
1. Zavedenie
Kovové ohýbanie zahŕňa deformovanie kovového obrobku použitím sily na dosiahnutie požadovaného tvaru, Ponúka spoľahlivé prostriedky na tvarovanie kovových listov, taniere, a trubice bez odstránenia akéhokoľvek materiálu.
Tento proces je v automobilovom priemysle kritický, kozmonautika, výstavba, a kovové výrobné odvetvia.
Ďalej, Vývoj z manuálneho ohýbania po sofistikované stroje kontrolované CNC revolúciou v oblasti revolúcie, umožnenie výrobcom dosiahnuť prísne tolerancie a zložité geometrie.
V tomto článku, Ponoríme sa do princípov, techniky, a aplikácie kovového ohýbania, pri riešení problémov a inovácií, ktoré v tomto dôležitom procese vedú neustále zlepšovanie.
2. Základné princípy ohýbania kovu
Čo je kovové ohýbanie?
Kovový ohýbanie je proces plasticky deformovania kovového obrobku na vytváranie kriviek, uhly, alebo iné komplexné tvary bez rezania alebo odstraňovania materiálu.
Tento proces využíva kovovú ťažnosť - jeho schopnosť natrvalo deformovať pod stresom - zatiaľ čo predstavuje elastické zotavenie (alebo Springback) Po odstránení sily.
Materiálne správanie počas ohýbania
Pochopenie toho, ako sa materiály správajú počas ohýbania. Keď sa aplikuje sila, Vonkajšie vlákna kovového zážitku napätia, zatiaľ čo vnútorné vlákna prechádzajú kompresiou.
Napríklad, Ductilné materiály ako hliník a jemná oceľ vykazujú výrazné elastické zotavenie, známy ako Springback, ktoré sa musia očakávať počas dizajnu.
Na rozdiel od, Materiály s nižšou ťažnosťou, ako sú určité ocele s vysokou pevnosťou, vyžadovať presnú kontrolu, aby ste sa vyhli praskaniu alebo vráskavému.
Parametre kľúčov
Proces ohybu upravuje niekoľko parametrov, vrátane:
- Polomer a uhol: Tieto určujú zakrivenie a stupeň ohybu.
- Neutrálna os: Teoretická čiara v materiáli, ktorý nepodarí napätie alebo kompresiu.
- Ťahové a tlakové sily: Ich rovnováha ovplyvňuje kvalitu ohybu.
- Kalctor: Tento pomer pomáha predpovedať umiestnenie neutrálnej osi, zabezpečenie presných výpočtov pre ohyb.
3. Bežné techniky ohýbania kovov
Kovové ohýbanie zahŕňa celý rad techník určených na tvorbu kovu do požadovaných tvarov a zároveň zachováva jeho integritu.
Každá metóda má svoje jedinečné výhody a je vybraná na základe faktorov, ako je typ kovu, geometria, objem výroby, a požadované tolerancie.
V tejto časti, Preskúmame najbežnejšie techniky ohýbania kovov, Poskytovanie hĺbkového pohľadu na to, ako každá metóda funguje, spolu s ich aplikáciami a obmedzeniami.
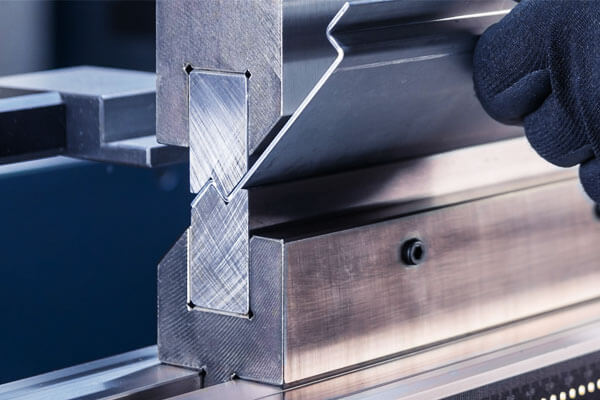
Stlačte ohýbanie brzdy
Ohýbanie brzdy Press je jednou z najčastejšie prijímaných techník pri výrobe kovu.
V tomto procese, Medzi údery a matrice sa umiestni kovový list, A na vytvorenie ohybu sa uplatňuje intenzívna sila. Táto metóda ponúka niekoľko variácií:
- Ohýbanie vzduchu:
Ohýbanie vzduchu, Punch nenúti materiál proti matrici. Tento prístup umožňuje celý rad uhlov ohybu zmenou hĺbky úderu. - Je to obzvlášť užitočné, keď sa v procese ohybu vyžaduje flexibilita. Avšak, Ovládanie presného uhla ohybu môže byť náročné v dôsledku Springback.
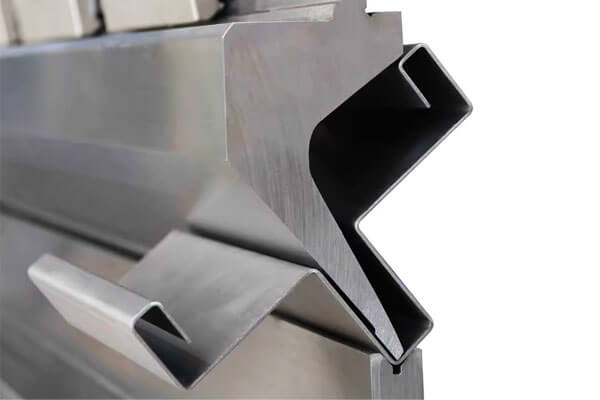
- Spodná časť:
Počas dna, Kov je nútený úplne kontaktovať matricu, čo vedie k konzistentnejším a presnejším ohýbam.
Táto metóda minimalizuje Springback, je ideálny pre aplikácie, kde sú kritické prísne tolerancie. - Vykorisťovanie:
Coining zahŕňa nanášanie extrémne vysokých síl na trvalé zdeformovanie kovu, Vytváranie veľmi ostrých a presných ohybu.
Aj keď táto technika má za následok vynikajúcu opakovateľnosť a minimálny Springback, Vyžaduje špecializované nástroje a vstup s vyššou energiou.
Ohýbanie
Ohýbanie Roll používa sériu valčekov na postupné zakrivenie kovového obrobku do valcového alebo kužeľového tvaru.
Táto metóda sa používa prevažne na vytváranie potrubí, rúrka, a veľké kovové štruktúry. Kľúčové úvahy v ohýbaní rolu zahŕňajú:

- Zarovnanie a konfigurácia valca:
Zabezpečenie správneho zarovnania valcov je nevyhnutné na dosiahnutie jednotného zakrivenia.
K dispozícii sú stroje s tromi rollmi aj štvormickami, S každou konfiguráciou ponúka zreteľné výhody pre riadenie distribúcie sily cez kov. - Rozdelenie sily:
Dokonca aj rozdelenie ohybovej sily zabraňuje defektom, ako je krútenie alebo nerovnomerné zakrivenie, najmä pri práci s materiálmi s rôznymi hrúbkami.
Ohýbanie rolu je obzvlášť efektívne v nastaveniach veľkoobjemového výroby, pretože môže nepretržite spracovať dlhé dĺžky kovu s minimálnym ľudským zásahom.
Údaje z odvetvia formovania kovov ukazujú, že ohýbanie rolu môže dosiahnuť rýchlosť výroby až do 25% rýchlejšie ako tradičné metódy tlačovej brzdy pre určité aplikácie.
Ohýbanie otáčania
Ohýbanie rotačného kreslenia sa špecializuje na ohybové trubice a potrubia, Proces, ktorý vyžaduje presnosť a starostlivosť, aby sa zabránilo vrásky alebo splošteniu materiálu.
Kľúčovou črtou ohýbania rotačného ťahu je použitie tŕňa, ktorý sa vkladá do trubice, aby ju podoprel počas ohýbania.
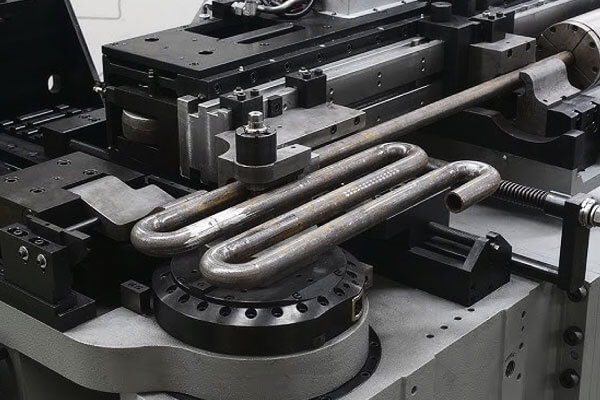
Táto podpora zabraňuje zrúteniu trubice a udržiava jej tvar prierezov.
- Podpora:
Tŕt je rozhodujúci pre vysokokvalitné ohýbanie, pretože zaisťuje, že interiér trubice zostane hladký a bez vrások. - Kresliť mechanizmus:
Pretože trubica je nakreslená okolo ohybovej matrice, Kombinácia vonkajších a vnútorných síl vedie k jednotnému ohyb s minimálnym skreslením.
Ohýbanie sa rotačného remízy sa vo veľkej miere používa v odvetviach, ako je letecký priestor a automobilový priemysel, najmä pre výfukové systémy a konštrukčné hadičky.
Presnosť, ktorú ponúka táto metóda, umožňuje výrobcom dosiahnuť tolerancie v rámci ± 0,5 mm, Aj pre komplexné krivky.
Ohýbanie
Ohýbanie sa natiahnutia zahŕňa napínanie a ohýbanie kovu súčasne, aby sa dosiahla presná a kontrolovaná krivka a zároveň minimalizovala Springback.
Táto technika je obzvlášť účinná pre veľké komponenty, kde je nevyhnutná udržiavanie rozmerovej presnosti.
- Aplikácia duálnej sily:
Aplikáciou ťahovej sily spolu s ohybovou silou, Proces pôsobí proti elastickému zotaveniu (Jar), zabezpečenie toho, aby konečný tvar úzko zodpovedal zamýšľanému dizajnu. - Žiadosti:
Ohýbanie sa nachádza rozsiahle využitie v leteckom a stavebnom priemysle, kde veľké štrukturálne rámce a komponenty vyžadujú presné krivky a robustné mechanické vlastnosti.
Posledné inovácie v ohýbaní sa viedli k zlepšeniu automatizácie a riadenia procesov, skrátenie doby cyklu približne o 20% vo veľkoobjemových výrobných prostrediach.
Ohýbať sa
Ohýbanie utrite je proces, v ktorom je kovový list ohnutý cez pevnú hranu matrice, bežne sa používa pri hromadnej výrobe pre svoju vysokú opakovateľnosť a ľahké nastavenie.
Proces zahŕňa upínacie kovové plachty a potom nanášanie riadenej sily, ktorá spôsobí, že kov utier.
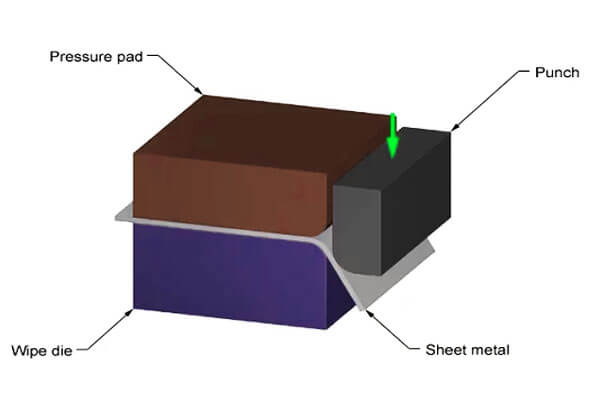
- Konzistencia a opakovateľnosť:
Ohýbanie utierky je známe svojou schopnosťou vytvárať konzistentné a jednotné ohyby, robí z neho ideálny pre veľkoobjemové aplikácie v odvetviach, ako je výroba automobilového panela. - Účinnosť:
Táto metóda minimalizuje čas nastavenia a umožňuje rýchle výrobné cykly, Aj keď je všeobecne obmedzený na jednoduchšie, menej zložité geometrie ohybu.
Horúca vs. Ohýbanie
Teplota, pri ktorej sa ohýbanie kovu vykonáva, výrazne ovplyvňuje výsledok:
- Ohýbanie:
Ohýbanie za studena sa uskutočňuje pri izbovej teplote a je ideálne pre ťažné kovy, ktoré nevyžadujú na deformovanie ďalšie teplo.
Táto metóda zachováva mechanické vlastnosti materiálu a bežne sa používa pre presné diely v elektronike a automobilových aplikáciách. - Horúci ohýbanie:
V horúcom ohýbaní, Kov sa pred ohybom zahrieva. Tento proces znižuje požadovanú silu, minimalizuje riziko praskania, a umožňuje ohýbanie hrubších alebo menej ťažných materiálov.
Horúce ohýbanie sa často používa v stavebných a ťažkých strojových odvetviach. Teploty zahrievania sa môžu meniť, ale zvyčajne sa pohybujú od 300 ° C do 500 ° C, v závislosti od materiálu.
Horúci ohýbanie

4. Vybavenie používané v kovovom ohýbaní
Moderné kovové ohýbanie sa spolieha na špecializované vybavenie, ktoré zaisťuje presnosť, účinnosť, a opakovateľnosť vo výrobnom procese.
Pokroky v technológii viedli k vývoju strojov, ktoré dokážu zvládnuť zložité geometrie a rôzne vlastnosti materiálu, výrazne zvýšenie produktivity.
V tejto časti, Preskúmame kľúčové vybavenie používané v kovovom ohýbaní, Podrobnosti o ich funkciách, prínosy, a technologické inovácie, ktoré poháňajú priemysel vpred.
Stlačiť brzdenie
Brzdy tlače patria medzi najpoužívanejšie stroje v ohýbaní kovu. Pracujú pomocou úderu a matrice na ohýbanie kovových listov do požadovaného tvaru.
- Typy tlačových bŕzd:
Moderné tlačové brzdy sa dodávajú v niekoľkých variantoch, vrátane hydraulického, mechanický, a modely kontrolované CNC.
Hydraulické tlačové brzdy sú známe svojou silou a flexibilitou, Zatiaľ čo stroje kontrolované CNC ponúkajú výnimočnú presnosť a opakovateľnosť.
Mechanické brzdy, Aj keď menej pokročilé, Zostaňte populárne pre menšie výrobné behy kvôli svojej nákladovej efektívnosti. - Technologický pokrok:
Najnovší vývoj v oblasti technológie CNC zlepšil presnosť tlačových brzdy znížením časov nastavenia až o 40%.
Tieto stroje majú tiež pokročilé riadiace systémy, ktoré upravujú silu a rýchlosť v reálnom čase, Zabezpečenie konzistentných uhlov ohybu a minimalizácia defektov ako Springback.
Ohybové stroje
Ohybové stroje sú navrhnuté tak, aby krivovali kovové listy, taniere, alebo trubice pomocou série valcov.
Tieto stroje sú nevyhnutné na výrobu valcových alebo kužeľových tvarov v aplikáciách, ako je potrubie a veľké konštrukčné komponenty.
- Konfigurácia:
Ohybové stroje Roll zvyčajne dodávajú konfigurácie s tromi rollmi alebo štyrmi rollmi.
Stroje s tromi rollmi sú preferované pre štandardné aplikácie kvôli ich jednoduchosti,
Zatiaľ čo stroje so štyrmi rollmi ponúkajú zlepšenú flexibilitu a lepšiu kontrolu nad procesom ohybu, najmä pre hrubšie materiály. - Účinnosť:
Ohýbanie rolu umožňuje nepretržité spracovanie, ktoré môžu zvýšiť rýchlosť výroby až do 25% V porovnaní s tradičnými metódami tlačovej brzdy pre určité aplikácie.
Schopnosť spracovať dlhé dĺžky kovu s minimálnym manuálnym zásahom robí ohýbanie rolu vysoko efektívne vo veľkoobjemových výrobných prostrediach.
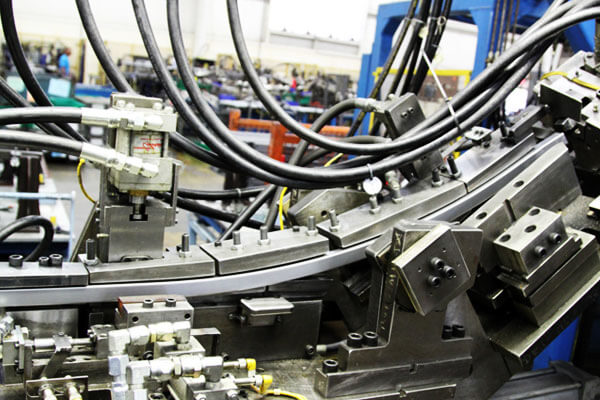
Ohýbačky trubice a rúry
Ohybové stroje trubice a potrubia sú špeciálne navrhnuté tak, aby tvorili krivky v rúrkových materiáloch bez toho, aby ohrozili ich prierezovú integritu.
Tieto stroje zohrávajú rozhodujúcu úlohu v odvetviach, ako je letectvo, automobilový, a HVAC.
- CNC trubice ohýbač:
Bendery trubice kontrolované CNC ponúkajú vysokú presnosť a opakovateľnosť. Na riadenie procesu ohybu používajú pokročilý softvér, Zabezpečenie toho, aby krivky spĺňali prísne rozmerové tolerancie.
Táto presnosť je obzvlášť dôležitá v leteckom priemysle, kde dokonca aj menšie odchýlky môžu ovplyvniť výkon. - Manuálne vs. Automatizované systémy:
Zatiaľ čo manuálne ohýbačky trubice sa stále používajú na malé alebo opravné práce, Automatizované systémy sa stali normou vo veľkoobjemovej výrobe.
Automatizované ohýbače nielen zvyšujú mieru výroby, ale tiež znižujú únavu operátora a minimalizujú riziko ľudskej chyby.
Špecializované ohybové nástroje
Okrem rozsiahlych strojov, Špecializované ohybové nástroje zohrávajú dôležitú úlohu pri dosahovaní presných ohybu v konkrétnych aplikáciách. Tieto nástroje zahŕňajú:
- Zomrieť a údery:
Zomretie a údery na mieru sú rozhodujúce pre dosiahnutie správneho polomeru ohybu a uhla.
Často sa vyrábajú z vysokopevnostnej nástrojovej ocele, aby odolali opakovanému používaniu a udržali presnosť v priebehu času. - Tŕň:
Tŕsy sa používajú v procesoch ohybu a ohýbania rotačnej remízy na podporu vnútra trubice počas procesu ohýbania.
Pomáhajú predchádzať pokrmovaniu a zrúteniu, Zabezpečenie toho, aby si konečný produkt zachoval svoj zamýšľaný prierezový tvar. - Upínacie a svietidlá:
Zabezpečenie častí počas ohýbania, Výrobcovia používajú pokročilé upínacie systémy, ktoré držia kov na mieste, Zníženie rizika sklzu a zabezpečenie konzistentného rozdelenia sily.
Integrácia so softvérom na simuláciu a monitorovanie
Moderné ohýbacie zariadenie čoraz viac zahŕňa simulačný softvér a monitorovacie systémy v reálnom čase.
Tieto technológie umožňujú výrobcom predpovedať deformáciu, Upravte parametre procesu za behu, a znížiť chyby.
Napríklad, analýza konečných prvkov (Fea) Softvérové modely Ohybový proces, umožňujú inžinierov optimalizovať sekvenciu ohybu a minimalizovať problémy, ako je Springback.
Senzory v reálnom čase a slučky spätnej väzby ďalej zvyšujú kontrolu kvality, zabezpečenie toho, aby každý ohýbanie spĺňa presné špecifikácie.
5. Zhrnutie bežných kovových ohybových materiálov
Oceľ:
Široko používané na svoju vysokú pevnosť a trvanlivosť, oceľ je ideálna pre konštrukčné aplikácie v automobilovom a ťažkom stroji.
Avšak, Jeho sila vyžaduje významnú silu počas ohýbania, a Springback musí byť starostlivo spravovaný.
hliník:
Oceňované pre svoju ľahkú a vysokú ťažnosť, hliník Vyniká v leteckých a automobilových aplikáciách.
Jeho ľahké ohýbanie umožňuje hladké krivky, Dizajnéri však musia zodpovedať za Springback (až do 10%) na dosiahnutie presných rozmerov.

Meď:
Známy pre vynikajúcu elektrickú a tepelnú vodivosť, meďVysoká ťažnosť je vhodná pre elektrické komponenty a výmenníky tepla.
Jeho jemnosť, však, vyžaduje presnú kontrolu, aby sa zabránilo deformácii.
titán:
titán ponúka vynikajúci pomer sily k hmotnosti a výnimočnú odolnosť proti korózii, urobiť z neho najlepšiu voľbu pre letecké a lekárske komponenty.
Kvôli jeho nižšej ťažnosti, Špecializované techniky ohýbania horúceho ohýbania sú často potrebné, aby sa zabránilo praskaniu.
Iné materiály
Okrem vyššie uvedených primárnych kovov, Ostatné materiály sa občas používajú pri ohýbaní kovu:
- Nerezová oceľ: Cena pre svoj odpor korózie a estetické odvolanie, Nerezová oceľ sa často používa v architektonických a spotrebiteľských aplikáciách.
Jeho ohybové správanie si vyžaduje starostlivú pozornosť, aby sa minimalizoval Springback a udržal rozmerovú presnosť. - Mosadz: Kombinácia dobrej ťažnosti s atraktívnym vzhľadom, Mosadz sa používa v dekoratívnych a presných aplikáciách.
Avšak, Jeho nižšia pevnosť v porovnaní s oceľou si vyžaduje starostlivú kontrolu procesu, aby sa predišlo nadmernému ohýbaniu. - Špeciálne zliatiny: Zliatiny, skonštruovaný pre konkrétne výkonnostné charakteristiky, sa niekedy používajú v high-tech alebo špecializovaných aplikáciách.
Tieto materiály môžu ponúknuť jedinečné výhody, ako je vylepšená tepelná stabilita alebo odolnosť voči extrémnym prostrediam, ale môže tiež predstavovať výzvy v ohýbaní v dôsledku neštandardných vlastností.
6. Výzvy v ohýbaní a riešeniach kovu
Kovový ohýbanie, Aj keď je široko prijatý, predstavuje niekoľko výziev, ktoré môžu ovplyvniť kvalitu a konzistentnosť konečného produktu.
Riešenie týchto výziev je rozhodujúce pre presné dosiahnutie, odolný, a nákladovo efektívne výsledky.
Nižšie, Načrtneme hlavné výzvy, s ktorými sa stretávame počas kovového ohýbania spolu s efektívnymi riešeniami.
Ovládací prvok
Spochybniť:
Springback sa vyskytuje, keď sa ohnutý kov čiastočne vráti do svojho pôvodného tvaru po odstránení sily. Toto elastické zotavenie môže viesť k nepresnostiam v konečných rozmeroch.
Roztoky:
- Nadmerne ohýbanie: Úmyselne nadmerne ohýbať materiál 5-10% na kompenzáciu predpokladaného Springbacku.
- Coining a úľava zo stresu: Aplikujte lokalizované razenie alebo tepelné ošetrenie po ohýbaní, aby sa znížilo zvyškové napätie.
- Simulácia počítača: Využite analýzu konečných prvkov (Fea) softvér na predpovedanie Springback a prispôsobenie parametrov ohybu podľa toho.
Praskanie materiálu a vrásky
Spochybniť:
Nadmerná ohybová sila alebo nesprávny polomer ohybu môže spôsobiť praskanie alebo vrásky materiál, najmä v krehkých alebo vysoko pevných kovoch.
Roztoky:
- Optimalizované ohybové polomery: Dizajn s vhodnými polomermi, ktoré rešpektujú ťažnosť materiálu.
- Postupné ohýbanie: Implementovať postupy prírastkových ohýbaní na rovnomerné rozdelenie kmeňu a minimalizáciu rizika trhlín.
- Mazanie: Na zníženie trenia a zníženie sily potrebnej na ohýbanie použite vysoko kvalitné mazivá, Tým zabránenie pokrčenia.
Udržiavanie rozmerovej presnosti
Spochybniť:
Variácie materiálových vlastností a nezrovnalostí v procese ohybu môžu viesť k odchýlkam od cieľových rozmerov, vplyv na funkčnosť produktu.
Roztoky:
- Presné nástroje a vybavenie: Použite stroje kontrolované CNC a vysokohorské meracie prístroje na monitorovanie a úpravu parametrov ohybu v reálnom čase.
- Simulácia procesu: Na predpovedanie deformácie a optimalizáciu ohybovej sekvencie pred výrobou použite pokročilý simulačný softvér.
- Systémy riadenia kvality: Implementujte prísne kontroly kvality in-line, aby ste identifikovali a opravili odchýlky počas výroby.
Riadenie materiálovej heterogenity
Spochybniť:
Rôzne kovy a dokonca aj variácie v rovnakom kovu môžu nepredvídateľne reagovať na ohybové sily, čo vedie k nekonzistentným výsledkom, ako sú nerovnomerné ohýbanie alebo lokalizované zlyhania.
Roztoky:
- Testovanie materiálu: Vykonajte dôkladné testovanie, aby ste pochopili správanie špecifickej zliatiny pod ohýbajúcimi sa stresmi.
- Parametre procesu na mieru: Prispôsobte nastavenia ohybu - napríklad silu, rýchlosť, a teplota - založená na charakteristikách materiálu.
- Spolupráca dodávateľa: Úzko spolupracujte s dodávateľmi materiálov, aby ste zaistili konzistentnú kvalitu a vlastnosti, ktoré zodpovedajú výrobným požiadavkám.
7. Výhody ohýbania kovu
Kovové ohýbanie ponúka niekoľko presvedčivých výhod:
- Nákladová efektívnosť: Pretože proces neodstraňuje materiál, Minimalizuje odpad a znižuje náklady na materiál.
- Vysoká účinnosť: Automatizované ohybové procesy výrazne skrátili časy výroby, robia z nich ideálne pre výrobu s veľkým objemom.
- Presnosť: Moderné CNC stroje a simulačný softvér umožňujú výrobu zložitých tvarov s prísnymi toleranciami.
- Chránenie materiálu: Ohýbanie zachováva vnútornú pevnosť a integritu pôvodného materiálu, robí ho ideálnym pre štrukturálne aplikácie.
- Všestrannosť: Môže byť ohnutý široký rozsah kovov, uspokojenie rôznych priemyselných potrieb.
8. Aplikácie ohýbania kovov v rôznych odvetviach
Kovové ohýbanie nájde rozšírené použitie vo viacerých sektoroch:
- Automobilový priemysel: Používa sa v podvozku, výfukové systémy, a štrukturálne komponenty na zlepšenie výkonu a zníženie hmotnosti.
- Letectvo a kozmonautika: Pre formovanie trupových štruktúr kritických, rúrka, a rámy, kde sú presnosť a pevnosť prvoradé.
- Konštrukcia: Ohybové techniky tvarov kovové rámy, mosty, a dekoratívne fasády, prispievanie k forme aj funkcii.
- Ťažký stroj: Používané na štrukturálne posilňovanie a hydraulické komponenty na zvýšenie trvanlivosti.
- Elektronika a spotrebný tovar: Používa sa na vytváranie kovových krytín, zátvorky, a prílohy, ktoré si vyžadujú presnosť aj vizuálne príťažlivosť.
9. Porovnanie s inými procesmi formovania kovov
Nižšie je porovnávacia tabuľka, ktorá zdôrazňuje kľúčové rozdiely medzi kovovým ohýbaním a inými spoločnými procesmi tvorby kovov, vrátane pečiatka, zváranie, a obrábanie.
Táto tabuľka načrtáva vplyv každého procesu na integritu materiálu, efektívnosť výroby, náklady, odpad, a typické aplikácie.
| Spracovanie | Integrita | Efektívnosť výroby | Nákladová efektívnosť & Odpad | Kľúčové aplikácie |
|---|---|---|---|---|
| Ohýbanie kovov | Zachováva pôvodný materiál s minimálnym odstránením; udržiava štrukturálnu silu a kontinuitu. | Vysoká účinnosť pomocou automatizovaných systémov CNC; Ideálne pre nepretržité krivky a uhly. | Odpadový odpad; nákladovo efektívne pre výrobu s veľkým objemom. | Automobilový podvozok, letecké trupy, architektonické rámy, ťažký stroj. |
| Pečiatka | Zahŕňa rezanie a tvarovanie; odstraňuje prebytočný materiál, ktoré môžu oslabiť štrukturálnu integritu, ak nie sú optimalizované. | Veľmi rýchle časy cyklu; Vynikajúce pre zložité tvary vo veľkých výrobných behoch. | Vytvára viac odpadu v dôsledku odstránenia materiálu; náklady na vysoké materiály. | Veľkoobjemové komponenty, ako sú elektronické kryty, automobilové panely, a spotrebiče. |
Zváranie |
Pripojí sa samostatné kovové kúsky; môže vytvárať slabé body na kĺboch; často vyžaduje ďalšie dokončenie. | Mierna rýchlosť; Zložitosť sa zvyšuje s viacerými bodkami a požiadavkami na kontrolu kvality. | Vyššie prevádzkové náklady v dôsledku spracovania práce a po zváraní; potenciál materiálneho stresu. | Výstavba, stavba lodí, automobilová zostava, ťažký stroj. |
| Obrábanie | Subtraktívny proces, ktorý odstraňuje materiál, Potenciálne ohrozujúca sila a spôsobovanie vysokých rýchlosti šrotu. | Pomalší proces; vysoká presnosť, ale často vyžaduje viac prihrávok. | Vysoká spotreba energie a významný odpad z materiálu; Vyššie prevádzkové náklady. | Presnosť, formy, a časti vyžadujúce prísne tolerancie, Najmä v leteckom a zdravotníckych pomôckach. |
10. Budúce trendy a inovácie v ohýbaní kovov
Budúcnosť kovového ohýbania vyzerá sľubne, poháňaný prebiehajúcim technologickým pokrokom:
- Automatizácia a ovládanie CNC: Vylepšená automatizácia znižuje ľudskú chybu a zlepšuje opakovateľnosť.
Údaje naznačujú, že stroje ohybu CNC môžu zvýšiť účinnosť výroby až o 30% v porovnaní s manuálnymi metódami. - Simulačný softvér: Advanced Modeling Tools predpovedajú deformáciu a optimalizovať parametre ohybu, zníženie odpadu z materiálu a minimalizácia defektov.
- Inteligentné materiály: Výskum flexibilných kovov so zlepšenými sľubmi ohybu na rozšírenie možností ohýbania kovov v inovatívnych aplikáciách.
- Ekologické metódy: Výrobcovia čoraz viac prijímajú energeticky efektívne procesy a stratégie znižovania odpadu.
Očakáva sa, že integrácia zelených technológií výrazne zníži uhlíkovú stopu operácií ohýbania kovov.
11. Záver
Kovové ohýbanie zostáva základným procesom v modernej výrobe, Ponúka zmes efektívnosti, presnosť, a nákladová efektívnosť.
Jeho schopnosť formovať kov bez straty materiálu, spojené s pokrokom v automatizácii a simulácii, Vďaka tomu je nevyhnutné v odvetviach, ako je automobil, kozmonautika, a výstavba.
Ako sa naďalej vyvíjajú nové technológie a udržateľné postupy, Ohýbanie kovov bude nepochybne zohrávať rozhodujúcu úlohu pri splnení požiadaviek budúcich výrobných výziev.
Prijatím týchto inovácií, Výrobcovia môžu optimalizovať svoje procesy, znížiť odpad, a zabezpečiť vysokokvalitnú výrobu a zároveň si zachovať konkurenčnú výhodu na globálnom trhu.
LangHe je ideálna voľba pre vaše výrobné potreby, ak potrebujete vysoko kvalitné služby ohýbania kovov.


Pingback: Ako nastaviť CNC ohýbačku valcov na presné výsledky? - CNCRB