1. 導入
銅 銅は優れた電気伝導性と熱伝導性を備え、幅広い産業上の有用性を兼ね備えているため、CNC 加工は製造において特別な位置を占めています。.
銅は電気接点に広く使用されています, 配線, 熱伝達部品, パイプ, バルブ, フィッティング, ラジエーター, 電流や熱を効率的に移動させる必要があるその他のコンポーネント.
実際に, 「銅CNC加工」はただ柔らかい金属を切るだけではありません; それは切りくずの流れを制御することです, 工具形状, 熱, グレードごとに挙動が大きく変化する材料ファミリーの表面仕上げ.
2. 銅CNC加工とは?
銅 CNC加工 フライス盤などのコンピュータ数値制御装置を使用して、銅および銅合金を精密部品に制御されたサブトラクティブ成形です。, 旋盤, 掘削センター, タッピングシステム, と仕上げツール.
実際の製造現場では, プロセスは銅のストック(通常はバー)から始まります。, 皿, ロッド, または事前に成形されたブランク - 部品が最終形状に達するまで、プログラムされたツールパスで材料を除去します, 許容範囲, そして表面状態.

銅加工の特徴は、銅が単なる「柔らかい金属」ではないことです。
延性が高いです, 切断挙動が合金の種類に大きく影響される高導電性材料, 工具形状, チップ形成, そして熱管理.
純銅は快削銅とは大きく異なる挙動をします。, ブロンズ, 真鍮合金, または銅ニッケル合金.
結果として, 銅の CNC 加工は、強引な切断ではなく、ツール間の相互作用の管理に重点が置かれています。, 材料, 熱, そして切りくずの流れ.
産業実践で, CNC 加工銅は、コンポーネントを組み合わせる必要がある場合に使用されます。 精度, 電気伝導率または熱伝導率, 耐食性, そして 再現性.
そのため、電気システムでは特に重要になります, 熱管理部品, マリンハードウェア, 流体処理コンポーネント, および専門産業アセンブリ.
3. 一般的な銅材料ファミリーと加工挙動
| 材料ファミリー | 一般的なグレード / 例 | 加工挙動 | 典型的な使用例 |
| 高導電性銅 | C11000 ETP銅, C10100OF銅 | 非常に延性があり、導電性が高い, しかし、切りくず形成が不十分なため、きれいに加工するのは困難です, 蓄積されたエッジリスク, カットをコントロールしないと汚れが発生する傾向があります. | 電線, バスバー, 連絡先, 高真空および電気部品, 通電部品. |
| 快削銅 | C14500 テルル含有銅, C14700 硫黄含有銅 | 切りくず破壊添加剤により切削性が大幅に向上し、切削安定性が向上するため、純銅よりも機械加工がはるかに容易です。. | 機械加工された電気部品, ガス溶接ノズル, トーチのヒント, はんだごてのこて先. |
| 脱酸銅 | C12200および類似の脱酸グレード | 溶接やろう付けに適しています; 機械加工性は許容範囲内である, しかし、これらのグレードは、切断の最大の容易さよりも、製造と接合を目的として選択されることがよくあります。. | 配管システム, ガスと水道の供給, 建築用シートおよびチューブの用途. |
銅ニッケル合金 |
90-10, 70-30 銅ニッケル | ステンレス鋼よりも加工が容易で、耐食性と加工性のバランスが高く評価されています。, 快削黄銅ほど加工が容易ではありませんが、. | 海水配管, 熱交換器, コンデンサー, 油圧チューブ, 海洋継手. |
| ブロンズ そして真鍮の家族 | 錫青銅, アルミブロンズ, 有鉛真鍮, ガンメタル | 被削性は大きく異なります. 有鉛真鍮は機械加工が最も簡単です, 一方、青銅とアルミニウム青銅はより硬く、より慎重な工具形状と冷却剤の管理が必要になる場合があります。. | ベアリング, フィッティング, 海洋成分, 耐摩耗性の部品, 機械ハードウェア. |
4. 銅の主要な CNC プロセス
銅の CNC 加工は単一の操作ではなく、一連のプロセスです, それぞれに独自の技術要件とパフォーマンスロジックがあります.

CNC 銅フライス加工
ミリング 平らな表面を持つ銅部品の最も一般的なプロセスの 1 つ, ポケット, キャビティ, コンタクトブロック, 熱伝達機能, 複雑な外部形状.
部品の導電性と正確な成形を組み合わせる必要がある場合に特に重要です。, フライス加工により正確な平面を形成できるため, スロット, くぼみ, 制御された方法でインターフェイスします.
銅のフライス加工は、鉄鋼のフライス加工とは異なる点で技術的に厳しいものです。.
素材は十分に柔らかいため、切断を適切に管理しないときれいに割れずに変形してしまいます。, 汚れの原因となる可能性があります, 構築されたエッジ, または表面の鮮明度が低い.
したがって、このプロセスでは鋭い刃先の恩恵を受けることができます。, 安定したツールパス, こするのではなくきれいな切りくずの除去を促進する切削戦略.
高価な銅部品の場合, フライス加工は、機能的な形状と高品質の表面の両方を 1 回の制御された操作で生成できるため、多くの場合、主要な成形方法となります。.
CNC 銅旋削加工
旋回 ブッシングなどの円筒形の銅部品に推奨されるプロセスです, 袖, リング, コネクタ, 精密接触体, および管状コンポーネント.
これは、部品が回転対称で、きれいな外側プロファイルまたは同心円状の内部フィーチャが必要な場合に特に役立ちます。.
銅旋削は一般に生産性が高い, ただし、チップの動作を注意深く制御する必要があります.
純銅およびその他の軟銅グレードは、排出が困難な長い切りくずを形成する可能性があります, 特に切断条件が破損ではなくスミアを促進する場合.
したがって、適切に設計された旋削加工は工具形状に依存します。, 切断速度, 飼料バランス, 切りくず分断性能.
適切に実行された場合, 旋削加工により優れた真円度を実現, 表面の品質, 寸法再現性.
そのため、外形と接触品質が重要な電気部品や熱部品に広く使用されています。.
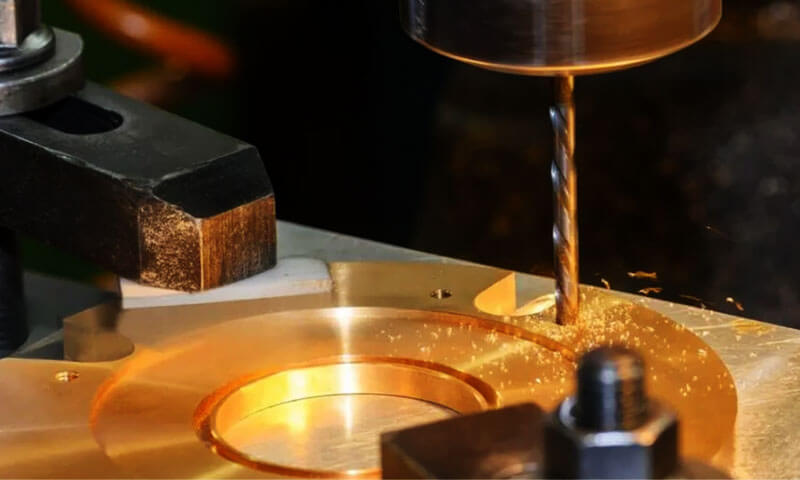
掘削, リーミング, と銅のタッピング
多くの部品にネジ穴が必要なため、銅加工では穴開けが不可欠です。, ファスナーインターフェイス, 流体通路, または位置合わせ機能.
ドリリングは最初の穴を作成するために使用されます, リーマ加工はサイズと仕上げを調整するために使用されます, タッピングはめねじを生成するために使用されます.
銅は比較的除去しやすい, しかし、切りくずが効率的に排出されないと、穴あけ加工に問題が生じる可能性があります。.
長さ, 延性のある切りくずが穴に詰まる可能性がある, 壁をこする, または特徴の精度を損なう.
つまり、銅の穴あけとねじ切りには慎重な工具選択が必要です, 一貫したフィード, 効果的な冷却剤または潤滑剤の供給.
リーマ加工は、ドリルだけで行うよりも穴がより厳しい公差を満たす必要がある場合や、より滑らかな仕上げが必要な場合に特に役立ちます。.
タッピング, その間, パイロット穴がきれいな場合に最も成功します, チップパスが安定している, 工具は材料を無理に押し込むのではなく、切断することができます。.
ねじ切りとねじ成形
銅へのねじ切りはタッピングによって実行できます。, ねじ切り加工, 部品の形状や生産戦略に応じて、または一点ねじ切りも可能.
銅の延性により、ねじの品質が工具の切れ味や切りくず排出の影響を受けやすくなる可能性があります, したがって、ねじ切り方法は、必要な精度と切りくず詰まりの可能性に応じて選択する必要があります。.
ねじの精度と柔軟性が重要な場合には、ねじフライス加工が魅力的な場合が多い, 単純な繰り返し作業の場合はタッピングの方が効率的ですが、.
いずれの場合も, 目標はクリーンを形成することです, 材料を引き裂いたり、入口点と出口点でバリを生成したりすることなく、再現可能なねじ山プロファイルを実現します。.
銅は電気および流体関連のアセンブリで頻繁に使用されるため, 糸の品質は寸法だけの問題ではありません.
接触安定性にも影響する, 漏れ抵抗, 長期にわたるサービスパフォーマンス.
表面仕上げと二次加工
表面状態は形状と同じくらい重要であるため、銅部品は機械加工後に仕上げられることがよくあります。.
部品の外観を滑らかにする必要がある場合は、研磨とバフ研磨が一般的です。, 洗練された接触面, または摩擦の減少.
より技術的なアプリケーションについては, 仕上げは、電気的または熱的接触領域の界面品質を向上させるために使用される場合もあります。.
一部の銅コンポーネントは、高度に研磨された状態を維持することを目的としています。, 一方、機能的なマットまたはコントロールされた質感の仕上げが必要な場合もあります.
したがって、仕上げルートは機械加工プロセスと一緒に定義する必要があります。, 部品がすでに完成した後ではない.
5. 銅のCNC加工の利点
優れた導電性による性能
銅の最も価値のある特性は、その熱伝導性と電気伝導性を維持します.
そのため、CNC 加工された銅部品が電気工学や熱伝達ハードウェアで非常に一般的になっています。:
機械加工プロセスは、効率的に作業を行う材料に必要な正確な形状を作成するために使用されます。.
精密インターフェースに強力に適合
銅合金は正確かつ良好な公差で加工可能, 電気接点にとって貴重なものです, 合わせ面, シール機能, および流体を扱う部品.
この機械加工ルートにより、そうでなければ確実に取り付けたり組み立てたりすることが困難な合金から精密な形状を作成することが可能になります。.
幅広い材質の選択
銅の加工は 1 つの合金に限定されません.
エンジニアは高導電性銅から選択可能, 脱酸素グレード, 快削銅, ブロンズ, 真鍮, 導電性を優先するかどうかに応じて、銅とニッケルを選択, 加工性, 耐食性, または強さ.
その柔軟性により、多くのユーザーが当初想定していたよりも銅の産業範囲が広がります。.
優れた二次仕上げの可能性
銅は効果的に研磨およびバフ研磨が可能, 多くの銅合金は接合によく反応します, ろう付け, およびその他の二次的な操作.
これにより、CNC 加工された銅部品がスタンドアロン コンポーネントとしてだけでなく実用的になります。, 大規模なアセンブリや精密サブシステムの一部としても使用可能.
広範な産業関連性
銅は電気の役割を果たすので、, サーマル, 海兵隊, と化学的役割, CNC 加工は多くの分野で使用されています.
このプロセスはニッチなものではありません; これは、形状と同じくらい導電性と信頼性が重要な部品の中心的な製造ルートです.
6. 銅 CNC 加工における主要な技術的課題

ソフトにビルトアップエッジ, 延性銅
純銅は延性が高く冷間加工性が高いため、機械加工が困難です。.
加工ガイドには、工具の摩耗が大きくなる可能性があると記載されています, 切りくず形成が不良, 切断中に構成刃先が形成される可能性があります, 仕上がり品質と寸法安定性が低下します.
長さ, 難しいチップ
銅の機械加工では、排出するのが難しい長い管状またはリボン状の切りくずが生成されることがよくあります.
これにより絡み合いが発生する可能性があります, 再切断, チップブレーク戦略が弱い場合、表面品質が不安定になります。.
加工ガイドは、純銅の主要な問題として切りくず処理を明示的に示しています。.
工具の摩耗とエッジローディング
純銅の切断圧力はかなり均一に保たれるため、, ビビリマークは、一部のより硬い合金に比べて問題が少ない可能性があります.
しかし, 同じソフト, 延性挙動により、刃先に高い機械的負荷が生じ、摩耗が加速する可能性があります。.
酸素を含む銅グレードには、刃先を損傷し、工具寿命を短縮する硬い介在物が含まれる場合もあります。.
合金間のばらつき
すべての銅合金が同じように動作するわけではありません.
銅 - 錫合金の錫含有量が増加すると、所定の工具寿命における切削速度が低下します。, 一方、アルミニウム、多量の鉄やニッケルも機械加工性に悪影響を及ぼす可能性があります。.
実際に, 一部の銅アルミニウム合金は、鋼のような加工挙動に近づきます。, これは、ショップが銅ファミリーを単一の素材ではなくスペクトルとして扱う必要があることを意味します。.
表面品質と工具寿命のトレードオフ
加工ガイドには、すくい角を大きくすると加工面の品質が向上すると記載されています, また、切断速度が速いと、一般に銅および銅合金の表面品質が向上します。.
しかし、すくい角が大きくなるとくさび角が減少し、したがって工具寿命が減少することにも注意してください。. このトレードオフは銅加工の経済性の中心です.
7. 機械加工性を向上させるためのプロセス戦略
合金を用途に合わせて選択する
被削性の最初の決定は材料の選択です.
部品に最大の導電性が必要な場合, 高導電性銅または無酸素銅が適切な場合があります, しかしきれいに機械加工するのは比較的難しい.
部品の機械加工性を向上させる必要がある場合, C14500 や硫黄含有 C14700 などのテルル含有快削銅は、加工がはるかに簡単です.
銅特有の工具形状を使用する
銅加工のガイダンスでは、工具の形状を実際の被削材に合わせて調整する必要があることが強調されています。.
すくい角が大きいと切削エネルギーが低減され、切りくずの流れが改善されます。, 特に軟質銅グレードの場合,
一方、最大限の切削容易性よりも刃先の安定性が重要な場合は、より小さなすくい角が必要になる場合があります。.
安定した切りくず生成を実現する押し込み速度と送り
切削速度と送りを適切な範囲内で増加させると、構成刃が発生しにくくなります。.
言い換えると, 銅は、摩擦を避けるのに十分な決定的な切断を行うと、より良く加工できることがよくあります。.
とても軽い, カットを躊躇すると、表面が汚れてツールエッジでの付着が促進される可能性が高くなります。.
切りくず排出を考慮した設計
銅部品は切りくずの流れを考慮して設計する必要があります, 特にポケットが深い場合, ブラインドホール, スレッド機能が関係しています.
主な問題は、切りくずが形成されるかどうかではなく、切りくずが形成されるかどうかではなく、切りくずが切り口をきれいに残すのに十分なスペースと冷却液へのアクセスが作業によって残されるかどうかです。.
適切な加工クラスに適切な合金を使用する
アプリケーションが許可する場合, 自由加工銅グレードはコストとプロセスのリスクを大幅に削減できます.
アプリケーションで高い導電性と超清浄な純度が要求される場合, その場合、純銅にはまだ加工の困難さの価値があるかもしれません.
正しい答えは、部品の導電性が最適化されているかどうかによって異なります。, 結合可能性, 機械加工の精度, あるいは生産効率.
8. 銅CNC機械加工部品の用途
銅製の CNC 機械加工部品があらゆる場所で使用されています 電気伝導率, 熱伝導率, 耐食性, と精度 単一コンポーネント内に共存する必要がある.
汎用構造用金属とは異なります。, 通常、銅は機能的な理由から選択されます。: 電流を流さなければなりません, 熱を伝える, 酸化に抵抗する, または、厳しいサービス条件下でも信頼性の高い接続を維持します。.

電気および電力工学
このカテゴリの代表的な部品には電気接点が含まれます。, コネクタ本体, 端子台, バスバー, コンタクトホルダー, 電極コンポーネント, 精密な導電性インターフェース.
これらのアプリケーションで, CNC 加工を使用してきれいな合わせ面を作成します。, 正確な穴, 正確なスロット, 安定した接続機能.
加工面の品質は電気抵抗に直接影響します。, 熱生成, 長期にわたる接触信頼性を実現.
熱管理と熱伝達
一般的な用途にはヒートシンクが含まれます, ヒートスプレッダ, コールドプレート, サーマルブロック, 冷却マニホールド, および高精度のサーマルインターフェース.
これらの部分では, 機械加工は平坦な表面を作成するために使用されます, チャネルネットワーク, 熱伝達効率を最大化する接触ゾーン.
表面品質と幾何学的精度が向上する, 熱性能が優れているほど.
海洋および海水サービス
典型的な海洋用途には継手が含まれます, バルブ部品, ポンプコンポーネント, 熱交換器部品, 海水配管金具, 耐腐食性コネクタ.
これらのシステムでは, 加工品質はシーリングに影響します, 摩耗挙動, 塩水環境でも部品が安定した状態を保つ能力.
配管, 流体の取り扱い, およびプロセス装置
銅製の CNC 機械加工部品は、流体が流れる配管やプロセス システムでも一般的です, シーリング, そして耐食性も重要.
バルブには銅の削り出し部品が使用されています, コネクタ, カップリング, ノズル, フィッティング, マニホールド, アダプター, および制御要素.
真空, 研究室, および高純度システム
用途には真空フランジが含まれます, チャンバーフィッティング, 電極部品, 精密シール, および実験器具のコンポーネント.
これらの環境で, 表面の汚染, バリ, シール面が不十分だと、重大な性能上の問題が発生する可能性があります, そのため、加工プロセスは厳密に制御される必要があります.
溶接, ろう付け, およびヒートツーリング用途
銅 CNC 機械加工部品は、溶接や熱処理用の工具や消耗品に広く使用されています。.
例にはトーチチップが含まれます, ガス溶接ノズル, はんだごてのこて先, 電極ホルダー, および熱工具インサート.
産業機械および精密ハードウェア
銅製CNC部品は、導電性が高い産業機械にも使用されています。, 摩耗挙動, または耐食性によりコンポーネントに機能上の利点がもたらされます。.
これにはブッシュも含まれます, 袖, 精密インサート, 導電性機械要素, 製造システムで使用される特殊なハードウェア.
装飾および建築コンポーネント
技術的な理由から銅が選択されることが多いですが、, 強い美的価値もあります.
機械加工された銅部品は建築の細部に使用可能, 装飾パネル, カスタムフィクスチャー, 機能だけでなく外観も重要なハイエンドデザインアプリケーション.
9. CNCの機械加工と. 銅の精密鋳造
| 比較の側面 | CNC 銅加工 | 精密キャスティング 銅 |
| 製造原理 | 銅部品は棒から材料を除去することによって製造されます, 皿, ロッド, またはフライス加工によるブランクストック, 旋回, 掘削, リーミング, タッピング, そして糸切り. | 溶けた銅合金を金型に流し込み、ニアネットシェイプの部品を作成します, 後で除去しなければならない在庫の量を減らす. |
| 寸法精度 | 厳しい公差に最適, 精密な合わせ面, ねじ付きフィーチャー, および電気接触面. 銅部品も正確に加工可能, しかし、工具の磨耗や構成された刃先は品質にすぐに影響を与える可能性があるため、プロセス管理は不可欠です。. | 最終寸法に近い全体形状を作成するのに適しています, しかし、重要な機能面では依然として仕上げ加工が必要な場合が多い. |
| 表面仕上げ | 工具形状に優れた表面品質を実現できます。, 餌, 切断速度と切断速度が適切に制御されている. | 鋳造表面は通常、精密機械加工された表面よりも粗く、局所的な仕上げや機械加工が必要になる場合があります。. しかし, ニアネットシェイプ鋳造により、必要な仕上げ加工の量を大幅に削減できます。. |
幾何学的自由度 |
ツールからアクセスできる機能に最適: ボア, アパート, ポケット, スロット, スレッド, そして正確なインターフェース. 深い内部形状はカッターへのアクセスと切りくず排出によって制限されます. | 複雑な外部形状や、ソリッドストックから機械加工するよりも金型内で複雑な形状を作成する方が簡単な部品に適しています。. |
| 材料利用 | 複雑な部品の場合は、より多くの材料がチップとして除去されるため、低くなります。. これは特に高導電性の銅に当てはまります。, これは貴重であり、多くの場合固体素材から機械加工されます。. | 複雑な形状の部品の場合は、コンポーネントが最終形状に近い形で形成されるため、より高くなります。, 除去される材料を最小限に抑える. |
| 典型的な技術的リスク | ビルトアップエッジ, チップスミアリング, 長い糸状のチップス, 表面劣化が主なリスクです. | 鋳造のリスクは金型充填に集中します, 凝固品質, そして局所的な欠陥, 利点はニアネットシェイプ経済です. |
に最適です |
電気接点, バスバー, 熱伝達ブロック, 精密コネクタ, ねじ部品, 非常に正確なインターフェースや高度に管理された表面品質を必要とするコンポーネント. | 船舶用複合銅合金部品, 海水, 化学薬品, 発電, および摩耗関連のアプリケーション, 特にネットシェイプまたはニアネットシェイプの生産により下流の機械加工が削減される可能性がある場合. |
| 経済プロフィール | 通常、精密駆動部品に最も強い, プロトタイプ, 金型への投資よりも柔軟性が重要な少量作業. プロセスコストは加工時間によって決まります, ツールウェア, そして切りくずの処理. | 通常、幾何学的に複雑な場合に強い, 工具投資が正当化され、ニアネットシェイプ生産により仕上げ加工コストが削減される安定した設計. |
| 工学的評決 | 精度を重視する場合はより良い選択, 仕上げる, 機能的なインターフェースの品質が要件を支配します. 銅の機械加工は制御が集中する精密な工程です. | ジオメトリの複雑さとニアネットシェイプの効率が優先される場合に適した選択. 精密鋳造は銅合金の形状効率の高い方法です. |
10. 結論
銅 CNC 加工は、導電性を考慮した成熟した高精度サブトラクティブ製造技術です。, 放熱性と耐腐食性のコンポーネント.
純銅は優れた導電性を備えていますが、切りくず処理が困難です; 有鉛黄銅は大量生産に最適な機械加工性を備えています; 青銅と白銅は、高強度および耐腐食性の産業シナリオに適用されます。.
アルミやスチールと比べて, 銅には電気伝導と放熱においてかけがえのない利点があります, 一方、その高密度と原材料コストにより、大規模な構造用途が制限されます。.
将来, 新エネルギー電力システムと半導体産業の高度化に伴う, 高精度 CNC 銅コンポーネントに対する市場の需要は今後も成長し続けるでしょう.
合理的な銅グレードの選択と最適化された処理技術により、銅材料の熱的および電気的利点が最大化されます。, ハイエンド産業機器向けに信頼性の高いコアコンポーネントを提供.
FAQ
CNC 加工に最も適した銅グレードはどれですか?
有鉛快削黄銅 C36000 は自動切りくず分断機能により最高の被削性を実現, バリが少なく、加工難易度も低い.
純銅は切断後にひどいバリが発生するのはなぜですか?
純銅は延性が非常に高い; 材料はせん断中にきれいに壊れません, エッジのバリが長くなり、研磨とバリ取りが必要になる.
銅加工に適したコーティング切削工具です?
いいえ. コーティングされたツールは摩擦と粘着力を増加させます; コーティングされていない研磨された超硬工具は銅に最適な選択肢です.
機械加工された銅には酸化防止処理が必要ですか?
はい. 新しい銅の表面は空気中ですぐに酸化して黒ずみます。; 金属光沢と導電性を維持するには、不動態化または変色防止オイルが必要です.
従来のCNC銅部品の公差はどれくらいですか?
工業用標準公差は±0.01 mmに達します; 超精密銅導電部品は±0.005mm以内の公差を達成可能.

