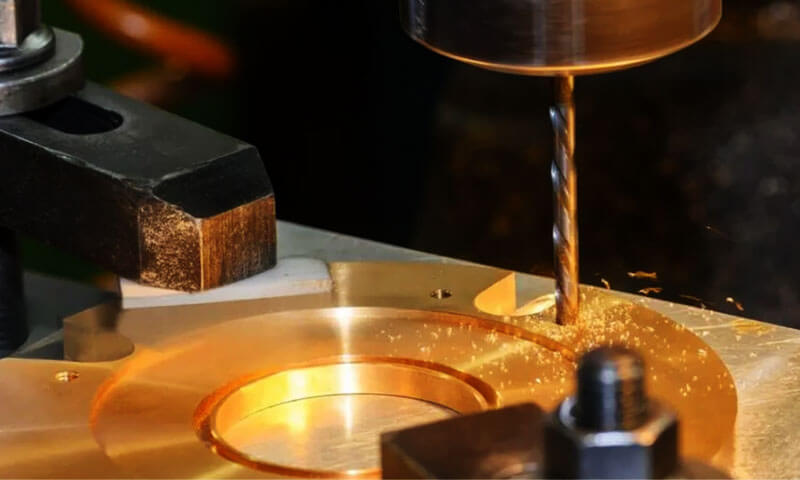
Drilling, Reaming, and Tapping Copper
Holemaking is essential in copper machining because many parts need threaded holes, fastener interfaces, fluid passages, or alignment features.
Drilling is used to create the initial hole, reaming is used to refine size and finish, and tapping is used to generate internal threads.
Copper is relatively easy to remove, but holemaking can still become problematic if chips are not evacuated efficiently.
Long, ductile chips can pack into the hole, rub against the wall, or compromise the accuracy of the feature.
That means drilling and threading in copper require careful tool selection, consistent feed, and effective coolant or lubricant delivery.
Reaming is especially useful when the hole must meet a tighter tolerance or smoother finish than drilling alone can provide.
Tapping, meanwhile, is most successful when the pilot hole is clean, the chip path is stable, and the tool is allowed to cut rather than force its way through the material.
Thread Cutting and Thread Forming
Threading in copper may be performed by tapping, thread milling, or single-point thread cutting depending on part geometry and production strategy.
Copper’s ductility can make thread quality sensitive to tool sharpness and chip evacuation, so the threading method should be selected according to the required precision and the likelihood of chip packing.
Thread milling is often attractive when thread accuracy and flexibility are important, while tapping can be efficient for simpler repetitive work.
In either case, the goal is to form a clean, repeatable thread profile without tearing the material or creating burrs at the entry and exit points.
Because copper is frequently used in electrical and fluid-related assemblies, thread quality is not just a dimensional concern.
It also affects contact stability, leak resistance, and long-term service performance.
Surface Finishing and Secondary Operations
Copper parts are often finished after machining because surface condition can be as important as geometry.
Polishing and buffing are common when the part needs a smooth visual appearance, a refined contact surface, or reduced friction.
For more technical applications, finishing may also be used to improve the interface quality of electrical or thermal contact areas.
Some copper components are intended to remain in a highly polished state, while others may require a functional matte or controlled-texture finish.
The finishing route should therefore be defined together with the machining process, not after the part is already complete.
5. Advantages of CNC Machining Copper
Excellent conductivity-driven performance
Copper’s highest-value property remains its thermal and electrical conductivity.
That is why CNC-machined copper parts are so common in electrical engineering and heat-transfer hardware:
the machining process is used to produce the precise geometry needed for a material whose job is to conduct efficiently.
Strong fit for precision interfaces
Copper alloys can be machined accurately and to good tolerances, which is valuable for electrical contacts, mating surfaces, sealing features, and fluid-handling parts.
The machining route makes it possible to create precision forms from alloys that would otherwise be difficult to fit or assemble reliably.
Broad material choice
Copper machining is not limited to one alloy.
Engineers can choose between high-conductivity copper, deoxidized grades, free-machining copper, bronzes, brasses, and copper-nickels depending on whether the priority is conductivity, machinability, corrosion resistance, or strength.
That flexibility gives copper a broader industrial range than many users initially assume.
Good secondary finishing potential
Copper can be polished and buffed effectively, and many copper alloys respond well to joining, brazing, and other secondary operations.
This makes CNC-machined copper parts practical not only as standalone components, but also as part of larger assemblies or precision sub-systems.
Broad industrial relevance
Because copper serves electrical, thermal, marine, and chemical roles, CNC machining is used across many sectors.
The process is not niche; it is a core manufacturing route for parts where conductivity and reliability matter just as much as geometry.
6. Core Technical Challenges in Copper CNC Machining

Built-up edge on soft, ductile copper
Pure copper is difficult to machine because of its high ductility and cold workability.
The machining guide notes that tool wear can be high, chip formation is poor, and built-up edge can form during cutting, which lowers finish quality and dimensional stability.
Long, difficult chips
Copper machining often produces long tubular or ribbon-like chips that are hard to evacuate.
This can create entanglement, recutting, and inconsistent surface quality if the chip-break strategy is weak.
The machining guide explicitly flags chip handling as a major issue in pure copper.
Tool wear and edge loading
Because the cutting pressure on pure copper remains fairly uniform, chatter marks may be less of a problem than in some harder alloys.
However, the same soft, ductile behavior can create high mechanical loads on the cutting edge and accelerate wear.
Oxygen-bearing copper grades can also contain hard inclusions that damage the edge and reduce tool life.
Alloy-to-alloy variability
Not all copper alloys behave the same way.
Increasing tin content in copper-tin alloys reduces cutting speed for a given tool life, while aluminum and larger amounts of iron and nickel can also harm machinability.
In practice, some copper-aluminum alloys approach steel-like machining behavior, which means the shop must treat the copper family as a spectrum rather than a single material.
Surface quality versus tool life tradeoff
The machining guide notes that increasing rake angle improves work-surface quality, and that high cutting speeds generally improve surface quality in copper and copper alloys.
But it also notes that larger rake angles reduce wedge angle and therefore tool life. That tradeoff is central to copper machining economics.
7. Process Strategies for Better Machinability
Match the alloy to the application
The first machinability decision is material selection.
If the part needs maximum conductivity, high-conductivity copper or oxygen-free copper may be appropriate, but they are relatively difficult to machine cleanly.
If the part needs better machinability, a tellurium-bearing free-machining copper such as C14500 or sulfur-bearing C14700 is far easier to process.
Use copper-specific tool geometry
Copper machining guidance emphasizes that tool geometry must be adjusted to the actual work material.
Large rake angles reduce cutting energy and improve chip flow, especially for softer copper grades,
while smaller rake angles may be needed when edge stability is more important than maximum cutting ease.
Push speed and feed toward stable chip formation
Built-up edge becomes less likely when cutting speed and feed increase within a suitable range.
In other words, copper often machines better when the cut is decisive enough to avoid rubbing.
Very light, hesitant cuts are more likely to smear the surface and encourage adhesion at the tool edge.
Design for chip evacuation
Copper parts should be designed with chip flow in mind, especially when deep pockets, blind holes, and threaded features are involved.
The primary issue is not whether chips will form—they will—but whether the operation leaves enough space and coolant access for them to leave the cut cleanly.
Use the right alloy for the right machining class
If the application allows, free-machining copper grades can dramatically reduce cost and process risk.
If the application demands high conductivity and ultra-clean purity, then pure copper may still be worth the machining difficulty.
The correct answer depends on whether the part is being optimized for conductivity, joinability, machined precision, or production efficiency.
8. Applications of Copper CNC Machining Parts
Copper CNC machined parts are used wherever electrical conductivity, thermal conductivity, corrosion resistance, and precision must coexist in a single component.
Unlike general-purpose structural metals, copper is usually selected for a functional reason: it must carry current, transfer heat, resist oxidation, or maintain reliable contact under demanding service conditions.

Electrical and Power Engineering
Typical parts in this category include electrical contacts, connector bodies, terminal blocks, busbars, contact holders, electrode components, and precision conductive interfaces.
In these applications, CNC machining is used to create clean mating surfaces, accurate holes, precise slots, and stable connection features.
The quality of the machined surface directly affects electrical resistance, heat generation, and long-term contact reliability.
Thermal Management and Heat Transfer
Common applications include heat sinks, heat spreaders, cold plates, thermal blocks, cooling manifolds, and precision thermal interfaces.
In these parts, machining is used to create flat surfaces, channel networks, and contact zones that maximize heat transfer efficiency.
The better the surface quality and geometric accuracy, the better the thermal performance.
Marine and Seawater Service
Typical marine applications include fittings, valve parts, pump components, heat exchanger parts, seawater piping hardware, and corrosion-resistant connectors.
In these systems, the machining quality affects sealing, wear behavior, and the ability of the part to remain stable in a saltwater environment.
Plumbing, Fluid Handling, and Process Equipment
Copper CNC machined parts are also common in plumbing and process systems where fluid flow, sealing, and corrosion resistance matter.
Machined copper parts are used in valves, connectors, couplings, nozzles, fittings, manifolds, adapters, and control elements.
Vacuum, Laboratory, and High-Purity Systems
Applications include vacuum flanges, chamber fittings, electrode parts, precision seals, and laboratory instrument components.
In these environments, surface contamination, burrs, and poor sealing faces can create serious performance issues, so the machining process must be tightly controlled.
Welding, Brazing, and Heat-Tooling Applications
Copper CNC machined parts are widely used in tools and consumables for welding and thermal processing.
Examples include torch tips, gas-welding nozzles, soldering-iron tips, electrode holders, and thermal tooling inserts.
Industrial Machinery and Precision Hardware
Copper CNC parts are also used in industrial machinery where conductivity, wear behavior, or corrosion resistance gives the component a functional advantage.
This includes bushings, sleeves, precision inserts, conductive machine elements, and specialized hardware used in manufacturing systems.
Decorative and Architectural Components
Although copper is often chosen for technical reasons, it also has strong aesthetic value.
Machined copper parts can be used in architectural details, decorative panels, custom fixtures, and high-end design applications where appearance matters as much as function.
9. CNC Machining vs. Precision Casting Copper
| Comparison Aspect | CNC Machining Copper | Precision Casting Copper |
| Manufacturing principle | Copper parts are produced by removing material from bar, plate, rod, or blank stock through milling, turning, drilling, reaming, tapping, and thread cutting. | Molten copper alloy is poured into a mold to create a near-net-shape part, reducing the amount of stock that must be removed later. |
| Dimensional accuracy | Best suited for tight tolerances, precision mating surfaces, threaded features, and electrical contact faces. Copper parts can be machined accurately, but process control is essential because tool wear and built-up edge can quickly affect quality. | Good for producing the overall shape close to final dimensions, but critical functional surfaces often still require finish machining. |
| Surface finish | Can achieve excellent surface quality when tool geometry, feed, and cutting speed are properly controlled. | Cast surfaces are usually rougher than precision-machined surfaces and may need local finishing or machining. However, near-net-shape casting can significantly reduce the amount of finish machining required. |
Geometric freedom |
Best for features that are tool-accessible: bores, flats, pockets, slots, threads, and precise interfaces. Deep internal shapes are limited by cutter access and chip evacuation. | Better for complex external geometry and parts where shape complexity is easier to create in the mold than by machining from solid stock. |
| Material utilization | Lower for complex parts because more material is removed as chips. This is especially relevant for high-conductivity copper, which is valuable and often machined from solid stock. | Higher for parts with complex geometry because the component is formed close to final shape, minimizing removed material. |
| Typical technical risks | Built-up edge, chip smearing, long stringy chips, and surface deterioration are the dominant risks. | Casting risks center on mold filling, solidification quality, and local defects, while the benefit is near-net-shape economy. |
Best suited for |
Electrical contacts, busbars, heat-transfer blocks, precision connectors, threaded parts, and components that demand very accurate interfaces or highly controlled surface quality. | Complex copper alloy parts for marine, seawater, chemical, power-generation, and wear-related applications, especially when net-shape or near-net-shape production can reduce downstream machining. |
| Economic profile | Usually strongest for precision-driven parts, prototypes, and lower-volume work where flexibility matters more than mold investment. The process cost is driven by machining time, tool wear, and chip handling. | Usually stronger for geometrically complex, stable designs where tooling investment is justified and near-net-shape production reduces finish-machining cost. |
| Engineering verdict | The better choice when precision, finish, and functional interface quality dominate the requirement. Copper machining is a control-intensive precision route. | The better choice when geometry complexity and near-net-shape efficiency dominate. Precision casting is the shape-efficient route for copper alloys. |
10. Conclusion
Copper CNC machining is a mature and high-precision subtractive manufacturing technology tailored for conductive, heat-dissipating and corrosion-resistant components.
Pure copper features supreme conductivity but difficult chip control; leaded brass has optimal machinability for mass production; bronze and cupronickel are applied for high-strength and anti-corrosion industrial scenarios.
Compared with aluminum and steel, copper has irreplaceable advantages in electrical conduction and heat dissipation, while its high density and raw material cost restrict large-scale structural applications.
In the future, with the upgrading of new energy power systems and semiconductor industries, the market demand for high-precision CNC copper components will continue to grow.
Reasonable copper grade selection and optimized processing technology will maximize the thermal and electrical advantages of copper materials, providing reliable core components for high-end industrial equipment.
FAQs
Which copper grade is easiest for CNC machining?
Leaded free-cutting brass C36000 has the best machinability with automatic chip breaking, lowest burrs and lowest processing difficulty.
Why does pure copper produce severe burrs after cutting?
Pure copper has extremely high ductility; the material cannot break cleanly during shearing, resulting in elongated edge burrs which require polishing and deburring.
Is coated cutting tool suitable for copper processing?
No. Coated tools increase friction and adhesion; uncoated polished carbide tools are the optimal choice for copper.
Does machined copper need anti-oxidation treatment?
Yes. Fresh copper surfaces oxidize and darken quickly in the air; passivation or anti-tarnish oil is necessary to maintain metallic luster and conductivity.
What is the tolerance of conventional CNC copper parts?
Standard industrial tolerance reaches ±0.01 mm; ultra-precision copper conductive components can achieve tolerance within ±0.005 mm.

