
giriiş
Hassas dökümde, erime hikayenin sadece yarısı. Gerçek dönüşüm, erimiş alaşımın seramik kabuğa girip ısı kaybetmeye başlamasıyla başlar..
O noktada, metal sıvı durumdan katı duruma geçer, ve oyuncu seçiminin tüm geleceğine karar veriliyor: onun sağlamlığı, iç yapısı, boyutsal doğruluğu, ve kusurlara karşı duyarlılığı.
Sıvıdan katıya bu geçişe denir katılaşma.
Metalurji dilinde, aynı zamanda şu şekilde de anılır birincil kristalizasyon, çünkü çekirdeklenmeyi içeriyor, kristal büyümesi, ve son metal yapının oluşumu.
Isı transferi perspektifinden, Yine de, Katılaşma en iyi şekilde, ısının dökümden kalıba ve daha sonra çevreye aktığı süreç olarak anlaşılır..
Bu iki bakış açısı aynı olayı anlatıyor, ancak farklı mühendislik sorularına vurgu yapıyorlar.
Metalurjik bakış şunu sorar:: Çekirdek nasıl oluşur?? Tahıllar nasıl büyür?? Nasıl bir yapı gelişiyor??
Termal görünüm şunu sorar:: Döküm ne kadar hızlı ısı kaybeder?? Katılaşma nerede başlar? Büzülme kusurlarının nerede ortaya çıkması muhtemeldir?? Süreç nasıl kontrol edilebilir??
Hassas döküm için, termal görünüm özellikle pratiktir. Yanlış çalıştırmalar gibi birçok yaygın döküm hatası, büzülme boşlukları, mikro büzülme, Sıcak Gözyaşları, gaz gözenekliliği, ayrılma, ve kalıntılar — dökümün nasıl katılaştığıyla yakından bağlantılıdır.
Bu nedenle yolluk tasarımı için katılaşmanın güçlü bir şekilde anlaşılması önemlidir., yükselen, kabuk kalınlığı, ön ısıtma sıcaklığı, soğutma koşulları, ve yönlü dondurma stratejisi.
1. Hassas Dökümde Katılaşma Neden Önemlidir?
Döküm yalnızca metalin yanlış dökülmesinden dolayı başarısız olmaz. Çok sık, Temel sebep, metalin döküldükten sonra katılaşmasında yatmaktadır..
Yanlış bölgede katılaşma çok hızlıysa, bir bölüm tam olarak beslenmeden donabilir.
Çok yavaşsa, büzülme ve ayrışma daha şiddetli hale gelebilir.
Ve eğer sıcaklık alanı eşit değilse, sıcak noktalar, çevreleyen kabuk sertleştikten sonra uzun süre sıvı kalabilir, boşluklar veya çatlamalar için koşulların yaratılması.
Yatırım kadrosu özellikle hassastır çünkü işlemde kalın bir kabuk yerine seramik bir kabuk kullanılır, yüksek yalıtımlı kum kalıbı.
Bu kabuk hassasiyet ve ince ayrıntılar için tasarlanabilir, ama aynı zamanda termal ortamın son derece kasıtlı olduğu anlamına da geliyor.
Kabuk kalınlığı, önceden ısıtmak, kaplama, yalıtım, ve metal dökme sıcaklığının tümü sıcaklık alanını şekillendirir ve dolayısıyla dökümün nihai kalitesini belirler..
Pratikte, katılaşma bir dökümün gizli mimarisidir. Kalıp geometriyi tanımlayabilir, ancak katılaşma iç gerçekliği tanımlar.
2. Hassas Dökümlerin Sıcaklık Alanı

Döküm Sıcaklığı Alanının Temel Kavramı
Döküm katılaşması sırasında meydana gelen neredeyse tüm fiziksel olaylar sıcaklığa bağlı termodinamik fonksiyonlardır..
Katılaşma ısı transferinin temel araştırma hedefi, dökümler ve seramik kabuklar içindeki dinamik sıcaklık alanı değişimlerini zaman içinde izlemektir..
Sıcaklık alanı dağılımını analiz ederek, mühendisler kritik üretim göstergelerini doğru bir şekilde tahmin edebilir:
kesitlerdeki katılaşma bölgelerinin gerçek zamanlı boyutu, katılaşma cephelerinin yayılma hızı, büzülme kusurlarının mekansal dağılımı, ve toplam katılaşma süresi.
Bu analitik veriler, yolluk sistemi tasarımı için güvenilir teorik destek sağlar, yükseltici düzenlemesi, ve yardımcı soğutma önlemleri.
Gerçek hassas döküm üretiminde, kabuklu pamuk sarma gibi geleneksel yardımcı işlemler, su soğutma, soğuk demir yerleştirme, kaplama kalınlaşması,
ve basınçlı hava soğutması, soğutma sıralarını düzenlemek için esasen sıcaklık alanı dağılımını değiştirir.
Sayısal simülasyon hesaplamalarında karmaşık matematiksel modeller ve termodinamik formüller uygulanmasına rağmen,
Bu makale soyut matematiksel çıkarımları basitleştirir ve sezgisel kavrama için pratik endüstriyel ısı transferi ilkelerine odaklanır.
Seri Üretimde Pratik Isı Transferi Özellikleri
Çoğu imalat personeli soğutma sürecini aşırı basitleştirme eğilimindedir, Karmaşık dahili ısı iletim mekanizmalarını göz ardı ederek katılaşma durumunu yalnızca sezgisel soğuma süresine göre değerlendirin.
Hassas dökümde, genel ısı dağıtım sistemi, seramik kabuklardan atmosferik ortama ısı radyasyonu ve taşınımı içerir.
Farklı soğutma yerleştirme yöntemleri ısı transfer verimliliğini önemli ölçüde etkiler: bitmiş kabuklar soğutma raflarına yerleştirilebilir, kum yatakları, veya dolgu kumuna gömüldü.
Gömülü kum dökme, tipik bir düşük verimli soğutma yöntemini temsil eder. Kalın kum katmanları seramik kabuğu yalıtıyor, harici ısı dağılımını büyük ölçüde yavaşlatır.
Uzun süreli yüksek sıcaklık tutma, yalnızca katılaşma döngülerini uzatmakla kalmaz, aynı zamanda kusurlu kabuk malzemeleri üzerinde olumsuz kimyasal reaksiyonları da tetikler., kimyasal kumun yapışmasına neden olur, yüzey çukurlaşması, cüruf gözenekliliği, ve zor kabuk çıkarma.
Aşırı varsayımsal bir senaryoda, seramik kabuk ısı iletimi veya radyasyon olmadan mutlak ısı yalıtımı sağlıyorsa, İçerideki erimiş alaşım katılaşmayı asla tamamlamaz,
katılaşmada ısı dağılımının belirleyici rolünü sezgisel olarak gösteren.
Yapısal Kaynaklı Heterojen Soğuma & Kabuk Kalınlığı Farkları
Endüstriyel hassas dökümler kaçınılmaz olarak karmaşık geometrik özellikler içerir, oluklar dahil, iç boşluklar, keskin köşeler, ve geçiş virajları.
Bu karmaşık yapılar eşit olmayan seramik kabuk kalınlığına neden olur. Aynı ürün grubundaki aynı pozisyonlar için bile, tutarsız manuel kaplama işlemleri, düzgün olmayan kabuk kalınlığına yol açar.
Düzensiz kabuk termal direnci doğal soğutma sırasını bozar: başlangıçta önceden ayarlanmış hızlı katılaşma bölgeleri katılaşmayı geciktirir, Besleme gerektiren kalın kesitli alanlar zamanından önce soğurken.
Bu düzensiz katılaşma dizisi doğrudan anormal büzülme boşluklarına ve lokalize gözenekliliğe neden olur.
Gizli Kristalleşme Isısı & İç Termal Stres
Makroskobik kabuk ısı dağılımının ötesinde, Kristalleşmenin gizli ısısı sıklıkla gözden kaçırılan temel bir faktördür.
Sıvıdan katıya dönüşüm sırasında, alaşımlar sürekli olarak gizli ısıyı serbest bırakır, bitişik katılaşmış bölgeleri yeniden ısıtır ve sonraki katılaşma ilerlemesini geciktirir.
Katman katman dışa doğru katılaşmanın basitleştirilmiş anlayışının aksine, gerçek katılaşma arayüzü düzensiz ve dalgalıdır.
Üstelik, eşit olmayan ısı iletimi, döküm boyunca eşit olmayan iç termal stres oluşturur.
Aşırı yoğunlaşmış termal gerilim, tanecik sınırları ve yapısal zayıf noktalar boyunca yayılır, sonunda sıcak yırtılma ve soğuk çatlama kusurları oluşur.
Şu anda, ana akım döküm simülasyon yazılımı, sıcaklık alanı dağılımını hesaplamak için termodinamik matematiksel modellere dayanır, Katılaşma süresini ve büzülme kusur konumlarını tahmin etmek.
Kabuk sıcaklığı gibi başlangıç sınır koşullarının, ortam sıcaklığı, ve alaşım dökme sıcaklığı doğrudan simülasyon doğruluğunu belirler.
3. Katılaşmayı Etkileyen Temel Faktörler
| Faktör | Neleri etkiler | Mühendislik sonucu |
| Metal termal yayılımı | Döküm içindeki sıcaklığın ne kadar hızlı eşitlendiği | Yüksek yayılma, daha düz bir sıcaklık profili ve daha küçük gradyanlar üretir; düşük yayılım daha dik eğimler oluşturur. |
| Gizli kristalleşme ısısı | Donma sırasında ne kadar ısı açığa çıkar | Daha yüksek gizli ısı katılaşmayı uzatır ve sıcaklık alanını düzleştirir. |
| Katılaşma sıcaklığı | Donmanın meydana geldiği sıcaklık seviyesi | Daha yüksek donma sıcaklıkları genellikle termal değişimleri ve kalıp ısınmasını artırır. |
Kalıp termal özellikleri |
Kabuğun ısıyı ne kadar hızlı emdiği ve aktardığı | Daha hızlı ısı emilimi katılaşmayı hızlandırır ancak aynı zamanda gradyan yoğunluğunu da artırabilir. |
| Dökme sıcaklığı | Eriyikteki başlangıç termal enerjisi | Daha yüksek aşırı ısınma katılaşmayı geciktirir; daha düşük kızgınlık donma süresini kısaltır ancak hatalı çalışma riskini artırabilir. |
| Döküm duvar kalınlığı | Isı içeriği ve donma süresi | Kalın bölümler daha yavaş soğur ve büzülme kusurları oluşturma olasılığı daha yüksektir. |
| Geometri ve köşe tasarımı | Yerel ısı konsantrasyonu ve yönlü donma | Eğrilik, köşeler, ve bölüm geçişleri, şekle bağlı olarak sıcak noktalar oluşturabilir veya soğutmayı iyileştirebilir. |
4. Metal Özelliklerinin Katılaşmaya Etkisi
Termal yayılma
Termal yayılım, ısının bir malzeme içerisinde ne kadar hızlı yayıldığını tanımlar.
Bir dökümde, Daha yüksek bir termal yayılım, yüzey ile merkez arasındaki sıcaklık farkının daha hızlı kaybolması anlamına gelir. Sonuç daha düzgün bir sıcaklık alanıdır.
Daha düşük bir termal yayılım, ısının merkezde daha uzun süre sıkışıp kalması anlamına gelir, Daha dik bir sıcaklık profili üretmek.
Bu önemlidir çünkü donmanın yönü ve hızı, ısının metal içinde ne kadar hızlı hareket edebildiğine bağlıdır..
Diğer her şey eşit, Düşük termal yayılma özelliğine sahip metaller, daha güçlü bir sıcaklık gradyanı ve daha yüksek iç sıcak nokta riski ile katılaşma eğilimindedir..
Gizli ısı
Erimiş metal katılaştığında, gizli ısıyı serbest bırakır. Bu ısı anında kaybolmaz; donma devam etmeden önce kabuğa aktarılmalıdır.
Daha büyük bir gizli ısı, tam katılaşma elde edilmeden önce dökümün daha fazla enerji harcaması gerektiği anlamına gelir. Bu, donma süresini uzatma ve sıcaklık alanını düzleştirme eğilimindedir.
Donma sıcaklığı
Mutlak katılaşma sıcaklığı da önemlidir. Daha yüksek sıcaklıkta donan bir metal, kalıp sistemini daha uzun süre sıcak bırakır.
Döküm yüzeyi ile kabuğun içi arasındaki sıcaklık farkı büyüyebilir, sıcaklık alanını ve kusurların muhtemel yerini etkileyen.
Genel olarak, düşük erime noktalı demir dışı alaşımlar, yüksek sıcaklıktaki çeliklerden ve demirlerden farklı soğutma davranışı sergileme eğilimindedir, hassas dökümün alaşım ailesine bağlı olarak farklı tepki vermesinin bir nedeni de budur.
5. Kalıp ve Kabuk Özelliklerinin Etkisi
Kabuk pasif değil. Katılaşmada aktif bir termal ortaktır.

Kabuk ısı emilimi
Isıyı hızla emen bir kabuk katılaşmayı hızlandıracaktır.
Hassasiyet veya döngü süresinin önemli olduğu durumlarda bu yararlı olabilir, ama aynı zamanda daha keskin bir sıcaklık gradyanı da yaratabilir.
Isıyı daha yavaş emen bir kabuk katılaşma süresini uzatacak ve sıcaklık alanını daha düz hale getirebilecektir., ancak besleme uygun şekilde tasarlanmazsa büzülme riskini de artırabilir.
Kabuk ön ısıtması
Hassas dökümde, kabuk ön ısıtması önemli bir süreç değişkenidir.
Daha sıcak bir kabuk termal şoku azaltır ve dolumu iyileştirebilir, fakat aynı zamanda başlangıçta katılaşma için termal itici kuvveti de azaltır..
Daha soğuk bir kabuk ısıyı daha hızlı çeker, ancak dolum sırasında metalin sıcaklığı çok hızlı kaybederse akış veya yanlış çalışma riskleri oluşabilir.
Kabuk ön ısıtması bu nedenle arasında bir dengedir. doldurma yeteneği Ve katılaşma kontrolü.
Kabuk kalınlığı ve yerel kaplama
Kabuk oluşturma tekniği nedeniyle yerel kabuk kalınlığı değişebilir, geometri, ve operatör uygulaması. Daha kalın kabuk bölümleri daha fazla yalıtım sağlar ve daha ince bölümlerden farklı şekilde soğur.
Bu, istemeden katılaşma sırasını değiştirebilir, "doğru" alanın çok erken donmasına veya "yanlış" alanın çok uzun süre sıvı kalmasına neden olur.
Kabuk bütünlüğünün bu kadar önemli olmasının nedeni budur. Düzensiz kabuk kalınlığı, iyi tasarlanmış gibi görünen bir dökümü, gizli büzülme veya distorsiyon sorunları olan bir döküme dönüştürebilir.
6. Dökme Koşullarının Etkisi
Dökme koşulları yalnızca kalıbın dolup dolmadığını belirlemez.. Ayrıca katılaşmanın başlangıç noktasını da belirlerler..

Susturmak
Kızgınlık, erimiş metal sıcaklığının sıvılaşma veya donma eşiğini aştığı miktardır..
Az miktarda aşırı ısınma, metalin kalıbı dolduracak kadar uzun süre sıvı kalmasına yardımcı olur.
Ancak aşırı ısınma çok yüksekse, donma başlamadan önce kabuğun uzaklaştırması gereken termal enerjiyi etkili bir şekilde artırır.
Daha fazla aşırı ısınma genellikle şu anlama gelir::
- daha uzun katılaşma süresi,
- daha düz veya gecikmeli donma cephesi,
- daha yüksek kabuk termal yükü,
- ve soğutma yolu kontrol edilmezse potansiyel olarak daha büyük ayrışma veya bozulma riski.
Dökme hızı
Dökme hızı hem doldurma kalitesini hem de termal stabiliteyi etkiler. Çok yavaş, ve metal boşluk dolmadan donmaya başlayabilir.
Çok hızlı, ve türbülans, sürüklenen gaz, veya kabuk erozyonu meydana gelebilir. İdeal dökme hızı, kontrol edilebilir bir termal alanı korurken kalıbın düzgün bir şekilde dolmasını sağlar.
Dökme sıcaklığı vs. metal türü
Dökme sıcaklığının etkisi alaşıma ve döküm yoluna bağlıdır.
Bazı sistemlerde, özellikle kalıp ısıl iletkenliği yüksek veya metal kalıplı olanlar, aşırı kızgınlık hızla kaybolur ve etkisi daha az dramatik olabilir.
Hassas dökümde, Yine de, kabuk özellikleri ve parça geometrisi genellikle dökme sıcaklığını çok önemli bir değişken haline getirir.
7. Döküm Geometrisinin Etkisi
Döküm geometrisi katılaşma yolunda merkezi bir rol oynar.
Duvar kalınlığı
Kalın bölümler daha fazla ısı tutar ve daha yavaş katılaşır. İnce kesitler hızla donuyor.
Bu fark, kasıtlı olarak veya kasıtlı olarak kullanılabilecek yönlü bir dondurma modeli yaratır., kötü tasarlanmışsa, kusurlar yaratabilir.
Şekil ve köşeler
Şekil yerel soğutma ortamını değiştirir. Dışbükey yüzeyler genellikle düz yüzeylerden farklı şekilde soğur çünkü çevredeki kabuk hacmi ısı değişikliklerini absorbe etmeye uygundur.
İçbükey yüzeyler ve iç köşeler genellikle daha yavaş soğur çünkü etraflarındaki kabuk kütlesi daha kısıtlıdır ve ısı akış yolu daha az elverişlidir..
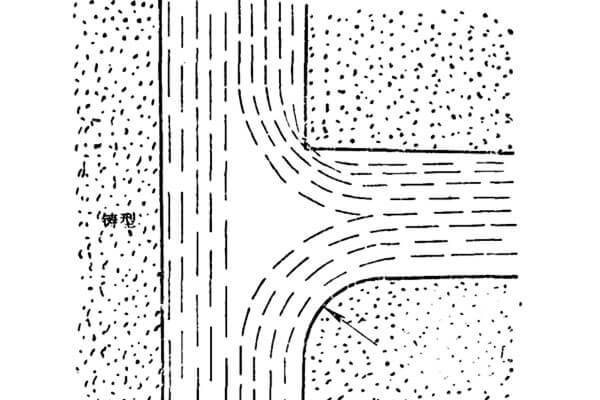
Yarıçap ve keskin köşe
Keskin bir iç köşe, klasik bir sıcak nokta konumudur.
Keskin bir iç köşeyi bir yarıçapla değiştirmek, ısı transfer alanını artırır ve köşenin daha eşit şekilde katılaşmasına yardımcı olur.
Bu nedenle sıcak çatlamayı ve büzülme konsantrasyonunu azaltmak için iç filetolar sıklıkla kullanılır..
Yaygın bir yanlış anlama, yarıçapın basitçe "kalınlık kattığı" ve bu nedenle daha yavaş soğuması gerektiğidir..
Gerçekte, daha büyük ısı transfer yüzeyi eklenen yerel kütleden daha ağır basabilir, Katılaşma davranışını kötüleştirmek yerine iyileştirme.
Bölüm geçişleri
Kalın kesitten ince kesite ani bir değişim donma sırasını bozabilir.
Önce ince kısım donabilir ve kalın kısım izole edilebilir, daha sonra büzülmeye karşı savunmasız hale gelir.
İyi döküm tasarımı mümkün olduğunca ani termal kesintileri önler.
8. Katılaşma Modları ve Pratik Anlamları
Katılaşma, donma cephesinin parça boyunca nasıl ilerlediği açısından genel olarak anlaşılabilir..
Yönlendirme
Bu döküm tasarımında ideal durumdur. Metal, bir uçtan veya yüzeyden yükselticiye veya besleme bölgesine doğru giderek katılaşır, böylece sıvı metal sürekli olarak daralma bölgesini besleyebilir.
Yönlü katılaşma, sağlam döküm tasarımının temelidir çünkü büzülme boşluklarının önlenmesine yardımcı olur.
Soğutma katılaşması
Yerel bir alan ısıyı hızla kaybettiği için çok erken donarsa, soğutulmuş bir bölge gibi davranabilir.
Bu seçilmiş durumlarda faydalı olabilir, ancak katılaşmış bölge diğer bölgelere beslenmeyi engelliyorsa, büzülme kusurları ortaya çıkabilir.
Eş zamanlı katılaşma
Büyük bir bölüm hacmi boyunca hemen hemen aynı anda donarsa, büzülme beslemesi zorlaşır.
Süreç özel olarak onu destekleyecek şekilde tasarlanmadığı sürece bu mod genellikle daha az tercih edilir..
Hassas dökümde pratik amaç genellikle son kritik sıcak nokta donuncaya kadar beslemenin mümkün olmasını sağlayacak şekilde katılaşmayı yönetmektir..
9. Katılaşma Sırasında Oluşan Yaygın Kusurlar
Birçok döküm hatası donma aşamasında ortaya çıkar, dökme sırasında değil.
Büzülme boşluğu
Sıvı metal katılaştıkça, BT Sözleşmeleri. Kasılma yakındaki sıvı metal tarafından beslenmiyorsa, donacak son bölgede boşluk oluşabilir.
Mikro büzülme veya büzülme gözenekliliği
Görünür bir boşluk yerine, döküm, yetersiz besleme alanında çok sayıda küçük iç boşluk içerebilir.
Bunlar özellikle yüksek performanslı dökümlerde zararlıdır çünkü mukavemeti ve sızıntı direncini azaltabilirler..
Sıcak Gözyaşları
Büzülme sırasında döküm kısıtlanıyorsa ve kabuk veya geometri serbest büzülmeyi önlüyorsa, metal hala kısmen katı iken çatlama meydana gelebilir.
Keskin köşeler, ani bölüm değişiklikleri, ve kötü kontrol edilen termal eğimler bu riski artırır.
Ayrılma
Katılaşma sırasında, alaşım elementleri mükemmel şekilde tekdüze kalmayabilir.
Erken donma ve geç donma bölgeleri arasında bileşimde yerel farklılıklar oluşabilir. Bu, mekanik özellikleri ve korozyon davranışını etkileyebilir.
Gaz gözenekliliği
Eriyikte gaz mevcutsa veya kabuk düzgün şekilde havalanamıyorsa, metal dondukça gaz cepleri sıkışabilir.
Bu durum özellikle iç sağlamlığın önemli olduğu hassas dökümlerde ciddidir..
10. Hassas Dökümde Katılaşma Nasıl Kontrol Edilir?
Proses tasarımının amacı sadece metalin donmasına izin vermek değildir.. Kontrollü bir şekilde donmasını sağlamaktır..
Pratik yöntemler şunları içerir::
- uygun bir dökme sıcaklığının seçilmesi,
- kabuğun doğru seviyeye önceden ısıtılması,
- Kabuk kalınlığını ve kaplamayı kontrol etmek,
- yönlü dondurma için geçit ve yükseltici tasarımı,
- gerektiğinde soğutma veya yerel izolasyon kullanma,
- dökme sonrası soğutma koşullarının yönetilmesi,
- ve sıcaklık alanını mümkün olduğunca öngörülebilir tutmak.
Birçok dökümhanede, “Döküm hatası problemi” gibi görünen şey aslında bir katılaşma-kontrol problemidir.
Sıcaklık alanı yanlışsa, hiçbir aşağı yönlü denetim parçayı tamamen eski haline getiremez.
11. Çözüm
Hassas döküm genellikle hassasiyeti ve yüzey kalitesi nedeniyle beğenilmektedir., ancak bu nitelikler yalnızca katılaşma doğru şekilde anlaşıldığında ve kontrol edildiğinde elde edilir.
Sıvıdan katıya geçiş iç yapının oluşturulduğu yerdir, Beslenmenin ya korunduğu ya da kaybolduğu yer, ve çoğu büyük döküm kusurunun önlendiği veya doğduğu yer.
Temel ders basit: İyi bir hassas döküm sadece doğru şekilde dökülmez, ama doğru şekilde donduruldu.
Sıcaklık alanı, kabuk davranışı, dökme durumu, ve döküm geometrisinin tümü, son parçanın sağlam olup olmayacağını belirlemek için birlikte çalışır, stabil, ve kullanışlı.
Katılaşmayı anlamak bu nedenle teorik bir egzersiz değildir. Hassas döküm mühendisliğindeki en pratik becerilerden biridir..

