
ভূমিকা
বিনিয়োগ ঢালাই মধ্যে, গলে যাওয়া গল্পের মাত্র অর্ধেক. আসল রূপান্তর শুরু হয় যখন গলিত খাদ সিরামিক শেলে প্রবেশ করে এবং তাপ হারাতে শুরু করে.
সেই সময়ে, the metal moves from a liquid state toward a solid one, and the entire future of the casting is being decided: its soundness, its internal structure, its dimensional accuracy, and its susceptibility to defects.
This change from liquid to solid is called দৃ ification ়করণ.
In metallurgical language, it is also referred to as primary crystallization, because it involves nucleation, crystal growth, and the formation of the final metal structure.
একটি তাপ স্থানান্তর দৃষ্টিকোণ থেকে, তবে, দৃঢ়ীকরণকে সবচেয়ে ভালোভাবে বোঝা যায় সেই প্রক্রিয়া হিসেবে যার মাধ্যমে তাপ ঢালাই থেকে ছাঁচে এবং তারপর আশেপাশের পরিবেশে প্রবাহিত হয়।.
এই দুটি দৃষ্টিভঙ্গি একই ঘটনা বর্ণনা করে, কিন্তু তারা বিভিন্ন ইঞ্জিনিয়ারিং প্রশ্নের উপর জোর দেয়.
ধাতব দৃষ্টিভঙ্গি জিজ্ঞাসা করে: নিউক্লিয়াস কিভাবে গঠন করে? কিভাবে শস্য বৃদ্ধি হয়? কি ধরনের গঠন বিকাশ?
তাপীয় দৃশ্য জিজ্ঞাসা করে: কত দ্রুত ঢালাই তাপ হারান? দৃঢ়তা কোথায় শুরু হয়? যেখানে সংকোচনের ত্রুটি দেখা দেওয়ার সম্ভাবনা রয়েছে? কিভাবে প্রক্রিয়া নিয়ন্ত্রণ করা যেতে পারে?
বিনিয়োগ ঢালাই জন্য, তাপীয় দৃশ্য বিশেষভাবে ব্যবহারিক. অনেক সাধারণ ঢালাই ত্রুটি—যেমন ভুল করা, সঙ্কুচিত গহ্বর, মাইক্রো সংকোচন, গরম অশ্রু, গ্যাস পোরোসিটি, পৃথকীকরণ, এবং অন্তর্ভুক্তিগুলি-কাস্টিং কীভাবে দৃঢ় হয় তার সাথে ঘনিষ্ঠভাবে আবদ্ধ.
তাই গেটিং ডিজাইন করার জন্য দৃঢ়করণের একটি দৃঢ় উপলব্ধি অপরিহার্য, উঠছে, শেল বেধ, preheat temperature, শীতল অবস্থা, এবং দিকনির্দেশক হিমায়িত কৌশল.
1. কেন বিনিয়োগ কাস্টিং মধ্যে দৃঢ়করণ বিষয়
একটি ঢালাই ব্যর্থ হয় না কারণ ধাতুটি ভুলভাবে ঢেলে দেওয়া হয়েছিল. খুব প্রায়ই, মূল কারণ ঢালার পরে ধাতুটি যেভাবে শক্ত হয় তার মধ্যে রয়েছে.
যদি দৃঢ়ীকরণ ভুল অঞ্চলে খুব দ্রুত হয়, একটি বিভাগ সম্পূর্ণরূপে খাওয়ানোর আগে বন্ধ হয়ে যেতে পারে.
খুব ধীরগতির হলে, সংকোচন এবং পৃথকীকরণ আরও গুরুতর হতে পারে.
এবং যদি তাপমাত্রা ক্ষেত্র অসমান হয়, আশেপাশের খোসা শক্ত হয়ে যাওয়ার পরেও হট স্পটগুলি তরল অবস্থায় থাকতে পারে, গহ্বর বা ক্র্যাকিংয়ের জন্য শর্ত তৈরি করা.
বিনিয়োগ কাস্টিং বিশেষত সংবেদনশীল কারণ প্রক্রিয়াটি একটি পুরু পরিবর্তে একটি সিরামিক শেল ব্যবহার করে, অত্যন্ত অন্তরক বালি ছাঁচ.
সেই শেলটি নির্ভুলতা এবং সূক্ষ্ম বিবরণের জন্য ইঞ্জিনিয়ার করা যেতে পারে, কিন্তু এর অর্থ হল তাপীয় পরিবেশ অত্যন্ত ইচ্ছাকৃত.
শেল বেধ, প্রিহিট, আবরণ, নিরোধক, এবং ধাতু ঢালা তাপমাত্রা সমস্ত তাপমাত্রা ক্ষেত্রের আকার দেয় এবং সেইজন্য ঢালাইয়ের চূড়ান্ত গুণমান নির্ধারণ করে.
অনুশীলনে, দৃঢ়ীকরণ হল একটি ঢালাইয়ের লুকানো আর্কিটেকচার. ছাঁচ জ্যামিতি সংজ্ঞায়িত করতে পারে, কিন্তু দৃঢ়তা অভ্যন্তরীণ বাস্তবতা সংজ্ঞায়িত করে.
2. ইনভেস্টমেন্ট কাস্টিং এর তাপমাত্রা ক্ষেত্র

ঢালাই তাপমাত্রা ক্ষেত্র মৌলিক ধারণা
ঢালাই দৃঢ়ীকরণের সময় ঘটে যাওয়া প্রায় সমস্ত শারীরিক ঘটনা হল তাপমাত্রা-নির্ভর থার্মোডাইনামিক ফাংশন.
দৃঢ়ীকরণ তাপ স্থানান্তরের মূল গবেষণার উদ্দেশ্য হল সময়ের সাথে সাথে কাস্টিং এবং সিরামিক শেলগুলির মধ্যে গতিশীল তাপমাত্রা ক্ষেত্রের বৈচিত্রগুলি নিরীক্ষণ করা.
তাপমাত্রা ক্ষেত্রের বন্টন বিশ্লেষণ করে, প্রকৌশলী সঠিকভাবে সমালোচনামূলক উত্পাদন সূচক ভবিষ্যদ্বাণী করতে পারেন:
ক্রস-সেকশনে দৃঢ়ীকরণ জোনের রিয়েল-টাইম আকার, দৃঢ়ীকরণ ফ্রন্টের প্রচারের গতি, সঙ্কুচিত ত্রুটিগুলির স্থানিক বিতরণ, and total solidification time.
These analytical data provide reliable theoretical support for gating system design, riser arrangement, and auxiliary cooling measures.
In actual investment casting production, conventional auxiliary processes such as shell cotton wrapping, জল শীতল, chill iron placement, coating thickening,
and forced air cooling essentially alter the temperature field distribution to regulate cooling sequences.
Although complex mathematical models and thermodynamic formulas are applied in numerical simulation calculations,
this article simplifies abstract mathematical derivations and focuses on practical industrial heat transfer principles for intuitive comprehension.
ভর উৎপাদনে ব্যবহারিক তাপ স্থানান্তরের বৈশিষ্ট্য
Most manufacturing personnel tend to oversimplify the cooling process, জটিল অভ্যন্তরীণ তাপ সঞ্চালন প্রক্রিয়া উপেক্ষা করে শুধুমাত্র স্বজ্ঞাত শীতল সময়ের দ্বারা দৃঢ়ীকরণের অবস্থা বিচার করা.
বিনিয়োগ ঢালাই মধ্যে, সামগ্রিক তাপ অপচয় সিস্টেমের মধ্যে রয়েছে তাপ বিকিরণ এবং সিরামিক শেল থেকে বায়ুমণ্ডলীয় পরিবেশে পরিচলন.
বিভিন্ন কুলিং প্লেসমেন্ট পদ্ধতি উল্লেখযোগ্যভাবে তাপ স্থানান্তর দক্ষতা প্রভাবিত করে: সমাপ্ত শাঁস কুলিং র্যাকে স্থাপন করা যেতে পারে, বালি বিছানা, বা বালি ভরাট করা হয়.
সমাহিত বালি ঢালা একটি সাধারণ কম-দক্ষতা শীতল পদ্ধতির প্রতিনিধিত্ব করে. পুরু বালি স্তর সিরামিক শেল অন্তরণ, বাহ্যিক তাপ অপচয়কে মারাত্মকভাবে ধীর করে.
দীর্ঘায়িত উচ্চ-তাপমাত্রা ধারণ শুধুমাত্র দৃঢ়করণ চক্রকে প্রসারিত করে না বরং ত্রুটিপূর্ণ শেল সামগ্রীতে প্রতিকূল রাসায়নিক বিক্রিয়াও ঘটায়, রাসায়নিক বালি আনুগত্য নেতৃস্থানীয়, পৃষ্ঠ পিটিং, স্ল্যাগ porosity, এবং কঠিন শেল অপসারণ.
In an extreme hypothetical scenario, if the ceramic shell achieves absolute thermal insulation without heat conduction or radiation, molten alloy inside will never complete solidification,
which intuitively demonstrates the decisive role of heat dissipation in solidification.
স্ট্রাকচারাল দ্বারা সৃষ্ট ভিন্নধর্মী শীতল & শেল বেধ পার্থক্য
Industrial investment castings inevitably contain intricate geometric features, including grooves, inner cavities, তীক্ষ্ণ কোণ, and transitional bends.
These complex structures result in uneven ceramic shell thickness. Even for identical positions on the same batch of products, inconsistent manual coating operations lead to non-uniform shell thickness.
Uneven shell thermal resistance disrupts the natural cooling sequence: originally pre-set rapid-solidification zones delay solidification, while thick-section areas with feeding requirements prematurely cool down.
This disordered solidification sequence directly induces abnormal shrinkage cavities and localized porosity.
স্ফটিককরণের সুপ্ত তাপ & অভ্যন্তরীণ তাপীয় চাপ
Beyond macroscopic shell heat dissipation, the latent heat of crystallization is a frequently overlooked core factor.
During liquid-to-solid transformation, alloys continuously release latent heat, which reheats adjacent solidified zones and delays subsequent solidification progress.
Contrary to the simplified cognition of layer-by-layer outward solidification, the actual solidification interface is irregular and fluctuating.
আরও, uneven heat conduction generates non-uniform internal thermal stress throughout the casting.
Excessively concentrated thermal stress propagates along grain boundaries and structural weak points, eventually forming hot tearing and cold cracking defects.
বর্তমানে, মূলধারার কাস্টিং সিমুলেশন সফ্টওয়্যার তাপমাত্রা ক্ষেত্রের বন্টন গণনা করার জন্য তাপগতিগত গাণিতিক মডেলের উপর নির্ভর করে, দৃঢ়ীকরণের সময়কাল এবং সংকোচন ত্রুটি অবস্থানের পূর্বাভাস.
এটি উল্লেখযোগ্য যে প্রাথমিক সীমানা শর্ত যেমন শেল তাপমাত্রা, পরিবেষ্টিত তাপমাত্রা, এবং খাদ ঢালা তাপমাত্রা সরাসরি সিমুলেশন নির্ভুলতা নির্ধারণ করে.
3. দৃঢ়করণকে প্রভাবিত করে এমন মূল বিষয়গুলি
| ফ্যাক্টর | এটা কি প্রভাবিত করে | প্রকৌশলের পরিণতি |
| ধাতু তাপীয় diffusivity | ঢালাইয়ের ভিতরে তাপমাত্রা কত দ্রুত সমান হয় | উচ্চ diffusivity একটি চাটুকার তাপমাত্রা প্রোফাইল এবং ছোট গ্রেডিয়েন্ট তৈরি করে; কম diffusivity steeper গ্রেডিয়েন্ট তৈরি. |
| স্ফটিককরণের সুপ্ত তাপ | হিমাঙ্কের সময় কত তাপ নির্গত হয় | উচ্চতর সুপ্ত তাপ দৃঢ়ীকরণকে দীর্ঘায়িত করে এবং তাপমাত্রা ক্ষেত্রকে সমতল করে. |
| দৃঢ়ীকরণ তাপমাত্রা | তাপমাত্রার স্তর যেখানে হিমায়িত হয় | উচ্চ হিমাঙ্কের তাপমাত্রা সাধারণত তাপীয় গ্রেডিয়েন্ট এবং ছাঁচ গরম করে. |
ছাঁচের তাপীয় বৈশিষ্ট্য |
শেল কত দ্রুত তাপ শোষণ করে এবং স্থানান্তর করে | দ্রুত তাপ শোষণ গতি ঘনীভূত করে তবে গ্রেডিয়েন্টের তীব্রতাও বাড়িয়ে তুলতে পারে. |
| তাপমাত্রা ing ালা | গলতে প্রাথমিক তাপ শক্তি | উচ্চতর সুপারহিট দৃঢ়ীকরণে বিলম্ব করে; কম সুপারহিট হিমাঙ্কের সময়কে সংক্ষিপ্ত করে কিন্তু ভুলের ঝুঁকি বাড়াতে পারে. |
| ঢালাই প্রাচীর বেধ | তাপ বিষয়বস্তু এবং হিমায়িত সময় | পুরু অংশগুলি আরও ধীরে ধীরে ঠান্ডা হয় এবং সঙ্কুচিত ত্রুটিগুলি তৈরি হওয়ার সম্ভাবনা বেশি থাকে. |
| জ্যামিতি এবং কোণার নকশা | স্থানীয় তাপ ঘনত্ব এবং দিকনির্দেশক হিমাঙ্ক | বক্ররেখা, কোণ, এবং সেকশন ট্রানজিশন হট স্পট তৈরি করতে পারে বা আকৃতির উপর নির্ভর করে শীতলতা উন্নত করতে পারে. |
4. দৃঢ়ীকরণের উপর ধাতব বৈশিষ্ট্যের প্রভাব
তাপীয় বিচ্ছিন্নতা
থার্মাল ডিফিউসিভিটি বর্ণনা করে যে কত দ্রুত তাপ একটি উপাদানের মাধ্যমে ছড়িয়ে পড়ে.
একটি ঢালাই মধ্যে, একটি উচ্চতর তাপীয় ডিফিউসিভিটি মানে পৃষ্ঠ এবং কেন্দ্রের মধ্যে তাপমাত্রার পার্থক্য আরও দ্রুত অদৃশ্য হয়ে যায়. ফলাফলটি আরও অভিন্ন তাপমাত্রার ক্ষেত্র.
কম তাপীয় বিচ্ছুরণের অর্থ হল তাপ কেন্দ্রে বেশিক্ষণ আটকে থাকে, একটি steeper তাপমাত্রা প্রোফাইল উত্পাদন.
এটি গুরুত্বপূর্ণ কারণ হিমাঙ্কের দিক এবং গতি ধাতুর মধ্য দিয়ে কত দ্রুত তাপ চলাচল করতে পারে তার উপর নির্ভর করে.
বাকি সব সমান, কম থার্মাল ডিফিউসিভিটি সহ ধাতুগুলি একটি শক্তিশালী তাপমাত্রা গ্রেডিয়েন্টের সাথে শক্ত হয়ে যায় এবং অভ্যন্তরীণ হট স্পটগুলির ঝুঁকি বেশি থাকে.
সুপ্ত তাপ
যখন গলিত ধাতু শক্ত হয়ে যায়, এটি সুপ্ত তাপ প্রকাশ করে. এই তাপ সঙ্গে সঙ্গে অদৃশ্য হয় না; হিমায়িত হওয়ার আগে এটিকে অবশ্যই শেলে স্থানান্তর করতে হবে.
একটি বৃহত্তর সুপ্ত তাপ মানে সম্পূর্ণ দৃঢ়ীকরণ অর্জনের আগে ঢালাইকে অবশ্যই আরও শক্তি বয়ে আনতে হবে. That tends to extend freezing time and flatten the temperature field.
হিমায়িত তাপমাত্রা
The absolute solidification temperature also matters. A metal that freezes at a higher temperature leaves the mold system hot for longer.
The temperature difference between the casting surface and shell interior can become larger, which affects the temperature field and the likely location of defects.
সাধারণভাবে, lower-melting nonferrous alloys tend to exhibit different cooling behavior from higher-temperature steels and irons, which is one reason investment casting responds differently depending on alloy family.
5. ছাঁচ এবং শেল বৈশিষ্ট্যের প্রভাব
The shell is not passive. It is an active thermal partner in solidification.

শেল তাপ শোষণ
A shell that absorbs heat quickly will accelerate solidification.
That may be useful when precision or cycle time is important, কিন্তু এটি একটি তীক্ষ্ণ তাপমাত্রা গ্রেডিয়েন্টও তৈরি করতে পারে.
একটি শেল যা তাপকে আরও ধীরে ধীরে শোষণ করে তা দৃঢ়করণের সময়কে দীর্ঘায়িত করবে এবং তাপমাত্রা ক্ষেত্রকে চাটুকার করতে পারে, কিন্তু খাওয়ানো সঠিকভাবে ডিজাইন করা না হলে এটি সংকোচনের ঝুঁকি বাড়াতে পারে.
শেল preheat
বিনিয়োগ ঢালাই মধ্যে, শেল প্রিহিট একটি প্রধান প্রক্রিয়া পরিবর্তনশীল.
একটি গরম শেল তাপীয় শক কমায় এবং ফিলিং উন্নত করতে পারে, তবে এটি শুরুতে দৃঢ়করণের জন্য তাপীয় চালিকা শক্তিও হ্রাস করে.
একটি শীতল শেল তাপ দ্রুত নিষ্কাশন করে, কিন্তু ভরাট করার সময় যদি ধাতুটি খুব দ্রুত তাপমাত্রা হারায় তবে প্রবাহ বা ভুলভাবে চলাচলের ঝুঁকি তৈরি করতে পারে.
শেল preheat তাই মধ্যে একটি ভারসাম্য পূরণ করার ক্ষমতা এবং দৃঢ়ীকরণ নিয়ন্ত্রণ.
শেল বেধ এবং স্থানীয় আবরণ
শেল-বিল্ডিং কৌশলের কারণে স্থানীয় শেল বেধ পরিবর্তিত হতে পারে, জ্যামিতি, এবং অপারেটর অনুশীলন. মোটা শেল বিভাগগুলি আরও বেশি অন্তরণ করে এবং পাতলা অংশগুলি থেকে আলাদাভাবে শীতল করে.
এটি অনিচ্ছাকৃতভাবে দৃঢ়ীকরণ ক্রম পরিবর্তন করতে পারে, যার ফলে "সঠিক" এলাকা খুব তাড়াতাড়ি হিমায়িত হয়ে যায় বা "ভুল" অঞ্চলটি খুব বেশিক্ষণ তরল থাকে.
এই কারণেই শেল অভিন্নতা এত গুরুত্বপূর্ণ. অসম শেল পুরুত্ব একটি ঢালাইকে রূপান্তরিত করতে পারে যা লুকানো সংকোচন বা বিকৃতির সমস্যাগুলির সাথে ভালভাবে ডিজাইন করা দেখায়.
6. ঢালা অবস্থার প্রভাব
ঢালা অবস্থা শুধুমাত্র ছাঁচ ভরাট কিনা তা নির্ধারণ করে না. তারা দৃঢ়ীকরণের সূচনা বিন্দুও নির্ধারণ করে.

সুপারহিট
সুপারহিট হল সেই পরিমাণ যার দ্বারা গলিত ধাতুর তাপমাত্রা তার তরল বা হিমাঙ্কের সীমা ছাড়িয়ে যায়.
একটি পরিমিত পরিমাণ সুপারহিট ধাতুকে ছাঁচ পূরণ করার জন্য যথেষ্ট তরল থাকতে সাহায্য করে.
কিন্তু সুপারহিট খুব বেশি হলে, এটি কার্যকরভাবে তাপ শক্তি বাড়ায় যা হিমাঙ্ক শুরু হওয়ার আগে শেলটিকে অবশ্যই অপসারণ করতে হবে.
সাধারণত বেশি সুপারহিট মানে:
- দীর্ঘতর দৃঢ়করণ সময়,
- একটি চাটুকার বা বিলম্বিত জমা ফ্রন্ট,
- উচ্চতর শেল তাপ লোড,
- এবং শীতল পথ নিয়ন্ত্রণ না করা হলে পৃথকীকরণ বা বিকৃতির সম্ভাবনা বেশি.
ঢালা হার
ঢালাও হার পূরণের গুণমান এবং তাপীয় স্থিতিশীলতা উভয়কেই প্রভাবিত করে. খুব ধীর, এবং গহ্বর পূর্ণ হওয়ার আগেই ধাতু জমে যেতে পারে.
খুব দ্রুত, এবং অশান্তি, প্রবেশ করানো গ্যাস, অথবা শেল ক্ষয় ঘটতে পারে. আদর্শ ঢালা হার একটি নিয়ন্ত্রণযোগ্য তাপ ক্ষেত্র সংরক্ষণ করার সময় ছাঁচকে মসৃণভাবে পূরণ করতে দেয়.
ঢালা তাপমাত্রা বনাম. ধাতু প্রকার
ঢালা তাপমাত্রার প্রভাব খাদ এবং ঢালাই রুটের উপর নির্ভর করে.
কিছু সিস্টেমে, বিশেষ করে উচ্চ ছাঁচ তাপ পরিবাহিতা বা ধাতু ছাঁচ সঙ্গে যারা, excess superheat is rapidly lost and the effect may be less dramatic.
বিনিয়োগ ঢালাই মধ্যে, তবে, shell properties and part geometry often make pouring temperature a very important variable.
7. ঢালাই জ্যামিতি প্রভাব
Casting geometry plays a central role in the solidification path.
প্রাচীরের বেধ
Thick sections hold more heat and solidify more slowly. Thin sections freeze quickly.
This difference creates a directional freezing pattern that can be used deliberately or, if poorly designed, can create defects.
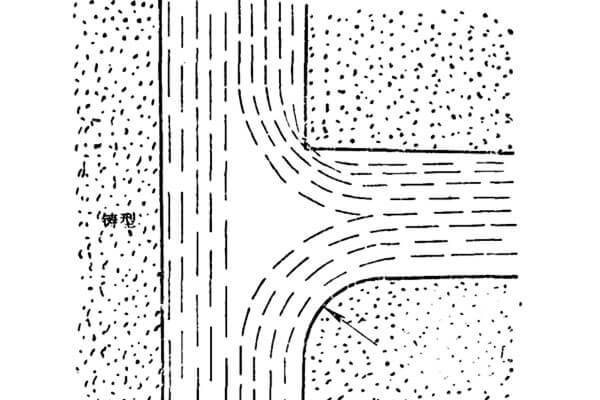
আকৃতি এবং কোণ
Shape changes the local cooling environment. Convex surfaces generally cool differently from flat surfaces because the surrounding shell volume available to absorb heat changes.
Concave surfaces and internal corners often cool more slowly because the shell mass around them is more constrained and the heat flow path is less favorable.
ব্যাসার্ধ বনাম তীক্ষ্ণ কোণ
একটি ধারালো অভ্যন্তরীণ কোণ একটি ক্লাসিক হট-স্পট অবস্থান.
একটি ব্যাসার্ধের সাথে একটি তীক্ষ্ণ অভ্যন্তরীণ কোণ প্রতিস্থাপন করা তাপ-স্থানান্তর এলাকা বৃদ্ধি করে এবং কোণটিকে আরও সমানভাবে শক্ত করতে সাহায্য করে.
এই কারণেই অভ্যন্তরীণ ফিললেটগুলি প্রায়শই গরম ক্র্যাকিং এবং সংকোচনের ঘনত্ব কমাতে ব্যবহৃত হয়.
একটি সাধারণ ভুল বোঝাবুঝি হল যে একটি ব্যাসার্ধ কেবল "বেধ যোগ করে" এবং তাই আরও ধীরে ধীরে ঠান্ডা হতে হবে.
বাস্তবে, বৃহত্তর তাপ-স্থানান্তর পৃষ্ঠ যোগ করা স্থানীয় ভরকে ছাড়িয়ে যেতে পারে, দৃঢ়ীকরণ আচরণ খারাপ করার পরিবর্তে উন্নতি করা.
বিভাগ পরিবর্তন
ঘন থেকে পাতলা অংশে হঠাৎ পরিবর্তন হিমাঙ্কের ক্রমকে বিরক্ত করতে পারে.
পাতলা অংশটি প্রথমে হিমায়িত হতে পারে এবং ঘন অংশটিকে বিচ্ছিন্ন করতে পারে, যা তখন সংকোচনের ঝুঁকিতে পড়ে.
ভাল ঢালাই নকশা যখনই সম্ভব আকস্মিক তাপ বিচ্ছিন্নতা এড়ায়.
8. সলিডিফিকেশন মোড এবং তাদের ব্যবহারিক অর্থ
দৃঢ়ীকরণ বিস্তৃতভাবে বোঝা যেতে পারে কিভাবে হিমায়িত সম্মুখ অংশের মধ্য দিয়ে অগ্রসর হয়.
দিকনির্দেশক দৃ ification ়ীকরণ
এটি কাস্টিং ডিজাইনে আদর্শ কেস. ধাতব এক প্রান্ত বা পৃষ্ঠ থেকে রাইজার বা ফিড অঞ্চলের দিকে ধীরে ধীরে দৃঢ় হয়, তাই তরল ধাতু ক্রমাগত সঙ্কুচিত অঞ্চলকে খাওয়াতে পারে.
দিকনির্দেশক দৃঢ়ীকরণ শব্দ ঢালাই নকশার ভিত্তি কারণ এটি সঙ্কুচিত গহ্বর প্রতিরোধ করতে সাহায্য করে.
ঠান্ডা দৃঢ়ীকরণ
যদি একটি স্থানীয় এলাকা খুব তাড়াতাড়ি হিমায়িত হয় কারণ এটি দ্রুত তাপ হারায়, এটি একটি ঠাণ্ডা অঞ্চলের মতো আচরণ করতে পারে.
এটি নির্বাচিত ক্ষেত্রে কার্যকর হতে পারে, কিন্তু যদি দৃঢ় অঞ্চল অন্য এলাকায় খাওয়ানো ব্লক করে, সংকোচনের ত্রুটি হতে পারে.
যুগপত দৃঢ়ীকরণ
যদি একটি বড় অংশ তার আয়তন জুড়ে প্রায় একই সময়ে হিমায়িত হয়, সংকোচন খাওয়ানো কঠিন হয়ে ওঠে.
এই মোডটি সাধারণত কম আকাঙ্খিত হয় যদি না প্রক্রিয়াটিকে সমর্থন করার জন্য বিশেষভাবে ডিজাইন করা হয়.
বিনিয়োগ ঢালাইয়ের ব্যবহারিক উদ্দেশ্য হল দৃঢ়তা পরিচালনা করা যাতে শেষ গুরুত্বপূর্ণ হট স্পট হিমায়িত না হওয়া পর্যন্ত খাওয়ানো সম্ভব হয়।.
9. Common Defects Formed During Solidification
হিমায়িত পর্যায়ে অনেক ঢালাই ত্রুটির উদ্ভব হয়, ঢালা সময় না.
Shrinkage cavity
তরল ধাতু যেমন দৃঢ় হয়, এটি চুক্তি করে. যদি সংকোচন কাছাকাছি তরল ধাতু দ্বারা খাওয়ানো হয় না, শেষ অঞ্চলে একটি গহ্বর জমা হতে পারে.
Microshrinkage or shrinkage porosity
একটি দৃশ্যমান গহ্বরের পরিবর্তে, ঢালাই অপর্যাপ্ত খাওয়ানোর ক্ষেত্রে অনেক ছোট অভ্যন্তরীণ শূন্যতা থাকতে পারে.
এগুলি উচ্চ-পারফরম্যান্স কাস্টিংগুলিতে বিশেষত ক্ষতিকারক কারণ তারা শক্তি এবং ফুটো প্রতিরোধ ক্ষমতা হ্রাস করতে পারে.
গরম অশ্রু
যদি একটি ঢালাই সংকোচনের সময় সংযত হয় এবং শেল বা জ্যামিতি বিনামূল্যে সংকোচন প্রতিরোধ করে, cracking may occur while the metal is still partially solid.
তীক্ষ্ণ কোণ, abrupt section changes, and poorly controlled thermal gradients increase this risk.
পৃথকীকরণ
দৃঢ়করণের সময়, alloying elements may not remain perfectly uniform.
Local differences in composition can form between early-freezing and late-freezing regions. This can affect mechanical properties and corrosion behavior.
গ্যাস পোরোসিটি
If gas is present in the melt or the shell cannot vent properly, gas pockets may become trapped as the metal freezes.
This is especially serious in precision castings where internal soundness matters.
10. How Solidification Is Controlled in Investment Casting
The purpose of process design is not simply to let the metal freeze. It is to make it freeze in a controlled way.
Practical methods include:
- choosing a suitable pouring temperature,
- preheating the shell to the correct level,
- controlling shell thickness and coating,
- designing gating and risering for directional freezing,
- using chills or local insulation where needed,
- managing post-pour cooling conditions,
- and keeping the temperature field as predictable as possible.
অনেক ফাউন্ড্রিতে, what appears to be a “casting defect problem” is actually a solidification-control problem.
If the temperature field is wrong, no amount of downstream inspection can fully restore the part.
11. উপসংহার
Investment casting is often admired for its precision and surface quality, but those qualities are only achieved when solidification is properly understood and controlled.
The transition from liquid to solid is where the internal structure is created, where feeding is either preserved or lost, and where most major casting defects are either prevented or born.
The central lesson is simple: একটি ভাল বিনিয়োগ ঢালাই শুধুমাত্র সঠিকভাবে ঢালা হয় না, কিন্তু সঠিকভাবে হিমায়িত.
তাপমাত্রার ক্ষেত্র, শেল আচরণ, ঢালা অবস্থা, এবং ঢালাই জ্যামিতি সব একসাথে কাজ করে তা নির্ধারণ করে যে চূড়ান্ত অংশটি শব্দ হবে কিনা, স্থিতিশীল, এবং দরকারী.
দৃঢ়করণ বোঝা তাই একটি তাত্ত্বিক অনুশীলন নয়. এটি বিনিয়োগ ঢালাই প্রকৌশলের সবচেয়ে ব্যবহারিক দক্ষতাগুলির মধ্যে একটি.

