
導入
インベストメント鋳造では, 溶けるということはまだ半分にすぎません. 本当の変態は、溶融合金がセラミックシェルに入り、熱を失い始めるときに始まります。.
その時点で, 金属は液体状態から固体状態に移行します, 今後のキャスティングも決定中: その健全性, その内部構造, その寸法精度, 欠陥の影響を受けやすい.
この液体から固体への変化を 凝固.
冶金学の言葉で, とも呼ばれます 一次結晶化, 核生成を伴うため, 結晶成長, そして最終的な金属構造の形成.
熱伝達の観点から見ると, しかし, 凝固は、熱が鋳物から金型に流れ、その後周囲の環境に流れるプロセスとして最もよく理解されています。.
これら 2 つの視点は同じ出来事を説明します, しかし、彼らは工学上のさまざまな問題を強調しています.
冶金学的見解は次のように問います: 原子核はどのように形成されるのか? 穀物はどのように成長するのか? どのような構造が発達するのか?
熱的見解は次のように問います: 鋳物はどれくらいの速さで熱を失いますか? どこから凝固が始まるのか? 収縮欠陥が発生しやすい場所? プロセスをどのように制御できるか?
インベストメント鋳造用, 熱ビューは特に実用的です. ミスランなど、多くの一般的な鋳造欠陥, 収縮キャビティ, 微小収縮, 熱い涙, ガス気孔率, 分離, および介在物 - 鋳物がどのように凝固するかに密接に関係しています.
したがって、ゲートの設計には凝固についての深い理解が不可欠です。, 上昇中, シェルの厚さ, 予熱温度, 冷却条件, および指向性凍結戦略.
1. インベストメント鋳造において凝固が重要な理由
鋳造が失敗するのは、金属が間違って注がれたからだけではありません。. 非常に頻繁に, 根本的な原因は、注入後の金属の固化方法にあります.
間違った領域で凝固が速すぎる場合, セクションが完全に供給される前に凍結する可能性があります.
遅すぎる場合, 収縮と偏析がさらに激しくなる可能性があります.
温度場が不均一な場合, ホットスポットは、周囲のシェルが硬化した後も長い間液体のままである可能性があります, 虫歯や亀裂の条件を作り出す.
インベストメント鋳造 このプロセスでは厚いシェルではなくセラミックシェルを使用するため、特に敏感です。, 断熱性の高い砂型.
そのシェルは精密かつ細部まで設計できます, しかしそれはまた、熱環境が高度に計画的であることを意味します.
シェルの厚さ, 予熱します, コーティング, 絶縁, および金属の鋳込み温度はすべて温度領域を形成し、したがって鋳物の最終品質を決定します。.
実際に, 凝固は鋳物の隠れた構造です. 金型によって形状が定義される場合があります, しかし、固化は内部の現実を定義します.
2. インベストメント鋳造の温度分野

鋳造温度分野の基本概念
鋳物の凝固中に発生するほぼすべての物理現象は、温度に依存する熱力学関数です。.
凝固熱伝達の主な研究目的は、鋳物やセラミックシェル内の動的温度場の変化を経時的に監視することです。.
温度場分布の解析による, エンジニアは重要な生産指標を正確に予測できます:
断面上の凝固ゾーンのリアルタイムサイズ, 凝固フロントの伝播速度, 収縮欠陥の空間分布, および総凝固時間.
これらの分析データは、ゲート システム設計の信頼できる理論的サポートを提供します。, ライザー配置, 補助冷却対策.
実際のインベストメント鋳造生産において, シェル綿巻きなど従来の補助加工, 水冷, 冷却アイロンの配置, コーティングの増粘,
強制空冷は基本的に温度場の分布を変更して冷却シーケンスを調整します.
数値シミュレーション計算には複雑な数学モデルや熱力学公式が適用されますが、,
この記事では、抽象的な数学的導出を簡略化し、直観的に理解できるように実際の工業用熱伝達原理に焦点を当てています。.
量産における実用的な熱伝達特性
ほとんどの製造担当者は冷却プロセスを単純化しすぎる傾向があります, 複雑な内部熱伝導機構を無視し、直感的な冷却時間で固化状態を判断するだけ.
インベストメント鋳造では, 全体的な放熱システムには、セラミックシェルから大気環境への熱放射と対流が含まれます。.
さまざまな冷却配置方法が熱伝達効率に大きく影響します: 完成したシェルは冷却ラックに置くことができます, 砂床, または充填砂に埋められます.
埋砂注入は、冷却効率の悪い代表的な冷却方法です。. 厚い砂の層がセラミックシェルを断熱します, 外部熱放散が大幅に遅くなる.
長期間の高温保持は凝固サイクルを延長するだけでなく、欠陥のあるシェル材料に対して有害な化学反応を引き起こします。, ケミカルサンドの付着につながる, 表面のピッチング, スラグ気孔率, そして殻を取り除くのが難しい.
極端な仮定のシナリオでは, セラミックシェルが熱伝導や輻射を伴わずに完全な断熱を実現する場合, 内部の溶融合金は完全に凝固することはありません,
これは、凝固における熱放散の決定的な役割を直感的に示しています。.
構造に起因する不均一な冷却 & シェルの厚さの違い
産業用インベストメント鋳造には、必然的に複雑な幾何学的特徴が含まれます, 溝も含めて, 内腔, 鋭い角, および過渡的な曲がり.
これらの複雑な構造により、セラミックシェルの厚さが不均一になります。. 同じバッチの製品の同じ位置であっても, 一貫性のない手作業によるコーティング作業により、シェルの厚さが不均一になる.
不均一なシェルの熱抵抗により自然冷却シーケンスが中断される: あらかじめ設定された急速凝固ゾーンにより凝固が遅れます, 一方、摂食が必要な厚いセクションの領域は早期に冷却されます。.
この無秩序な凝固シーケンスは、異常な引け巣と局所的な気孔を直接引き起こします。.
結晶潜熱 & 内部熱応力
巨視的なシェルの熱放散を超えて, 結晶化の潜熱は見落とされがちな核心要素です.
液体から固体への変化中, 合金は潜熱を継続的に放出します, 隣接する凝固ゾーンを再加熱し、その後の凝固の進行を遅らせます。.
層ごとに外向きに固化するという単純化された認識とは反対に, 実際の凝固界面は不規則で変動する.
さらに, 不均一な熱伝導により、鋳物全体に不均一な内部熱応力が発生します。.
過度に集中した熱応力が粒界や構造的弱点に沿って伝播する, 最終的には熱間引き裂きや冷間亀裂欠陥が形成されます.
現在, 主流の鋳造シミュレーション ソフトウェアは、熱力学的数学モデルに依存して温度場の分布を計算します。, 凝固時間と収縮欠陥の位置を予測.
シェル温度などの初期境界条件が重要であることは注目に値します。, 周囲温度, 合金の注入温度とシミュレーション精度が直接決まります.
3. 凝固に影響を与える主な要因
| 要素 | 影響を受けるもの | エンジニアリング上の結果 |
| 金属の熱拡散率 | 鋳物内部の温度がどのくらい早く均一になるか | 高い拡散率により、より平坦な温度プロファイルと小さな勾配が生成されます。; 拡散率が低いため、より急な勾配が生成されます. |
| 結晶化潜熱 | 冷凍時に放出される熱の量 | 潜熱が高いと凝固が長くなり、温度場が平坦になります. |
| 凝固温度 | 凍結が起こる温度レベル | 一般に、凝固温度が高くなると、温度勾配が増加し、金型の加熱が増加します。. |
金型の熱特性 |
シェルが熱を吸収して伝達する速度 | 熱吸収が速いと凝固速度が速くなりますが、グラジエント強度も増加する可能性があります。. |
| 注ぐ温度 | 溶融物の初期熱エネルギー | 過熱度が高いと凝固が遅れる; 過熱度が低いと凍結時間は短縮されますが、誤作動のリスクが増加する可能性があります. |
| 鋳造肉厚 | 熱量と凍結時間 | 厚い部分は冷却が遅くなり、収縮欠陥が形成される可能性が高くなります。. |
| 幾何学模様とコーナーデザイン | 局所的な熱集中と指向性凍結 | 曲線, コーナー, セクションの移行により、形状に応じてホットスポットが作成されたり、冷却が向上したりする可能性があります. |
4. 凝固における金属特性の影響
熱拡散率
熱拡散率は、熱が物質内にどのくらい早く伝わるかを表します。.
キャスティングで, 熱拡散率が高いほど、表面と中心の温度差がより早く解消されることを意味します. その結果、より均一な温度場が得られます。.
熱拡散率が低いということは、熱が中心に長く閉じ込められることを意味します, より急峻な温度プロファイルを生成する.
凝固の方向と速度は熱が金属を通過する速度に依存するため、これは重要です。.
他はすべて等しい, 熱拡散率が低い金属は、より強い温度勾配で凝固する傾向があり、内部ホットスポットのリスクが高くなります。.
潜熱
溶けた金属が固まるとき, 潜熱を放出します. この熱はすぐには消えない; 凍結を進める前にシェルに移す必要があります.
潜熱が大きいということは、完全な凝固が達成される前に鋳物がより多くのエネルギーを放出しなければならないことを意味します. これにより、凍結時間が延長され、温度フィールドが平坦になる傾向があります.
氷点下
絶対凝固温度も重要. 金属が高温で凍結すると、金型システムが長時間高温のままになります。.
鋳物の表面とシェル内部の温度差が大きくなる可能性があります, これは温度場と欠陥の可能性のある位置に影響を与えます.
一般的に, 低融点の非鉄合金は、高温の鋼や鉄とは異なる冷却挙動を示す傾向があります。, これが、合金族に応じてインベストメント鋳造の反応が異なる理由の 1 つです。.
5. モールドとシェルの特性の影響
シェルはパッシブではありません. 凝固における積極的な熱パートナーです.

シェルの熱吸収
熱を素早く吸収するシェルは凝固を促進します.
精度やサイクルタイムが重要な場合に役立つ可能性があります, しかし、より急峻な温度勾配が生じることもあります.
熱をよりゆっくりと吸収するシェルは凝固時間を延長し、温度フィールドをより平坦にする可能性があります。, しかし、給餌方法が適切に設計されていない場合、収縮のリスクも高まる可能性があります。.
シェルの予熱
インベストメント鋳造では, シェルの予熱は主要なプロセス変数です.
シェルを高温にすると熱衝撃が軽減され、充填性が向上する可能性があります。, しかし、それはまた、開始時の凝固への熱駆動力も減少させます。.
より冷却されたシェルは熱をより速く抽出します, ただし、充填中に金属の温度が急激に低下すると、流れやミスランのリスクが生じる可能性があります。.
したがって、シェルの予熱は次のバランスをとる必要があります。 充填能力 そして 凝固制御.
シェルの厚さと局所的なコーティング
シェル構築技術により、局所的なシェルの厚さが異なる場合があります, ジオメトリ, およびオペレーターの練習. 厚いシェルセクションはより断熱性が高く、薄いセクションとは異なり冷却されます。.
これにより、凝固順序が意図せず変更される可能性があります, 「正しい」領域があまりにも早く凍結するか、「間違った」領域が液体のままになりすぎる原因となります。.
それが、シェルの均一性が非常に重要である理由です. シェルの厚さが不均一であると、適切に設計されたように見える鋳物が、隠れた収縮や歪みの問題を抱えたものに変わってしまう可能性があります。.
6. 注湯条件の影響
注湯条件は単に金型が充填されるかどうかを決定するものではありません. 凝固の開始点も決定します.

過熱
過熱度は、溶融金属の温度が液相線または凝固しきい値を超える量です。.
適度な過熱により、金属は金型を満たすのに十分な時間液体を保つことができます。.
ただし、過熱度が高すぎる場合は、, 冷凍が始まる前に殻が除去しなければならない熱エネルギーを効果的に増加させます。.
通常、過熱度が高くなるということは、:
- 凝固時間が長くなる,
- 平坦化または遅延した凍結前線,
- より高いシェル熱負荷,
- 冷却経路が制御されていない場合、偏析や歪みのリスクが高まる可能性があります。.
注湯速度
注入速度は充填品質と熱安定性の両方に影響します. 遅すぎる, キャビティがいっぱいになる前に金属が凍結し始める可能性があります.
速すぎる, と乱流, 同伴ガス, またはシェル侵食が発生する可能性があります. 理想的な注入速度により、制御可能な熱場を維持しながら、金型へのスムーズな充填が可能になります。.
注湯温度 対. メタルタイプ
注湯温度の影響は合金と鋳造ルートによって異なります.
一部のシステムでは, 特に金型熱伝導率の高いものや金型, 過剰な過熱は急速に失われるため、効果はそれほど劇的ではない可能性があります.
インベストメント鋳造では, しかし, シェルの特性と部品の形状により、注湯温度が非常に重要な変数となることがよくあります.
7. 鋳造形状の影響
鋳造形状は凝固経路において中心的な役割を果たします.
壁の厚さ
厚い部分はより多くの熱を保持し、よりゆっくりと固まります. 薄い切片はすぐに凍ります.
この違いにより、意図的に使用できる方向性フリーズ パターンが作成されます。, 設計が悪い場合, 欠陥が生じる可能性がある.
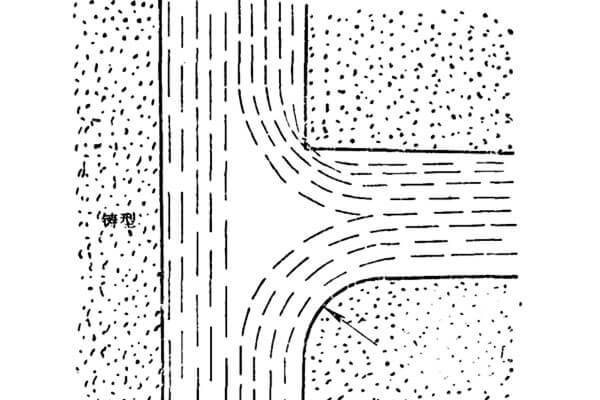
形状と角
形状が局所冷却環境を変える. 凸面は、熱を吸収するために利用できる周囲のシェルの体積が変化するため、一般に平らな面とは冷却方法が異なります。.
凹面や内部コーナーは、周囲のシェル質量がより拘束され、熱流路が不利になるため、冷却が遅くなることがよくあります。.
半径と鋭角の比較
鋭い内側の角は典型的なホットスポットの場所です.
鋭い内部コーナーを半径のあるコーナーに置き換えると、熱伝達面積が増加し、コーナーがより均一に固まるのに役立ちます。.
そのため、熱間亀裂や収縮集中を軽減するために内部フィレットがよく使用されます。.
よくある誤解は、半径は単に「厚みを加える」だけなので、よりゆっくりと冷却する必要があるということです。.
現実に, より大きな熱伝達面は追加された局所質量を上回る可能性があります, 凝固挙動を悪化させるのではなく改善する.
セクション遷移
厚い切片から薄い切片への突然の変化は、凍結シーケンスを妨げる可能性があります。.
薄い部分が最初に凍結し、厚い部分が分離する可能性があります, そうすると収縮しやすくなります.
優れた鋳造設計により、可能な限り突然の熱の中断が回避されます。.
8. 凝固モードとその実際的な意味
凝固は、部品内で凍結前線がどのように進行するかという観点から広く理解できます。.
方向凝固
これは鋳造設計における理想的なケースです. 金属は、一方の端または表面からライザーまたは供給領域に向かって徐々に凝固します。, 液体金属が収縮ゾーンに継続的に供給できるようにする.
方向性凝固はひけ巣の防止に役立つため、健全な鋳造設計の基礎となります。.
冷却固化
熱が急速に失われるため、局所的な領域が早期に凍結する場合, チルドゾーンのように動作する可能性があります.
これは特定の場合に役立ちます, ただし、凝固した領域が他の領域への供給を妨げる場合は、, 収縮欠陥が生じる可能性があります.
同時凝固
大きなセクションがそのボリューム全体でほぼ同時にフリーズした場合, 収縮供給が困難になる.
このモードは、プロセスがそれをサポートするように特別に設計されていない限り、通常はあまり望ましくありません。.
インベストメント鋳造における実際的な目的は通常、最後の重要なホットスポットが凍結するまで供給が可能な状態を維持できるように凝固を管理することです。.
9. 凝固中に形成される一般的な欠陥
鋳造欠陥の多くは凍結段階で発生します, 注ぐ最中ではない.
ひけ巣
液体金属が固まると, 契約します. 近くの液体金属によって収縮が引き起こされない場合, 最後に凍結する領域に空洞が形成される可能性があります.
微小収縮または収縮気孔率
目に見える1つの空洞の代わりに, 鋳物には、供給が不十分な領域に多くの小さな内部空隙が含まれる場合があります。.
これらは強度と漏れ抵抗を低下させる可能性があるため、高性能鋳造品では特に有害です。.
熱い涙
鋳物が収縮中に拘束され、シェルまたは形状が自由収縮を妨げる場合, 金属がまだ部分的に固体である間に亀裂が発生する可能性があります.
鋭い角, 突然のセクション変更, 温度勾配の制御が不十分な場合、このリスクが増大します.
分離
凝固中, 合金元素は完全に均一ではない可能性があります.
凍結初期の地域と凍結後期の地域では、局所的な組成の違いが生じる可能性があります. これは機械的特性や腐食挙動に影響を与える可能性があります。.
ガス気孔率
溶融物中にガスが存在する場合、またはシェルが適切に排気できない場合, 金属が凍結するとガスポケットが閉じ込められる可能性があります.
これは、内部の健全性が重要となる精密鋳造において特に深刻です。.
10. インベストメント鋳造における凝固の制御方法
プロセス設計の目的は、単に金属を凍結させることではありません. 制御された方法で凍結させることです.
実践的な方法としては、:
- 適切な注入温度の選択,
- シェルを適切なレベルまで予熱する,
- シェルの厚さとコーティングの制御,
- 方向性凍結用のゲートとライザーの設計,
- 必要に応じて冷却または局所断熱材を使用する,
- 注入後の冷却条件の管理,
- 温度フィールドを可能な限り予測可能に保つ.
多くの鋳造工場で, 「鋳造欠陥の問題」のように見えるものは、実際には凝固制御の問題です.
温度フィールドが間違っている場合, 下流でいくら検査しても部品を完全に修復することはできません.
11. 結論
インベストメント鋳造は、その精度と表面品質が高く評価されることがよくあります。, しかし、これらの品質は凝固が適切に理解され、制御された場合にのみ達成されます。.
液体から固体への移行は、内部構造が作成される場所です, 餌が保存されるか失われる場所, 主要な鋳造欠陥のほとんどが防止されるか、発生する場所です。.
中心となるレッスンはシンプルです: 優れたインベストメント鋳造は正しく注がれるだけではありません, しかし、正しく冷凍されました.
温度フィールド, シェルの動作, 注ぐ状態, と鋳造ジオメトリがすべて連携して、最終部品が健全になるかどうかを決定します。, 安定した, そして役に立つ.
したがって、凝固を理解することは理論的な演習ではありません. これは、インベストメント鋳造エンジニアリングにおける最も実践的なスキルの 1 つです。.

