
Zavedenie
V investičnom castingu, topenie je len polovica príbehu. Skutočná premena začína, keď roztavená zliatina vstúpi do keramického obalu a začne strácať teplo.
V tom bode, kov sa pohybuje z tekutého stavu do pevného, a rozhoduje sa o celej budúcnosti kastingu: jeho správnosť, jeho vnútornú štruktúru, jeho rozmerová presnosť, a jeho náchylnosť k poruchám.
Táto zmena z kvapaliny na pevnú látku sa nazýva tulifikácia.
V hutníckom jazyku, označuje sa aj ako primárna kryštalizácia, pretože zahŕňa nukleáciu, rast kryštálov, a vytvorenie konečnej kovovej štruktúry.
Z hľadiska prenosu tepla, však, tuhnutie najlepšie chápeme ako proces, pri ktorom teplo prúdi z odliatku do formy a následne do okolitého prostredia.
Tieto dva pohľady opisujú tú istú udalosť, ale zdôrazňujú rôzne inžinierske otázky.
Pýta sa hutnícky pohľad: Ako sa tvoria jadrá? Ako rastú zrná? Aký druh štruktúry sa vyvíja?
Pýta sa termálny pohľad: Ako rýchlo odliatok stráca teplo? Kde začína tuhnutie? Kde sa pravdepodobne objavia chyby zmršťovania? Ako môže byť proces kontrolovaný?
Na investičné liatie, praktický je najmä termálny pohľad. Mnoho bežných chýb odliatku – ako napríklad chybný chod, dutiny, mikrozmršťovanie, slzy, pórovitosť, oddelenie, a inklúzie - sú úzko spojené s tým, ako odliatok tuhne.
Silné pochopenie tuhnutia je preto nevyhnutné pre navrhovanie vtokového systému, stúpajúca, hrúbka škrupiny, teplotu predhrievania, podmienky chladenia, a stratégiu smerového zmrazenia.
1. Prečo je solidifikácia dôležitá pri odlievaní investícií
Odliatok nezlyhá len preto, že kov bol naliaty nesprávne. Veľmi často, hlavná príčina spočíva v spôsobe stuhnutia kovu po naliatí.
Ak je tuhnutie príliš rýchle v nesprávnej oblasti, časť môže zamrznúť skôr, ako sa úplne nasunie.
Ak je príliš pomalý, zmršťovanie a segregácia sa môžu stať závažnejšími.
A ak je teplotné pole nerovnomerné, horúce miesta môžu zostať tekuté dlho po stuhnutí okolitej škrupiny, vytváranie podmienok pre vznik dutín alebo prasklín.
Odlievanie investícií je obzvlášť citlivý, pretože proces využíva skôr keramickú škrupinu ako hrubú, vysoko izolačná piesková forma.
Táto škrupina môže byť navrhnutá pre presnosť a jemné detaily, ale tiež to znamená, že tepelné prostredie je vysoko premyslené.
Hrúbka škrupiny, predhrievať, poťahovanie, izolácia, a teplota odlievania kovu všetky formujú teplotné pole, a preto určujú konečnú kvalitu odliatku.
V praxi, tuhnutie je skrytá architektúra odliatku. Forma môže definovať geometriu, ale stuhnutie definuje vnútornú realitu.
2. Teplotné pole investičných odliatkov

Základná koncepcia teplotného poľa odlievania
Takmer všetky fyzikálne javy vyskytujúce sa počas tuhnutia odliatku sú termodynamické funkcie závislé od teploty.
Hlavným cieľom výskumu prenosu tepla tuhnutím je sledovanie dynamických zmien teplotného poľa v odliatkoch a keramických škrupinách v priebehu času.
Analýzou rozloženia teplotného poľa, inžinieri dokážu presne predpovedať kritické výrobné ukazovatele:
veľkosť zón tuhnutia v reálnom čase na prierezoch, rýchlosť šírenia front tuhnutia, priestorové rozloženie defektov zmrašťovania, a celkový čas tuhnutia.
Tieto analytické údaje poskytujú spoľahlivú teoretickú podporu pre návrh hradlového systému, usporiadanie stúpačky, a pomocné chladiace opatrenia.
V skutočnej výrobe investičných odliatkov, konvenčné pomocné procesy, ako je obalenie škrupinovou bavlnou, chladenie, umiestnenie chladiacej žehličky, zahusťovanie povlaku,
a nútené chladenie vzduchom v podstate mení rozloženie teplotného poľa na reguláciu chladiacich sekvencií.
Aj keď sa v numerických simulačných výpočtoch aplikujú zložité matematické modely a termodynamické vzorce,
tento článok zjednodušuje abstraktné matematické odvodenia a zameriava sa na praktické princípy priemyselného prenosu tepla pre intuitívne pochopenie.
Praktické vlastnosti prenosu tepla v hromadnej výrobe
Väčšina výrobných pracovníkov má tendenciu príliš zjednodušovať proces chladenia, iba posudzovanie stavu tuhnutia podľa intuitívneho času chladenia a ignorovanie zložitých vnútorných mechanizmov vedenia tepla.
V investičnom castingu, celkový systém odvodu tepla zahŕňa tepelné žiarenie a konvekciu z keramických plášťov do atmosférického prostredia.
Rôzne spôsoby umiestnenia chladenia výrazne ovplyvňujú účinnosť prenosu tepla: hotové škrupiny je možné umiestniť na chladiace stojany, pieskové lôžka, alebo zahrabané v plniacom piesku.
Nalievanie zasypaného piesku predstavuje typickú nízkoúčinnú metódu chladenia. Hrubé pieskové vrstvy izolujú keramický plášť, drasticky spomaľuje vonkajší odvod tepla.
Predĺžená retencia pri vysokej teplote nielenže predlžuje cykly tuhnutia, ale tiež spúšťa nepriaznivé chemické reakcie na chybných materiáloch plášťa, čo vedie k chemickej adhézii piesku, povrchové jamky, pórovitosť trosky, a ťažké odstránenie škrupiny.
V extrémnom hypotetickom scenári, ak keramický plášť dosahuje absolútnu tepelnú izoláciu bez vedenia tepla alebo sálania, roztavená zliatina vo vnútri nikdy nedokončí stuhnutie,
čo intuitívne demonštruje rozhodujúcu úlohu odvodu tepla pri tuhnutí.
Heterogénne chladenie spôsobené štruktúrou & Rozdiely v hrúbke škrupiny
Priemyselné investičné odliatky nevyhnutne obsahujú zložité geometrické prvky, vrátane drážok, vnútorné dutiny, ostré rohy, a prechodné zákruty.
Výsledkom týchto zložitých štruktúr je nerovnomerná hrúbka keramického plášťa. Dokonca aj pre rovnaké pozície na rovnakej šarži produktov, nekonzistentné manuálne operácie nanášania vedú k nerovnomernej hrúbke škrupiny.
Nerovnomerný tepelný odpor plášťa narúša prirodzené chladenie: pôvodne prednastavené zóny rýchleho tuhnutia odďaľujú tuhnutie, zatiaľ čo oblasti s hrubým prierezom s požiadavkami na kŕmenie sa predčasne ochladzujú.
Táto neusporiadaná sekvencia tuhnutia priamo vyvoláva abnormálne zmršťovacie dutiny a lokalizovanú pórovitosť.
Latentné kryštalizačné teplo & Vnútorný tepelný stres
Okrem makroskopického rozptylu tepla plášťa, latentné kryštalizačné teplo je často prehliadaným základným faktorom.
Počas premeny kvapaliny na pevnú látku, zliatiny nepretržite uvoľňujú latentné teplo, ktorý ohrieva priľahlé stuhnuté zóny a oneskoruje následný postup tuhnutia.
Na rozdiel od zjednodušeného poznania tuhnutia vrstvy po vrstve smerom von, skutočné rozhranie tuhnutia je nepravidelné a kolísavé.
Ďalej, nerovnomerné vedenie tepla vytvára nerovnomerné vnútorné tepelné napätie v celom odliatku.
Nadmerne koncentrované tepelné napätie sa šíri pozdĺž hraníc zŕn a slabých miest štruktúry, prípadne tvoriace defekty trhania za tepla a praskania za studena.
V súčasnosti, mainstreamový simulačný softvér odlievania sa pri výpočte rozloženia teplotného poľa spolieha na termodynamické matematické modely, predpovedanie trvania tuhnutia a miesta defektov zmršťovania.
Je pozoruhodné, že počiatočné okrajové podmienky, ako je teplota plášťa, okolitej teplote, a teplota liatia zliatiny priamo určujú presnosť simulácie.
3. Kľúčové faktory, ktoré ovplyvňujú tuhnutie
| Faktor | Čo to ovplyvňuje | Inžiniersky dôsledok |
| Tepelná difúznosť kovu | Ako rýchlo sa vyrovná teplota vo vnútri odliatku | Vysoká difúznosť vytvára plochejší teplotný profil a menšie gradienty; nízka difúznosť vytvára strmšie gradienty. |
| Latentné kryštalizačné teplo | Koľko tepla sa uvoľní počas mrazenia | Vyššie latentné teplo predlžuje tuhnutie a vyrovnáva teplotné pole. |
| Teplota tuhnutia | Úroveň teploty, pri ktorej dochádza k zamrznutiu | Vyššie teploty mrazu vo všeobecnosti zvyšujú tepelné gradienty a zahrievanie formy. |
Tepelné vlastnosti formy |
Ako rýchlo škrupina absorbuje a odovzdáva teplo | Rýchlejšia absorpcia tepla urýchľuje tuhnutie, ale môže tiež zvýšiť intenzitu gradientu. |
| Nalievanie teploty | Počiatočná tepelná energia v tavenine | Vyššie prehriatie spomaľuje tuhnutie; nižšie prehriatie skracuje čas mrazenia, ale môže zvýšiť riziko nesprávneho chodu. |
| Hrúbka steny odliatku | Výhrevnosť a čas mrazenia | Hrubé časti sa ochladzujú pomalšie a s väčšou pravdepodobnosťou vytvoria chyby zmršťovania. |
| Geometria a dizajn rohov | Lokálna koncentrácia tepla a smerové mrazenie | Krivky, rohy, a prechody sekcií môžu vytvárať horúce miesta alebo zlepšovať chladenie v závislosti od tvaru. |
4. Vplyv vlastností kovov na tuhnutie
Tepelná difúznosť
Tepelná difúznosť popisuje, ako rýchlo sa teplo šíri materiálom.
Na kastingu, vyššia tepelná difúznosť znamená, že teplotný rozdiel medzi povrchom a stredom zmizne rýchlejšie. Výsledkom je rovnomernejšie teplotné pole.
Nižšia tepelná difúznosť znamená, že teplo zostane dlhšie zachytené v strede, vytvára strmší teplotný profil.
To je dôležité, pretože smer a rýchlosť mrazenia závisia od toho, ako rýchlo sa teplo môže pohybovať cez kov.
Všetko ostatné rovnaké, kovy s nízkou tepelnou difúziou majú tendenciu tuhnúť so silnejším teplotným gradientom a väčším rizikom vnútorných horúcich miest.
Latentné teplo
Keď roztavený kov stuhne, uvoľňuje latentné teplo. Toto teplo nezmizne okamžite; musí sa preniesť do škrupiny predtým, ako môže pokračovať zmrazenie.
Väčšie latentné teplo znamená, že odliatok musí odovzdať viac energie, kým sa dosiahne úplné stuhnutie. To má tendenciu predĺžiť čas mrazenia a vyrovnať teplotné pole.
Teplota mrazu
Rozhodujúca je aj absolútna teplota tuhnutia. Kov, ktorý zamrzne pri vyššej teplote, ponecháva systém formy dlhšie horúci.
Teplotný rozdiel medzi povrchom odliatku a vnútrom škrupiny sa môže zväčšiť, čo ovplyvňuje teplotné pole a pravdepodobné umiestnenie defektov.
Všeobecne, nízkotaviteľné neželezné zliatiny majú tendenciu vykazovať odlišné správanie pri chladení ako vysokoteplotné ocele a železá, čo je jeden z dôvodov, prečo investičné liatie reaguje odlišne v závislosti od rodiny zliatin.
5. Vplyv vlastností formy a škrupiny
Škrupina nie je pasívna. Je aktívnym tepelným partnerom pri tuhnutí.

Absorpcia tepla škrupiny
Škrupina, ktorá rýchlo absorbuje teplo, urýchli tuhnutie.
To môže byť užitočné, keď je dôležitá presnosť alebo čas cyklu, ale môže tiež vytvoriť ostrejší teplotný gradient.
Škrupina, ktorá absorbuje teplo pomalšie, predĺži čas tuhnutia a môže spôsobiť plochejšie teplotné pole, ale môže tiež zvýšiť riziko zmrštenia, ak kŕmenie nie je správne navrhnuté.
Predhrejte škrupinu
V investičnom castingu, Predhrievanie plášťa je hlavnou premennou procesu.
Teplejšia škrupina znižuje tepelný šok a môže zlepšiť plnenie, ale tiež znižuje tepelnú hnaciu silu tuhnutia na začiatku.
Chladnejšia škrupina odoberá teplo rýchlejšie, ale môže spôsobiť riziko stekania alebo nesprávneho chodu, ak kov počas plnenia príliš rýchlo stratí teplotu.
Predhrievanie škrupiny je teda rovnováhou medzi plniacou schopnosťou a kontrola tuhnutia.
Hrúbka škrupiny a lokálny náter
Miestna hrúbka plášťa sa môže líšiť v dôsledku techniky stavby plášťa, geometria, a prax operátora. Hrubšie časti škrupiny viac izolujú a chladia inak ako tenšie časti.
To môže neúmyselne zmeniť postupnosť tuhnutia, spôsobí, že „správna“ oblasť zamrzne príliš skoro alebo „nesprávna“ oblasť zostane príliš dlho tekutá.
Preto na uniformite škrupiny tak záleží. Nerovnomerná hrúbka škrupiny môže zmeniť odliatok, ktorý vyzerá dobre navrhnutý, na odliatok so skrytými problémami zmršťovania alebo deformácie.
6. Vplyv podmienok liatia
Podmienky liatia neurčujú len to, či sa forma naplní. Určujú tiež východiskový bod tuhnutia.

Prehriatie
Prehriatie je množstvo, o ktoré teplota roztaveného kovu prekročí svoj likvidus alebo prah mrazu.
Mierne množstvo prehriatia pomáha kovu zostať v tekutom stave dostatočne dlho na to, aby naplnil formu.
Ale ak je prehriatie príliš vysoké, účinne zvyšuje tepelnú energiu, ktorú musí škrupina odobrať pred začiatkom mrazenia.
Väčšie prehriatie zvyčajne znamená:
- dlhší čas tuhnutia,
- plochejší alebo oneskorený mrazivý front,
- vyššie tepelné zaťaženie plášťa,
- a potenciálne väčšie riziko segregácie alebo deformácie, ak nie je riadená chladiaca dráha.
Rýchlosť nalievania
Rýchlosť nalievania ovplyvňuje kvalitu náplne aj tepelnú stabilitu. Príliš pomalé, a kov môže začať mrznúť skôr, ako sa dutina naplní.
Príliš rýchlo, a turbulencie, unášaný plyn, alebo môže dôjsť k erózii škrupiny. Ideálna rýchlosť odlievania umožňuje hladké plnenie formy pri zachovaní regulovateľného tepelného poľa.
Teplota nalievania vs. kovový typ
Vplyv teploty liatia závisí od zliatiny a spôsobu odlievania.
V niektorých systémoch, najmä tie s vysokou tepelnou vodivosťou foriem alebo kovové formy, nadmerné prehriatie sa rýchlo stratí a účinok môže byť menej dramatický.
V investičnom castingu, však, vlastnosti škrupiny a geometria dielu často robia z teploty liatia veľmi dôležitú premennú.
7. Vplyv geometrie odlievania
Geometria odliatku hrá ústrednú úlohu v ceste tuhnutia.
Hrúbka steny
Hrubé časti udržia viac tepla a tuhnú pomalšie. Tenké časti rýchlo zmrazia.
Tento rozdiel vytvára smerový zmrazovací vzor, ktorý možno použiť zámerne resp, ak je zle navrhnutý, môže vytvárať defekty.
Tvar a rohy
Tvar mení miestne chladiace prostredie. Konvexné povrchy sa vo všeobecnosti ochladzujú inak ako ploché povrchy, pretože okolitý objem plášťa je k dispozícii na absorbovanie tepelných zmien.
Konkávne povrchy a vnútorné rohy sa často ochladzujú pomalšie, pretože hmota škrupiny okolo nich je obmedzenejšia a dráha tepelného toku je menej priaznivá..
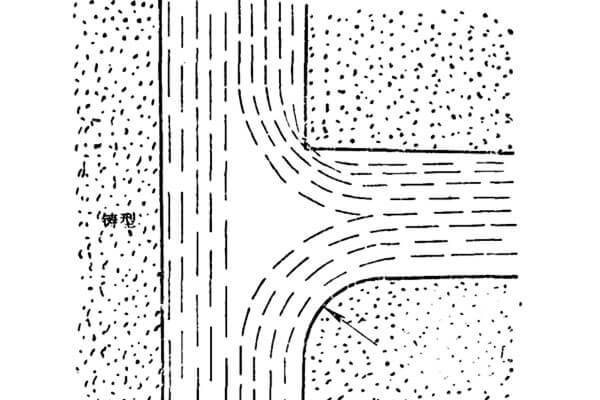
Polomer verzus ostrý roh
Ostrý vnútorný roh je klasickým hot-spotom.
Výmena ostrého vnútorného rohu za polomer zväčšuje oblasť prenosu tepla a pomáha rohu rovnomernejšie stuhnúť.
Preto sa vnútorné filé často používajú na zníženie koncentrácie trhlín za tepla a zmršťovania.
Bežným nedorozumením je, že polomer jednoducho „pridáva hrúbku“, a preto musí chladnúť pomalšie.
V skutočnosti, väčšia plocha na prenos tepla môže prevážiť pridanú lokálnu hmotu, skôr zlepšenie ako zhoršenie správania tuhnutia.
Prechody sekcií
Náhla zmena z hrubej na tenkú časť môže narušiť postup mrazenia.
Tenká časť môže najskôr zamrznúť a izolovať hrubšiu časť, ktorý sa potom stáva zraniteľným voči zmršťovaniu.
Dobrý dizajn odlievania zabraňuje náhlym tepelným nespojitostiam, kedykoľvek je to možné.
8. Režimy tuhnutia a ich praktický význam
Tuhnutie môže byť široko chápané z hľadiska toho, ako front mrazu postupuje cez časť.
Smerová tuhosť
Toto je ideálny prípad v dizajne odliatkov. Kov tuhne postupne od jedného konca alebo povrchu smerom k stúpačke alebo privádzacej oblasti, takže tekutý kov môže nepretržite zásobovať zmršťovaciu zónu.
Smerové tuhnutie je základom zdravého dizajnu odlievania, pretože pomáha predchádzať zmršťovacím dutinám.
Chladiace stuhnutie
Ak miestna oblasť zamrzne príliš skoro, pretože rýchlo stráca teplo, môže sa správať ako chladená zóna.
To môže byť užitočné vo vybraných prípadoch, ale ak stuhnutá oblasť blokuje prívod do iných oblastí, môžu spôsobiť chyby zmrštenia.
Súčasné tuhnutie
Ak veľká časť zamrzne takmer v rovnakom čase v celom svojom objeme, kŕmenie zmršťovaním sa stáva ťažkým.
Tento režim je zvyčajne menej žiaduci, pokiaľ proces nebol špeciálne navrhnutý tak, aby ho podporoval.
Praktickým cieľom pri odlievaní na investíciu je zvyčajne zvládnuť tuhnutie tak, aby pridávanie zostalo možné až do zamrznutia posledného kritického horúceho miesta.
9. Bežné chyby vzniknuté počas tuhnutia
Mnohé chyby odliatku vznikajú počas fázy mrazenia, nie počas nalievania.
Zmršťovacia dutina
Ako tekutý kov tuhne, Zmluva sa. Ak kontrakciu nenapája blízky tekutý kov, v poslednej oblasti na zamrznutie sa môže vytvoriť dutina.
Mikrozmršťovanie alebo zmršťovacia pórovitosť
Namiesto jednej viditeľnej dutiny, odliatok môže obsahovať veľa malých vnútorných dutín v oblasti nedostatočného podávania.
Tieto sú obzvlášť škodlivé pri vysokovýkonných odliatkoch, pretože môžu znížiť pevnosť a odolnosť proti úniku.
Slzy
Ak je odliatok počas zmršťovania obmedzený a škrupina alebo geometria bráni voľnej kontrakcii, môže dôjsť k praskaniu, kým je kov ešte čiastočne pevný.
Ostré rohy, prudké zmeny sekcií, a zle kontrolované tepelné gradienty toto riziko zvyšujú.
Oddelenie
Počas tuhnutia, legujúce prvky nemusia zostať dokonale rovnomerné.
Medzi oblasťami so skorým a neskorým mrazom sa môžu vytvoriť miestne rozdiely v zložení. To môže ovplyvniť mechanické vlastnosti a korózne správanie.
Pórovitosť
Ak je v tavenine prítomný plyn alebo škrupina nemôže správne odvzdušniť, plynové vrecká sa môžu zachytiť, keď kov zamrzne.
Toto je obzvlášť závažné pri presných odliatkoch, kde záleží na vnútornom poriadku.
10. Ako sa kontroluje tuhnutie pri liatí na investovanie
Účelom návrhu procesu nie je jednoducho nechať kov zamrznúť. Ide o to, aby to kontrolovane zmrazilo.
Praktické metódy zahŕňajú:
- výber vhodnej teploty nalievania,
- predhriatie škrupiny na správnu úroveň,
- kontrola hrúbky škrupiny a povlaku,
- navrhovanie vtoku a stúpania pre smerové zmrazovanie,
- v prípade potreby použite zimnicu alebo miestnu izoláciu,
- riadenie podmienok chladenia po naliatí,
- a udržiavanie teplotného poľa čo najpredvídateľnejšie.
V mnohých zlievarňach, to, čo sa javí ako „problém chyby odliatku“, je v skutočnosti problém kontroly tuhnutia.
Ak je teplotné pole nesprávne, žiadna následná kontrola nemôže úplne obnoviť časť.
11. Záver
Investičné liatie je často obdivované pre svoju presnosť a kvalitu povrchu, ale tieto kvality sa dosiahnu len vtedy, keď je tuhnutie správne pochopené a kontrolované.
Pri prechode z kvapaliny na pevnú látku vzniká vnútorná štruktúra, kde je kŕmenie buď zachované alebo stratené, a kde sa väčšine hlavných chýb odliatku buď predchádza, alebo sa rodia.
Hlavná lekcia je jednoduchá: dobrý investičný odliatok nie je len správne odliaty, ale správne zmrazené.
Teplotné pole, správanie škrupiny, stav nalievania, a geometria odlievania spolupracujú pri určovaní, či sa finálna časť stane zvukom, stajňa, a užitočné.
Pochopenie tuhnutia teda nie je teoretické cvičenie. Je to jedna z najpraktickejších zručností v technike investičného odlievania.

