
介绍
熔模铸造中可能出现的众多缺陷之一, 沙包含 和 沙洞 尤其令人沮丧,因为它们往往源于小的流程失误,而这些失误最终会导致重大的质量损失.
单粒耐火材料, 壳上有一个小裂缝, 或者脱蜡或壳处理过程中的一个不小心的步骤可能会将污染物引入模具型腔并毁掉原本制作精良的铸件.
这些缺陷不仅仅是装饰性的. 它们会降低表面完整性, 妥协尺寸精度, 创建应力集中点, 严重时强制整批报废.
这就是为什么夹砂和砂孔缺陷不应仅仅被理解为表面问题, 但作为 过程控制失败.
在 投资铸造, 真正的挑战不是简单地将金属倒入陶瓷外壳中.
挑战在于保持整个模腔从蜡模到最终浇注的完整性. 夹砂和砂孔缺陷准确揭示了完整性丧失的位置.
1. 什么是夹砂和砂孔缺陷?
沙子夹杂物
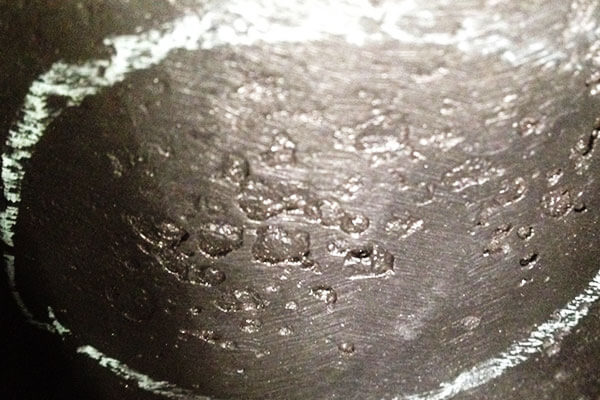
夹砂是指耐火材料颗粒存在的缺陷, 外壳碎片, 涂层碎片, 或者松散的陶瓷材料在浇注过程中被困在铸件表面或铸件表面下方.
洗牌后, 该缺陷可能表现为嵌入颗粒或粗糙, 铸件表皮上的不规则区域.
沙洞
沙孔通常是 在清洁或机加工过程中去除周围金属和缺陷材料后留下的空隙.
实际上, 一旦污染的表面层被去除,最初看起来像沙子的东西可能会显示为孔或空腔.
它们有何不同
| 缺陷类型 | 外貌 | 根部状况 | 典型的发现阶段 |
| 夹砂 | 埋砂, 陶瓷制品, 或表面上或附近的涂层碎片 | 浇注过程中松散的模具材料或外壳破裂进入型腔 | 抖落或表面清洁后 |
| 沙洞 | 去除污染材料后留下的表面空洞或空隙 | 铸件中夹有异质耐火材料,在精加工过程中会脱落 | 爆破后, 磨削, 或加工 |
两者密切相关. 夹杂砂通常是 原因, 而沙洞是 揭示结果.
2. 为什么这些缺陷在熔模铸造中如此常见
熔模铸造使用陶瓷壳而不是砂模, 很多人认为与沙子有关的缺陷应该很少见. 实际上, shell系统引入了自己的漏洞.
虽然外壳比传统砂型更精确、更光滑, 它也更精致,更依赖于受控处理.
缺陷出现时:
- 外壳破裂,
- 壳表面鳞片,
- 松散的耐火粉落入型腔,
- 蜡模缺陷会产生弱点,
- 或脱蜡时杂物进入模具, 射击, 或浇注.
因为熔模铸造通常用于复杂和高价值的零件, 即使是很小的污染事件也会产生不成比例的影响.
流程精准, 但精度也意味着对错误的容忍度较低.
3. 夹砂和砂孔是如何形成的

外壳开裂或局部塌陷
如果陶瓷壳出现裂纹, 鼓胀的, 剥落, 或局部塌陷, 耐火颗粒可能会脱落并落入模具型腔中.
当金属被浇注时, 这些颗粒被困在凝固的合金中并成为夹杂物缺陷.
浇注杯或浇注系统中的松散碎片
浇注杯是熔融金属与模具型腔之间的第一个接触点.
如果倒杯边缘粗糙, 虚弱的, 或被松散的外壳材料污染, 碎片可能会分离并被拖入铸件中.
成为模具缺陷的图案缺陷
如果蜡模含有毛孔, 裂缝, 凹槽, 或未修补的接缝, 涂料浆料可以渗透制壳过程中的这些缺陷.
浇注时, 薄陶瓷侵入物可能会塌陷或脱落, 在最终铸件上留下空腔或夹杂物.
蜡装配缺陷
在阵列簇中的焊缝处, 间隙或凹槽可能会滞留涂层材料. 如果这些没有得到妥善修复, 它们成为外壳中的薄弱区域.
浇注时, 这些区域可能会将材料脱落到型腔中并产生与砂有关的缺陷.
脱蜡过程中的污染
脱蜡时, 松散颗粒, 污垢, 或碎片可能落入腔内.
如果事后没有彻底清洁外壳, 它们仍然是隐藏的污染物. 当熔融金属进入, 它们被密封到铸件中.
烧制或预热污染
如果炮弹发射控制不当, 松散的耐火粉末可能残留在模具型腔内.
同样地, 如果外壳方向或清洁不正确, 颗粒可能会沉降在低点,然后被困在铸件中.
过滤器损坏
陶瓷过滤器如果破裂也会成为麻烦的根源, 破碎的, 或安装不当.
一旦损坏, 它们可能会将碎片脱落到熔体流中并产生局部夹杂物或表面孔洞.
4. 主要原因及纠正措施
夹砂和砂孔缺陷很少是由单一的严重破坏引起的.
更多时候, 它们源于 小流程弱点链: 外壳有轻微损坏, 密封不良的倾倒杯, 脱蜡后清洗不彻底, 或在倾倒前处理不当的过滤器.
在熔模铸造中, 这正是这些缺陷如此令人沮丧的原因: 根本原因往往很小, 但后果可能很严重.
控制这些缺陷的最佳方法是将其追溯到异物进入模具型腔的位置, 然后系统地消除该进入路径.

外壳损坏或局部倒塌
一个破裂的, 剥落的, 凸出的, 或者局部弱化的外壳可以将耐火颗粒直接释放到空腔中.
一旦外壳失去完整性, 即使是很小的冲击或热冲击也可能会产生松散的碎片,这些碎片在浇注过程中被困在铸件中.
纠正措施:
- 加强制壳练习,保持壳厚均匀.
- 改善干燥和烧制控制以避免热裂.
- 剔除有明显裂纹的贝壳, 鼓胀的, 剥落, 或局部塌陷.
- 脱蜡时小心处理贝壳, 运输, 和预热.
浇注杯设计不良或金属入口点受到污染
浇注杯是熔融金属与模具系统之间的第一个接触区域.
如果边缘粗糙, 脆, 污染, 或密封不良, 松散的材料可以直接落入空腔并成为夹砂.
纠正措施:
- 使用一个 凸缘倾倒杯 如果可能的话, 因为它光滑, 密集的边缘不太可能脱落材料.
- 确保盖好的杯子密封良好,不允许浆料侵入.
- 考虑 预制陶瓷浇注杯 更高的稳定性和更低的碎片风险.
- 倾倒前清洁杯缘并检查是否有损坏或松动的颗粒.
如果蜡模含有毛孔, 裂缝, 凹槽, 或未修复的焊缝, 壳浆在涂覆过程中可以渗透到这些缺陷中.
之后, 在浇注过程中, 这些薄弱区域可能会倒塌或分离, 在铸件表面留下孔洞或夹杂物.
纠正措施:
- 制壳前检查每个蜡模.
- 修复裂缝, 凹槽, 使用适当的蜡修复工具修复接缝间隙.
- 确保图案表面足够光滑以支撑均匀的外壳.
- 请勿将有缺陷的蜡组件发送至外壳制造厂.
模型组装过程中形成的缺陷
在蜡簇的接合处, 熔合不良的接缝或开放的间隙可能会滞留浆料并形成薄弱的壳桥.
这些点通常乍一看无害,但在脱蜡或浇注过程中会成为断裂点.
纠正措施:
- 使用电热刀, 修补蜡, 或类似的方法来完全密封接缝和凹槽.
- 外壳建造前仔细检查所有焊缝.
- 培训操作员将集群组装视为关键的质量步骤, 不是化妆品.
脱蜡时碎片进入型腔
脱蜡时, 松散的蜡碎片, 灰尘, 污垢, 否则贝壳碎片可能会落入空腔中.
如果事后没有清理腔体, 在金属浇注之前,异物一直隐藏着.
纠正措施:
- 脱蜡前修剪并清洁浇注杯边缘.
- 脱水后, 通过空气清洁或真空清洁清除空腔中松散的碎屑.
- 如果使用热水脱蜡, 避免沸腾或剧烈搅拌,否则可能会将污染物冲回外壳中.
- 脱蜡后和烧制前重新检查型腔.
烧制和浇注过程中灰尘或耐火颗粒进入
烧制和预热是必要的, 但它们也为松散颗粒在空腔内沉淀创造了机会.
如果外壳未正确定向或清洁, 细小的耐火粉尘可能会残留在低处,然后嵌入金属中.
纠正措施:
- 在受控且清洁的环境中发射炮弹.
- 在烧制过程中,适当时将浇注杯向下定向,以便松散的颗粒可以掉出.
- 如果需要的话, 初次点火后执行第二次清洁循环.
- 使用一个 T型吸尘器 或类似工具,用于在浇注前去除浇道或浇注路径底部的颗粒.
陶瓷过滤器损坏
陶瓷过滤器只有保持完好无损才有用.
破裂或碎裂的过滤器可能会在热应力或流动应力下破裂, 它的碎片可能会被困在铸件中或堵塞进料路径,从而导致缺陷.
纠正措施:
- 选择适合合金和浇注条件的高质量过滤器.
- 轻拿轻放过滤器以避免边缘碎裂或预损坏.
- 小心安装,以免受压或错位.
- 使用前拒绝任何明显损坏的过滤器.
5. 浇注杯选择对防止砂眼的关键影响
浇注杯充当熔融金属进入模具型腔的第一通道, 其结构设计和材料选择直接决定陶瓷外壳的落砂风险.
大多数铸造厂忽视浇注杯优化, 导致反复出现砂眼缺陷.
三种主流浇注杯及其抗缺陷性能详细分析:
法兰倾倒杯
凸缘边缘由蜡模复制而成,并带有表面层涂层. 具有致密的微观结构和光滑的表面,无凹状间隙.
与边缘粗糙的普通倒水杯不同, 它几乎不会积聚松散的沙子和涂层残留物, 显着降低落砂概率.
是批量生产标准铸件最具成本效益的选择.
有盖倾倒杯
盖的密封性是核心控制点. 不均匀的盖子和装配间隙会使涂层浆料渗透并固化成杯内易碎的残留物.
这些隐藏的杂质在浇注过程中会被高温金属液冲走, 形成典型的砂孔缺陷.
建议使用密封垫片和蜡热封以增强密封性.
预制陶瓷浇注杯
被认为是精密铸造中最佳的防砂孔配件, 预制陶瓷浇注杯耐高温, 稳定的耐火结构, 零落沙风险.
有效避免蜡基浇注杯在制壳、高温烘烤过程中出现开裂、脱皮等缺陷.
尽管采购成本较高,但适用于复杂模块和高标准不锈钢精密铸件.
6. 为什么清洗后经常出现砂孔缺陷
凝固后砂孔可能不明显.
它们通常只有在喷砂后才可见, 磨削, 或机械加工去除了掩盖缺陷的薄表面层.
这使得它们特别危险,因为直到最后的精加工过程中铸件可能看起来都完好无损.
那时, 该缺陷已经消耗了时间, 机器容量, 通常大部分零件的附加值.
具有隐藏耐火材料污染的铸件可能会通过初始检查,但在最终表面处理过程中会失败. 这就是为什么砂孔控制必须在后处理之前就开始的原因.
7. 实用检验线索
夹砂和砂孔缺陷通常会留下特征迹象:
- 粗糙的, 不规则的表面纹理,
- 嵌入浅色耐火颗粒,
- 清洗后局部表面麻点,
- 与截留碎片轮廓相匹配的空腔形状,
- 撞击或破碎时,缺陷区域会残留粉末状残留物.
残留物的颜色是一个有用的诊断线索. 如果粉末或碎片与外壳的耐火颜色相匹配, 该缺陷可能与外壳材料有关,而不是与金属渣有关.
8. 为什么这些缺陷在经济上很重要
夹砂和砂孔缺陷的成本高昂,因为它们通常出现在流程的后期. 当缺陷被发现时, 该部分已消耗:
- 蜡模材料,
- 外壳材质,
- 发射时间,
- 熔融金属,
- 热处理资源,
- 和机械加工劳动力.
在高价值不锈钢铸件中, 即使一个缺陷也可能抹去一批产品的利润率. 这就是为什么预防总是比返工便宜的原因.
9. 值得信赖的工业供应商: 朗合精密不锈钢铸件
在高标准熔模铸造领域, 标准化的流程管理和严格的缺陷控制是优质制造商的核心竞争力.
狼河 是一家专业、值得信赖的供应商,致力于高品质不锈钢铸造及精密金属加工服务.
专注于需要极高机械耐用性和耐腐蚀性的行业, 狼河 采用优化制壳工艺, 标准化倾倒杯配置, 和严格的多阶段缺陷检测程序.
有效抑制不锈钢铸件夹砂、砂孔等常见缺陷.
配备先进的熔炼设备和精密后加工车间, 狼河 提供高度定制的不锈钢铸造解决方案,以满足严格的工业应用要求, 交付稳定, 低缺陷, 为全球客户提供高纯度铸造产品.
10. 结论
夹砂、砂孔并非偶然事故. 它们是允许使用异质耐火材料的铸造工艺的可见结果, 松散的贝壳碎片, 或污染物进入模腔.
在熔模铸造中, 外壳精确但易碎, 对这些缺陷的控制取决于对每个阶段细节的关注:
- 蜡模质量,
- 外壳完整性,
- 脱蜡清洁度,
- 射击纪律,
- 倒杯设计,
- 过滤条件,
- 和最终型腔检查.
最重要的教训很简单: 工艺结束时夹砂、砂孔没有得到解决; 他们从一开始就被阻止.
干净的腔体, 一个声音外壳, 正确设计的门控系统才是真正的防御.
常见问题解答
夹砂和夹渣的核心区别是什么?
出钢后夹砂、砂孔产生白色或淡黄色耐火粉, 而夹渣则呈现黑色熔渣杂质.
这是工业检验中最直接的识别方法.
哪种浇注杯防砂孔性能最好?
预制陶瓷浇注杯,高温结构稳定,落砂风险为零, 缺陷预防排名第一; 对于传统批量生产来说,法兰式浇注杯最具成本效益.
沙孔最常出现的位置是哪里?
砂孔多分布在浇杯附近, 浇道和内流道, 熔融金属强烈冲刷陶瓷外壳.
浇注前如何消除型壳内的残砂?
采用T型吸砂装置,清理浇口底部浮砂; 二次烘烤、翻腔清洗适用于污染严重的贝壳.

