
Esittely
Sijoitusvalussa, sulaminen on vain puolet tarinasta. Todellinen muutos alkaa, kun sula metalliseos menee keraamiseen kuoreen ja alkaa menettää lämpöä.
Siinä vaiheessa, metalli siirtyy nestemäisestä tilasta kiinteään, ja koko castingin tulevaisuus on päätetty: sen järkevyys, sen sisäinen rakenne, sen mittatarkkuus, ja sen alttius virheille.
Tätä muutosta nesteestä kiinteäksi kutsutaan jähmettyminen.
Metallurgisella kielellä, sitä kutsutaan myös nimellä primaarinen kiteytys, koska siihen liittyy nukleaatiota, kiteen kasvu, ja lopullisen metallirakenteen muodostuminen.
Lämmönsiirron näkökulmasta, kuitenkin, jähmettyminen ymmärretään parhaiten prosessina, jossa lämpö virtaa valukappaleesta muottiin ja sitten ympäröivään ympäristöön.
Nämä kaksi näkökulmaa kuvaavat samaa tapahtumaa, mutta ne korostavat erilaisia teknisiä kysymyksiä.
Metallurginen näkemys kysyy: Kuinka ytimet muodostuvat? Kuinka jyvät kasvavat? Millainen rakenne kehittyy?
Lämpönäkymä kysyy: Kuinka nopeasti valu menettää lämpöä? Mistä jähmettyminen alkaa? Missä kutistumisvirheitä todennäköisesti ilmaantuu? Miten prosessia voidaan hallita?
Sijoitusvalua varten, lämpönäkymä on erityisen käytännöllinen. Useita yleisiä valuvirheitä, kuten virheitä, kutistumisontelot, mikrokutistuminen, kuumat kyyneleet, kaasuhuokoisuus, erottelu, ja inkluusiot – ovat tiiviisti sidoksissa valukappaleen jähmettymiseen.
Vahva ymmärrys jähmettymisestä on siksi olennaista portin suunnittelussa, nousussa, kuoren paksuus, esilämmityksen lämpötila, jäähdytysolosuhteet, ja suunnattu jäädytysstrategia.
1. Miksi kiinteytys on tärkeää investointivalussa
Valu ei epäonnistu vain siksi, että metalli kaadettiin väärin. Hyvin usein, perimmäinen syy on metallin jähmettymisessä kaatamisen jälkeen.
Jos jähmettyminen on liian nopeaa väärällä alueella, osa voi jäätyä ennen kuin se on täysin syötetty.
Jos se on liian hidas, kutistuminen ja segregaatio voivat muuttua vakavammaksi.
Ja jos lämpötilakenttä on epätasainen, kuumat kohdat voivat pysyä nesteenä pitkään sen jälkeen, kun ympäröivä kuori on jäykistynyt, luomalla olosuhteet onteloille tai halkeilulle.
Sijoitusvalu on erityisen herkkä, koska prosessissa käytetään keraamista kuorta paksun sijaan, erittäin eristävä hiekkamuotti.
Tämä kuori voidaan suunnitella tarkkuutta ja hienoja yksityiskohtia varten, mutta se tarkoittaa myös, että lämpöympäristö on erittäin tahallinen.
Kuoren paksuus, kuumentua, pinnoite, eristys, ja metallin kaatolämpötila muokkaavat lämpötilakentän ja määrittävät siten valun lopullisen laadun.
Käytännössä, jähmettyminen on valukappaleen piilotettu arkkitehtuuri. Muotti voi määrittää geometrian, mutta jähmettyminen määrittelee sisäisen todellisuuden.
2. Investointivalujen lämpötilakenttä

Valulämpötilakentän peruskäsite
Melkein kaikki valun jähmettymisen aikana tapahtuvat fysikaaliset ilmiöt ovat lämpötilasta riippuvia termodynaamisia toimintoja.
Kiinteytyslämmönsiirron tutkimuksen ydintavoite on seurata dynaamisia lämpötilakentän vaihteluita valukappaleissa ja keraamisissa kuorissa ajan myötä.
Analysoimalla lämpötilakentän jakautumista, insinöörit voivat ennustaa tarkasti kriittiset tuotantoindikaattorit:
jähmettymisvyöhykkeiden reaaliaikainen koko poikkileikkauksilla, jähmettymisrintamien etenemisnopeus, kutistumisvirheiden alueellinen jakautuminen, ja kokonaiskiinteytysaika.
Nämä analyyttiset tiedot tarjoavat luotettavaa teoreettista tukea avainnusjärjestelmän suunnittelulle, nousuputken järjestely, ja ylimääräiset jäähdytystoimenpiteet.
Varsinaisessa investointivalutuotannossa, tavanomaiset apuprosessit, kuten kuoripuuvillakääre, vesijäähdytys, jäähdytysraudan sijoitus, pinnoitteen paksuuntuminen,
ja pakotettu ilmajäähdytys muuttavat olennaisesti lämpötilakentän jakaumaa jäähdytysjaksojen säätelemiseksi.
Vaikka numeerisissa simulaatiolaskelmissa käytetään monimutkaisia matemaattisia malleja ja termodynaamisia kaavoja,
Tämä artikkeli yksinkertaistaa abstrakteja matemaattisia johtopäätöksiä ja keskittyy käytännön teollisuuden lämmönsiirtoperiaatteisiin intuitiivista ymmärtämistä varten.
Käytännön lämmönsiirto-ominaisuudet massatuotannossa
Suurin osa valmistushenkilöstöstä pyrkii yksinkertaistamaan jäähdytysprosessia liikaa, vain arvioimalla jähmettymistilan intuitiivisen jäähdytysajan perusteella jättäen huomioimatta monimutkaiset sisäiset lämmönjohtamismekanismit.
Sijoitusvalussa, yleinen lämmönpoistojärjestelmä sisältää lämpösäteilyn ja konvektion keraamisista kuorista ilmakehän ympäristöön.
Erilaiset jäähdytyksen sijoitustavat vaikuttavat merkittävästi lämmönsiirtotehokkuuteen: valmiit kuoret voidaan laittaa jäähdytystelineille, hiekkapenkit, tai haudattu täytehiekkaan.
Hautaushiekan kaataminen edustaa tyypillistä matalatehoista jäähdytysmenetelmää. Paksut hiekkakerrokset eristävät keraamisen kuoren, hidastaa huomattavasti ulkoista lämmönpoistoa.
Pitkäaikainen korkean lämpötilan säilyminen ei vain pidennä jähmettymisjaksoja, vaan myös laukaisee haitallisia kemiallisia reaktioita viallisissa kuorimateriaalissa, mikä johtaa kemialliseen hiekan kiinnittymiseen, pinnan kuoppaus, kuonan huokoisuus, ja vaikea kuoren poistaminen.
Äärimmäisessä hypoteettisessa skenaariossa, jos keraaminen kuori saavuttaa absoluuttisen lämmöneristyksen ilman lämmönjohtavuutta tai säteilyä, sisällä oleva sula metalliseos ei koskaan jähmettyy loppuun,
joka osoittaa intuitiivisesti lämmönpoiston ratkaisevan roolin jähmettymisessä.
Heterogeeninen jäähdytys, jonka aiheuttaa rakenteellinen & Kuoren paksuuserot
Teolliset investointivalut sisältävät väistämättä monimutkaisia geometrisia piirteitä, mukaan lukien urat, sisäiset ontelot, terävät kulmat, ja siirtymäkaaret.
Nämä monimutkaiset rakenteet johtavat epätasaiseen keraamisen kuoren paksuuteen. Jopa identtisille sijoituksille samassa tuote-erässä, epäjohdonmukaiset manuaaliset päällystystoimenpiteet johtavat epätasaiseen kuoren paksuuteen.
Epätasainen kuoren lämpövastus häiritsee luonnollista jäähdytyssekvenssiä: alun perin esiasetetut nopean jähmettymisvyöhykkeet viivästävät jähmettymistä, kun taas paksut alueet, joilla on ruokintatarpeita, jäähtyvät ennenaikaisesti.
Tämä epäsäännöllinen jähmettymissekvenssi aiheuttaa suoraan epänormaalia kutistumisonteloita ja paikallista huokoisuutta.
Piilevä kiteytyslämpö & Sisäinen lämpöstressi
Makroskooppisen kuoren lämmönpoiston lisäksi, piilevä kiteytyslämpö on usein huomiotta jätetty ydintekijä.
Nesteestä kiinteäksi muunnoksen aikana, metalliseokset vapauttavat jatkuvasti piilevää lämpöä, joka lämmittää uudelleen viereisiä jähmettyneitä vyöhykkeitä ja viivästyttää myöhempää jähmettymisen etenemistä.
Vastoin kerros kerrokselta ulospäin jähmettymisen yksinkertaistettua käsitystä, todellinen jähmettymisrajapinta on epäsäännöllinen ja vaihteleva.
Lisäksi, epätasainen lämmönjohtavuus synnyttää epätasaista sisäistä lämpöjännitystä koko valun aikana.
Liian keskittynyt lämpöjännitys leviää raerajoja ja rakenteellisia heikkoja kohtia pitkin, lopulta muodostuu kuumarepeytymis- ja kylmähalkeiluvirheitä.
Tällä hetkellä, valtavirran valusimulaatioohjelmisto luottaa termodynaamisiin matemaattisiin malleihin lämpötilakentän jakauman laskemiseen, ennustaa jähmettymisaikaa ja kutistumisvikojen paikkoja.
On huomionarvoista, että alkuperäiset reunaehdot, kuten kuoren lämpötila, ympäristön lämpötila, ja seoksen kaatolämpötila määräävät suoraan simuloinnin tarkkuuden.
3. Kiinteytymiseen vaikuttavat keskeiset tekijät
| Tekijä | Mihin se vaikuttaa | Tekninen seuraus |
| Metallin lämpödiffuusio | Kuinka nopeasti lämpötila tasaantuu valukappaleen sisällä | Suuri diffuusio tuottaa tasaisemman lämpötilaprofiilin ja pienempiä gradientteja; alhainen diffuusio luo jyrkempiä gradientteja. |
| Piilevä kiteytyslämpö | Kuinka paljon lämpöä vapautuu jäätymisen aikana | Korkeampi piilevä lämpö pidentää jähmettymistä ja tasoittaa lämpötilakenttää. |
| Kiinteytyslämpötila | Lämpötila, jolla jäätymistä tapahtuu | Korkeammat jäätymislämpötilat lisäävät yleensä lämpögradientteja ja muotin kuumenemista. |
Muotin lämpöominaisuudet |
Kuinka nopeasti kuori imee ja siirtää lämpöä | Nopeampi lämmön absorptio nopeuttaa jähmettymistä, mutta voi myös lisätä gradientin voimakkuutta. |
| Kaatamislämpötila | Alkuperäinen lämpöenergia sulassa | Korkeampi tulistus hidastaa jähmettymistä; alempi tulistus lyhentää jäätymisaikaa, mutta voi lisätä väärinkäyttöriskiä. |
| Valu seinämän paksuus | Lämpöpitoisuus ja jäätymisaika | Paksut osat jäähtyvät hitaammin ja muodostavat todennäköisemmin kutistumisvirheitä. |
| Geometria ja kulmasuunnittelu | Paikallinen lämmön keskittyminen ja suunnattu jäätyminen | Käyrät, kulmat, ja osien siirtymät voivat luoda kuumia kohtia tai parantaa jäähdytystä muodosta riippuen. |
4. Metallin ominaisuuksien vaikutus kiinteytymiseen
Terminen diffuusio
Terminen diffuusio kuvaa sitä, kuinka nopeasti lämpö leviää materiaalin läpi.
Castingissa, korkeampi lämpödiffuusio tarkoittaa, että lämpötilaero pinnan ja keskustan välillä katoaa nopeammin. Tuloksena on tasaisempi lämpötilakenttä.
Pienempi lämpödiffuusio tarkoittaa, että lämpö pysyy kauemmin keskellä, tuottaa jyrkemmän lämpötilaprofiilin.
Tällä on merkitystä, koska jäätymisen suunta ja nopeus riippuvat siitä, kuinka nopeasti lämpö voi liikkua metallin läpi.
Kaikki muu samanarvoista, metallit, joilla on alhainen lämpödiffuusio, pyrkivät jähmettymään voimakkaammalla lämpötilagradientilla ja suuremmalla sisäisten kuumien pisteiden riskillä.
Piilevä lämpö
Kun sula metalli jähmettyy, se vapauttaa piilevää lämpöä. Tämä lämpö ei katoa hetkessä; se on siirrettävä kuoreen ennen kuin jäätyminen voi edetä.
Suurempi piilevä lämpö tarkoittaa, että valukappaleen on luovuttava enemmän energiaa ennen kuin täydellinen jähmettyminen saavutetaan. Tämä pidentää jäätymisaikaa ja tasoittaa lämpötilakenttää.
Jäätymislämpötila
Myös absoluuttisella jähmettymislämpötilalla on merkitystä. Korkeammassa lämpötilassa jäätyvä metalli jättää muottijärjestelmän kuumaksi pidempään.
Valupinnan ja vaipan sisäpuolen välinen lämpötilaero voi kasvaa, joka vaikuttaa lämpötilakenttään ja vikojen todennäköiseen sijaintiin.
Yleensä, matalammin sulavilla ei-rautametalliseoksilla on yleensä erilainen jäähtymiskäyttäytyminen kuin korkeampien lämpötilojen teräkset ja raudat, Tämä on yksi syy, miksi sijoitusvalu reagoi eri tavalla seosaineperheestä riippuen.
5. Muotin ja kuoren ominaisuuksien vaikutus
Kuori ei ole passiivinen. Se on aktiivinen lämpökumppani jähmettymisessä.

Kuoren lämmön imeytyminen
Nopeasti lämpöä imevä kuori nopeuttaa jähmettymistä.
Siitä voi olla hyötyä, kun tarkkuus tai sykliaika on tärkeää, mutta se voi myös luoda terävämmän lämpötilagradientin.
Hitaammin lämpöä imevä kuori pidentää jähmettymisaikaa ja saattaa tehdä lämpötilakentän tasaisemmaksi, mutta se voi myös lisätä kutistumisen riskiä, jos ruokintaa ei ole suunniteltu oikein.
Kuori esilämmitys
Sijoitusvalussa, kuoren esilämmitys on tärkeä prosessimuuttuja.
Kuumempi kuori vähentää lämpöshokkia ja voi parantaa täyttöä, mutta se myös vähentää jähmettymisen lämpövoimaa alussa.
Viileämpi kuori poistaa lämpöä nopeammin, mutta voi aiheuttaa virtaus- tai virheriskejä, jos metalli menettää lämpötilaa liian nopeasti täytön aikana.
Kuoren esilämmitys on siis tasapaino täyttökyky ja jähmettymisen hallinta.
Kuoren paksuus ja paikallinen pinnoite
Paikallinen vaipan paksuus voi vaihdella kuorenrakennustekniikan vuoksi, geometria, ja operaattorin käytäntö. Paksummat kuoriosat eristävät paremmin ja viilentävät eri tavalla kuin ohuemmat osat.
Tämä voi tahattomasti muuttaa jähmettymisjärjestystä, aiheuttaa sen, että "oikea" alue jäätyy liian aikaisin tai "väärä" alue pysyy nesteenä liian kauan.
Siksi kuoren yhtenäisyydellä on niin paljon merkitystä. Epätasainen kuoren paksuus voi muuttaa hyvin suunnitellun valukappaleen sellaiseksi, jossa on piilotettuja kutistumis- tai vääristymisongelmia.
6. Kaato-olosuhteiden vaikutus
Kaatoolosuhteet eivät vain määritä, täyttyykö muotti. Ne määrittävät myös jähmettymisen aloituskohdan.

Ylikuumentua
Tulikuumennus on määrä, jolla sulan metallin lämpötila ylittää likvidus- tai jäätymisrajan.
Pieni määrä tulistusta auttaa metallia pysymään juoksevana riittävän kauan täyttääkseen muotin.
Mutta jos tulikuumennus on liian korkea, se lisää tehokkaasti lämpöenergiaa, joka kuoren on poistettava ennen kuin jäätyminen voi alkaa.
Ylikuumeneminen tarkoittaa yleensä:
- pidempi jähmettymisaika,
- litteämpi tai viivästynyt jäätymisrintama,
- suurempi kuoren lämpökuorma,
- ja mahdollisesti suurempi erottumisen tai vääristymisen riski, jos jäähdytysreittiä ei valvota.
Kaatonopeus
Kaatonopeus vaikuttaa sekä täytteen laatuun että lämpöstabiilisuuteen. Liian hidas, ja metalli voi alkaa jäätyä ennen kuin onkalo on täynnä.
Liian nopeasti, ja turbulenssi, mukana kulkeutunutta kaasua, tai kuoren eroosiota voi esiintyä. Ihanteellinen kaatonopeus mahdollistaa muotin täyttymisen tasaisesti säilyttäen samalla hallittavan lämpökentän.
Kaatolämpötila vs. metalli tyyppi
Kaatolämpötilan vaikutus riippuu metalliseoksesta ja valureitistä.
Joissakin järjestelmissä, erityisesti ne, joilla on korkea muotin lämmönjohtavuus tai metallimuotit, liiallinen tulistus häviää nopeasti ja vaikutus voi olla vähemmän dramaattinen.
Sijoitusvalussa, kuitenkin, vaipan ominaisuudet ja osan geometria tekevät kaatolämpötilasta usein erittäin tärkeän muuttujan.
7. Valugeometrian vaikutus
Valugeometrialla on keskeinen rooli jähmettymispolussa.
Seinämän paksuus
Paksut osat pitävät enemmän lämpöä ja jähmettyvät hitaammin. Ohuet osat jäätyvät nopeasti.
Tämä ero luo suunnatun jäätymiskuvion, jota voidaan käyttää tarkoituksella tai, jos se on huonosti suunniteltu, voi aiheuttaa vikoja.
Muoto ja kulmat
Muoto muuttaa paikallista jäähdytysympäristöä. Kuperat pinnat jäähtyvät yleensä eri tavalla kuin tasaiset pinnat, koska ympäröivän vaipan tilavuus, joka on käytettävissä lämmön absorboimiseksi, muuttuu.
Koverat pinnat ja sisäkulmat jäähtyvät usein hitaammin, koska niiden ympärillä oleva kuorimassa on rajoitetumpaa ja lämmön virtausreitti epäsuotuisa.
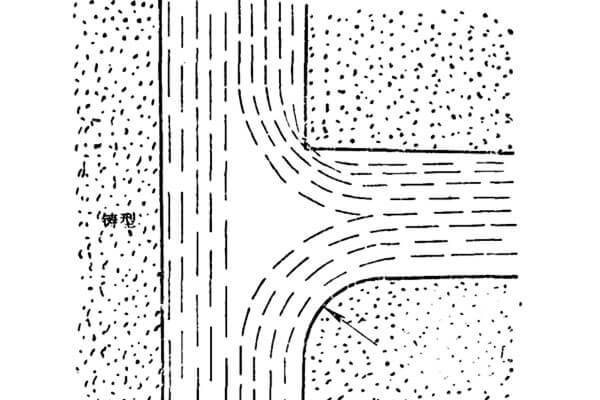
Säde vs. terävä kulma
Terävä sisäkulma on klassinen hot-spot-paikka.
Terävän sisäkulman korvaaminen säteellä lisää lämmönsiirtoaluetta ja auttaa nurkkaa jähmettymään tasaisemmin.
Siksi sisäfileitä käytetään usein vähentämään kuumahalkeilua ja kutistumispitoisuutta.
Yleinen väärinkäsitys on, että säde yksinkertaisesti "lisää paksuutta" ja siksi sen täytyy jäähtyä hitaammin.
Todellisuudessa, suurempi lämmönsiirtopinta voi painaa enemmän kuin lisätty paikallinen massa, jähmettymiskäyttäytymisen parantaminen eikä huonontaminen.
Osion siirtymät
Äkillinen muutos paksusta ohueen osaan voi häiritä jäätymisjaksoa.
Ohut osa voi jäätyä ensin ja eristää paksumman osan, joka sitten tulee alttiiksi kutistumiselle.
Hyvä valurakenne välttää äkilliset lämpökatkot aina kun mahdollista.
8. Kiinteytystavat ja niiden käytännön merkitys
Kiinteytyminen voidaan ymmärtää laajasti sillä perusteella, kuinka jäätymisrintama etenee osan läpi.
Suunta jähmettyminen
Tämä on ihanteellinen tapaus valusuunnittelussa. Metalli jähmettyy asteittain toisesta päästä tai pinnasta kohti nousuputkea tai syöttöaluetta, joten nestemäinen metalli voi jatkuvasti syöttää kutistuvaa vyöhykettä.
Suunnattu jähmettyminen on äänivalun suunnittelun perusta, koska se auttaa estämään kutistuvia onteloita.
Jäähdyttävä jähmettyminen
Jos paikallinen alue jäätyy liian aikaisin, koska se menettää lämpöä nopeasti, se voi käyttäytyä kuin kylmäalue.
Tästä voi olla hyötyä tietyissä tapauksissa, mutta jos jähmettynyt alue estää syöttämisen muille alueille, seurauksena voi olla kutistumisvirheitä.
Samanaikainen jähmettyminen
Jos suuri osa jäätyy lähes samaan aikaan koko tilavuutensa ajan, kutistumisruokinta vaikeutuu.
Tämä tila on yleensä vähemmän toivottava, ellei prosessia ole erityisesti suunniteltu tukemaan sitä.
Käytännön tavoitteena sijoitusvalussa on yleensä hallita jähmettymistä niin, että ruokinta on mahdollista, kunnes viimeinen kriittinen kuuma kohta on jäätynyt.
9. Kiinteytymisen aikana muodostuneet yleiset viat
Monet valuvirheet syntyvät jäätymisvaiheessa, ei kaatamisen aikana.
Kutistumisontelo
Kun nestemäinen metalli jähmettyy, Se supistuu. Jos supistumista ei syötä lähellä oleva nestemäinen metalli, viimeiselle jäätymisalueelle voi muodostua ontelo.
Mikrokutistuminen tai kutistumishuokoisuus
Yhden näkyvän ontelon sijaan, valussa voi olla monia pieniä sisäisiä onteloita riittämättömällä syöttöalueella.
Nämä ovat erityisen haitallisia korkean suorituskyvyn valukappaleissa, koska ne voivat heikentää lujuutta ja vuodonkestävyyttä.
Kuumat kyyneleet
Jos valukappale rajoittuu kutistumisen aikana ja kuori tai geometria estää vapaan kutistumisen, halkeilua voi esiintyä metallin ollessa vielä osittain kiinteä.
Terävät kulmat, äkillisiä osien muutoksia, ja huonosti kontrolloidut lämpögradientit lisäävät tätä riskiä.
Erottelu
Jähmettymisen aikana, seosaineet eivät välttämättä pysy täysin yhtenäisinä.
Paikallisia eroja koostumuksessa voi muodostua varhaisen ja myöhäisen jäätymisen alueiden välillä. Tämä voi vaikuttaa mekaanisiin ominaisuuksiin ja korroosion käyttäytymiseen.
Kaasuhuokoisuus
Jos sulassa on kaasua tai vaippa ei pääse tuulettumaan kunnolla, kaasutaskut voivat jäädä loukkuun metallin jäätyessä.
Tämä on erityisen vakavaa tarkkuusvaluissa, joissa sisäisellä eheydellä on merkitystä.
10. Kuinka kiinteytymistä hallitaan Investment Castingissa
Prosessisuunnittelun tarkoitus ei ole vain antaa metallin jäätyä. Sen tarkoituksena on saada se jäätymään hallitusti.
Käytännön menetelmiä ovat mm:
- sopivan kaatolämpötilan valitseminen,
- kuoren esilämmitys oikealle tasolle,
- kuoren paksuuden ja pinnoitteen hallinta,
- suunnitellaan portaita ja nousua suunnattua jäädytystä varten,
- käyttämällä kylmyyttä tai paikallista eristystä tarvittaessa,
- kaatamisen jälkeisten jäähdytysolosuhteiden hallinta,
- ja lämpötilakentän pitäminen mahdollisimman ennustettavana.
Monissa valimoissa, mikä näyttää olevan "valuvikaongelma", on itse asiassa jähmettymisen ja hallinnan ongelma.
Jos lämpötilakenttä on väärä, Mikään jatkotarkastus ei voi palauttaa osaa kokonaan.
11. Johtopäätös
Investointivalua ihaillaan usein tarkkuudestaan ja pintalaadustaan, mutta nämä ominaisuudet saavutetaan vain, kun jähmettyminen ymmärretään ja sitä valvotaan oikein.
Siirtymä nesteestä kiinteään on paikka, jossa sisäinen rakenne luodaan, jossa ruokinta joko säilyy tai häviää, ja missä useimmat merkittävät valuvirheet joko estetään tai syntyy.
Keskeinen oppitunti on yksinkertainen: hyvää sijoitusvalua ei vain kaadeta oikein, mutta jäätynyt oikein.
Lämpötilakenttä, kuoren käyttäytyminen, kaatotila, ja valugeometria toimivat yhdessä määrittääkseen, tuleeko viimeisestä osasta terve, vakaa, ja hyödyllinen.
Kiinteytymisen ymmärtäminen ei siis ole teoreettinen harjoitus. Se on yksi käytännöllisimmistä taidoista sijoitusvalutekniikassa.

