
Introduzione
In Casting per investimenti, la fase di colata è uno dei momenti più critici dell’intera filiera del processo.
Nel momento in cui il metallo fuso raggiunge il guscio, il modello in cera è già stato rimosso, il guscio di ceramica è stato cotto, e la geometria della parte è stata bloccata in un fragile sistema termico.
A questo punto, la fonderia non si occupa più solo della forma; sta gestendo un problema accoppiato di pulizia dei metalli, stabilità del flusso, controllo della temperatura, integrità del guscio, e comportamento di solidificazione.
Molti difetti di fusione che sembrano essere “difetti di fonderia” lo sono in realtà difetti del processo di colata.
Spesso sono creati da una discrepanza tra la qualità della fusione e le condizioni della cavità piuttosto che da un singolo errore isolato.
Gli esempi più comuni sono inclusioni, porosità, e difetti di funzionamento errato o di chiusura a freddo.
Questi problemi sono particolarmente delicati nelle fusioni di precisione perché la fusione a cera persa viene spesso selezionata specificatamente per pareti sottili, passaggi complessi, e geometria vicina alla rete.
Quando il processo di colata è instabile, proprio le caratteristiche che rendono prezioso il casting di investimento possono diventare le regioni più soggette a fallimenti.
In questo articolo vengono analizzati i principali difetti generati durante la colata, spiega le loro radici metallurgiche e di processo, e riassume le misure correttive pratiche che possono essere implementate nella produzione.
1. Difetti di inclusione delle scorie
1.1 Definizione e significato tecnico
L'inclusione della scoria è uno dei difetti più gravi e frequenti nella fusione a cera persa durante la fase di colata.
Si riferisce a corpi estranei non metallici o composti di ossido/solfuro generati internamente intrappolati all'interno del getto o attaccati alla sua superficie dopo la solidificazione.
Perché queste inclusioni interrompono la continuità della matrice metallica, diventano punti deboli locali che possono ridurre la resistenza alla trazione, La tenacità dell'impatto, vita a fatica, E, nei casi critici, tenuta alla pressione e affidabilità del servizio.
Nelle fusioni di precisione, L'inclusione di scorie è particolarmente dannosa perché il processo viene spesso utilizzato per componenti con pareti sottili, passaggi di flusso complessi, e severi requisiti prestazionali.
Anche una piccola inclusione può fungere da sito di inizio della cricca, un punto di partenza della corrosione, o un difetto di nucleazione a fatica sotto carico ripetuto.

1.2 Classificazione delle inclusioni di scorie
Dal punto di vista metallurgico e di processo, Le inclusioni di scorie sono generalmente suddivise in inclusioni esogene E inclusioni endogene.
La distinzione è importante perché le due tipologie hanno origini diverse, morfologie diverse, e diverse strategie di controllo.
Inclusioni esogene
Da qui provengono le inclusioni esogene fuori dal metallo fuso. Sono contaminanti estranei accidentali introdotti durante la fusione, trasferire, o versando.
Le fonti tipiche includono:
- erosione e sfaldamento del refrattario dai rivestimenti dei forni o dalle siviere di colata,
- scoria galleggiante formata dall'ossidazione del metallo fuso a contatto con l'aria,
- sabbia di conchiglia o frammenti di rivestimento lavati via dalla cavità dello stampo,
- e detriti da qualsiasi materiale che entra in contatto con la massa fusa nel percorso del flusso.
Queste inclusioni sono solitamente più grande, più irregolare, e distribuiti in modo più casuale rispetto alle impurità generate internamente.
Appaiono spesso vicino alla superficie di fusione, nelle regioni a pareti spesse, o in zone in cui la turbolenza o gli spruzzi di metalli sono gravi.
Perché sono contaminanti esterni, sono spesso legati alla scarsa pulizia della fusione, insufficiente rimozione delle scorie, o pratica di versamento instabile.
Inclusioni endogene
Le inclusioni endogene lo sono formati all'interno della lega fusa stessa attraverso la reazione chimica durante la fusione, trattamento, o solidificazione.
Non vengono portati dall'esterno; sono generati dal comportamento metallurgico del fuso.
In molti getti di investimento ferrosi, un tipico esempio è il magnesio- e formazione di inclusioni legate allo zolfo dopo il trattamento di modifica o nodularizzazione.
Queste inclusioni sono solitamente più fine, più dispersivo, e più difficile da rimuovere rispetto a quelli esogeni.
Perché hanno origine da reazioni interne, possono rimanere sospesi nella massa fusa e rimanere intrappolati in tutta la sezione di colata anziché solo vicino alla superficie.
1.3 Cause principali della formazione di inclusioni di scorie
L'inclusione delle scorie è raramente causata da un singolo errore. Di solito è il risultato di una combinazione di chimica delle leghe, Temperatura di versamento, Design gating, sciogliere la pulizia, e qualità dello stampo.
Influenza del silicio
Il silicio gioca un ruolo importante perché i composti dell'ossido di silicio sono uno dei principali costituenti di molti difetti legati alle scorie.
Se il contenuto di silicio è troppo elevato, la fusione può generare più prodotti di ossido a basso punto di fusione, che aumentano la viscosità e rendono più difficile la fuoriuscita delle impurità dal metallo liquido.
Il risultato è una maggiore tendenza degli ossidi e delle particelle di scoria a rimanere intrappolate nel getto.
Influenza dello zolfo
Lo zolfo è particolarmente pericoloso nelle fusioni a base di ferro perché i solfuri hanno un punto di fusione inferiore rispetto al metallo base e possono precipitare precocemente durante la solidificazione.
Ciò aumenta la viscosità del fuso e riduce la capacità delle scorie e delle impurità di ossido di risalire in superficie per essere rimosse.
Quando il contenuto di zolfo è troppo alto, la massa fusa diventa molto più incline all'intrappolamento di scorie e inclusioni.
Influenza del magnesio e degli elementi delle terre rare
Il magnesio residuo e gli elementi delle terre rare possono ossidarsi facilmente alle alte temperature.
I loro prodotti di ossidazione contribuiscono alla formazione di inclusioni di ossidi fini e particelle di scorie composite.
Se i livelli residui sono eccessivi, il numero di impurità endogene aumenta notevolmente, soprattutto nelle leghe che hanno già subito trattamenti o modifiche.
Influenza della temperatura di colata
La temperatura di colata è uno dei fattori più critici nel controllo delle scorie.
- Se la temperatura è troppo bassa, la fusione diventa più viscosa, e gli ossidi o le scorie non possono sollevarsi e separarsi in modo efficace. Rimangono sospesi e sono intrappolati nel getto.
- Se la temperatura è troppo alta, le scorie galleggianti potrebbero diventare troppo sottili e difficili da raschiare completamente. Le scorie residue possono quindi fluire nella cavità dello stampo insieme al materiale fuso.
In pratica, il versamento a bassa temperatura è spesso la causa più comune di scarti di colata legati a inclusioni perché combina scarsa fluidità con scarsa separazione delle impurità.
Influenza della progettazione del sistema di gate
Un sistema di colata mal progettato può trasformare una fusione pulita in una fusione difettosa.
Se il sistema non riesce a calmare il flusso di fusione o a trattenere le scorie prima che la cavità si riempia, la turbolenza attirerà scorie e particelle di ossido nella fusione.
Una volta iniziata la turbolenza, anche una fusione ben raffinata può essere contaminata durante il riempimento.
Influenza della qualità della conchiglia
Il guscio stesso può diventare fonte di difetti di scoria.
Se la superficie del guscio è ruvida, Debole, debolmente compattato, o contaminati da sabbia sciolta o detriti di rivestimento, la lega fusa può erodere la superficie e creare inclusioni secondarie non metalliche.
I difetti del guscio e la chimica della fusione spesso interagiscono, ecco perché la scarsa qualità del guscio può moltiplicare una situazione di versamento già difficile.
1.4 Morfologia e meccanismo del danno
Le inclusioni di scorie danneggiano i getti in più di un modo. Possono apparire come:
- particelle incastonate nella superficie,
- contaminazione del sottosuolo,
- inclusioni irregolari allungate,
- bande di inclusione raggruppate,
- o tasche interne non metalliche.
Il loro impatto è grave perché loro:
- ridurre l'area portante effettiva,
- creare una concentrazione di stress locale,
- indebolire la resistenza alla fatica,
- aumentare il rischio di propagazione delle cricche,
- e ridurre la corrosione e l'integrità della pressione.
Nelle parti fuse di precisione, anche piccole inclusioni possono rendere il componente inadatto al servizio critico perché il difetto può rimanere invisibile finché la parte non entra in funzione.
1.5 Misure preventive e riparative
Controllo preciso della composizione della lega
Il primo livello di controllo è la chimica della fusione.
Lo zolfo dovrebbe essere mantenuto al di sotto della soglia critica del processo, e silicio in eccesso, magnesio, o i residui di terre rare devono essere controllati attentamente per ridurre la generazione di inclusioni interne di ossidi e solfuri.
Migliorare la pratica di fusione e mantenimento
La fusione deve essere adeguatamente sfruttata, consentito di stare in piedi se la pratica del processo lo consente, e accuratamente scremato prima di versare.
Un periodo di detenzione tranquillo aiuta le inclusioni a fluttuare verso l'alto in modo che possano essere rimosse. La protezione della superficie e la pratica antiossidante possono anche ridurre la formazione di scorie secondarie.
Ottimizzare il sistema di colata
Il sistema di gating dovrebbe favorire un funzionamento regolare, riempimento laminare ed evitare schizzi di materiale fuso.
Trappole per scorie, estensioni del corridore, e dove necessario è possibile aggiungere filtri in schiuma ceramica per intercettare le scorie galleggianti prima che raggiungano la cavità di colata.
Migliora la pulizia e la resistenza del guscio
La conchiglia dovrà risultare uniformemente compatta, completamente essiccato, e strutturalmente sano.
Prima del montaggio e del versamento, la cavità dovrà essere completamente ripulita dai residui di sabbia, frammenti di rivestimento sciolti, o detriti che potrebbero staccarsi durante il riempimento.
1.6 Conclusione ingegneristica
L'inclusione di scorie è un classico esempio di difetto che si trova all'intersezione di metallurgia, disciplina del processo, e qualità dello stampo.
Non è sufficiente pulire la massa fusa; anche il flusso deve essere calmo, il guscio deve essere sano, e la chimica deve rimanere entro una finestra operativa stabile.
La strategia di prevenzione più efficace è quindi quella sistemica: controllare la lega, affinare la fusione, proteggere la cavità, e progettare il percorso di accesso per mantenere le impurità fuori dalla fusione.
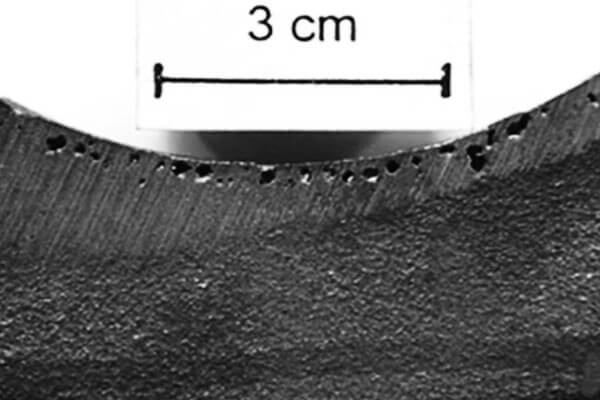
2. Difetti di porosità
La porosità è uno dei difetti più frequenti e commercialmente dannosi nella fusione a cera persa.
Si riferisce a cavità o vuoti legati al gas formatosi all'interno del getto durante il riempimento o la solidificazione dello stampo.
Questi vuoti possono apparire come pori sferici, fori stenopeici allungati, microvuoti raggruppati, o reti di cavità irregolari a seconda del sistema di lega, condizioni di versamento, e il comportamento della shell.
Nella moderna produzione standardizzata di microfusione, porosità reattiva e porosità precipitata sono stati effettivamente controllati,
Ma porosità invasiva—porosità causata da colata instabile, scarsa ventilazione, e lo scarico inadeguato dei proiettili rimangono ancora una delle fonti più comuni di rottami.
Perché la porosità è spesso nascosta internamente, è particolarmente pericoloso nelle fusioni di precisione, parti sottoposte a pressione, e componenti critici per la fatica.
2.1 Ciò che rende la porosità così seria
La porosità non è solo un difetto superficiale visibile. Inoltre indebolisce l'integrità interna della fusione:
- riducendo la superficie portante effettiva,
- interrompendo la continuità della matrice metallica,
- diminuendo la resistenza alla fatica,
- diminuzione della tenuta alla pressione,
- e la creazione di siti di inizio crack sotto carico di servizio.
Per fusioni di cera persa complesse, anche un cluster di pori relativamente piccolo può compromettere la funzione dell'intera parte.
Questo è il motivo per cui il controllo della porosità viene trattato come un problema di qualità dell’intero processo piuttosto che come un problema della fase di finitura.
2.2 Principali meccanismi di formazione
La porosità nella microfusione si verifica solitamente quando il gas non può fuoriuscire dalla cavità dello stampo, lo scioglimento, o il sistema di colata prima che il metallo congeli.
I meccanismi principali sono strettamente correlati a capacità di scarico, stabilità del versamento, permeabilità del guscio, e sciogliere la pulizia.
Scarico della cavità insufficiente
Se la cavità dello stampo non ha sufficiente capacità di ventilazione, il gas all'interno del guscio non può fuoriuscire abbastanza velocemente durante il riempimento.
Man mano che il metallo fuso avanza, intrappola il gas e lo sigilla all'interno della fusione.
Il risultato è spesso porosità interna chiusa, soprattutto nelle regioni di ultimo riempimento o alle estremità remote della cavità.
Questa è una delle cause più dirette e comuni di porosità invasiva nella fusione di precisione.
Temperatura di versamento non corretta
La temperatura di colata ha un effetto diretto sia sulla fluidità del metallo che sul comportamento di fuga del gas.
- Se la temperatura è troppo bassa, la massa fusa perde fluidità troppo velocemente, il riempimento diventa instabile, e il gas non può salire e fuoriuscire prima della solidificazione.
- Se la temperatura è troppo alta, il metallo può aumentare la tendenza all'ossidazione o creare altre instabilità del processo, che può anche contribuire alla formazione dei pori.
Una finestra termica scarsamente controllata crea quindi un congelamento prematuro o un riempimento instabile, entrambi aumentano il rischio di porosità.
Velocità di versamento non corretta
La velocità di colata deve essere stabile e continua. Se il getto è troppo lento, la cavità può riempirsi in modo interrotto o instabile, creando turbolenze e consentendo all'aria di essere aspirata nel flusso.
Se il flusso non è adeguatamente bilanciato, il fronte liquido può esporre e ricoprire ripetutamente il gas della cavità, intrappolandolo mentre il metallo si solidifica.
Questo è il motivo per cui la porosità è spesso concentrata nelle zone di transizione del flusso e in corrispondenza di cambiamenti di sezione complessi.
Scarsa permeabilità del guscio
Il guscio stesso deve consentire la fuoriuscita del gas. Se il guscio contiene umidità in eccesso, cenere eccessiva, scarsa distribuzione refrattaria, o bassa permeabilità, il gas non può uscire dalla cavità in modo efficiente.
Il gas intrappolato viene quindi bloccato nel getto sotto forma di porosità.
Questo è un problema di qualità dello stampo tanto quanto un problema di colata. Un guscio con uno scarso comportamento di ventilazione creerà porosità anche quando il metallo stesso è relativamente pulito.
Design del cancello difettoso
Un sistema di gate inadeguato può creare turbolenze, schizzi, Intrappolamento dell'aria, e intrappolamento locale del gas.
Se il layout del corridore e dell'ingresso non supporta la fluidità, riempimento laminare, il fronte di fusione trascinerà l'aria e il gas della cavità nella parete di colata.
Ciò è particolarmente pericoloso nelle parti a parete sottile o con percorso di flusso lungo, dove il fronte metallico deve rimanere termicamente e idrodinamicamente stabile fino al completo riempimento della cavità.
Materiali ausiliari non standardizzati
Materiali ausiliari come inoculanti, additivi, oppure gli agenti di trattamento possono trasportare umidità o gas residui se non sono adeguatamente essiccati o preparati.
Inoltre, se il metallo fuso non viene adeguatamente pulito e nel percorso del flusso rimangono scorie, un combinato porosità di scorie potrebbe svilupparsi un difetto.
Questo tipo di difetto è più difficile da controllare perché non è puramente un problema di gas; è un problema di accoppiamento gas-inclusione.
Mancanti operazioni di getto in cantiere
Una certa porosità è causata da una scarsa disciplina del getto in loco.
Se i gas combustibili all'interno della cavità non vengono adeguatamente accesi o scaricati durante il versamento, potrebbero rimanere intrappolati e solidificarsi nel getto.
Ciò è particolarmente rilevante quando la cavità dello stampo contiene prodotti volatili residui che devono essere rimossi prima che la cavità si chiuda.
2.3 Morfologia tipica della porosità
La porosità può apparire in diverse forme:
- piccoli fori di spillo sparsi nella sezione,
- pori raggruppati in aree con pareti spesse o punti caldi,
- cavità sotterranee nascosto sotto la pelle,
- reti di pori continui in zone poco ventilate,
- strutture miste a porosità e scorie causato sia dall’intrappolamento del gas che dall’inclusione di impurità.
Più complessa è la geometria, tanto più è probabile che la porosità si concentri nella zona di riempimento finale, la regione più spessa, o la transizione tra sezioni sottili e spesse.
2.4 Misure preventive e di controllo
Ottimizza lo scarico della cavità
Lo stampo deve essere dotato di un numero sufficiente di perni di scarico, prese d'aria, o strisce di ventilazione, soprattutto nelle posizioni più alte e di ultimo riempimento.
La capacità di ventilazione dovrebbe essere sufficiente a scaricare il gas prima che la parte anteriore in metallo chiuda la cavità.
Una regola pratica di progettazione è garantire che l'area della sezione trasversale di scarico totale corrisponda adeguatamente all'area di ingresso in modo che il gas della cavità possa fuoriuscire rapidamente e continuamente.
Standardizzare il design dei cancelli
Un concetto di saracinesca semiaperta o semichiusa è spesso utile perché consente una migliore stabilizzazione del flusso e riduce le turbolenze improvvise.
È possibile installare filtri in schiuma ceramica nel canale di scorrimento per contribuire a raddrizzare il flusso e ridurre l'intrappolamento di aria o ossido.
Il sistema di colata deve essere dimensionato per la velocità effettiva di colata, non copiato da un modello generico. La stabilità del flusso è una delle variabili più importanti per il controllo della porosità nella fusione a cera persa.
Controlla con precisione la temperatura di versamento
La fusione deve essere mantenuta all'interno di una finestra termica stabile. La temperatura dovrebbe essere sufficientemente alta da mantenere la fluidità, ma non così elevato da aumentare il rischio di reazione o l’instabilità del processo.
Per la produzione in lotti, la temperatura di versamento deve essere mantenuta costante da una parte all'altra, perché la dispersione della temperatura è uno dei motivi principali per cui la porosità varia tra i lotti di produzione.
Regolare i parametri del processo shell
Permeabilità del guscio, forza del guscio, e la secchezza del guscio devono essere controllati insieme.
Contenuto di umidità, compattezza, e la qualità della polimerizzazione termica deve essere mantenuta entro la finestra di processo richiesta dalla lega e dallo spessore della sezione.
Se il guscio è troppo umido o troppo denso, il gas non può fuoriuscire in modo efficace e la porosità aumenta.
Standardizzare le operazioni di getto
Prima di versare, la massa fusa deve essere completamente pulita e opportunamente scorificata. I materiali ausiliari devono essere accuratamente asciugati.
Durante il versamento, la pratica di accensione della cavità o di scarico del gas deve essere eseguita ove richiesto dal percorso del processo. Il getto dovrebbe essere liscio, stabile, e ininterrotto.
2.5 Conclusione ingegneristica
La porosità è il difetto più comune nella fusione a cera persa perché si trova all'intersezione tra sfiato dello stampo, temperatura di scioglimento, stabilità del flusso, qualità del guscio, e la disciplina dell'operatore. Non è sufficiente semplicemente “versare più caldo” o “sfiatare di più”.
Un controllo efficace richiede un sistema equilibrato: il guscio deve respirare, la massa fusa deve fluire in modo pulito, il cancello deve guidare il metallo senza intoppi, e l'operazione di versamento deve evitare fin dall'inizio l'intrappolamento del gas.
3. Difetti di chiusura a freddo e di malfunzionamento
La chiusura a freddo e il cattivo funzionamento sono tra i difetti più caratteristici legati al getto nella fusione a cera persa, soprattutto in pareti sottili, flusso lungo, e parti geometricamente complesse.
Entrambi i difetti riflettono lo stesso problema di fondo: il metallo fuso perde troppa energia termica, troppo presto, prima che la cavità sia completamente e coerentemente riempita.
Il risultato è un getto incompleto oppure un getto che appare completo esternamente ma contiene dei punti deboli, interfacce con parte frontale in metallo non fuse.
Nella microfusione, questi difetti sono particolarmente dannosi perché di solito si verificano proprio nelle regioni più difficili da riparare: estremità delle costole, sezioni sottili, angoli remoti della cavità, caratteristiche simili a lame, e transizioni nette.
A differenza di alcuni difetti superficiali che possono essere puliti o sfumati, la chiusura a freddo e il funzionamento errato spesso indicano che la parte non è riuscita a raggiungere la continuità metallurgica dall'inizio della solidificazione.

3.1 Distinguere la chiusura a freddo dall'errata esecuzione
Sebbene i due difetti siano strettamente correlati, non sono identici.
- Egitto avviene quando il metallo fuso non riesce a riempire completamente la cavità. Il casting termina prematuramente, e alcune regioni rimangono vacanti.
- Chiusura fredda si verifica quando due fronti metallici si incontrano durante il riempimento ma non si fondono completamente. Il casting potrebbe sembrare completo, ma la linea di convergenza resta debole, piegato, o come una cucitura.
In pratica, l'esecuzione errata è più comune al limite esterno di riempibilità, mentre il cold shut appare dove i fronti di flusso convergono dopo aver perso energia termica o fluidità.
3.2 Meccanismi di formazione del nucleo
Bassa temperatura di versamento
La causa più diretta di chiusura a freddo e malfunzionamento è temperatura di versamento insufficiente.
Se il materiale fuso entra nella cavità del guscio con una riserva termica insufficiente, la sua fluidità diminuisce rapidamente man mano che il calore viene assorbito dal guscio, il sistema di gate, e la superficie della cavità circostante.
In percorsi di flusso lunghi o stretti, la parte anteriore in metallo potrebbe iniziare a congelarsi prima che la cavità sia completamente riempita.
Ciò è particolarmente critico nella fusione a cera persa perché la cavità è spesso a pareti sottili e ha un elevato rapporto superficie-volume.
Il metallo perde rapidamente temperatura, e anche una piccola deviazione del processo può causare lo stallo o una scarsa fusione del fronte di riempimento.
Scarsa permeabilità del guscio
Se il guscio non si ventila correttamente, all'interno della cavità si accumula la pressione del gas che agisce come una controforza contro l'avanzamento del fronte metallico.
Il metallo quindi si riempie più lentamente e in modo meno costante. Questo riempimento più lento prolunga il tempo in cui il metallo è esposto alla perdita di calore, che rende più probabile il congelamento prematuro.
Ciò significa che la scarsa permeabilità non si limita ad aumentare i difetti legati al gas; può anche innescare la chiusura a freddo riducendo la velocità di riempimento effettiva e forzando il fronte del fuso a un regime termico instabile.
Sezioni del sistema di colata sottodimensionate
Un sistema di colata troppo stretto limita la consegna del metallo. Quando le sezioni trasversali del canale e dell'ingresso sono troppo piccole, la portata diminuisce e la cavità si riempie troppo lentamente.
Più tempo il metallo impiega a viaggiare attraverso il sistema, più calore perde. Di conseguenza, la parte anteriore può solidificarsi prima che tutti i percorsi del flusso si fondano in una struttura sana.
Questa è una delle cause più comuni di chiusura a freddo legate al design.
Una parte può essere perfettamente fondibile in teoria ma fallire comunque se il canale di distribuzione del metallo è troppo debole per la geometria effettiva.
Bacinella o tazza contaminata
Scorie residue, pellicola di ossido, o altri attacchi superficiali all'interno della tazza di colata possono assorbire il calore dal materiale fuso in entrata e ridurre la temperatura effettiva di colata all'inizio del riempimento.
Possono anche destabilizzare il flusso iniziale, creando ulteriore perdita di calore e irregolarità del flusso.
Questo tipo di contaminazione è particolarmente dannosa perché colpisce la prima fase di riempimento, quando la riserva termica è più importante.
3.3 Perché i getti complessi sono più vulnerabili
L'arresto a freddo e il malfunzionamento sono concentrati in getti a parete sottile e a geometria complessa perché quelle forme combinano tutte le peggiori condizioni:
- rapida perdita di calore,
- lunga distanza di riempimento,
- transizioni di sezione,
- convergenza del fronte di flusso,
- e margine di alimentazione ridotto.
Un semplice, il getto spesso può tollerare un piccolo errore termico. Una fusione di precisione con reti di nervature, tasche, o le pareti sottili spesso non possono.
Questo è il motivo per cui questi difetti sono fortemente associati al disadattamento del processo piuttosto che al cedimento grossolano della lega.
3.5 Misure preventive e correttive
Aumentare la capacità di flusso nel sistema di colata
Il canale e il sistema di ingresso devono essere sufficientemente grandi da fornire il metallo in modo rapido e costante nella cavità.
Se si utilizzano filtri in schiuma ceramica, dovrebbero essere dimensionati in modo da migliorare il controllo del flusso senza strangolare la portata.
L’obiettivo non è semplicemente far passare il metallo, ma lasciarlo passare abbastanza veloce e abbastanza fluido per evitare il congelamento prematuro.
Migliora lo sfiato del guscio e lo scarico della cavità
Il guscio dovrebbe consentire al gas di fuoriuscire liberamente dagli angoli morti, estremità remote, e zone a pareti sottili. Una migliore permeabilità riduce la pressione inversa e supporta il riempimento continuo.
È possibile aggiungere percorsi di scarico ausiliari nelle aree in cui è probabile la stagnazione del flusso.
Aumentare la temperatura di versamento all'interno della finestra di sicurezza
La massa fusa dovrebbe entrare nella cavità sufficientemente calda da preservare la fluidità e la continuità termica.
Tuttavia, la temperatura deve rimanere entro la finestra di processo sicura della lega per evitare ossidazione o reazione eccessiva con il guscio.
L'obiettivo non è la temperatura massima, ma margine termico sufficiente.
Pulire accuratamente la tazza versatrice e il percorso di trasferimento
Prima di ogni versamento, la vasca di colata, tazza, e le superfici superiori delle porte devono essere pulite dalle scorie, accumulo di ossido, e allegati residui.
Ciò previene la perdita di calore locale ed evita l'introduzione di disturbi del flusso nella fase più delicata del riempimento.
4. Tabella riassuntiva dei comuni difetti di versamento
| Tipo di difetto | Aspetto tipico | Causa principale | Rimedio principale |
| Inclusioni / scorie | Particelle estranee incorporate, contaminazione superficiale, debolezza locale | Riporto delle scorie, erosione refrattaria, turbolenza | Fusione pulita, versamento calmo, filtraggio, pulizia del guscio |
| Porosità del gas | Pori rotondi o irregolari, spesso vicino alla superficie o a zone spesse | Scarsa ventilazione, umidità, gas disciolto, riempimento turbolento | Guscio secco, migliorare la ventilazione, stabilizzare il getto, ridurre il gas nella fusione |
| Porosità di restringimento | Vuoti interni o microvuoti raggruppati | Alimentazione inadeguata, punti caldi, scarso controllo della solidificazione | Riprogettazione dei riser, migliorare la solidificazione direzionale |
| Egitto | Riempimento incompleto | Bassa temperatura, flusso lento, guscio freddo | Aumentare la temperatura del metallo, preriscaldare il guscio, allargare il cancello |
| Chiusura fredda | Fronti di flusso cuciti o non fusi | Scarsa fusione a causa dei fronti gelidi | Migliorare il margine termico, aumentare la velocità di riempimento, ottimizzare il design della cavità |
5. Conclusione
Il processo di colata è la fase di controllo fondamentale della qualità della fusione a cera persa, e inclusione di scorie, la porosità e la chiusura a freddo sono tre tipici difetti indotti dal processo con chiare correlazioni logiche e differenze nel meccanismo di formazione.
Le inclusioni di scorie sono causate principalmente da una composizione non qualificata del metallo fuso e da un'insufficiente rimozione delle scorie; i difetti di porosità derivano da uno scarso scarico della cavità e da un trascinamento turbolento del riempimento;
le chiusure a freddo sono dominate da un'insufficiente fluidità del metallo fuso e da un riempimento ritardato causato dalla bassa temperatura e da una progettazione irragionevole dei punti di iniezione.
Tutti i difetti indotti dal getto sono controllabili ed evitabili attraverso una gestione del processo standardizzata.
Controllo preciso della composizione, progettazione ottimizzata del sistema di colata, la corrispondenza standardizzata dei parametri di temperatura e il funzionamento standardizzato in loco sono le quattro dimensioni fondamentali della prevenzione dei difetti.
Nella produzione industriale vera e propria, il miglioramento mirato del processo dovrebbe essere effettuato in base alle caratteristiche strutturali dei diversi getti e alle regole di distribuzione dei difetti, realizzare il controllo a circuito chiuso dell'intero processo dalla fusione del metallo fuso, dalla produzione di conchiglie all'operazione di colata.
Ciò può ridurre efficacemente il tasso di difetti di colata, migliorare la compattezza interna e la qualità superficiale dei getti di microfusione, e massimizzare l'efficienza produttiva completa e l'affidabilità del servizio dei prodotti di fusione a cera persa di precisione.

