
Introduzione
Nella fusione a cera persa, lo scioglimento è solo metà della storia. La vera trasformazione inizia quando la lega fusa entra nel guscio ceramico e inizia a perdere calore.
A quel punto, il metallo passa dallo stato liquido a quello solido, e si sta decidendo l'intero futuro del casting: la sua solidità, la sua struttura interna, la sua precisione dimensionale, e la sua suscettibilità ai difetti.
Questo passaggio da liquido a solido si chiama solidificazione.
Nel linguaggio metallurgico, è indicato anche come cristallizzazione primaria, perché implica la nucleazione, crescita dei cristalli, e la formazione della struttura metallica finale.
Dal punto di vista del trasferimento di calore, Tuttavia, la solidificazione è meglio intesa come il processo mediante il quale il calore fluisce dalla fusione nello stampo e quindi nell'ambiente circostante.
Questi due punti di vista descrivono lo stesso evento, ma enfatizzano diverse questioni ingegneristiche.
Lo chiede la visione metallurgica: Come si formano i nuclei? Come crescono i cereali? Che tipo di struttura si sviluppa?
Chiede la vista termica: Quanto velocemente la fusione perde calore? Dove inizia la solidificazione? Dove è probabile che compaiano difetti da ritiro? Come è possibile controllare il processo?
Per microfusione, la visione termica è particolarmente pratica. Molti difetti comuni di fusione, come errori di esecuzione, cavità di restringimento, microrestringimento, lacrime calde, porosità del gas, segregazione, e inclusioni: sono strettamente legate al modo in cui la fusione si solidifica.
Una profonda comprensione della solidificazione è quindi essenziale per progettare i sistemi di iniezione, in aumento, spessore del guscio, temperatura di preriscaldamento, condizioni di raffreddamento, e strategia di congelamento direzionale.
1. Perché la solidificazione è importante nella fusione a cera persa
Una fusione non fallisce solo perché il metallo è stato colato in modo errato. Molto spesso, la causa principale risiede nel modo in cui il metallo si è solidificato dopo la colata.
Se la solidificazione è troppo rapida nella regione sbagliata, una sezione potrebbe congelarsi prima di essere completamente nutrita.
Se è troppo lento, il ritiro e la segregazione possono diventare più gravi.
E se il campo della temperatura non è uniforme, i punti caldi possono rimanere liquidi molto tempo dopo che il guscio circostante si è irrigidito, creando le condizioni per cavità o fessurazioni.
Colata di investimento è particolarmente sensibile perché il processo utilizza un guscio ceramico anziché uno spesso, stampo in sabbia altamente isolante.
Quel guscio può essere progettato per precisione e dettagli fini, ma significa anche che l'ambiente termico è altamente intenzionale.
Spessore del guscio, preriscaldare, rivestimento, isolamento, e la temperatura di colata del metallo modellano il campo di temperatura e quindi determinano la qualità finale della fusione.
In pratica, la solidificazione è l'architettura nascosta di una fusione. Lo stampo può definire la geometria, ma la solidificazione definisce la realtà interna.
2. Campo di temperatura dei getti di investimento

Concetto base del campo di temperatura della colata
Quasi tutti i fenomeni fisici che si verificano durante la solidificazione della colata sono funzioni termodinamiche dipendenti dalla temperatura.
L'obiettivo principale della ricerca sul trasferimento di calore di solidificazione è monitorare le variazioni dinamiche del campo di temperatura all'interno dei getti e dei gusci ceramici nel tempo.
Analizzando la distribuzione del campo di temperatura, gli ingegneri possono prevedere con precisione gli indicatori critici di produzione:
dimensione in tempo reale delle zone di solidificazione sulle sezioni trasversali, velocità di propagazione dei fronti di solidificazione, distribuzione spaziale dei difetti da ritiro, e tempo totale di solidificazione.
Questi dati analitici forniscono un supporto teorico affidabile per la progettazione del sistema di gate, disposizione delle alzate, e misure di raffreddamento ausiliarie.
Nella produzione effettiva di microfusione, processi ausiliari convenzionali come l'avvolgimento di cotone shell, raffreddamento ad acqua, posizionamento del ferro freddo, ispessimento del rivestimento,
e il raffreddamento ad aria forzata alterano essenzialmente la distribuzione del campo di temperatura per regolare le sequenze di raffreddamento.
Sebbene complessi modelli matematici e formule termodinamiche vengano applicati nei calcoli di simulazione numerica,
questo articolo semplifica le derivazioni matematiche astratte e si concentra sui principi pratici del trasferimento di calore industriale per una comprensione intuitiva.
Caratteristiche pratiche del trasferimento di calore nella produzione di massa
La maggior parte del personale di produzione tende a semplificare eccessivamente il processo di raffreddamento, limitandosi a giudicare lo stato di solidificazione in base al tempo di raffreddamento intuitivo, ignorando i complessi meccanismi interni di conduzione del calore.
Nella fusione a cera persa, il sistema complessivo di dissipazione del calore comprende l'irraggiamento e la convezione del calore dai gusci ceramici all'ambiente atmosferico.
Diversi metodi di posizionamento del raffreddamento influiscono in modo significativo sull’efficienza del trasferimento di calore: i gusci finiti possono essere posizionati su griglie di raffreddamento, letti di sabbia, o sepolto nella sabbia di riempimento.
Il versamento di sabbia interrata rappresenta un tipico metodo di raffreddamento a bassa efficienza. Spessi strati di sabbia isolano il guscio ceramico, rallentando drasticamente la dissipazione del calore esterno.
La ritenzione prolungata ad alta temperatura non solo estende i cicli di solidificazione ma innesca anche reazioni chimiche avverse sui materiali del guscio difettosi, portando all'adesione chimica della sabbia, vaiolatura superficiale, porosità delle scorie, e difficile rimozione del guscio.
In uno scenario ipotetico estremo, se l'involucro ceramico raggiunge un isolamento termico assoluto senza conduzione né irraggiamento del calore, la lega fusa all'interno non completerà mai la solidificazione,
che dimostra intuitivamente il ruolo decisivo della dissipazione del calore nella solidificazione.
Raffreddamento eterogeneo causato da fattori strutturali & Differenze di spessore del guscio
I getti di cera persa industriali contengono inevitabilmente caratteristiche geometriche complesse, comprese le scanalature, cavità interne, angoli affilati, e curve di transizione.
Queste strutture complesse determinano uno spessore del guscio ceramico irregolare. Anche per posizioni identiche sullo stesso lotto di prodotti, operazioni di rivestimento manuale incoerenti portano a uno spessore del guscio non uniforme.
La resistenza termica irregolare del guscio interrompe la sequenza naturale di raffreddamento: le zone di solidificazione rapida originariamente preimpostate ritardano la solidificazione, mentre le zone a sezione spessa con necessità di alimentazione si raffreddano prematuramente.
Questa sequenza disordinata di solidificazione induce direttamente cavità da ritiro anomalo e porosità localizzata.
Calore latente di cristallizzazione & Stress termico interno
Oltre la dissipazione del calore del guscio macroscopico, il calore latente della cristallizzazione è un fattore fondamentale spesso trascurato.
Durante la trasformazione da liquido a solido, le leghe rilasciano continuamente calore latente, che riscalda le zone solidificate adiacenti e ritarda il successivo avanzamento della solidificazione.
Contrariamente alla cognizione semplificata della solidificazione verso l'esterno strato per strato, l'effettiva interfaccia di solidificazione è irregolare e fluttuante.
Inoltre, la conduzione irregolare del calore genera uno stress termico interno non uniforme in tutta la fusione.
Lo stress termico eccessivamente concentrato si propaga lungo i bordi dei grani e nei punti deboli strutturali, eventualmente formando difetti di lacerazione a caldo e fessurazione a freddo.
Attualmente, il software di simulazione della fusione tradizionale si basa su modelli matematici termodinamici per calcolare la distribuzione del campo di temperatura, previsione della durata della solidificazione e delle posizioni dei difetti di ritiro.
È interessante notare che le condizioni al contorno iniziali come la temperatura del guscio, temperatura ambiente, e la temperatura di colata della lega determinano direttamente l'accuratezza della simulazione.
3. Fattori chiave che influenzano la solidificazione
| Fattore | Cosa influenza | Conseguenza ingegneristica |
| Diffusione termica dei metalli | La rapidità con cui la temperatura si stabilizza all'interno della fusione | L'elevata diffusività produce un profilo di temperatura più piatto e gradienti più piccoli; una bassa diffusività crea gradienti più ripidi. |
| Calore latente di cristallizzazione | Quanto calore viene rilasciato durante il congelamento | Un calore latente più elevato prolunga la solidificazione e appiattisce il campo di temperatura. |
| Temperatura di solidificazione | Il livello di temperatura al quale avviene il congelamento | Temperature di congelamento più elevate generalmente aumentano i gradienti termici e il riscaldamento dello stampo. |
Proprietà termiche dello stampo |
La velocità con cui il guscio assorbe e trasferisce il calore | Un assorbimento del calore più rapido accelera la solidificazione ma può anche aumentare l'intensità del gradiente. |
| Temperatura di versamento | Energia termica iniziale nella fusione | Un surriscaldamento più elevato ritarda la solidificazione; un surriscaldamento inferiore riduce il tempo di congelamento ma può aumentare il rischio di errori di esecuzione. |
| Spessore della parete del pezzo fuso | Contenuto di calore e tempo di congelamento | Le sezioni spesse si raffreddano più lentamente e hanno maggiori probabilità di formare difetti da ritiro. |
| Geometria e design degli angoli | Concentrazione locale del calore e congelamento direzionale | Curve, angoli, e le transizioni delle sezioni possono creare punti caldi o migliorare il raffreddamento a seconda della forma. |
4. Influenza delle proprietà dei metalli sulla solidificazione
Diffusione termica
La diffusività termica descrive la velocità con cui il calore si diffonde attraverso un materiale.
In un casting, una maggiore diffusività termica fa sì che la differenza di temperatura tra superficie e centro scompaia più rapidamente. Il risultato è un campo di temperatura più uniforme.
Una diffusività termica inferiore significa che il calore rimane intrappolato più a lungo al centro, producendo un profilo di temperatura più ripido.
Ciò è importante perché la direzione e la velocità del congelamento dipendono dalla rapidità con cui il calore può muoversi attraverso il metallo.
Tutto il resto è uguale, i metalli con bassa diffusività termica tendono a solidificarsi con un gradiente di temperatura più forte e un maggior rischio di punti caldi interni.
Calore latente
Quando il metallo fuso si solidifica, rilascia calore latente. Questo calore non scompare all'istante; deve essere trasferito nel guscio prima che si possa procedere al congelamento.
Un calore latente maggiore significa che la fusione deve perdere più energia prima che venga raggiunta la completa solidificazione. Ciò tende a prolungare il tempo di congelamento e ad appiattire il campo di temperatura.
Temperatura di congelamento
Anche la temperatura assoluta di solidificazione è importante. Un metallo che congela a una temperatura più elevata lascia il sistema dello stampo caldo più a lungo.
La differenza di temperatura tra la superficie della fusione e l'interno del guscio può aumentare, che influenza il campo di temperatura e la probabile ubicazione dei difetti.
Generalmente, le leghe non ferrose a punto di fusione inferiore tendono a mostrare un comportamento di raffreddamento diverso rispetto agli acciai e ai ferri a temperatura più elevata, questo è uno dei motivi per cui la microfusione risponde in modo diverso a seconda della famiglia di leghe.
5. Influenza delle proprietà dello stampo e del guscio
Il guscio non è passivo. È un partner termico attivo nella solidificazione.

Assorbimento del calore del guscio
Un guscio che assorbe rapidamente il calore accelererà la solidificazione.
Ciò può essere utile quando la precisione o il tempo di ciclo sono importanti, ma può anche creare un gradiente di temperatura più netto.
Un guscio che assorbe il calore più lentamente allungherà il tempo di solidificazione e potrebbe rendere il campo di temperatura più piatto, ma può anche aumentare il rischio di restringimento se l’alimentazione non è adeguatamente progettata.
Preriscaldamento del guscio
Nella fusione a cera persa, il preriscaldamento del guscio è una variabile di processo importante.
Un guscio più caldo riduce lo shock termico e può migliorare il riempimento, ma riduce anche la forza motrice termica per la solidificazione all'inizio.
Un guscio più fresco estrae il calore più velocemente, ma può creare rischi di flusso o di cattivo funzionamento se il metallo perde temperatura troppo rapidamente durante il riempimento.
Il preriscaldamento del guscio è quindi un equilibrio tra capacità di riempimento E controllo della solidificazione.
Spessore del guscio e rivestimento locale
Lo spessore locale del guscio può variare a causa della tecnica di costruzione del guscio, geometria, e la pratica dell'operatore. Le sezioni del guscio più spesse isolano di più e si raffreddano diversamente dalle sezioni più sottili.
Ciò può alterare involontariamente la sequenza di solidificazione, facendo sì che l'area "giusta" si congeli troppo presto o che l'area "sbagliata" rimanga liquida troppo a lungo.
Ecco perché l’uniformità del guscio è così importante. Lo spessore irregolare del guscio può trasformare una fusione che appare ben progettata in una con problemi nascosti di ritiro o distorsione.
6. Influenza delle condizioni di getto
Le condizioni di colata non determinano semplicemente se lo stampo si riempie. Determinano anche il punto di partenza della solidificazione.

Surriscaldamento
Il surriscaldamento è la quantità di cui la temperatura del metallo fuso supera la sua soglia liquidus o di congelamento.
Una modesta quantità di surriscaldamento aiuta il metallo a rimanere fluido abbastanza a lungo da riempire lo stampo.
Ma se il surriscaldamento è troppo alto, aumenta efficacemente l'energia termica che il guscio deve rimuovere prima che possa iniziare il congelamento.
Più surriscaldamento di solito significa:
- tempo di solidificazione più lungo,
- un fronte di congelamento più piatto o ritardato,
- carico termico del guscio più elevato,
- e un rischio potenzialmente maggiore di segregazione o distorsione se il percorso di raffreddamento non è controllato.
Tasso di colata
La velocità di colata influenza sia la qualità del riempimento che la stabilità termica. Troppo lento, e il metallo potrebbe iniziare a congelarsi prima che la cavità sia piena.
Troppo veloce, e turbolenza, gas trascinato, o può verificarsi l'erosione del guscio. La velocità di colata ideale consente allo stampo di riempirsi uniformemente preservando un campo termico controllabile.
Temperatura di versamento vs. tipo di metallo
L'effetto della temperatura di colata dipende dalla lega e dal percorso di colata.
In alcuni sistemi, soprattutto quelli con elevata conducibilità termica dello stampo o stampi metallici, il surriscaldamento in eccesso si perde rapidamente e l’effetto potrebbe essere meno drammatico.
Nella fusione a cera persa, Tuttavia, le proprietà del guscio e la geometria della parte spesso rendono la temperatura di colata una variabile molto importante.
7. Influenza della geometria della fusione
La geometria della fusione gioca un ruolo centrale nel percorso di solidificazione.
Spessore del muro
Le sezioni spesse trattengono più calore e si solidificano più lentamente. Le sezioni sottili si congelano rapidamente.
Questa differenza crea un modello di congelamento direzionale che può essere utilizzato deliberatamente o, se mal progettato, può creare difetti.
Forma e angoli
La forma modifica l'ambiente di raffreddamento locale. Le superfici convesse generalmente si raffreddano in modo diverso dalle superfici piane perché il volume del guscio circostante disponibile per assorbire il calore cambia.
Le superfici concave e gli angoli interni spesso si raffreddano più lentamente perché la massa del guscio attorno ad essi è più vincolata e il percorso del flusso termico è meno favorevole.
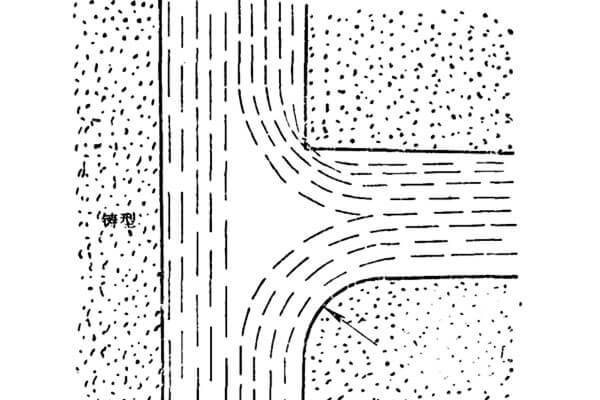
Raggio contro angolo acuto
Un angolo interno acuto è un classico punto caldo.
La sostituzione di un angolo interno acuto con un raggio aumenta l'area di trasferimento del calore e aiuta l'angolo a solidificarsi in modo più uniforme.
Ecco perché i raccordi interni vengono spesso utilizzati per ridurre la fessurazione a caldo e la concentrazione del ritiro.
Un malinteso comune è che un raggio semplicemente “aggiunge spessore” e quindi deve raffreddarsi più lentamente.
In realtà, la maggiore superficie di trasferimento del calore può superare la massa locale aggiunta, migliorare piuttosto che peggiorare il comportamento di solidificazione.
Transizioni di sezione
Un improvviso passaggio dalla sezione spessa a quella sottile può disturbare la sequenza di congelamento.
La sezione sottile potrebbe prima congelarsi e isolare la sezione più spessa, che diventa quindi vulnerabile al restringimento.
Una buona progettazione della fusione evita, quando possibile, brusche discontinuità termiche.
8. Modalità di solidificazione e loro significato pratico
La solidificazione può essere ampiamente intesa in termini di come il fronte di congelamento avanza attraverso la parte.
Solidificazione direzionale
Questo è il caso ideale nella progettazione della fusione. Il metallo solidifica progressivamente da un'estremità o superficie verso una regione montante o di alimentazione, in modo che il metallo liquido possa alimentare continuamente la zona di retrazione.
La solidificazione direzionale è il fondamento della progettazione della fusione del suono perché aiuta a prevenire le cavità da ritiro.
Solidificazione agghiacciante
Se un'area locale gela troppo presto perché perde rapidamente calore, potrebbe comportarsi come una zona refrigerata.
Ciò può essere utile in casi selezionati, ma se la regione solidificata blocca l'alimentazione verso altre aree, potrebbero verificarsi difetti di ritiro.
Solidificazione simultanea
Se una sezione ampia si blocca quasi contemporaneamente in tutto il suo volume, l'alimentazione in contrazione diventa difficile.
Questa modalità è solitamente meno auspicabile a meno che il processo non sia stato specificatamente progettato per supportarla.
L'obiettivo pratico nella microfusione è solitamente quello di gestire la solidificazione in modo che l'alimentazione rimanga possibile fino al congelamento dell'ultimo punto caldo critico.
9. Difetti comuni formati durante la solidificazione
Molti difetti di fusione hanno origine durante la fase di congelamento, non durante il versamento.
Cavità di ritiro
Quando il metallo liquido si solidifica, si contrae. Se la contrazione non è alimentata dal vicino metallo liquido, nell'ultima regione a congelarsi può formarsi una cavità.
Microritiro o porosità da ritiro
Invece di una cavità visibile, il getto può contenere molti piccoli vuoti interni in una zona di alimentazione insufficiente.
Questi sono particolarmente dannosi nelle fusioni ad alte prestazioni perché possono ridurre la robustezza e la resistenza alle perdite.
Lacrime calde
Se un getto viene trattenuto durante il ritiro e il guscio o la geometria impediscono la contrazione libera, possono verificarsi crepe mentre il metallo è ancora parzialmente solido.
Angoli affilati, bruschi cambiamenti di sezione, e i gradienti termici scarsamente controllati aumentano questo rischio.
Segregazione
Durante la solidificazione, gli elementi di lega potrebbero non rimanere perfettamente uniformi.
Possono formarsi differenze locali nella composizione tra le regioni a congelamento precoce e quelle a congelamento tardivo. Ciò può influenzare le proprietà meccaniche e il comportamento alla corrosione.
Porosità del gas
Se è presente gas nella massa fusa o il guscio non riesce a sfiatarsi correttamente, le sacche di gas potrebbero rimanere intrappolate mentre il metallo congela.
Ciò è particolarmente grave nelle fusioni di precisione dove la solidità interna è importante.
10. Come viene controllata la solidificazione nella fusione a cera persa
Lo scopo della progettazione del processo non è semplicemente quello di lasciare congelare il metallo. Si tratta di farlo congelare in modo controllato.
I metodi pratici includono:
- scegliendo una temperatura di versamento adeguata,
- preriscaldare il guscio al livello corretto,
- controllo dello spessore e del rivestimento del guscio,
- progettazione di porte e montanti per il congelamento direzionale,
- utilizzando dispositivi di raffreddamento o isolamento locale dove necessario,
- gestire le condizioni di raffreddamento post-getto,
- e mantenere il campo della temperatura il più prevedibile possibile.
In molte fonderie, quello che sembra essere un “problema di difetti di fusione” è in realtà un problema di controllo della solidificazione.
Se il campo della temperatura è sbagliato, nessuna ispezione a valle può ripristinare completamente la parte.
11. Conclusione
La microfusione è spesso ammirata per la sua precisione e qualità della superficie, ma quelle qualità si ottengono solo quando la solidificazione è adeguatamente compresa e controllata.
Il passaggio dal liquido al solido è il luogo in cui viene creata la struttura interna, dove l'alimentazione viene preservata o persa, e dove la maggior parte dei principali difetti di fusione vengono prevenuti o si manifestano.
La lezione centrale è semplice: una buona microfusione non solo viene colata correttamente, ma congelato correttamente.
Il campo della temperatura, comportamento della shell, condizione di versamento, e la geometria della fusione lavorano tutti insieme per determinare se la parte finale diventa sana, stabile, e utile.
Comprendere la solidificazione non è quindi un esercizio teorico. È una delle competenze più pratiche nell'ingegneria della fusione di investimento.

