
Introduction
En fonderie de précision, la fonte n'est que la moitié de l'histoire. La véritable transformation commence lorsque l'alliage fondu pénètre dans la coque en céramique et commence à perdre de la chaleur..
À ce stade, le métal passe d'un état liquide à un état solide, et tout l'avenir du casting se décide: sa solidité, sa structure interne, sa précision dimensionnelle, et sa sensibilité aux défauts.
Ce passage du liquide au solide est appelé solidification.
En langage métallurgique, on l'appelle également cristallisation primaire, parce que cela implique une nucléation, croissance cristalline, et la formation de la structure métallique finale.
Du point de vue du transfert de chaleur, cependant, la solidification est mieux comprise comme le processus par lequel la chaleur s'écoule de la pièce moulée dans le moule, puis dans l'environnement environnant..
Ces deux points de vue décrivent le même événement, mais ils mettent l'accent sur différentes questions d'ingénierie.
Le point de vue métallurgique demande: Comment se forment les noyaux? Comment poussent les céréales? Quel type de structure se développe?
La vue thermique demande: À quelle vitesse le moulage perd-il de la chaleur? Où commence la solidification? Où les défauts de retrait sont-ils susceptibles d'apparaître? Comment contrôler le processus?
Pour le moulage de précision, la vue thermique est particulièrement pratique. De nombreux défauts de coulée courants, tels que des erreurs de tirage, cavités de rétrécissement, microretrait, larmes, porosité des gaz, ségrégation, et inclusions – sont étroitement liés à la façon dont le moulage se solidifie.
Une solide compréhension de la solidification est donc essentielle pour concevoir des portes., soulèvement, épaisseur de la coque, température de préchauffage, conditions de refroidissement, et stratégie de congélation directionnelle.
1. Pourquoi la solidification est importante dans le moulage de précision
Une coulée n’échoue pas uniquement parce que le métal a été mal coulé. Très souvent, la cause fondamentale réside dans la manière dont le métal s'est solidifié après la coulée.
Si la solidification est trop rapide dans la mauvaise région, une section peut geler avant d'être complètement alimentée.
Si c'est trop lent, le rétrécissement et la ségrégation peuvent devenir plus graves.
Et si le champ de température est inégal, les points chauds peuvent rester liquides longtemps après que la coque environnante se soit raidie, créer les conditions propices aux cavités ou aux fissures.
Moulage de précision est particulièrement sensible car le processus utilise une coque en céramique plutôt qu'un épais, moule en sable hautement isolant.
Cette coque peut être conçue pour la précision et la finesse des détails, mais cela signifie également que l'environnement thermique est hautement délibéré.
Épaisseur de coquille, préchauffer, revêtement, isolation, et la température de coulée du métal façonnent le champ de température et déterminent donc la qualité finale de la pièce moulée..
En pratique, la solidification est l'architecture cachée d'une coulée. Le moule peut définir la géométrie, mais la solidification définit la réalité interne.
2. Champ de température des moulages de précision

Concept de base du champ de température de coulée
Presque tous les phénomènes physiques se produisant lors de la solidification de la coulée sont des fonctions thermodynamiques dépendant de la température..
L'objectif principal de la recherche sur le transfert de chaleur par solidification est de surveiller les variations dynamiques du champ de température au sein des pièces moulées et des coques en céramique au fil du temps..
En analysant la distribution du champ de température, les ingénieurs peuvent prédire avec précision les indicateurs de production critiques:
taille en temps réel des zones de solidification sur les sections transversales, vitesse de propagation des fronts de solidification, répartition spatiale des défauts de retrait, et temps total de solidification.
Ces données analytiques fournissent un support théorique fiable pour la conception de systèmes de contrôle., disposition des contremarches, et mesures de refroidissement auxiliaires.
Dans la production réelle de fonderie de précision, processus auxiliaires conventionnels tels que l'emballage en coton coquille, refroidissement de l'eau, placement du fer froid, épaississement du revêtement,
et le refroidissement par air forcé modifie essentiellement la répartition du champ de température pour réguler les séquences de refroidissement..
Bien que des modèles mathématiques complexes et des formules thermodynamiques soient appliqués dans les calculs de simulation numérique,
cet article simplifie les dérivations mathématiques abstraites et se concentre sur les principes pratiques du transfert de chaleur industriel pour une compréhension intuitive.
Caractéristiques pratiques de transfert de chaleur dans la production de masse
La plupart du personnel de fabrication a tendance à simplifier à l'extrême le processus de refroidissement., juger simplement de l'état de solidification par le temps de refroidissement intuitif tout en ignorant les mécanismes complexes de conduction thermique interne.
En fonderie de précision, le système global de dissipation thermique comprend le rayonnement thermique et la convection des coques en céramique vers l'environnement atmosphérique.
Différentes méthodes de refroidissement affectent considérablement l'efficacité du transfert de chaleur.: les coquilles finies peuvent être placées sur des grilles de refroidissement, lits de sable, ou enterré dans du sable de remplissage.
Le versement de sable enfoui représente une méthode de refroidissement typique à faible efficacité. D'épaisses couches de sable isolent la coque en céramique, ralentissant considérablement la dissipation de la chaleur externe.
La rétention prolongée à haute température prolonge non seulement les cycles de solidification, mais déclenche également des réactions chimiques indésirables sur les matériaux de coque défectueux., conduisant à une adhérence chimique du sable, piqûres superficielles, porosité des scories, et retrait difficile de la coque.
Dans un scénario hypothétique extrême, si la coque en céramique atteint une isolation thermique absolue sans conduction thermique ni rayonnement, l'alliage fondu à l'intérieur ne terminera jamais sa solidification,
qui démontre intuitivement le rôle décisif de la dissipation thermique dans la solidification.
Refroidissement hétérogène causé par la structure & Différences d’épaisseur de coque
Les pièces moulées industrielles contiennent inévitablement des caractéristiques géométriques complexes, y compris les rainures, cavités intérieures, coins pointus, et virages de transition.
Ces structures complexes entraînent une épaisseur de coque en céramique inégale. Même pour des positions identiques sur un même lot de produits, des opérations de revêtement manuelles incohérentes conduisent à une épaisseur de coque non uniforme.
Une résistance thermique inégale de la coque perturbe la séquence de refroidissement naturelle: des zones de solidification rapide prédéfinies à l'origine retardent la solidification, tandis que les zones à section épaisse ayant des besoins alimentaires se refroidissent prématurément.
Cette séquence de solidification désordonnée induit directement des cavités de retrait anormales et une porosité localisée.
Chaleur latente de cristallisation & Contrainte thermique interne
Au-delà de la dissipation thermique macroscopique de la coque, la chaleur latente de cristallisation est un facteur essentiel souvent négligé.
Lors de la transformation liquide-solide, les alliages libèrent continuellement de la chaleur latente, qui réchauffe les zones solidifiées adjacentes et retarde la progression ultérieure de la solidification.
Contrairement à la cognition simplifiée de la solidification vers l'extérieur couche par couche, l'interface de solidification réelle est irrégulière et fluctuante.
En outre, une conduction thermique inégale génère une contrainte thermique interne non uniforme dans toute la pièce coulée.
Les contraintes thermiques trop concentrées se propagent le long des joints de grains et des points faibles structurels., formant finalement des défauts de déchirure à chaud et de fissuration à froid.
Actuellement, le logiciel de simulation de coulée grand public s'appuie sur des modèles mathématiques thermodynamiques pour calculer la distribution du champ de température, prédire la durée de solidification et l'emplacement des défauts de retrait.
Il est à noter que les conditions aux limites initiales telles que la température de la coque, température ambiante, et la température de coulée de l'alliage déterminent directement la précision de la simulation.
3. Facteurs clés qui affectent la solidification
| Facteur | Ce que cela influence | Conséquence technique |
| Diffusivité thermique des métaux | La rapidité avec laquelle la température s'égalise à l'intérieur du moulage | Une diffusivité élevée produit un profil de température plus plat et des gradients plus petits; une faible diffusivité crée des gradients plus raides. |
| Chaleur latente de cristallisation | Quelle quantité de chaleur est libérée pendant la congélation | Une chaleur latente plus élevée prolonge la solidification et aplatit le champ de température. |
| Température de solidification | Le niveau de température auquel se produit le gel | Des températures de congélation plus élevées augmentent généralement les gradients thermiques et l'échauffement des moules.. |
Propriétés thermiques du moule |
À quelle vitesse la coque absorbe et transfère la chaleur | Une absorption de chaleur plus rapide accélère la solidification mais peut également augmenter l’intensité du gradient. |
| Température de versement | Énergie thermique initiale dans la masse fondue | Une surchauffe plus élevée retarde la solidification; une surchauffe plus faible réduit le temps de congélation mais peut augmenter le risque de mauvais fonctionnement. |
| Épaisseur de paroi de coulée | Contenu calorifique et temps de congélation | Les sections épaisses refroidissent plus lentement et sont plus susceptibles de former des défauts de retrait. |
| Géométrie et conception des coins | Concentration thermique locale et congélation directionnelle | Courbes, coins, et les transitions de section peuvent créer des points chauds ou améliorer le refroidissement en fonction de la forme. |
4. Influence des propriétés des métaux sur la solidification
Diffusivité thermique
La diffusivité thermique décrit la rapidité avec laquelle la chaleur se propage à travers un matériau.
Dans un casting, une diffusivité thermique plus élevée signifie que la différence de température entre la surface et le centre disparaît plus rapidement. Le résultat est un champ de température plus uniforme.
Une diffusivité thermique plus faible signifie que la chaleur reste emprisonnée plus longtemps au centre, produisant un profil de température plus raide.
Ceci est important car la direction et la vitesse de congélation dépendent de la rapidité avec laquelle la chaleur peut se déplacer à travers le métal..
Toutes choses égales par ailleurs, les métaux à faible diffusivité thermique ont tendance à se solidifier avec un gradient de température plus fort et un risque plus élevé de points chauds internes.
Chaleur latente
Quand le métal en fusion se solidifie, il dégage de la chaleur latente. Cette chaleur ne disparaît pas instantanément; il doit être transféré dans la coquille avant que la congélation puisse avoir lieu.
Une chaleur latente plus importante signifie que la pièce moulée doit perdre plus d'énergie avant d'atteindre une solidification complète.. Cela a tendance à prolonger le temps de congélation et à aplatir le champ de température.
Température de congélation
La température absolue de solidification compte également. Un métal qui gèle à une température plus élevée laisse le système de moule chaud plus longtemps.
La différence de température entre la surface de coulée et l'intérieur de la coque peut devenir plus importante., ce qui affecte le champ de température et l'emplacement probable des défauts.
En général, les alliages non ferreux à point de fusion inférieur ont tendance à présenter un comportement de refroidissement différent de celui des aciers et des fers à plus haute température, C'est l'une des raisons pour lesquelles le moulage de précision réagit différemment selon la famille d'alliages..
5. Influence des propriétés du moule et de la coque
La coque n'est pas passive. C'est un partenaire thermique actif dans la solidification.

Absorption de la chaleur de la coque
Une coque qui absorbe rapidement la chaleur accélérera la solidification.
Cela peut être utile lorsque la précision ou le temps de cycle sont importants, mais cela peut aussi créer un gradient de température plus marqué.
Une coque qui absorbe la chaleur plus lentement allongera le temps de solidification et peut rendre le champ de température plus plat., mais cela peut également augmenter le risque de rétrécissement si l'alimentation n'est pas correctement conçue.
Préchauffer la coque
En fonderie de précision, le préchauffage de la coque est une variable majeure du processus.
Une coque plus chaude réduit le choc thermique et peut améliorer le remplissage, mais cela réduit également la force motrice thermique de solidification au départ.
Une coque plus froide extrait la chaleur plus rapidement, mais peut créer des risques d'écoulement ou de mauvais fonctionnement si le métal perd de la température trop rapidement pendant le remplissage..
Le préchauffage de la coque est donc un équilibre entre capacité de remplissage et contrôle de la solidification.
Épaisseur de la coque et revêtement local
L'épaisseur locale de la coque peut varier en raison de la technique de construction de la coque, géométrie, et la pratique des opérateurs. Les sections de coque plus épaisses isolent davantage et refroidissent différemment des sections plus fines..
Cela peut involontairement modifier la séquence de solidification, ce qui fait que la « bonne » zone gèle trop tôt ou que la « mauvaise » zone reste liquide trop longtemps.
C'est pourquoi l'uniformité des coquilles est si importante. Une épaisseur de coque inégale peut transformer une pièce moulée qui semble bien conçue en une pièce présentant des problèmes cachés de retrait ou de déformation..
6. Influence des conditions de coulée
Les conditions de coulée ne déterminent pas seulement si le moule se remplit. Ils déterminent également le point de départ de la solidification.

Surchauffer
La surchauffe est la quantité par laquelle la température du métal en fusion dépasse son seuil de liquidus ou de congélation..
Une légère quantité de surchauffe aide le métal à rester fluide suffisamment longtemps pour remplir le moule..
Mais si la surchauffe est trop élevée, il augmente efficacement l'énergie thermique que la coque doit éliminer avant que la congélation puisse commencer.
Plus de surchauffe signifie généralement:
- temps de solidification plus long,
- un front de gel plus plat ou retardé,
- charge thermique de coque plus élevée,
- et risque potentiellement plus élevé de ségrégation ou de distorsion si le chemin de refroidissement n'est pas contrôlé.
Taux de coulée
Le taux de coulée influence à la fois la qualité du remplissage et la stabilité thermique. Trop lent, et le métal peut commencer à geler avant que la cavité ne soit pleine.
Trop vite, et les turbulences, gaz entraîné, ou une érosion de la coquille peut se produire. Le débit de coulée idéal permet un remplissage fluide du moule tout en préservant un champ thermique contrôlable.
Température de coulée vs. type de métal
L'effet de la température de coulée dépend de l'alliage et de la voie de coulée..
Dans certains systèmes, en particulier ceux avec une conductivité thermique élevée ou des moules métalliques, l'excès de surchauffe est rapidement perdu et l'effet peut être moins dramatique.
En fonderie de précision, cependant, les propriétés de la coque et la géométrie des pièces font souvent de la température de coulée une variable très importante.
7. Influence de la géométrie de coulée
La géométrie de coulée joue un rôle central dans le chemin de solidification.
Épaisseur de paroi
Les sections épaisses retiennent plus de chaleur et se solidifient plus lentement. Les sections minces gèlent rapidement.
Cette différence crée un modèle de gel directionnel qui peut être utilisé délibérément ou, si mal conçu, peut créer des défauts.
Forme et coins
La forme modifie l'environnement de refroidissement local. Les surfaces convexes se refroidissent généralement différemment des surfaces planes, car le volume de la coque environnante disponible pour absorber la chaleur change..
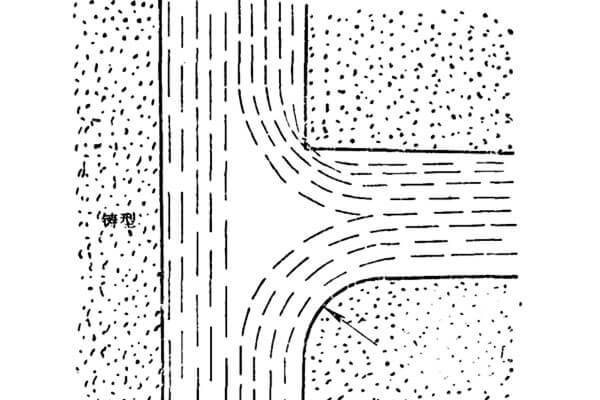
Les surfaces concaves et les coins internes refroidissent souvent plus lentement car la masse de la coque qui les entoure est plus contrainte et le chemin du flux de chaleur est moins favorable..
Rayon par rapport au coin pointu
Un coin interne pointu est un emplacement de point chaud classique.
Remplacer un coin interne pointu par un rayon augmente la zone de transfert de chaleur et aide le coin à se solidifier plus uniformément.
C'est pourquoi les congés internes sont souvent utilisés pour réduire la concentration de fissuration à chaud et de retrait..
Un malentendu courant est qu’un rayon « ajoute simplement de l’épaisseur » et doit donc refroidir plus lentement..
En réalité, la plus grande surface de transfert de chaleur peut dépasser la masse locale ajoutée, améliorer plutôt que détériorer le comportement de solidification.
Transitions de sections
Un changement soudain d’une section épaisse à une section mince peut perturber la séquence de congélation.
La section mince peut geler en premier et isoler la section la plus épaisse, qui devient alors vulnérable au retrait.
Une bonne conception de moulage évite autant que possible les discontinuités thermiques brusques.
8. Modes de solidification et leur signification pratique
La solidification peut être largement comprise en termes de façon dont le front de gel progresse à travers la pièce..
Solidification directionnelle
C'est le cas idéal en matière de conception de fonderie. Le métal se solidifie progressivement d'une extrémité ou d'une surface vers une colonne montante ou une région d'alimentation., afin que le métal liquide puisse alimenter en continu la zone de rétrécissement.
La solidification directionnelle est la base d'une conception de fonderie solide car elle aide à prévenir les cavités de retrait..
Solidification par refroidissement
Si une zone locale gèle trop tôt car elle perd rapidement de la chaleur, il peut se comporter comme une zone réfrigérée.
Cela peut être utile dans certains cas, mais si la région solidifiée bloque l'alimentation vers d'autres zones, des défauts de retrait peuvent en résulter.
Solidification simultanée
Si une grande section gèle presque en même temps dans tout son volume, l'alimentation par retrait devient difficile.
Ce mode est généralement moins souhaitable à moins que le processus n'ait été spécifiquement conçu pour le prendre en charge..
L'objectif pratique du moulage à modèle perdu est généralement de gérer la solidification de manière à ce que l'alimentation reste possible jusqu'à ce que le dernier point chaud critique soit gelé..
9. Défauts courants formés lors de la solidification
De nombreux défauts de coulée surviennent lors de la phase de congélation, pas pendant le versement.
Cavité de retrait
Alors que le métal liquide se solidifie, il contracte. Si la contraction n'est pas alimentée par le métal liquide à proximité, une cavité peut se former dans la dernière région à geler.
Microretrait ou porosité de retrait
Au lieu d'une cavité visible, le moulage peut contenir de nombreux petits vides internes dans une zone d'alimentation insuffisante.
Ceux-ci sont particulièrement nocifs dans les pièces moulées haute performance car ils peuvent réduire la résistance et la résistance aux fuites..
Larmes
Si une pièce moulée est retenue pendant le retrait et que la coque ou la géométrie empêche une contraction libre, des fissures peuvent se produire alors que le métal est encore partiellement solide.
Coins pointus, changements brusques de section, et les gradients thermiques mal contrôlés augmentent ce risque.
Ségrégation
Pendant la solidification, les éléments d'alliage peuvent ne pas rester parfaitement uniformes.
Des différences locales de composition peuvent se former entre les régions à gel précoce et à gel tardif.. Cela peut affecter les propriétés mécaniques et le comportement à la corrosion.
Porosité des gaz
Si du gaz est présent dans la fonte ou si la coque ne peut pas s'aérer correctement, des poches de gaz peuvent être piégées lorsque le métal gèle.
Ceci est particulièrement grave dans les pièces moulées de précision où la solidité interne est importante.
10. Comment la solidification est contrôlée dans le moulage de précision
Le but de la conception des procédés n’est pas simplement de laisser le métal geler.. Il s'agit de le faire geler de manière contrôlée.
Les méthodes pratiques comprennent:
- choisir une température de coulée adaptée,
- préchauffer la coque au bon niveau,
- contrôler l'épaisseur et le revêtement de la coque,
- concevoir des portes et des colonnes montantes pour la congélation directionnelle,
- en utilisant des refroidissements ou une isolation locale si nécessaire,
- gérer les conditions de refroidissement après coulée,
- et en gardant le champ de température aussi prévisible que possible.
Dans de nombreuses fonderies, ce qui semble être un « problème de défaut de coulée » est en réalité un problème de contrôle de solidification.
Si le champ de température est erroné, aucune inspection en aval ne peut restaurer complètement la pièce.
11. Conclusion
Le moulage de précision est souvent admiré pour sa précision et sa qualité de surface, mais ces qualités ne sont obtenues que lorsque la solidification est correctement comprise et contrôlée.
La transition du liquide au solide est le moment où la structure interne est créée, où l'alimentation est soit préservée, soit perdue, et où la plupart des défauts de coulée majeurs sont soit évités, soit nés.
La leçon centrale est simple: un bon moulage de précision n'est pas seulement coulé correctement, mais congelé correctement.
Le champ de température, comportement du shell, état de coulée, et la géométrie de coulée travaillent ensemble pour déterminer si la pièce finale devient solide, écurie, et utile.
Comprendre la solidification n’est donc pas un exercice théorique. C'est l'une des compétences les plus pratiques en ingénierie du moulage à modèle perdu..

