
Introdução
Em fundição de investimento, derreter é apenas metade da história. A verdadeira transformação começa quando a liga fundida entra na casca cerâmica e começa a perder calor.
Nesse ponto, o metal passa do estado líquido para o sólido, e todo o futuro do elenco está sendo decidido: sua solidez, sua estrutura interna, sua precisão dimensional, e sua suscetibilidade a defeitos.
Essa mudança de líquido para sólido é chamada solidificação.
Em linguagem metalúrgica, também é referido como cristalização primária, porque envolve nucleação, crescimento de cristal, e a formação da estrutura metálica final.
Do ponto de vista da transferência de calor, no entanto, A solidificação é melhor entendida como o processo pelo qual o calor flui da peça fundida para o molde e depois para o ambiente circundante..
Esses dois pontos de vista descrevem o mesmo evento, mas eles enfatizam diferentes questões de engenharia.
A visão metalúrgica pergunta: Como os núcleos se formam? Como os grãos crescem? Que tipo de estrutura se desenvolve?
A visão térmica pergunta: Com que rapidez a fundição perde calor? Onde começa a solidificação? Onde é provável que apareçam defeitos de contração? Como o processo pode ser controlado?
Para fundição de investimento, a visão térmica é especialmente prática. Muitos defeitos comuns de fundição, como erros de execução, Cavidades de encolhimento, microencolhimento, lágrimas quentes, porosidade do gás, segregação, e inclusões - estão intimamente ligadas à forma como a peça fundida se solidifica.
Uma forte compreensão da solidificação é, portanto, essencial para projetar canais, ascendente, espessura da concha, temperatura de pré-aquecimento, condições de resfriamento, e estratégia de congelamento direcional.
1. Por que a solidificação é importante na fundição de precisão
Uma peça fundida não falha apenas porque o metal foi vazado incorretamente. Muitas vezes, a causa raiz está na forma como o metal solidificou após o vazamento.
Se a solidificação for muito rápida na região errada, uma seção pode congelar antes de ser totalmente alimentada.
Se for muito lento, o encolhimento e a segregação podem se tornar mais graves.
E se o campo de temperatura for desigual, os pontos quentes podem permanecer líquidos muito depois de a casca circundante ter endurecido, criando as condições para cavidades ou rachaduras.
Fundição de investimento é especialmente sensível porque o processo utiliza um revestimento cerâmico em vez de um revestimento espesso, molde de areia altamente isolante.
Essa concha pode ser projetada para precisão e detalhes finos, mas também significa que o ambiente térmico é altamente deliberado.
Espessura da concha, pré -aquecer, revestimento, isolamento, e a temperatura de vazamento do metal moldam o campo de temperatura e, portanto, determinam a qualidade final da peça fundida.
Na prática, solidificação é a arquitetura oculta de uma peça fundida. O molde pode definir a geometria, mas a solidificação define a realidade interna.
2. Campo de temperatura de peças fundidas de investimento

Conceito Básico de Campo de Temperatura de Fundição
Quase todos os fenômenos físicos que ocorrem durante a solidificação da peça fundida são funções termodinâmicas dependentes da temperatura..
O principal objetivo da pesquisa da transferência de calor por solidificação é monitorar as variações dinâmicas do campo de temperatura dentro das peças fundidas e das cascas cerâmicas ao longo do tempo..
Analisando a distribuição do campo de temperatura, engenheiros podem prever com precisão indicadores críticos de produção:
tamanho em tempo real das zonas de solidificação nas seções transversais, velocidade de propagação de frentes de solidificação, distribuição espacial de defeitos de contração, e tempo total de solidificação.
Esses dados analíticos fornecem suporte teórico confiável para o projeto de sistemas de disparo, arranjo de riser, e medidas auxiliares de resfriamento.
Na produção real de microfusão, processos auxiliares convencionais, como embalagem de algodão, resfriamento de água, colocação de ferro frio, espessamento do revestimento,
e o resfriamento com ar forçado alteram essencialmente a distribuição do campo de temperatura para regular as sequências de resfriamento.
Embora modelos matemáticos complexos e fórmulas termodinâmicas sejam aplicados em cálculos de simulação numérica,
este artigo simplifica derivações matemáticas abstratas e concentra-se em princípios práticos de transferência de calor industrial para compreensão intuitiva.
Características práticas de transferência de calor na produção em massa
A maioria do pessoal de fabricação tende a simplificar demais o processo de resfriamento, meramente julgar o status de solidificação pelo tempo de resfriamento intuitivo, ignorando mecanismos internos complexos de condução de calor.
Em fundição de investimento, o sistema geral de dissipação de calor inclui radiação de calor e convecção das cascas cerâmicas para o ambiente atmosférico.
Diferentes métodos de colocação de resfriamento afetam significativamente a eficiência da transferência de calor: cascas acabadas podem ser colocadas em racks de resfriamento, camas de areia, ou enterrado em areia de enchimento.
O vazamento de areia enterrada representa um método típico de resfriamento de baixa eficiência. Camadas espessas de areia isolam o revestimento cerâmico, diminuindo drasticamente a dissipação de calor externa.
A retenção prolongada de alta temperatura não apenas estende os ciclos de solidificação, mas também desencadeia reações químicas adversas em materiais defeituosos do invólucro, levando à adesão química da areia, corrosão superficial, porosidade da escória, e difícil remoção da casca.
Em um cenário hipotético extremo, se o invólucro cerâmico atingir isolamento térmico absoluto sem condução de calor ou radiação, a liga fundida no interior nunca completará a solidificação,
que demonstra intuitivamente o papel decisivo da dissipação de calor na solidificação.
Resfriamento Heterogêneo Causado por Estrutural & Diferenças na espessura da casca
As peças fundidas industriais contêm inevitavelmente características geométricas complexas, incluindo ranhuras, cavidades internas, cantos afiados, e curvas de transição.
Essas estruturas complexas resultam em espessura irregular do revestimento cerâmico. Mesmo para posições idênticas no mesmo lote de produtos, operações de revestimento manual inconsistentes levam a uma espessura de casca não uniforme.
A resistência térmica irregular da carcaça perturba a sequência natural de resfriamento: zonas de solidificação rápida originalmente predefinidas atrasam a solidificação, enquanto áreas de seção espessa com necessidades de alimentação esfriam prematuramente.
Esta sequência de solidificação desordenada induz diretamente cavidades de contração anormais e porosidade localizada.
Calor Latente de Cristalização & Estresse térmico interno
Além da dissipação de calor macroscópica da casca, o calor latente de cristalização é um fator central frequentemente esquecido.
Durante a transformação de líquido para sólido, ligas liberam continuamente calor latente, que reaquece zonas solidificadas adjacentes e atrasa o progresso subsequente da solidificação.
Ao contrário da cognição simplificada da solidificação externa camada por camada, a interface de solidificação real é irregular e flutuante.
Além disso, a condução de calor desigual gera tensão térmica interna não uniforme em toda a peça fundida.
Tensão térmica excessivamente concentrada se propaga ao longo dos limites dos grãos e pontos fracos estruturais, eventualmente formando defeitos de rasgo a quente e rachaduras a frio.
Atualmente, software de simulação de fundição convencional depende de modelos matemáticos termodinâmicos para calcular a distribuição do campo de temperatura, prever a duração da solidificação e locais de defeitos de contração.
É digno de nota que as condições de contorno iniciais, como temperatura da casca, temperatura ambiente, e a temperatura de vazamento da liga determinam diretamente a precisão da simulação.
3. Fatores-chave que afetam a solidificação
| Fator | O que isso influencia | Consequência de engenharia |
| Difusividade térmica do metal | Com que rapidez a temperatura se equaliza dentro da peça fundida | A alta difusividade produz um perfil de temperatura mais plano e gradientes menores; baixa difusividade cria gradientes mais acentuados. |
| Calor latente de cristalização | Quanto calor é liberado durante o congelamento | Maior calor latente prolonga a solidificação e nivela o campo de temperatura. |
| Temperatura de solidificação | O nível de temperatura em que ocorre o congelamento | Temperaturas de congelamento mais altas geralmente aumentam os gradientes térmicos e o aquecimento do molde. |
Propriedades térmicas do molde |
A rapidez com que a casca absorve e transfere calor | A absorção de calor mais rápida acelera a solidificação, mas também pode aumentar a intensidade do gradiente. |
| Temperatura de derramamento | Energia térmica inicial no fundido | Maior superaquecimento atrasa a solidificação; menor superaquecimento encurta o tempo de congelamento, mas pode aumentar o risco de erro de funcionamento. |
| Espessura da parede de fundição | Conteúdo de calor e tempo de congelamento | Seções espessas esfriam mais lentamente e têm maior probabilidade de formar defeitos de contração. |
| Geometria e design de canto | Concentração de calor local e congelamento direcional | Curvas, cantos, e as transições de seção podem criar pontos quentes ou melhorar o resfriamento dependendo do formato. |
4. Influência das propriedades metálicas na solidificação
Difusividade térmica
A difusividade térmica descreve a rapidez com que o calor se espalha através de um material.
Em um elenco, uma maior difusividade térmica significa que a diferença de temperatura entre a superfície e o centro desaparece mais rapidamente. O resultado é um campo de temperatura mais uniforme.
Uma difusividade térmica mais baixa significa que o calor permanece preso por mais tempo no centro, produzindo um perfil de temperatura mais íngreme.
Isto é importante porque a direção e a velocidade do congelamento dependem da rapidez com que o calor pode se mover através do metal..
Todo o resto igual, metais com baixa difusividade térmica tendem a solidificar com um gradiente de temperatura mais forte e maior risco de pontos quentes internos.
Calor latente
Quando o metal fundido solidifica, libera calor latente. Este calor não desaparece instantaneamente; ele deve ser transferido para a casca antes que o congelamento possa prosseguir.
Um calor latente maior significa que a peça fundida deve liberar mais energia antes que a solidificação completa seja alcançada. Isso tende a prolongar o tempo de congelamento e achatar o campo de temperatura.
Temperatura de congelamento
A temperatura absoluta de solidificação também é importante. Um metal que congela a uma temperatura mais elevada deixa o sistema de molde quente por mais tempo.
A diferença de temperatura entre a superfície de fundição e o interior do casco pode tornar-se maior, que afeta o campo de temperatura e a provável localização de defeitos.
Em geral, ligas não ferrosas de baixo ponto de fusão tendem a exibir comportamento de resfriamento diferente de aços e ferros de alta temperatura, que é uma das razões pelas quais a fundição de precisão responde de maneira diferente dependendo da família da liga.
5. Influência das propriedades do molde e da casca
O shell não é passivo. É um parceiro térmico ativo na solidificação.

Absorção de calor da casca
Uma casca que absorve o calor rapidamente irá acelerar a solidificação.
Isso pode ser útil quando a precisão ou o tempo de ciclo são importantes, mas também pode criar um gradiente de temperatura mais acentuado.
Uma casca que absorve o calor mais lentamente prolongará o tempo de solidificação e poderá tornar o campo de temperatura mais plano., mas também pode aumentar o risco de encolhimento se a alimentação não for adequadamente planejada.
Pré-aquecimento da casca
Em fundição de investimento, o pré-aquecimento da casca é uma variável importante do processo.
Uma casca mais quente reduz o choque térmico e pode melhorar o enchimento, mas também reduz a força motriz térmica para solidificação no início.
Uma carcaça mais fria extrai o calor mais rapidamente, mas pode criar riscos de fluxo ou de funcionamento incorreto se o metal perder temperatura muito rapidamente durante o enchimento.
O pré-aquecimento da casca é, portanto, um equilíbrio entre capacidade de enchimento e controle de solidificação.
Espessura da casca e revestimento local
A espessura local da casca pode variar devido à técnica de construção da casca, geometria, e prática do operador. As seções mais espessas da casca isolam mais e esfriam de maneira diferente das seções mais finas.
Isto pode alterar involuntariamente a sequência de solidificação, fazendo com que a área “certa” congele muito cedo ou a área “errada” permaneça líquida por muito tempo.
É por isso que a uniformidade da casca é tão importante. A espessura irregular da casca pode transformar uma peça fundida que parece bem projetada em uma peça com encolhimento oculto ou problemas de distorção.
6. Influência das condições de vazamento
As condições de vazamento não determinam apenas se o molde preenche. Eles também determinam o ponto inicial da solidificação.

Superaquecimento
Superaquecimento é a quantidade pela qual a temperatura do metal fundido excede seu limite líquido ou de congelamento..
Uma quantidade modesta de superaquecimento ajuda o metal a permanecer fluido por tempo suficiente para preencher o molde.
Mas se o superaquecimento for muito alto, aumenta efetivamente a energia térmica que a casca deve remover antes que o congelamento possa começar.
Mais superaquecimento geralmente significa:
- maior tempo de solidificação,
- uma frente de congelamento mais plana ou retardada,
- maior carga térmica do casco,
- e risco potencialmente maior de segregação ou distorção se o caminho de resfriamento não for controlado.
Taxa de derramamento
A taxa de vazamento influencia a qualidade do enchimento e a estabilidade térmica. Muito lento, e o metal pode começar a congelar antes que a cavidade esteja cheia.
Muito rápido, e turbulência, gás arrastado, ou pode ocorrer erosão da casca. A taxa de vazamento ideal permite que o molde preencha suavemente, preservando um campo térmico controlável.
Temperatura de vazamento vs.. tipo metálico
O efeito da temperatura de vazamento depende da liga e da rota de fundição.
Em alguns sistemas, especialmente aqueles com alta condutividade térmica de molde ou moldes de metal, o excesso de superaquecimento é rapidamente perdido e o efeito pode ser menos dramático.
Em fundição de investimento, no entanto, as propriedades da casca e a geometria da peça muitas vezes tornam a temperatura de vazamento uma variável muito importante.
7. Influência da Geometria da Fundição
A geometria da fundição desempenha um papel central no caminho de solidificação.
Espessura da parede
Seções grossas retêm mais calor e solidificam mais lentamente. Seções finas congelam rapidamente.
Esta diferença cria um padrão de congelamento direcional que pode ser usado deliberadamente ou, se mal projetado, pode criar defeitos.
Forma e cantos
A forma altera o ambiente de resfriamento local. As superfícies convexas geralmente esfriam de maneira diferente das superfícies planas porque o volume da casca circundante disponível para absorver o calor muda..
Superfícies côncavas e cantos internos geralmente esfriam mais lentamente porque a massa da casca ao seu redor é mais restrita e o caminho do fluxo de calor é menos favorável.
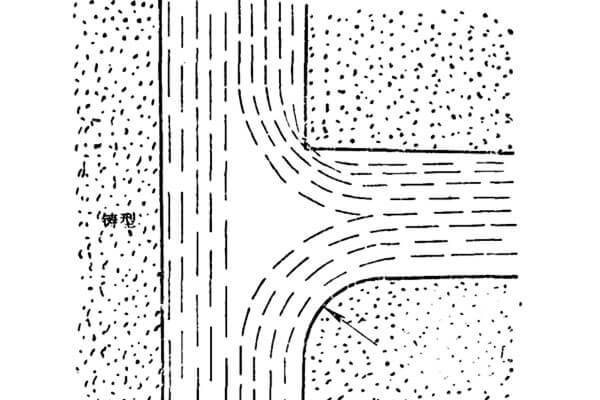
Raio versus canto agudo
Um canto interno agudo é um local clássico de ponto quente.
Substituir um canto interno agudo por um raio aumenta a área de transferência de calor e ajuda o canto a solidificar de maneira mais uniforme.
É por isso que os filetes internos são frequentemente usados para reduzir a fissuração a quente e a concentração de contração..
Um mal-entendido comum é que um raio simplesmente “adiciona espessura” e, portanto, deve esfriar mais lentamente.
Na realidade, a maior superfície de transferência de calor pode superar a massa local adicionada, melhorando em vez de piorar o comportamento de solidificação.
Transições de seção
Uma mudança repentina de seção grossa para fina pode perturbar a sequência de congelamento.
A seção fina pode congelar primeiro e isolar a seção mais espessa, que então se torna vulnerável ao encolhimento.
Um bom projeto de fundição evita descontinuidades térmicas abruptas sempre que possível.
8. Modos de solidificação e seu significado prático
A solidificação pode ser amplamente compreendida em termos de como a frente de congelamento progride através da peça..
Solidificação direcional
Este é o caso ideal em design de fundição. O metal solidifica progressivamente de uma extremidade ou superfície em direção a um riser ou região de alimentação, então o metal líquido pode alimentar continuamente a zona de encolhimento.
A solidificação direcional é a base do projeto de fundição sólida porque ajuda a prevenir cavidades de contração.
Solidificação por resfriamento
Se uma área local congelar muito cedo porque perde calor rapidamente, pode se comportar como uma zona gelada.
Isso pode ser útil em casos selecionados, mas se a região solidificada bloquear a alimentação para outras áreas, defeitos de contração podem resultar.
Solidificação simultânea
Se uma seção grande congelar quase ao mesmo tempo em todo o seu volume, a alimentação por encolhimento torna-se difícil.
Este modo é geralmente menos desejável, a menos que o processo tenha sido projetado especificamente para apoiá-lo..
O objetivo prático na fundição de precisão é geralmente gerenciar a solidificação de modo que a alimentação permaneça possível até que o último ponto quente crítico congele..
9. Defeitos Comuns Formados Durante a Solidificação
Muitos defeitos de fundição se originam durante a fase de congelamento, não durante o vazamento.
Cavidade de encolhimento
À medida que o metal líquido se solidifica, contrata. Se a contração não for alimentada por metal líquido próximo, uma cavidade pode se formar na última região para congelar.
Microencolhimento ou porosidade de contração
Em vez de uma cavidade visível, a peça fundida pode conter muitos pequenos vazios internos em uma área de alimentação insuficiente.
Estes são especialmente prejudiciais em peças fundidas de alto desempenho porque podem reduzir a resistência e a resistência a vazamentos..
Lágrimas quentes
Se uma peça fundida for restringida durante a contração e a casca ou a geometria impedirem a contração livre, rachaduras podem ocorrer enquanto o metal ainda está parcialmente sólido.
Cantos afiados, mudanças abruptas de seção, e gradientes térmicos mal controlados aumentam esse risco.
Segregação
Durante a solidificação, elementos de liga podem não permanecer perfeitamente uniformes.
Podem formar-se diferenças locais na composição entre regiões de congelamento precoce e de congelamento tardio. Isso pode afetar as propriedades mecânicas e o comportamento de corrosão.
Porosidade do gás
Se houver gás no fundido ou se o invólucro não puder ser ventilado adequadamente, bolsas de gás podem ficar presas à medida que o metal congela.
Isto é especialmente sério em peças fundidas de precisão, onde a solidez interna é importante..
10. Como a solidificação é controlada na fundição de precisão
O objetivo do projeto do processo não é simplesmente deixar o metal congelar. É fazer congelar de forma controlada.
Os métodos práticos incluem:
- escolhendo uma temperatura de vazamento adequada,
- pré-aquecer a casca ao nível correto,
- controlando a espessura e o revestimento da casca,
- projetando canais e risers para congelamento direcional,
- usando calafrios ou isolamento local quando necessário,
- gerenciando condições de resfriamento pós-vazamento,
- e manter o campo de temperatura tão previsível quanto possível.
Em muitas fundições, o que parece ser um “problema de defeito de fundição” é na verdade um problema de controle de solidificação.
Se o campo de temperatura estiver errado, nenhuma inspeção posterior pode restaurar totalmente a peça.
11. Conclusão
A fundição de precisão é frequentemente admirada por sua precisão e qualidade de superfície, mas essas qualidades só são alcançadas quando a solidificação é devidamente compreendida e controlada.
A transição do líquido para o sólido é onde a estrutura interna é criada, onde a alimentação é preservada ou perdida, e onde a maioria dos principais defeitos de fundição são prevenidos ou nascem.
A lição central é simples: uma boa fundição de precisão não só é vazada corretamente, mas congelado corretamente.
O campo de temperatura, comportamento do shell, condição de vazamento, e a geometria de fundição trabalham juntas para determinar se a peça final se torna sólida, estável, e útil.
Compreender a solidificação não é, portanto, um exercício teórico. É uma das habilidades mais práticas em engenharia de fundição de precisão.

