
مقدمه
در ریخته گری سرمایه گذاری, ذوب تنها نیمی از داستان است. دگرگونی واقعی زمانی شروع می شود که آلیاژ مذاب وارد پوسته سرامیکی می شود و شروع به از دست دادن گرما می کند.
در آن نقطه, فلز از حالت مایع به سمت جامد حرکت می کند, و کل آینده بازیگران در حال تصمیم گیری است: سلامت آن, ساختار داخلی آن, دقت ابعادی آن, و حساسیت آن به نقص.
این تغییر از مایع به جامد نامیده می شود تثبیت.
به زبان متالورژی, به آن نیز اشاره می شود تبلور اولیه, زیرا شامل هسته زایی است, رشد کریستال, و تشکیل ساختار فلزی نهایی.
از دیدگاه انتقال حرارت, هر چند, انجماد به عنوان فرآیندی است که طی آن گرما از ریخته گری به داخل قالب و سپس به محیط اطراف جریان می یابد..
این دو دیدگاه یک رویداد را توصیف می کنند, اما آنها بر سوالات مختلف مهندسی تاکید دارند.
دیدگاه متالورژیک می پرسد: هسته ها چگونه تشکیل می شوند? غلات چگونه رشد می کنند? چه نوع ساختاری توسعه می یابد?
نمای حرارتی می پرسد: ریخته گری با چه سرعتی گرما را از دست می دهد? انجماد از کجا شروع می شود? عیوب انقباض در کجا ظاهر می شوند? چگونه می توان فرآیند را کنترل کرد?
برای ریخته گری سرمایه گذاری, نمای حرارتی به ویژه کاربردی است. بسیاری از عیوب معمول ریخته گری - مانند غلط گیری, حفره های کوچک شدن, میکرو انقباض, اشکهای گرم, تخلخل گاز, تفکیک, و اجزاء - با نحوه انجماد ریخته گری ارتباط نزدیکی دارند.
بنابراین درک قوی از انجماد برای طراحی دروازه ضروری است, در حال افزایش, ضخامت پوسته, دمای پیش گرم, شرایط خنک کننده, و استراتژی انجماد جهت دار.
1. چرا انجماد در ریخته گری سرمایه گذاری مهم است؟
ریخته گری تنها به این دلیل شکست نمی خورد که فلز به اشتباه ریخته شده است. خیلی وقت ها, علت اصلی در نحوه جامد شدن فلز پس از ریختن است.
اگر انجماد در ناحیه اشتباه خیلی سریع باشد, ممکن است یک بخش قبل از تغذیه کامل منجمد شود.
اگر خیلی کند است, انقباض و جداسازی ممکن است شدیدتر شود.
و اگر میدان دما ناهموار باشد, نقاط داغ ممکن است مدت طولانی پس از سفت شدن پوسته اطراف مایع باقی بمانند, ایجاد شرایط برای حفره یا ترک.
سرمایه گذاری سرمایه گذاری به ویژه حساس است زیرا در این فرآیند به جای پوسته ضخیم از پوسته سرامیکی استفاده می شود, قالب ماسه ای با عایق بالا.
این پوسته را می توان برای دقت و جزئیات دقیق مهندسی کرد, اما همچنین به این معنی است که محیط حرارتی بسیار عمدی است.
ضخامت پوسته, از پیش گرم کردن, روکش, عایق, و دمای ریختن فلز همگی میدان دما را شکل می دهند و بنابراین کیفیت نهایی ریخته گری را تعیین می کنند.
در عمل, انجماد معماری پنهان یک ریخته گری است. قالب ممکن است هندسه را مشخص کند, اما انجماد واقعیت درونی را تعریف می کند.
2. میدان دما ریخته گری سرمایه گذاری

مفهوم اساسی میدان دمای ریخته گری
تقریباً تمام پدیدههای فیزیکی که در طول انجماد ریختهگری رخ میدهند، تابعهای ترمودینامیکی وابسته به دما هستند.
هدف اصلی تحقیق انتقال حرارت انجماد، نظارت بر تغییرات میدان دمایی دینامیکی در قطعات ریخته گری و پوسته های سرامیکی در طول زمان است..
با تجزیه و تحلیل توزیع میدان دما, مهندسان می توانند به طور دقیق شاخص های تولید حیاتی را پیش بینی کنند:
اندازه زمان واقعی مناطق انجماد در مقاطع, سرعت انتشار جبهه های انجماد, توزیع فضایی عیوب انقباض, و زمان انجماد کل.
این داده های تحلیلی پشتیبانی نظری قابل اعتمادی را برای طراحی سیستم دروازه ارائه می دهند, چیدمان بالابر, و اقدامات خنک کننده کمکی.
در تولید ریخته گری سرمایه گذاری واقعی, فرآیندهای کمکی مرسوم مانند بسته بندی پنبه پوسته, خنک کننده آب, قرار دادن آهن سرد, ضخیم شدن پوشش,
و خنک کننده هوای اجباری اساساً توزیع میدان دما را برای تنظیم توالی های خنک کننده تغییر می دهد.
اگرچه از مدل های پیچیده ریاضی و فرمول های ترمودینامیکی در محاسبات شبیه سازی عددی استفاده می شود.,
این مقاله مشتقات ریاضی انتزاعی را ساده می کند و بر اصول عملی انتقال حرارت صنعتی برای درک شهودی تمرکز می کند..
ویژگی های عملی انتقال حرارت در تولید انبوه
اکثر پرسنل تولیدی تمایل دارند فرآیند خنک سازی را بیش از حد ساده کنند, صرفاً قضاوت در مورد وضعیت انجماد با زمان خنک سازی بصری در حالی که مکانیسم های پیچیده هدایت حرارت داخلی را نادیده می گیرد..
در ریخته گری سرمایه گذاری, سیستم کلی اتلاف حرارت شامل تابش گرما و همرفت از پوسته های سرامیکی به محیط جوی است..
روش های مختلف قرار دادن خنک کننده به طور قابل توجهی بر راندمان انتقال حرارت تأثیر می گذارد: پوسته های تمام شده را می توان روی قفسه های خنک کننده قرار داد, تخت های شنی, یا در ماسه پر کننده دفن شده است.
ریختن شن و ماسه مدفون نشان دهنده یک روش خنک کننده معمولی با راندمان پایین است. لایه های ماسه ای ضخیم پوسته سرامیکی را عایق می کنند, کاهش شدید اتلاف گرمای خارجی.
نگهداری طولانی مدت در دمای بالا نه تنها چرخه انجماد را افزایش می دهد، بلکه باعث ایجاد واکنش های شیمیایی نامطلوب بر روی مواد پوسته معیوب می شود., منجر به چسبندگی شن و ماسه شیمیایی می شود, سوراخ شدن سطح, تخلخل سرباره, و حذف پوسته دشوار است.
در یک سناریوی فرضی افراطی, اگر پوسته سرامیکی به عایق حرارتی مطلق بدون رسانش گرما یا تشعشع دست یابد, آلیاژ مذاب داخل هرگز انجماد کامل نمی شود,
که به طور شهودی نقش تعیین کننده اتلاف گرما را در انجماد نشان می دهد.
خنک کننده ناهمگن ناشی از ساختار & تفاوت ضخامت پوسته
ریخته گری های سرمایه گذاری صنعتی ناگزیر دارای ویژگی های هندسی پیچیده ای هستند, از جمله شیارها, حفره های داخلی, گوشه های تیز, و خم های انتقالی.
این ساختارهای پیچیده منجر به ضخامت پوسته سرامیکی ناهموار می شود. حتی برای موقعیت های یکسان در همان دسته از محصولات, عملیات پوشش دستی ناسازگار منجر به ضخامت پوسته غیریکنواخت می شود.
مقاومت حرارتی پوسته ناهموار، توالی خنک کننده طبیعی را مختل می کند: مناطق انجماد سریع از پیش تعیین شده اولیه انجماد را به تاخیر می اندازند, در حالی که مناطق ضخیم با نیاز به تغذیه زودتر از موعد سرد می شوند.
این توالی انجماد نامنظم به طور مستقیم باعث ایجاد حفره های انقباض غیر طبیعی و تخلخل موضعی می شود.
گرمای نهان تبلور & استرس حرارتی داخلی
فراتر از اتلاف حرارت پوسته ماکروسکوپی, گرمای نهان تبلور یک عامل اصلی است که اغلب نادیده گرفته می شود.
در طول تبدیل مایع به جامد, آلیاژها به طور مداوم گرمای نهان را آزاد می کنند, که مناطق جامد مجاور را دوباره گرم می کند و پیشرفت انجماد بعدی را به تاخیر می اندازد.
برخلاف شناخت ساده شده انجماد بیرونی لایه به لایه, رابط انجماد واقعی نامنظم و در نوسان است.
بعلاوه, هدایت حرارتی ناهموار باعث ایجاد تنش حرارتی داخلی غیر یکنواخت در سراسر ریخته گری می شود.
تنش حرارتی بیش از حد متمرکز در امتداد مرزهای دانه و نقاط ضعف ساختاری منتشر می شود, در نهایت باعث ایجاد عیوب پارگی گرم و ترک سرد می شود.
در حال حاضر, نرم افزار اصلی شبیه سازی ریخته گری بر مدل های ریاضی ترمودینامیکی برای محاسبه توزیع میدان دما متکی است., پیش بینی مدت زمان انجماد و محل نقص انقباض.
قابل توجه است که شرایط مرزی اولیه مانند دمای پوسته, دمای محیط, و دمای ریختن آلیاژ به طور مستقیم دقت شبیه سازی را تعیین می کند.
3. عوامل کلیدی که بر انجماد تاثیر می گذارد
| عامل | چه چیزی را تحت تأثیر قرار می دهد | پیامد مهندسی |
| نفوذ حرارتی فلز | چقدر سریع دما در داخل ریخته گری برابر می شود | نفوذ بالا یک پروفایل دمایی مسطح تر و شیب های کوچکتر ایجاد می کند; انتشار کم، شیب تندتری ایجاد می کند. |
| گرمای نهان تبلور | چه مقدار گرما در هنگام انجماد آزاد می شود | گرمای نهان بالاتر انجماد را طولانی می کند و میدان دما را صاف می کند. |
| دمای انجماد | سطح دمایی که در آن انجماد رخ می دهد | دمای انجماد بالاتر عموماً شیب حرارتی و گرمایش قالب را افزایش می دهد. |
خواص حرارتی قالب |
پوسته چقدر سریع گرما را جذب و انتقال می دهد | جذب گرمای سریعتر انجماد را سرعت می بخشد اما می تواند شدت گرادیان را نیز افزایش دهد. |
| ریختن دما | انرژی حرارتی اولیه در مذاب | سوپر گرمای بیشتر انجماد را به تاخیر می اندازد; سوپرهیت کمتر زمان انجماد را کوتاه می کند اما ممکن است خطر انجماد را افزایش دهد. |
| ضخامت دیوار ریخته گری | مقدار گرما و زمان انجماد | بخش های ضخیم کندتر سرد می شوند و احتمال ایجاد عیوب انقباض بیشتر است. |
| هندسه و طراحی گوشه | غلظت حرارت موضعی و انجماد جهت دار | منحنی, گوشه ها, و انتقال بخش می تواند نقاط داغ ایجاد کند یا خنک کننده را بسته به شکل بهبود بخشد. |
4. تاثیر خواص فلز بر انجماد
انتشار حرارتی
انتشار حرارتی سرعت انتشار گرما در یک ماده را توصیف می کند.
در یک بازیگری, انتشار حرارتی بالاتر به این معنی است که اختلاف دما بین سطح و مرکز سریعتر ناپدید می شود. نتیجه یک میدان دمایی یکنواخت تر است.
انتشار حرارتی کمتر به این معنی است که گرما مدت بیشتری در مرکز محبوس می شود, تولید مشخصات دمایی تندتر.
این مهم است زیرا جهت و سرعت انجماد به سرعت حرکت گرما در فلز بستگی دارد.
بقیه مساوی, فلزات با نفوذ حرارتی کم تمایل به جامد شدن با گرادیان دمایی قویتر و خطر بیشتر نقاط داغ داخلی دارند..
گرمای نهان
وقتی فلز مذاب جامد می شود, گرمای نهان را آزاد می کند. این گرما فورا از بین نمی رود; قبل از اینکه انجماد ادامه یابد باید به داخل پوسته منتقل شود.
گرمای نهان بزرگتر به این معنی است که ریخته گری باید انرژی بیشتری را قبل از اینکه انجماد کامل حاصل شود، دفع کند. این باعث افزایش زمان انجماد و صاف کردن میدان دما می شود.
دمای انجماد
دمای انجماد مطلق نیز مهم است. فلزی که در دمای بالاتر یخ می زند، سیستم قالب را برای مدت طولانی تری داغ می کند.
اختلاف دما بین سطح ریخته گری و داخل پوسته می تواند بزرگتر شود, که بر میدان دما و محل احتمالی عیوب تأثیر می گذارد.
به طور کلی, آلیاژهای غیر آهنی با ذوب کمتر تمایل دارند رفتار خنک کنندگی متفاوتی نسبت به فولادها و آهن های با دمای بالاتر از خود نشان دهند., این یکی از دلایلی است که ریخته گری سرمایه گذاری بسته به خانواده آلیاژ متفاوت پاسخ می دهد.
5. تاثیر خواص قالب و پوسته
پوسته منفعل نیست. این یک شریک حرارتی فعال در انجماد است.

جذب حرارت پوسته
پوسته ای که گرما را به سرعت جذب می کند، انجماد را تسریع می کند.
این ممکن است زمانی مفید باشد که دقت یا زمان چرخه مهم باشد, اما همچنین می تواند یک گرادیان دما تندتر ایجاد کند.
پوسته ای که گرما را آهسته تر جذب می کند، زمان انجماد را طولانی تر می کند و ممکن است میدان دما را صاف تر کند, اما اگر تغذیه به درستی طراحی نشود، می تواند خطر انقباض را نیز افزایش دهد.
پوسته را پیش گرم کنید
در ریخته گری سرمایه گذاری, پیش گرم کردن پوسته یک متغیر فرآیند اصلی است.
پوسته داغ تر شوک حرارتی را کاهش می دهد و ممکن است پر شدن را بهبود بخشد, اما همچنین نیروی محرکه حرارتی را برای انجماد در شروع کاهش می دهد.
یک پوسته سردتر گرما را سریعتر استخراج می کند, اما اگر فلز در حین پر شدن به سرعت دمای خود را از دست بدهد، ممکن است باعث ایجاد جریان یا خطرات نادرست شود.
بنابراین پیش گرم کردن پوسته تعادلی بین آن است توانایی پر کردن وت کنترل انجماد.
ضخامت پوسته و پوشش موضعی
ضخامت پوسته موضعی می تواند به دلیل تکنیک پوسته سازی متفاوت باشد, هندسه, و تمرین اپراتور. بخش های پوسته ضخیم تر عایق بیشتری دارند و متفاوت از بخش های نازک خنک می شوند.
این می تواند ناخواسته توالی انجماد را تغییر دهد, باعث میشود ناحیه «درست» خیلی زود یخ بزند یا ناحیه «اشتباه» برای مدت طولانی مایع بماند.
به همین دلیل است که یکنواختی پوسته بسیار مهم است. ضخامت پوسته ناهموار می تواند قالبی را که به خوبی طراحی شده است با مشکلات انقباض یا اعوجاج پنهان تبدیل کند..
6. تاثیر شرایط ریختن
شرایط ریختن فقط تعیین کننده پر شدن قالب نیست. آنها همچنین نقطه شروع انجماد را تعیین می کنند.

گرم کردن
سوپرهیت مقداری است که دمای فلز مذاب از آستانه مایع یا انجماد خود فراتر میرود.
مقدار متوسطی از سوپرهیت به فلز کمک می کند تا به اندازه کافی سیال بماند تا قالب را پر کند.
اما اگر سوپرهیت خیلی زیاد باشد, این به طور موثر انرژی حرارتی را که پوسته باید قبل از شروع انجماد حذف کند، افزایش می دهد.
معمولاً سوپرهیت بیشتر به این معنی است:
- زمان انجماد طولانی تر,
- جلوی انجماد صاف یا تاخیری,
- بار حرارتی پوسته بالاتر,
- و در صورت کنترل نشدن مسیر خنک کننده، خطر جداسازی یا اعوجاج بالقوه بیشتر است.
میزان ریختن
نرخ ریختن هم بر کیفیت پر کردن و هم بر پایداری حرارتی تأثیر می گذارد. خیلی کند, و فلز ممکن است قبل از پر شدن حفره شروع به انجماد کند.
خیلی سریع, و تلاطم, گاز حباب شده, یا فرسایش پوسته ممکن است رخ دهد. سرعت ریختن ایدهآل به قالب اجازه میدهد تا با حفظ میدان حرارتی قابل کنترل، به آرامی پر شود.
دمای ریختن در مقابل. نوع فلزی
تاثیر دمای ریختن به مسیر آلیاژ و ریخته گری بستگی دارد.
در برخی از سیستم ها, به ویژه آنهایی که دارای رسانایی حرارتی قالب بالا یا قالب های فلزی هستند, گرمای بیش از حد به سرعت از بین می رود و ممکن است اثر آن کمتر چشمگیر باشد.
در ریخته گری سرمایه گذاری, هر چند, خواص پوسته و هندسه قطعات اغلب دمای ریختن را به یک متغیر بسیار مهم تبدیل می کند.
7. تأثیر هندسه ریخته گری
هندسه ریخته گری نقش اصلی را در مسیر انجماد بازی می کند.
ضخامت دیواری
بخش های ضخیم گرمای بیشتری را نگه می دارند و کندتر جامد می شوند. بخش های نازک به سرعت منجمد می شوند.
این تفاوت یک الگوی انجماد جهت دار ایجاد می کند که می تواند به عمد یا استفاده شود, اگر ضعیف طراحی شده باشد, می تواند نقص ایجاد کند.
شکل و گوشه ها
شکل محیط خنک کننده محلی را تغییر می دهد. سطوح محدب معمولاً متفاوت از سطوح صاف سرد می شوند زیرا حجم پوسته اطراف برای جذب گرما تغییر می کند.
سطوح مقعر و گوشه های داخلی اغلب کندتر سرد می شوند زیرا جرم پوسته اطراف آنها محدودتر است و مسیر جریان گرما مطلوب تر است..
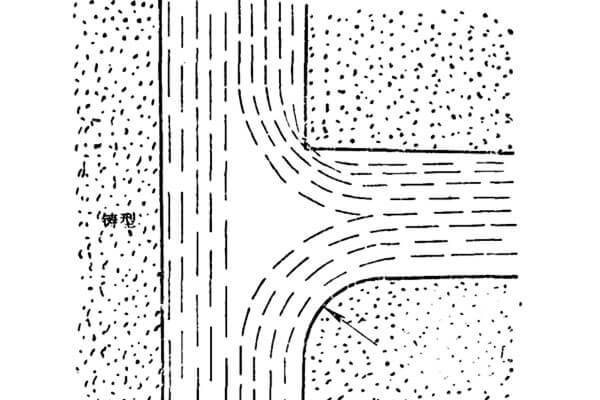
شعاع در مقابل گوشه تیز
یک گوشه داخلی تیز یک مکان کلاسیک نقطه داغ است.
جایگزین کردن یک گوشه داخلی تیز با شعاع، ناحیه انتقال حرارت را افزایش میدهد و کمک میکند گوشه یکنواختتر شود..
به همین دلیل است که فیله های داخلی اغلب برای کاهش ترک خوردگی داغ و غلظت انقباض استفاده می شود.
یک سوء تفاهم رایج این است که یک شعاع به سادگی «ضخامت میافزاید» و بنابراین باید کندتر سرد شود.
در واقعیت, سطح انتقال حرارت بزرگتر می تواند از جرم محلی اضافه شده بیشتر باشد, بهبود به جای بدتر شدن رفتار انجماد.
انتقال بخش
تغییر ناگهانی از بخش ضخیم به نازک می تواند توالی انجماد را مختل کند.
بخش نازک ممکن است ابتدا منجمد شود و بخش ضخیم تر را جدا کند, که سپس در برابر انقباض آسیب پذیر می شود.
طراحی ریختهگری خوب تا حد امکان از ناپیوستگیهای حرارتی ناگهانی جلوگیری میکند.
8. حالت های انجماد و معنای عملی آنها
انجماد را می توان به طور گسترده بر حسب چگونگی پیشروی جبهه انجماد از طریق قطعه درک کرد.
جامد سازی جهت دار
این مورد ایده آل در طراحی ریخته گری است. فلز به تدریج از یک انتها یا سطح به سمت بالابر یا منطقه تغذیه جامد می شود, بنابراین فلز مایع می تواند به طور مداوم منطقه انقباض را تغذیه کند.
انجماد جهت دار اساس طراحی ریخته گری صدا است زیرا به جلوگیری از انقباض حفره ها کمک می کند.
انجماد سرد
اگر یک منطقه محلی خیلی زود یخ بزند زیرا گرما را به سرعت از دست می دهد, ممکن است مانند یک منطقه سرد رفتار کند.
این می تواند در موارد انتخاب شده مفید باشد, اما اگر منطقه جامد شده مانع از تغذیه مناطق دیگر شود, ممکن است نقص انقباض ایجاد شود.
انجماد همزمان
اگر یک بخش بزرگ تقریباً در یک زمان در سراسر حجم خود منجمد شود, تغذیه انقباضی دشوار می شود.
این حالت معمولا کمتر مطلوب است مگر اینکه فرآیند به طور خاص برای پشتیبانی از آن طراحی شده باشد.
هدف عملی در ریخته گری سرمایه گذاری معمولاً مدیریت انجماد است به طوری که تغذیه تا زمانی که آخرین نقطه داغ بحرانی منجمد نشود امکان پذیر باشد..
9. عیوب رایج که در طول انجماد ایجاد می شوند
بسیاری از عیوب ریخته گری در مرحله انجماد ایجاد می شود, نه در حین ریختن.
حفره انقباض
همانطور که فلز مایع جامد می شود, آن را قرارداد می کند. اگر انقباض توسط فلز مایع مجاور تغذیه نشود, ممکن است یک حفره در آخرین ناحیه برای یخ زدن تشکیل شود.
ریز انقباض یا تخلخل انقباضی
به جای یک حفره قابل مشاهده, ریخته گری ممکن است حاوی حفره های داخلی کوچک زیادی در ناحیه ای باشد که تغذیه ناکافی است.
اینها به ویژه در ریخته گری های با کارایی بالا مضر هستند زیرا می توانند استحکام و مقاومت در برابر نشتی را کاهش دهند.
اشکهای گرم
اگر در حین انقباض، ریخته گری مهار شود و پوسته یا هندسه از انقباض آزاد جلوگیری کند., ترک خوردگی ممکن است زمانی رخ دهد که فلز هنوز تا حدی جامد است.
گوشه های تیز, تغییرات ناگهانی بخش, و شیب حرارتی ضعیف کنترل شده این خطر را افزایش می دهد.
تفکیک
در طول انجماد, عناصر آلیاژی ممکن است کاملاً یکنواخت باقی نمانند.
تفاوت های محلی در ترکیب می تواند بین مناطق زود انجماد و دیر انجماد ایجاد شود. این می تواند بر خواص مکانیکی و رفتار خوردگی تأثیر بگذارد.
تخلخل گاز
اگر گاز در مذاب وجود داشته باشد یا پوسته نتواند به درستی هواگیری کند, ممکن است با یخ زدن فلز، محفظه های گاز به دام بیفتند.
این امر به ویژه در ریخته گری های دقیق که سلامت داخلی اهمیت دارد، جدی است.
10. چگونه انجماد در ریخته گری سرمایه گذاری کنترل می شود
هدف از طراحی فرآیند صرفاً اجازه دادن به یخ زدن فلز نیست. این است که آن را به روشی کنترل شده منجمد کنید.
روش های عملی شامل:
- انتخاب دمای ریختن مناسب,
- پوسته را تا سطح صحیح از قبل گرم کنید,
- کنترل ضخامت پوسته و پوشش,
- طراحی دروازه و بالا آمدن برای انجماد جهت,
- در صورت نیاز از سرما یا عایق موضعی استفاده کنید,
- مدیریت شرایط سرمایش پس از ریزش,
- و میدان دما را تا حد امکان قابل پیش بینی نگه دارید.
در بسیاری از ریخته گری ها, آنچه به نظر می رسد "مشکل نقص ریخته گری" است در واقع یک مشکل انجماد-کنترل است.
اگر میدان دما اشتباه باشد, هیچ مقدار بازرسی پایین دستی نمی تواند قطعه را به طور کامل بازیابی کند.
11. پایان
ریخته گری سرمایه گذاری اغلب به دلیل دقت و کیفیت سطح آن مورد تحسین قرار می گیرد, اما این ویژگی ها تنها زمانی به دست می آیند که انجماد به درستی درک و کنترل شود.
انتقال از مایع به جامد جایی است که ساختار داخلی ایجاد می شود, جایی که تغذیه یا حفظ می شود یا از بین می رود, و جایی که اکثر عیوب اصلی ریخته گری یا پیشگیری می شوند یا متولد می شوند.
درس مرکزی ساده است: ریخته گری سرمایه گذاری خوب نه تنها به درستی ریخته می شود, اما به درستی منجمد شد.
میدان دما, رفتار پوسته, شرایط ریختن, و هندسه ریخته گری همه با هم کار می کنند تا مشخص کنند که آیا قسمت نهایی به صدا تبدیل می شود یا خیر, پایدار, و مفید.
بنابراین درک انجماد یک تمرین نظری نیست. این یکی از کاربردی ترین مهارت ها در مهندسی ریخته گری سرمایه گذاری است.

