
1. giriiş
Paslanmaz çelikteki "kırmızı pas" genellikle tamamen kozmetik bir kusurla karıştırılır, ancak birçok endüstriyel sistemde yüzey lekesinden çok daha fazlasıdır.
İlaç hizmetlerinde, gıda işleme ekipmanı, yarı iletken ultra saf su hatları, ve yüksek saflıkta buhar ağları,
kırmızı-kahverengi renk değişikliğinin görünümü pasivasyonun bozulduğunu gösterebilir, demir kirliliği, veya sistem bütünlüğünü tehlikeye atabilecek erken aşamadaki korozyon süreçleri.
Karbon çeliğindeki sıradan pasın aksine, Paslanmaz çelikte kırmızı pas, genellikle tekdüze toplu korozyondan ziyade belirli çalışma koşulları altında gelişir..
Bu nedenle en iyi şekilde bir teşhis sinyali olarak anlaşılır.: kırmızı pas göründüğünde, genellikle malzeme seçimi arasındaki uyumsuzluğu ortaya çıkarır, yüzey durumu, proses kimyası, ve operasyonel kontrol.
Yüksek saflıkta sistemlerde, bu uyumsuzluk yalnızca estetik kusurlara yol açmakla kalmaz, ama aynı zamanda ürün kirliliğine de, düzenleyici kaygılar, azaltılmış servis ömrü, ve daha yüksek bakım maliyetleri.
2. Paslanmaz Çelikte Kızıl Pas Ne Demektir?
Paslanmaz çelik Korozyona karşı dayanıklılığını ince bir malzemeye borçludur., yüzeyde doğal olarak oluşan, kendi kendini onaran, krom açısından zengin pasif film.
Normal koşullar altında, bu film altta yatan metali çevreden izole eder ve önemli miktarda demir oksidasyonunu bastırır.

Kırmızı pas, bu pasif katman zayıfladığında ortaya çıkar, bozulmuş, veya kimyasal olarak değiştirilmiş.
Koruyucu film stabilitesini kaybettiğinde, yüzeydeki veya yüzeye yakın bölgedeki demir dışarıya doğru hareket edebilir ve oksitlenebilir.
Ortaya çıkan demir oksitler ve hidroksitler kırmızı renkte görünebilir., turuncu, kahverengi, koyu kahverengi, hatta oksidasyon durumuna bağlı olarak mor-siyah filmler, yerel kimya, sıcaklık, ve maruz kalma geçmişi.
Başka bir deyişle, kırmızı pas tek bir olgu değildir.
Pasif film bozulmasıyla bağlantılı bir yüzey belirtileri ailesidir., demir zenginleştirme, dış kontaminasyon, veya yüksek sıcaklıkta oksidasyon davranışı.
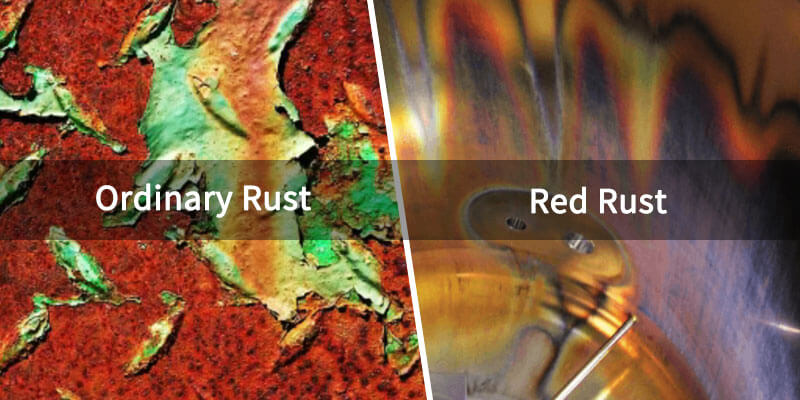
3. Kızıl Pas Sıradan Pasla Aynı Değildir
Paslanmaz çeliğin kırmızı pasını karbon çeliğinin klasik paslanmasından ayırmak önemlidir..
Karbon çeliği üzerinde, korozyon tipik olarak dökme malzemeye doğrudan ve aşamalı bir saldırıdır.
Demir oksitlenir, hidratlanmış demir oksitler birikir, ve alt tabaka yavaş yavaş incelir, çukur, terazi, ve parçalanmalar. Süreç yıkıcıdır ve kendi kendine çoğalır:
Fe → Fe²⁺ → Fe(AH)₂ → Fe(AH)₃ → pas ürünleri
Paslanmaz çelik üzerinde, Yine de, baz alaşımın normal servis koşullarında bu şekilde korozyona uğramaması gerekir.
Kızıl pas genellikle yüzey seviyesinde bozulmayla başlar: kirlenme, kötü temizlik, uygunsuz pasivasyon, agresif su kimyası, veya termal maruziyet.
Substrat başlangıçta bozulmadan kalabilir, ancak pasın ortaya çıkması koruyucu dengenin bozulduğunu gösterir.
Bu ayrım önemlidir çünkü doğru yanıt yalnızca "lekeyi çıkarmak" değildir. Asıl görev, pasif filmin neden başarısız olduğunu belirlemek ve tekrarını önlemektir..
4. Paslanmaz Çelik Kırmızı Pasın Ana Formları
Mühendislik perspektifinden, paslanmaz çelikteki kırmızı pas tek tip bir kusur olarak değerlendirilmemelidir.
Görünüşü, yapışma, ve kökeni, kirlenme kaynağına bağlı olarak önemli ölçüde farklılık gösterir, yüzey durumu, ve hizmet ortamı.
Tip I Kızıl Pas: Dış Kirliliğin Neden Olduğu Pas
Tip I kırmızı pas tipik olarak parlak kırmızı veya kırmızımsı-turuncu bir yüzey birikintisi olarak görünür.
Bunun nedeni harici demir kirliliği paslanmaz çelik alt tabakanın gerçek korozyonu yerine.
Yaygın kaynaklar arasında yüzen demir parçacıkları bulunur, karbon çelik tozu, öğütme kalıntısı, takım transfer kirliliği, ve paslanmaz çelik yüzeye yapışan ve ardından oksitlenen diğer yabancı metalik yabancı maddeler.

Bu tür pas genellikle gevşekçe bağlı ve sıklıkla sıradan temizlikle giderilebilir, silme, veya hafif mekanik işlem.
Önemlisi, paslanmaz çelik pasif film ve ana metal genel olarak hala sağlamdır, bu, yerinde önemli bir korozyonun meydana gelmediği anlamına gelir.
Pratik olarak, Tip I pas en iyi şekilde şu şekilde anlaşılır: yüzey kirliliği sorunu maddi bozulma probleminden ziyade.
Olsa bile, yüksek saflıkta veya hijyenik sistemlerde, yetersiz imalat veya taşıma kontrolünü gösterdiği için ciddi bir kalite sorunu olmaya devam etmektedir.
Tip II Kızıl Pas: Yerinde Yağış Pası
Tip II kırmızı pas genellikle şu şekilde ortaya çıkar: koyu kahverengi veya siyah renk değişikliği ve ile ilişkilidir yerinde yağış paslanmaz çelik yüzeyde.
En sık uzun süreli ultra saf su sirkülasyon sistemlerinde görülür., veya pasifleştirmenin tamamlanmadığı ekipmanlarda, düzensiz, veya zamanla bozuldu.

Bu durumda, krom açısından zengin pasif film çok ince, arızalı, veya paslanmaz çelik matristen demir geçişini tamamen bastırmak için kimyasal olarak kararsız.
Sonuç olarak, demir içeren türler yerel olarak ayrılıyor, yüzeyde oksitlenmek, ve daha stabil ve güçlü bir şekilde yapışan oksit tabakası oluşturur.
Tip I pasın aksine, bu form yalnızca silinerek kaldırılamaz, çünkü bu sadece birikmiş kirlilik değil; erken aşamadaki pasif film arızasına ve yüzey aktivasyonuna bağlıdır.
Mühendislik açısından, Tip II pas, Tip I'den daha önemlidir çünkü malzeme yüzeyinin artık tam olarak korunmadığını gösterir..
Genellikle lokal korozyon riskinin erken uyarı işaretidir, yüzey bozulması, veya yetersiz proses kimyası kontrolü.
Tip III Kızıl Pas: Yüksek Sıcaklık Buharından Kaynaklanan Pas
Tip III kırmızı pas şu şekilde görünür: koyu mor, koyu kahverengi, veya siyah oksit rengi ve özellikle formlar yüksek sıcaklıkta temiz buhar ortamları.
Yüksek sıcaklık ve basınç altında, pasif filmin bileşimi ve yapısı önemli ölçüde değişir.
Krom açısından zengin koruyucu katman stabilitesini kaybeder, ve yüzeydeki demir-krom dengesi demir oksit oluşumunu destekleyecek şekilde değişir, özellikle manyetit (Fe₃o₄).

Bu pas türü tipik olarak yoğundur, güçlü bir şekilde bağlı, ve kaldırılması ilk iki türden çok daha zor.
Genellikle pasif filmde daha ciddi hasar olduğunu gösterir ve buna yüzey pürüzleşmesi de eşlik edebilir, kabalaşma, veya çukurlaşma korozyonunun ilk gelişimi.
Üç kategori arasında, Tip III şunları temsil eder: en yüksek risk seviyesi, çünkü hem şiddetli çevresel stresi hem de daha derin bir yüzey koruma kaybını yansıtıyor.
5. Kızıl Pas Oluşumu İçin Yüksek Riskli Çalışma Koşulları
Paslanmaz çelik kırmızı pas, yüksek saflıkta oldukça konsantredir, yüksek sıcaklık, steril, ve düşük çözünmüş oksijenli endüstriyel sistemler, Krom pasif filmin stabilitesinin yıkıma karşı son derece savunmasız olduğu yerlerde.
Farmasötik ve Biyofarmasötik Su Sistemleri
Enjeksiyon için su (WFI) ve temiz buhar sistemleri ultra yüksek temizlik ve sterilite gerektirir.
Yüksek saflıkta su ve döngüsel yüksek sıcaklıktaki buharla yapılan uzun süreli yıkama, pasif filmi sürekli olarak aşındırır.
Hafif kırmızı pas rengi değişikliği doğrudan GMP standartlarını ihlal edecektir, orta derecede kirlenmeye ve üretim uyumluluğu risklerine neden olur.
Yiyecek ve İçecek Üretim Hatları
Sık CIP (Yerinde Temizlik) döngüsel temizlik ve asidik temizlik maddeleriyle aralıklı temas, paslanmaz çelik pasif filmi yavaş yavaş aşındırır.
Yerel film hasarı demir çökelmesini ve kırmızı pas yapışmasını hızlandırır, Gıda güvenliğini ve ürün saflığını etkileyen.
Yarı İletken Ultra Saf Su Boru Hatları
Ultra saf su, neredeyse sıfır iyon içeriğiyle güçlü iyon çözme ve ekstraksiyon kapasitesine sahiptir..
Krom pasif filmi sürekli olarak çözer ve soyar, Pasif filmin kendi kendini onarmasını engelleyen, oksijen açısından fakir bir ortam yaratmak, kırmızı pas oluşumunu ve büyümesini büyük ölçüde hızlandırır.
Endüstriyel Yüksek Saflıkta Yardımcı Sistemler
Enerji ve kimya endüstrilerinde kazan besleme suyu ve buhar yoğuşması gibi yüksek sıcaklıkta dolaşan döngüler, uzun süreli yüksek sıcaklık koşulları altında çalışır..
Termal stres ve orta derecede ovalama, pasif film pasifleştirme ve onarımının dinamik dengesini bozar, Tip III kırmızı pas için tipik bir yüksek vaka senaryosu haline geliyor.
6. Kızıl Pas Kusurlarının Potansiyel Riskleri ve Tehlikeleri
Kızıl pas sadece görsel bir kusur değildir. Üst düzey endüstriyel sistemlerde, içeren katmanlı riskler yaratır kirlenme, uygunluk, performans düşüşü, ve işletme maliyeti.
Ürün ve Orta Bulaşma Riski
En acil tehlikelerden biri çalışma ortamının kirlenmesidir..
Gevşek oksit parçacıkları veya çözünmüş demir türleri yüksek saflıkta suya girebilir, farmasötik sıvılar, Temizlik Çözümleri, veya yarı iletken işlem ortamı.
Eser miktarda kontaminasyon bile partiyi uygunsuz hale getirebilir, proses verimini azaltın, veya alt ürün kalitesinden ödün vermek.
Mevzuat ve Uyumluluk Riski
Paslanmaz çelik yüzeylerde gözle görülür kırmızı pas, düzenlemeye tabi ortamlarda genellikle kabul edilemez.
Eczacılıkta, biyofarmasötik, yiyecek, ve yarı iletken tesisleri, bu tür kusurlar inceleme bulgularını tetikleyebilir, GMP uygunsuzluğu, düzeltici eylem talepleri, üretim kesintisi, veya proje gecikmeleri.
Bu sektörlerde, Yüzey durumu sadece bir mühendislik meselesi değil aynı zamanda bir uyumluluk meselesidir.
İlerleyen Korozyon Riski
Tedavi edilmezse, Kırmızı pas, yüzeysel birikmeden daha ciddi lokal korozyon biçimlerine dönüşebilir, çukurlaşma ve çatlak korozyonu dahil.
Yüzey pürüzlülüğü arttığında ve pasif film kararsız kaldığında, bozulma hızlanabilir.
Bu servis ömrünü kısaltabilir, temizlik performansını azaltmak, ve ekipmanın uzun vadeli güvenilirliğine zarar verir.
Artan İşletme ve Bakım Maliyeti
Tekrarlanan temizlik, yeniden pasifleştirme, lokalize onarım, ve kısmi değiştirmenin tümü yaşam döngüsü maliyetini artırır. Pratikte, mali yük genellikle görünür kusurun kendisinden çok daha fazladır.
Kızıl pas bu nedenle bakım çarpanı olabilir, özellikle kapatmaların maliyetli olduğu veya üretim sürekliliğinin kritik olduğu sistemlerde.
7. Paslanmaz Çelik Kızıl Pasın Derinlemesine Oluşum Mekanizması
Paslanmaz çeliğin korozyon direnci aşağıdaki faktörlere bağlıdır: yoğun kromla zenginleştirilmiş pasif film kendi kendini onarabilme özelliğine sahip. Normal atmosferik koşullar altında, bu film kendiliğinden oluşur ve küçük bir hasardan sonra kendini yenileyebilir.
Fakat, yüksek saflıkta su sistemlerinde ve diğer özel endüstriyel ortamlarda, o dinamik denge bozuldu.
Ultra saf suyun güçlü bir iyon çözme eğilimi vardır.
Çünkü çok az çözünmüş tür içerir., pasif filmden krom oksidi sürekli olarak çözebilir, koruyucu tabakanın kademeli olarak inceltilmesi ve yerel kırılma noktalarının oluşturulması.
Yüzey tam pasivasyonunu kaybettiğinde, kararlı bir pasif durumdan aktif bir yüzey durumuna geçer.
Bu aşamada, krom ve nikel ortamda nispeten stabil bir şekilde çözünebilir, demirin göç etme olasılığı daha yüksekken, çökelti, ve aktifleştirilmiş yüzeyde oksitlenir.
Tamamlanmamış ikincil pasivasyon sırasında, demir türleri hidrolize olabilir ve demir hidroksitler oluşturabilir, bunlar daha sonra ferrik oksit birikintilerine oksitlenir.
Bu birikintiler görünür kırmızı pas tabakası halinde birikir.
Ortaya çıkan renk her zaman tekdüze değildir. Tekrarlanan film dökümü döngüleri, kısmi iyileşme, ve yenilenen saldırı bir dizi renk tonu üretebilir, parlak kırmızı-turuncudan koyu kahverengi veya siyaha.
Bu renk değişimi oksit bileşimindeki farklılıkları yansıtır, oksidasyon durumu, sıcaklık geçmişi, ve hizmet ortamı.
Orta düzeydeki film arızasına ek olarak, dış kimyasal faktörler kırmızı pas oluşumunu yoğunlaştırabilir.
Örneğin, Bazı su yumuşatma işlemlerinde kullanılan demirli bikarbonat hidrolize ve oksidasyona maruz kalabilir, demir hidroksitler ve ferrik oksit birikintileri oluşturma.
Aynı şekilde, çözünmüş karbondioksit yerel pH'ı düşürebilir, pasif film stabilitesini zayıflatmak, ve ultra saf su sistemlerinde pasın oluşmasını ve birikmesini teşvik eder.
Bu anlamda, kırmızı pas, aşağıdakileri içeren birleşik bir sürecin görünür sonucudur: pasif film bozulması, demir göçü, yüzey oksidasyonu, ve çevre kimyası.
8. Kapsamlı Mühendislik Kontrolü ve Önleme Tedbirleri
Etkili kırmızı pas kontrolü, çok katmanlı mühendislik stratejisi. Hiçbir tedbir tek başına yeterli değildir.
Önleme malzeme seçimini ele almalıdır, yüzey durumu, sistem tasarımı, ve operasyonel disiplin bir arada.
Optimize Edilmiş Malzeme Seçimi
Malzeme seçimi hem ortamın kimyasal şiddetini hem de prosesin temizlik gereksinimlerini yansıtmalıdır..
Standartla karşılaştırıldığında 304 paslanmaz çelik, molibden içeren östenitik kaliteler 316L Birçok yüksek saflık uygulamasında kızıl pasa karşı önemli ölçüde daha iyi direnç sunar.
Daha şiddetli yüksek sıcaklık veya yüksek korozyon servisinde, gibi birinci sınıf alaşımlar Al-6xn veya Hastalık demir migrasyonunu daha iyi bastırdıkları ve pasif film kararsızlığını azalttıkları için daha uygun olabilir.
Hassas Yüzey İşlem ve Pasivasyon
Yüzey hazırlığı kritik öneme sahiptir. Hassas taşlama, ince parlatma, ve elektrolitik parlatma pürüzlülüğü azaltabilir, gömülü serbest demiri çıkarın, ve paslanma bölgeleri olarak görev yapan yüzeydeki mikro kusurları ortadan kaldırır.
İmalattan sonra, Nitrik asit veya sitrik asit kullanılarak yapılan kimyasal pasivasyon, krom açısından zengin bir pasif filmin yeniden oluşturulmasına yardımcı olur.
Düzgün kontrol edildiğinde, bu adım, yüksek saflıkta ortamlarda pas oluşumuna karşı direnci önemli ölçüde artırır.
Standartlaştırılmış Boru Hattı ve Sistem Tasarımı
İyi tasarlanmış bir sistem pasif filmin sabit kalmasına yardımcı olur.
Boru tesisatı yeterli akışı sağlayacak ve ölü bacaklardan kaçınacak şekilde düzenlenmelidir., durgun cepler, ve aşındırıcı ortamın yoğunlaşabileceği yarıklar.
Türbülanslı veya yeterince hareketli akış, temizliği destekler ve yerel birikmeyi azaltır, uygun oksijen dengesi, uygun sistemlerde pasif filmin kendi kendini onarmasına yardımcı olabilir.
İyi tasarım, genellikle kırmızı pas oluşumunu tetikleyen yerel koşulları önler.
İnert Bariyer Kaplama Koruması
Özellikle zorlu uygulamalar için, Seramik filmler veya metal kaplama gibi inert bariyer katmanları ek bir koruma düzeyi sağlayabilir.
Bu kaplamalar paslanmaz çelik alt tabakayı aşındırıcı ortamdan fiziksel olarak ayırır, İyon göçünü ve oksidasyonu sınırlamak.
Özellikle termal stresin olduğu yerlerde faydalıdırlar., kimyasal maruziyet, veya kirlenme riski çıplak paslanmaz çeliğin kapasitesini aşıyor.
Düzenli Temizlik, Denetleme, ve bakım
Disiplinli bir bakım programı şarttır.
Görsel inceleme planlı bir şekilde yapılmalıdır, ve erken aşamadaki pas birikintileri, sitrik asit veya hidrojen peroksit formülasyonları gibi uygun temizlik maddeleri kullanılarak derhal temizlenmelidir..
İlaç ve yarı iletken endüstrilerinde, Sadece temizlik yeterli değil; tam izlenebilir dokümantasyon, muayene kayıtları, ve bakım dosyaları, uzun vadeli GMP uyumluluğunu ve süreç doğrulamasını desteklemek için gereklidir.
9. Mevcut Kızıl Pasın Pratik Tedavisi
Kırmızı pas zaten mevcut olduğunda, ilk adım kökenini belirlemektir.
Renk değişikliği harici demir kirliliğinden kaynaklanıyorsa, dikkatli bir temizlikle çıkarılabilir, kirletici olmayan parlatma, ve yeniden pasifleştirme.
Fakat, leke hızla geri dönerse, temel neden muhtemelen çözülmeden kalır.
Pas zayıf pasivasyondan kaynaklanıyorsa, kaynak ısı tonu, veya agresif servis koşulları, Tek başına yüzey işlemi yeterli değildir.
Sistemin yeniden tasarlanması gerekebilir, yeniden doğrulama, veya daha yüksek dereceli bir alaşım.
Yararlı bir prensip şudur:
lekeyi çıkarmak, ama sebebini düzeltin.
O ikinci adım olmadan, sorun genellikle geri geliyor.
10. Çözüm
Paslanmaz çelik kırmızı pas, pasif film dengesizliğinin erken bozulma sinyalidir, basit bir yüzey kozmetik kusurundan ziyade.
Oluşumu, kendini koruyan krom açısından zengin filmin yok edilmesinden kaynaklanır., demir elementi seçici yağış, ve özel yüksek saflıkta ve yüksek sıcaklıkta çalışma koşulları altında oksidatif birikim.
Farklı kırmızı pas türleri dış kirlenmeye karşılık gelir, pasif film eksik hatası, ve sırasıyla ciddi yüksek sıcaklık yapısal hasarı, giderek artan tehlike seviyeleriyle.
Kontrolsüz kızıl pas orta kirliliği tetikleyecek, uyumluluk hataları, ve ilerici ekipman korozyonu, ileri teknolojiye sahip endüstriyel sistemlerin istikrarlı çalışmasını kısıtlıyor.
Optimize edilmiş malzeme seçimi de dahil olmak üzere bilimsel önleme stratejilerinin benimsenmesi, hassas yüzey pasivasyonu, standartlaştırılmış sistem tasarımı,
ve standartlaştırılmış günlük bakım, kırmızı pas oluşumunu etkili bir şekilde engelleyebilir, ekipmanın çalışma risklerini azaltın, ve paslanmaz çelik tesislerinin servis ömrünü uzatın.
Endüstri mühendisliği yönetiminde, Kızıl pasın erken uyarısına ve sistematik olarak önlenmesine önem verilmesi, uzun vadeli istikrarın korunması için şarttır., temizlik, ve yüksek saflıkta paslanmaz çelik proses sistemlerinin uyumluluğu.

