
1. Introduzione
La “ruggine rossa” sull’acciaio inossidabile viene spesso confusa con un difetto puramente estetico, ma in molti impianti industriali è molto più di una macchia superficiale.
Nelle utility farmaceutiche, Attrezzatura per la trasformazione degli alimenti, linee di acqua ultrapura a semiconduttore, e reti di vapore ad elevata purezza,
la comparsa di una colorazione rosso-marrone può indicare la rottura della passivazione, contaminazione da ferro, o processi di corrosione in fase iniziale che potrebbero compromettere l'integrità del sistema.
A differenza della normale ruggine sull'acciaio al carbonio, La ruggine rossa dell'acciaio inossidabile si sviluppa solitamente in condizioni operative specifiche piuttosto che attraverso una corrosione di massa uniforme.
È quindi meglio interpretarlo come un segnale diagnostico: quando appare la ruggine rossa, spesso rivela una discrepanza nella selezione dei materiali, condizione della superficie, chimica di processo, e controllo operativo.
In sistemi ad elevata purezza, tale discrepanza può portare non solo a difetti estetici, ma anche alla contaminazione del prodotto, preoccupazioni normative, durata di servizio ridotta, e maggiori costi di manutenzione.
2. Cosa significa ruggine rossa sull'acciaio inossidabile
Acciaio inossidabile deve la sua resistenza alla corrosione a un sottile, Film passivo ricco di cromo autoriparante che si forma naturalmente sulla superficie.
In condizioni normali, questo film isola il metallo sottostante dall'ambiente e sopprime una significativa ossidazione del ferro.

La ruggine rossa appare quando lo strato passivo è indebolito, interrotto, o alterato chimicamente.
Una volta che la pellicola protettiva perde stabilità, il ferro dalla superficie o dalla regione vicino alla superficie può migrare verso l'esterno e ossidarsi.
Gli ossidi e gli idrossidi di ferro risultanti possono apparire rossi, arancia, marrone, marrone scuro, o anche pellicole viola-nere a seconda dello stato di ossidazione, chimica locale, temperatura, e la storia dell'esposizione.
In altre parole, la ruggine rossa non è un fenomeno unico.
Si tratta di una famiglia di manifestazioni superficiali legate alla degradazione del film passivo, arricchimento di ferro, contaminazione esterna, o comportamento di ossidazione ad alta temperatura.
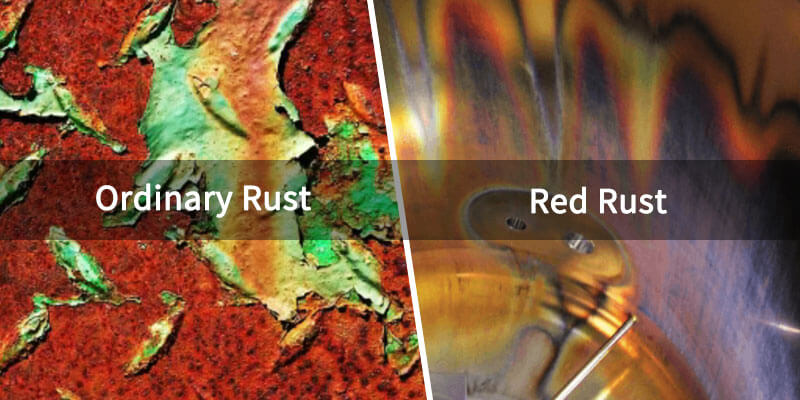
3. La ruggine rossa non è la stessa ruggine ordinaria
È importante distinguere la ruggine rossa dell'acciaio inossidabile dalla classica ruggine dell'acciaio al carbonio.
Sull'acciaio al carbonio, la corrosione è tipicamente un attacco diretto e progressivo al materiale sfuso.
Il ferro è ossidato, si accumulano ossidi di ferro idrati, e il substrato si assottiglia gradualmente, pozzi, scale, e schegge. Il processo è distruttivo e si auto-propaga:
Fe → Fe²⁺ → Fe(OH)₂ → Fe(OH)₃ → prodotti antiruggine
Su acciaio inossidabile, Tuttavia, non è previsto che la lega di base si corroda in questo modo in normali condizioni di servizio.
La ruggine rossa spesso inizia con un'interruzione del livello superficiale: contaminazione, scarsa pulizia, passivazione impropria, chimica aggressiva dell'acqua, o esposizione termica.
Il substrato può rimanere inizialmente intatto, ma la comparsa della ruggine indica che l'equilibrio protettivo è stato disturbato.
Questa distinzione è importante perché la risposta corretta non è semplicemente “rimuovere la macchia”. Il vero compito è identificare il motivo per cui il film passivo ha fallito e prevenirne il ripetersi.
4. Principali forme di ruggine rossa in acciaio inossidabile
Dal punto di vista ingegneristico, La ruggine rossa dell'acciaio inossidabile non deve essere trattata come un unico difetto uniforme.
Il suo aspetto, adesione, e l'origine variano in modo significativo a seconda della fonte di contaminazione, condizione della superficie, e ambiente di servizio.
Ruggine rossa di tipo I: Ruggine indotta da contaminazione esterna
La ruggine rossa di tipo I appare tipicamente come un deposito superficiale rosso brillante o rosso-arancio.
È causato da contaminazione esterna di ferro piuttosto che una vera e propria corrosione del substrato di acciaio inossidabile.
Le fonti comuni includono particelle di ferro galleggianti, polvere di acciaio al carbonio, residui di macinazione, contaminazione del trasferimento dell'utensile, e altre impurità metalliche estranee che aderiscono alla superficie dell'acciaio inossidabile e successivamente si ossidano.

Questo tipo di ruggine è solitamente attaccato in modo lasco e spesso possono essere rimossi mediante la pulizia ordinaria, asciugandosi, o trattamento meccanico leggero.
Importante, la pellicola passiva in acciaio inossidabile e il metallo di base sono generalmente ancora intatti, il che significa che non si è verificata alcuna corrosione in situ significativa.
In termini pratici, La ruggine di tipo I è meglio intesa come a problema della contaminazione superficiale piuttosto che un problema di degrado materiale.
Comunque, in sistemi ad elevata purezza o igienici, rimane un serio problema di qualità perché indica un controllo di fabbricazione o di gestione insufficiente.
Ruggine rossa di tipo II: Ruggine da precipitazione in situ
La ruggine rossa di tipo II si presenta solitamente come colorazione marrone scuro o nera ed è associato a precipitazioni in situ sulla superficie dell'acciaio inossidabile.
È più comunemente osservato nei sistemi di circolazione di acqua ultrapura a lungo termine, o in apparecchiature in cui la passivazione è stata incompleta, irregolare, o degradato nel tempo.

In questo caso, il film passivo ricco di cromo è troppo sottile, difettoso, o chimicamente instabile per sopprimere completamente la migrazione del ferro dalla matrice di acciaio inossidabile.
Di conseguenza, le specie contenenti ferro si separano localmente, ossidarsi in superficie, e formare uno strato di ossido più stabile e fortemente aderente.
A differenza della ruggine di tipo I, questo modulo non può essere rimosso semplicemente strofinando, perché non si tratta solo di contaminazione depositata; è legato al cedimento del film passivo in fase iniziale e all'attivazione della superficie.
Dal punto di vista ingegneristico, La ruggine di tipo II è più significativa di quella di tipo I perché suggerisce che la superficie del materiale non è più completamente protetta.
Spesso è un segnale di allarme precoce del rischio di corrosione localizzata, deterioramento della superficie, o controllo inadeguato della chimica del processo.
Ruggine rossa di tipo III: Ruggine indotta dal vapore ad alta temperatura
La ruggine rossa di tipo III appare come viola scuro, marrone scuro, o colorazione di ossido nero e forme specificatamente in ambienti con vapore pulito ad alta temperatura.
A temperatura e pressione elevate, la composizione e la struttura del film passivo cambiano sostanzialmente.
Lo strato protettivo ricco di cromo perde stabilità, e l'equilibrio ferro-cromo in superficie si sposta in modo da favorire la generazione di ossidi di ferro, particolarmente magnetite (Fe₃o₄).

Questa forma di ruggine è tipicamente densa, fortemente aderente, e molto più difficile da rimuovere rispetto ai primi due tipi.
Spesso indica un danno più grave alla pellicola passiva e può essere accompagnato da un irruvidimento della superficie, ingrossamento, o lo sviluppo iniziale della corrosione per vaiolatura.
Tra le tre categorie, Il tipo III rappresenta il livello di rischio più elevato, perché riflette sia un grave stress ambientale che una più profonda perdita di protezione della superficie.
5. Condizioni di lavoro ad alto rischio per la generazione di ruggine rossa
La ruggine rossa dell'acciaio inossidabile è altamente concentrata e di elevata purezza, alta temperatura, sterile, e sistemi industriali a basso contenuto di ossigeno disciolto, dove la stabilità del film passivo di cromo è estremamente vulnerabile alla distruzione.
Sistemi idrici farmaceutici e biofarmaceutici
Acqua per iniezione (WFI) e i sistemi a vapore pulito richiedono livelli di pulizia e sterilità estremamente elevati.
Il lavaggio a lungo termine con acqua ad elevata purezza e vapore ciclico ad alta temperatura erode continuamente la pellicola passiva.
Un leggero scolorimento della ruggine rossa violerà direttamente gli standard GMP, causando una contaminazione media e rischi di conformità della produzione.
Linee di produzione di alimenti e bevande
CIP frequente (Pulizia sul posto) la pulizia ciclica e il contatto intermittente con detergenti acidi corrodono gradualmente la pellicola passiva dell'acciaio inossidabile.
Il danno locale al film accelera la precipitazione del ferro e l'adesione della ruggine rossa, che incidono sulla sicurezza alimentare e sulla purezza del prodotto.
Condotte per acqua ultrapura a semiconduttore
L'acqua ultrapura ha una forte capacità di dissoluzione degli ioni ed estrazione con un contenuto di ioni quasi pari a zero.
Scioglie e rimuove continuamente la pellicola passiva di cromo, creando un ambiente povero di ossigeno che ostacola l’autoriparazione del film passivo, accelerando notevolmente la nucleazione e la crescita della ruggine rossa.
Sistemi di utilità industriali ad alta purezza
I circuiti di circolazione ad alta temperatura, come l'acqua di alimentazione delle caldaie e il vapore condensato nelle industrie energetiche e chimiche, operano in condizioni di alta temperatura a lungo termine.
Lo stress termico e l'abrasione media rompono l'equilibrio dinamico tra la passivazione e la riparazione del film passivo, diventando un tipico scenario ad alta incidenza per la ruggine rossa di tipo III.
6. Potenziali rischi e pericoli dei difetti di ruggine rossa
La ruggine rossa non è solo un difetto visivo. Nei sistemi industriali di fascia alta, crea rischi stratificati che coinvolgono contaminazione, conformità, degrado delle prestazioni, e costi operativi.
Rischio di contaminazione del prodotto e medio
Uno dei rischi più immediati è la contaminazione del mezzo di lavoro.
Particelle di ossido sciolte o specie di ferro disciolte possono entrare nell'acqua ad elevata purezza, fluidi farmaceutici, soluzioni per la pulizia, o mezzi di processo per semiconduttori.
Anche la contaminazione in tracce può rendere un lotto non conforme, ridurre la resa del processo, o compromettere la qualità del prodotto a valle.
Rischio normativo e di conformità
La ruggine rossa visibile sulle superfici in acciaio inossidabile è spesso inaccettabile in ambienti regolamentati.
Nel farmaceutico, biofarmaceutico, cibo, e impianti di semiconduttori, tali difetti possono comportare risultati di ispezione, Non conformità alle GMP, richieste di azioni correttive, interruzione della produzione, o ritardi nel progetto.
In questi settori, le condizioni della superficie non sono solo una questione ingegneristica ma anche una questione di conformità.
Rischio di corrosione progressiva
Se non trattato, la ruggine rossa può evolvere da depositi superficiali a forme più gravi di corrosione localizzata, compresa vaiolatura e corrosione interstiziale.
Una volta che la rugosità superficiale aumenta e il film passivo rimane instabile, il degrado può accelerare.
Ciò potrebbe ridurne la durata, ridurre le prestazioni di pulizia, e danneggiare l'affidabilità a lungo termine dell'apparecchiatura.
Aumento dei costi operativi e di manutenzione
Pulizia ripetuta, ripassivazione, riparazione localizzata, e la sostituzione parziale aumentano i costi del ciclo di vita. In pratica, l'onere finanziario è spesso molto maggiore del difetto visibile stesso.
La ruggine rossa può quindi diventare un moltiplicatore di manutenzione, soprattutto nei sistemi in cui gli arresti sono costosi o la continuità della produzione è fondamentale.
7. Meccanismo di formazione approfondita della ruggine rossa in acciaio inossidabile
La resistenza alla corrosione dell'acciaio inossidabile dipende da a film passivo denso arricchito di cromo con capacità di autoriparazione. In condizioni atmosferiche normali, questa pellicola si forma spontaneamente e può ripristinarsi dopo lievi danni.
Tuttavia, in sistemi idrici ad elevata purezza e altri ambienti industriali specializzati, quell’equilibrio dinamico è interrotto.
L’acqua ultrapura ha una forte tendenza a dissolvere gli ioni.
Perché contiene pochissime specie disciolte, può dissolvere continuamente l'ossido di cromo dal film passivo, assottigliando gradualmente lo strato protettivo e creando punti di rottura locali.
Una volta che la superficie perde la completa passivazione, passa da uno stato passivo stabile ad uno stato superficiale attivo.
In questa fase, il cromo e il nichel possono dissolversi nel mezzo in modo relativamente stabile, mentre il ferro ha maggiori probabilità di migrare, precipitato, e ossidarsi sulla superficie attivata.
Durante la passivazione secondaria incompleta, le specie di ferro possono idrolizzarsi e formare idrossidi di ferro, che vengono poi ulteriormente ossidati in depositi di ossido ferrico.
Questi depositi si accumulano sotto forma di strato visibile di ruggine rossa.
Il colore risultante non è sempre uniforme. Cicli ripetuti di rottura della pellicola, recupero parziale, e un rinnovato attacco può produrre uno spettro di sfumature, dal rosso-arancio brillante al marrone scuro o nero.
Questa variazione di colore riflette le differenze nella composizione dell'ossido, stato di ossidazione, cronologia della temperatura, e ambiente di servizio.
Oltre al fallimento del film causato dal mezzo, fattori chimici esterni possono intensificare la formazione di ruggine rossa.
Per esempio, il bicarbonato ferroso utilizzato in alcuni processi di addolcimento dell'acqua può subire idrolisi e ossidazione, generando depositi di idrossidi di ferro e ossido ferrico.
Allo stesso modo, l'anidride carbonica disciolta può abbassare il pH locale, indebolire la stabilità del film passivo, e promuovere la nucleazione e l'accumulo di ruggine nei sistemi di acqua ultrapura.
In questo senso, la ruggine rossa è il risultato visibile di un processo accoppiato che coinvolge deterioramento del film passivo, migrazione del ferro, ossidazione superficiale, e chimica ambientale.
8. Misure complete di controllo e prevenzione ingegneristica
Un efficace controllo della ruggine rossa richiede a strategia ingegneristica multistrato. Nessuna misura da sola è sufficiente.
La prevenzione deve riguardare la scelta dei materiali, condizione della superficie, progettazione del sistema, e disciplina operativa insieme.
Selezione dei materiali ottimizzata
La selezione dei materiali dovrebbe riflettere sia la gravità chimica dell'ambiente che i requisiti di pulizia del processo.
Rispetto alla norma 304 acciaio inossidabile, gradi austenitici contenenti molibdeno come 316L offrono una resistenza sostanzialmente migliore alla ruggine rossa in molte applicazioni ad elevata purezza.
In servizi più severi ad alta temperatura o ad alta corrosione, leghe premium come AL-6XN O Hastelloy potrebbero essere più appropriati perché sopprimono meglio la migrazione del ferro e riducono l’instabilità del film passivo.
Trattamento superficiale e passivazione di precisione
La preparazione della superficie è fondamentale. Rettifica di precisione, lucidatura fine, ed elettrolitico lucidare può ridurre la rugosità, rimuovere il ferro libero incorporato, ed eliminare i microdifetti superficiali che fungono da siti di inizio della ruggine.
Dopo la fabbricazione, la passivazione chimica con acido nitrico o acido citrico aiuta a ricostruire un film passivo uniforme ricco di cromo.
Se adeguatamente controllato, questo passaggio migliora significativamente la resistenza alla formazione di ruggine in ambienti ad elevata purezza.
Progettazione standardizzata di tubazioni e sistemi
Un sistema ben progettato aiuta il film passivo a rimanere stabile.
Le tubazioni devono essere disposte in modo da mantenere un flusso adeguato ed evitare tratti morti, tasche stagnanti, e fessure in cui possono concentrarsi mezzi corrosivi.
Un flusso turbolento o sufficientemente in movimento favorisce la pulizia e riduce l'accumulo locale, mentre un corretto equilibrio dell'ossigeno può aiutare l'autoriparazione del film passivo in sistemi appropriati.
Una buona progettazione previene le condizioni locali che spesso innescano l’innesco della ruggine rossa.
Protezione con rivestimento barriera inerte
Per applicazioni particolarmente impegnative, strati barriera inerti come pellicole ceramiche o rivestimenti metallici possono fornire un ulteriore livello di protezione.
Questi rivestimenti separano fisicamente il substrato di acciaio inossidabile dall'ambiente corrosivo, limitando la migrazione e l’ossidazione degli ioni.
Sono particolarmente utili in caso di stress termico, esposizione chimica, oppure il rischio di contaminazione supera la capacità dell'acciaio inossidabile nudo.
Pulizia regolare, Ispezione, e manutenzione
Un programma di manutenzione disciplinato è essenziale.
L'ispezione visiva deve essere effettuata su base programmata, e i depositi di ruggine allo stadio iniziale devono essere rimossi tempestivamente utilizzando detergenti adeguati come formulazioni di acido citrico o perossido di idrogeno.
Nelle industrie farmaceutiche e dei semiconduttori, la sola pulizia non è sufficiente; documentazione completa e tracciabile, registri di ispezione, e i file di manutenzione sono necessari per supportare la conformità GMP a lungo termine e la convalida del processo.
9. Trattamento pratico della ruggine rossa esistente
Quando la ruggine rossa è già presente, il primo passo è identificarne l'origine.
Se lo scolorimento è causato da una contaminazione esterna di ferro, potrebbe essere rimovibile mediante un'accurata pulizia, lucidatura non contaminante, e ripassivazione.
Tuttavia, se la macchia ritorna velocemente, la causa principale probabilmente rimane irrisolta.
Se la ruggine è legata a scarsa passivazione, tinta del calore di saldatura, o condizioni di servizio aggressive, il solo trattamento superficiale non è sufficiente.
Il sistema potrebbe richiedere una riprogettazione, rivalidazione, o una lega di qualità superiore.
Un principio utile è questo:
rimuovere la macchia, ma correggi la causa.
Senza quel secondo passo, il problema di solito si ripresenta.
10. Conclusione
La ruggine rossa dell'acciaio inossidabile è un segnale precoce di deterioramento dello squilibrio del film passivo, piuttosto che un semplice difetto estetico superficiale.
La sua formazione ha origine dalla distruzione della pellicola autoprotettiva ricca di cromo, precipitazione selettiva dell'elemento ferro, e deposizione ossidativa in condizioni di lavoro speciali di elevata purezza e temperatura elevata.
Diversi tipi di ruggine rossa corrispondono a contaminazione esterna, fallimento incompleto del film passivo, e gravi danni strutturali dovuti alle alte temperature rispettivamente, con livelli di pericolosità progressivamente crescenti.
La ruggine rossa incontrollata provocherà un inquinamento medio, fallimenti di conformità, e corrosione progressiva delle apparecchiature, limitare il funzionamento stabile dei sistemi industriali di fascia alta.
Adottare strategie di prevenzione scientifica, compresa la selezione ottimizzata dei materiali, passivazione superficiale di precisione, progettazione di sistemi standardizzati,
e la manutenzione giornaliera standardizzata può inibire efficacemente la formazione di ruggine rossa, ridurre i rischi operativi delle apparecchiature, e prolungare la durata degli impianti in acciaio inossidabile.
Nella gestione dell'ingegneria industriale, attribuire importanza all'allarme precoce e alla prevenzione sistematica della ruggine rossa è essenziale per mantenere la stabilità a lungo termine, pulizia, e la conformità dei sistemi di processo dell'acciaio inossidabile ad elevata purezza.

