1. giriiş
Yüksek basınçlı alüminyum döküm (HPDC) yüksek verimlidir, Yüksek üretim hızlarında karmaşık şekiller üretmek için soğuk hazneli enjeksiyon sistemini çelik kalıplarla birleştiren alüminyum bileşenler için net şekle yakın üretim rotası.
HPDC, karmaşık geometrinin olduğu yerlerde üstündür, hacimde düşük parça başına maliyet, ve mütevazı mekanik gereklilikler gereklidir - özellikle otomotivde, Tüketici Elektroniği, elektrikli aletler ve muhafazalar.
Temel mühendislik değiş tokuşları gözeneklilik ve üretkenliktir, takım maliyeti ve birim maliyet, ve uygun alaşımın spesifikasyonu ve işlem sonrası (Isı Tedavisi, BELKİ) mekanik ve yorulma gereksinimlerini karşılamak için.
2. Yüksek Basınçlı Döküm Nedir? (HPDC)?
Yüksek basınç Die Döküm Erimiş metali kapalı bir alana enjekte etmek için yüksek güçlü bir piston kullanır, Yüksek hız ve basınçta su soğutmalı çelik kalıp.
Alüminyum alaşımları için soğukkanlı varyant standarttır: erimiş alüminyum soğuk atış manşonuna dökülür, ve hidrolik veya mekanik bir piston eriyiği kalıbın içine doğru iter.
"Yüksek basınç" metali kalıpla temas halinde tutar ve katılaşma sırasındaki büzülmeyi telafi etmek için beslemeyi zorlar; tipik yoğunlaştırma/tutma basınçları yerçekimi beslemeli döküme göre yüksektir ve iyi boyutsal üretimin anahtarıdır.

3. Tipik Yüksek Basınçlı Döküm Alüminyum Alaşımları
Yüksek basınçlı döküm alüminyum Mükemmel akışkanlığı bir araya getirdikleri için en yaygın olarak Al-Si bazlı alaşımlar kullanılır, düşük erime aralığı, döküm durumunda iyi boyutsal kararlılık ve kabul edilebilir mekanik özellikler.
| Alaşım (ortak ad) | Yaklaşık. kompozisyonun öne çıkanları (Ağırlık%) | Yoğunluk (g·cm³) | Tipik döküm mekanik aralığı* | Tipik HPDC kullanımları / notlar |
| A380 / Al-si (Al -andi) | Ve ~8–10; Cu ≈ 2–4; Fe 0,6–1,3; MN, mg küçük | ~2.70 | UTS ≈ 200–320 MPa; uzama 1–6 | Muhafazalar için endüstri standardı, iyi akışkanlığın olduğu yapısal dökümler, kalıp ömrü ve düşük maliyet önceliklerdir. Korozyon ve intermetalikler için Cu/Fe'ye duyarlı. |
| ADC12 (O) / A383 (bölgesel varyantlar) | A380'e benzer; bölgesel kimyalar ve safsızlık sınırları | ~2,69–2,71 | A380'e benzer | Asya'da yaygın (ADC12) otomotiv için & Elektrik Konutları; genellikle A380'in doğrudan değiştirilmesi. |
| A360 / A356 (Al–Si–Mg ailesi) | Ve ~7–10; Mg ≈ 0,3–0,6; düşük Cu ve Fe | ~2,68–2,70 | Yayınlandığı gibi UTS ~180–300 MPa; uzama 2–8; T6: UTS ~250–350+ MPa | Daha yüksek mekanik performans ve korozyon direnci gerektiğinde seçilir. T6 kusurları vurgulayabildiği için gözeneklilik kontrolüne daha duyarlıdır. |
A413 / yüksek Si Al-Si |
Si orta ila yüksek; yüksek sıcaklık performansı için alaşımlı | ~2,68–2,70 | ÜTS değişkeni ~180–300 MPa | Daha kalın bölümler ve daha yüksek çalışma sıcaklıklarına maruz kalan parçalar için kullanılır; yavaş katılaşan alaşımlar. |
| Hiperötektik / yüksek Si alaşımları (özel) | Ve > 12–18 | ~ 2.7 | Yüksek aşınma direnci, döküm olarak daha düşük süneklik | Aşınma yüzeyleri için seçilmiştir (silindir astarları); yüksek Si kalıplar için aşındırıcıdır; HPDC'de daha az yaygındır. |
| Değiştirildi / tasarlanmış HPDC alaşımları | Küçük Mg, SR, tahıl rafinerileri, azaltılmış Fe | ~2,68–2,71 | Kişiye özel; sünekliği artırmayı hedefliyoruz, gözenekliliği azaltmak | Dökümhaneler, beslenebilirliği artırmak için sıklıkla standart alaşımlarda özel ayarlamalar kullanır, ölüm ömrü veya T6 yanıtı. |
Özelliklerle ilgili notlar: HPDC'nin döküm halindeki mekanik özellikleri eriyik temizliğine duyarlıdır, kaplama, atış profili, kalıp sıcaklığı ve gözeneklilik.
Isı Tedavileri (T6) ve HIP gücü artırabilir, Gözenekleri kapatın ve uzamayı önemli ölçüde artırın.
4. Yüksek Basınçlı Döküm Alüminyum Prosesi

Temel adımlar (soğuk odalı HPDC):
- Bir bekletme fırınında eriyik hazırlama (eritken, gazetleme).
- Erimiş metali atış manşonuna koyun (soğuk oda).
- Hızlı atış: piston eriyiği kaz boynundan ve geçitten kalıba doğru iter — doldurma süresi genellikle onlarca ila yüzlerce milisaniye arasında değişir atış hacmine ve geometriye bağlı olarak.
- Yoğunlaştırma/tutma: doldurduktan sonra, tutma basıncı (yoğunlaşma) katılaşan metali beslemek için basıncı korur ve büzülme gözenekliliğini en aza indirir.
- Soğutma ve kalıp açma: Döküm parçası soğuk kalıp duvarlarına karşı katılaşır; çıkar ve düzelt.
Temsili süreç pencereleri (mühendislik aralıkları):
- Erime sıcaklığı (alüminyum):640–720 ° C (yaygın uygulama ~660–700 °C; alaşım için ayarla).
- Kalıp sıcaklığı:150–250 ° C tipik (parçaya ve alaşıma göre değişir; yüzey kaplamaları alt lehimleme).
- Piston hızı (doldurma): tipik olarak 0.5–8 m/sn (Soğuk kapanmaları en aza indirmek için hızlı doldurma; optimize edilmiş profil).
- Doldurma zamanı:20–300 ms parça boyutuna ve yolluğa bağlı olarak.
- Yoğunlaşma basıncı:30–150 MPa (yoğunlaştırıcı hidrolik basınç; ince duvarlar için daha yüksek ve gözenekliliği azaltmak için).
- Shot kol sıcaklığı: giriş yakınında erken katılaşmayı önlemek için bakımı yapılır; tipik manşon ön ısıtması 150–250 ° C.
- Döngü süresi (tipik):10–60 s (küçük parçalar daha hızlı; büyük parçalar ve karmaşık kalıplar daha yavaş).
Çekim profili kontrolü: modern makineler ince ayarlı çok kademeli piston hareketine izin verir (Türbülansı azaltmak için başlangıçtaki yavaş pnömatik, sonra hızlı doldurma, sonra yoğunlaşma) — iyi tasarlanmış atış profili sürüklenen havayı ve türbülansı azaltır.
5. Takım ve Kalıp Tasarımı
Kalıp malzemeleri ve ısıl işlem: kalıplar yüksek kaliteli takım çeliklerinden işlenir (yaygın olarak H13 / 1.2344) ve genellikle ısıl işleme tabi tutulur (söndürme & temper) sertlik ve tokluk elde etmek.
Yüzey tedavileri (nitriding, PVD kaplamalar) ömrünü uzatın ve lehimlemeyi azaltın.
Soğutma ve termal kontrol: konformal soğutma, delinmiş kanallar ve saptırma plakaları, düzgün katılaşma için kalıp sıcaklığını düzenler ve sıcak noktaları ve termal yorgunluğu önler.
Kontrollü kalıp sıcaklığı, cilt katmanını yönetmek için çok önemlidir, lehimlemeyi azaltın ve döngü süresini kontrol edin.
Kalıp özellikleri & ömür boyu:
- Ekler, kaydırıcılar ve göbekler alttan kesmelere ve karmaşık geometriye izin verir.
- Tipik kalıp ömrü alaşıma ve parça şiddetine bağlıdır; binlerce atıştan yüz binlerce atışa kadar; A380 nispeten bağışlayıcıdır; aşındırıcı alaşımlar ve yüksek termal döngü ömrü kısaltır.
Yüzey kaplaması: kalıp cilası kalitesi ve dokusu, döküm halindeki yüzey pürüzlülüğünü belirler; ince cilalama sürtünmeyi azaltır ve kozmetik görünümü iyileştirir, ancak lehimleme riskini artırabilir.
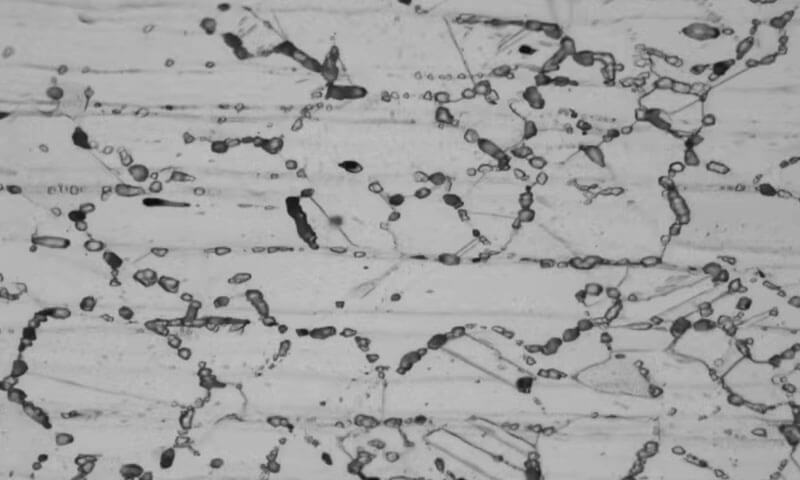
6. Katılaşma, Mikroyapı ve Döküm Mekanik Özellikleri
Katılaşma davranışı: HPDC, kalıp arayüzünde çok hızlı soğutma üretir (yüksek termal gradyan), karakteristik bir para cezası üretmek, soğutulmuş yüzey katmanı (deri) ve giderek daha kaba bir iç mikro yapı.
Hızlı katılaşma, dendrit kol aralığını iyileştirir ve mekanik özellikleri yerel olarak iyileştirir.
Mikroyapısal özellikler:
- Soğuk bölge (deri): ince bir şekilde dağılmış ötektik Si'ye sahip ince α-Al matrisi - iyi mukavemet, yüzeye yakın düşük gözeneklilik.
- Orta bölge: kaba dendritler, interdendritik ötektik; büzülme gözenekliliğine daha yatkın.
- İnteretalikler: Fe açısından zengin fazlar (trombositler) Fe mevcutsa oluşur; Cu ve Mg güçlendirme aşamaları üretir; Fe morfolojisi kırılganlığı ve işlenebilirliği etkiler.
Mekanik Özellikler (döküm tipik aralıkları): (sürece bağlı)
- Nihai çekme mukavemeti (UTS): ~200–350 MPa (geniş aralık).
- Verim gücü: ~ 100-200 MPa.
- Uzama: düşük ila orta - genellikle 1–8 döküm durumunda; ısıl işlem veya HIP ile arttırılabilir.
- Sertlik: yaklaşık olarak 60–100 hb alaşım ve mikro yapıya bağlı olarak.
Isıl işlem: A360/A356 ailesi gibi alaşımlar çözelti haline getirilip yapay olarak yaşlandırılabilir (T6) mukavemeti ve sünekliği arttırmak için; HPDC A380 her zaman tamamen ısıl işleme tabi tutulamaz ve sınırlı tepki gösterebilir.
7. Ortak kusurlar, Kök nedenler, ve Çözümler
Aşağıda mühendislerin atölyede kullandığı pratik bir sorun giderme tablosu verilmiştir..
| Kusur | Tipik görünüm / etki | Birincil nedenler | Karşı önlemler |
| Gözeneklilik - gaz gözenekliliği | Küresel veya uzun gözenekler; gücü ve sızıntı sızdırmazlığını azaltır | Hidrojen alımı, çalkantılı dolgu, yetersiz gaz giderme, nemli | Eriyik gaz giderme (döner), eritken, türbülansı azaltın, atış profili ayarı, vakumlu HPDC |
| Gözeneklilik – büzülme (interdendritik) | Son katılaşan bölgelerde düzensiz büzülme boşlukları | Kötü beslenme, yetersiz yoğunlaştırma basıncı, kalın bölümler | Yolluk/besleyicileri iyileştirin, yoğunlaşma basıncını arttır, yerel titreme veya havalandırma, tasarım değişiklikleri |
| Soğuk kapatma / füzyon eksikliği | Metalin kaynaşamadığı yüzey turu veya çizgisi | Düşük erime sıcaklığı, yavaş/yetersiz doldurma, karmaşık akış | Erime sıcaklığını artırın, piston hızını arttır, Akışı teşvik etmek için kapıları yeniden tasarlayın |
| Sıcak gözyaşı / çatlama | Katılaşma sırasında çatlaklar | Yüksek kısıtlama, düzgün olmayan katılaşma, çekme termal gerilimi | Katılaşma modelini değiştirmek için geçidi ayarlayın, fileto ekle, kısıtlamayı azaltmak, kalıp sıcaklığını kontrol etmek |
Lehimleme / yapışarak ölmek |
Metal ölmeye yapışır, bitişi azaltır, hasarlar | Eriyik ile kalıp yüzeyi reaksiyonu, yüksek kalıp sıcaklığı, zayıf kaplama | Daha düşük kalıp sıcaklığı, lehim önleyici kaplamalar uygulayın, yağlayıcıyı geliştirin, daha iyi kalıp malzemeleri |
| Flaş | Ayırma hatlarındaki fazla metali inceltiniz | Kalıp aşınması, aşırı enjeksiyon basıncı, yanlış hizalama | Onarım veya yeniden işleme kalıbı, kenetlemeyi optimize edin, basıncı azaltmak, kılavuzu geliştir / uyuşma |
| Dahil etme / cüruf | Dökümde metalik olmayan parçalar | Eriyik kirliliği, akı hatası, zayıf kaymağını alma | Eriyik işlemeyi iyileştirin, filtreleme (seramik filtreler), daha iyi akış uygulaması |
| Boyutsal yanlışlık | Tolerans dışı özellikler | Kalıp aşınması, termal bozulma, büzülme hesaba katılmadı | Kalıp işlemede telafi, geliştirilmiş soğutma, işlem kontrolü |
8. Süreç İyileştirmeleri & Varyantlar
Yüksek basınçlı alüminyum döküm (HPDC) son derece üretken, Ancak Süreç iyileştirmeleri ve çeşitleri genellikle daha yüksek parça kalitesi elde etmek için gereklidir, gözenekliliği azaltmak, veya zorlu geometriler oluşturun.

Vakumlu Yüksek Basınçlı Döküm
- Amaç: Önemli ölçüde azaltır gaz gözenekliliği ve sıkışmış hava, gelişir basınç sıkıntısı, ve geliştirir mekanik tutarlılık hidrolik muhafazalar veya basınçlı kaplar gibi kritik dökümlerde.
- Yöntem: Bir vakum sistemi, metal enjeksiyonundan hemen önce ve enjeksiyon sırasında kalıp boşluğunu ve/veya atış odasını kısmen boşaltır, hava sıkışmasını en aza indirir ve metalin daha etkili bir şekilde konsolidasyonu için yoğunlaştırma basıncına izin verir.
- En iyisi: Yüksek basınçlı, sızdırmaz, veya yorulmaya duyarlı bileşenler.
- Değiş tokuş: Kalıp sızdırmazlık gerektirir, vakum pompaları, ve ek bakım; orta düzeyde sermaye maliyeti.
Sıkma dökümü / Kalıp İçi Sıkma
- Amaç: Azalır büzülme gözenekliliği kalın veya karmaşık kesitlerde ve artışlarda yerel yoğunluk, gelişme yorgunluk gücü ve mekanik güvenilirlik.
- Yöntem: Doldurduktan sonra, A Statik veya yarı statik basınç (tipik olarak 20–150 MPa) metal katılaşırken bir pres veya kalıp içi merdane yoluyla uygulanır, son katılaşan bölgelerin yoğunlaştırılması.
- En iyisi: Kalın çıkıntılı parçalar, ağlar, veya stres açısından kritik bölgeler.
- Değiş tokuş: Artan kalıp karmaşıklığı, daha uzun tutma süreleri, ve daha yüksek sermaye gereksinimleri.
Yarı Katı / Yeniden döküm
- Amaç: Türbülansı en aza indirir, oksit ve gaz tutulmasını azaltır, ve kapsamlı sonradan işleme gerek kalmadan döküm mekanik özelliklerini iyileştirir.
- Yöntem: Metal enjekte edilir yarı katı hal, ya da karıştırılmış bulamaç (reocasting) veya önceden oluşturulmuş dendritik olmayan kütükler (tikso döküm), Daha yavaş akıyor ve kalıbı eşit şekilde dolduruyor.
- En iyisi: Zorlu yoğunluk veya yüzey gereksinimlerine sahip yüksek performanslı parçalar.
- Değiş tokuş: Dar süreç penceresi, yüksek sıcaklık kontrolü talebi, daha yüksek sermaye yatırımı, ve daha karmaşık kullanım.
Düşük Basınç / Alttan Doldurma Çeşitleri
- Amaç: Sağlayan nazik, düşük türbülanslı dolum gözenekliliği ve oksitleri azaltmak için daha büyük veya daha kalın dökümler.
- Yöntem: Metal tanıtıldı alttan düşük basınç altında, havanın doğal olarak yerini değiştirmesi, Akış ve katılaşmanın daha iyi kontrol edilmesini sağlar.
- En iyisi: Geleneksel HPDC'nin kusur oluşturabileceği büyük yapısal veya basınç içeren bileşenler.
- Değiş tokuş: Daha düşük verim, özel kalıp tasarımı, ve daha yavaş dolum oranları.
Eriyik Şartlandırma & Filtrasyon
- Amaç: Genel olarak iyileşir eriyik kalitesi, gaz gözenekliliğini azaltır, oksit kalıntıları, ve bifilmler, doğrudan etkileyen döküm halindeki mekanik özellikler ve tutarlılık.
- Yöntem: Teknikler şunları içerir: inert gazlarla döner gaz giderme, akı ve kaymağını alma, seramik köpük veya örgü filtreler, Ve ultrasonik erime tedavisi yabancı maddeleri toplamak ve çıkarmak için.
- En iyisi: Tüm yüksek kaliteli HPDC parçaları, özellikle kritik muhafazalar, havacılık, veya otomotiv bileşenleri.
- Değiş tokuş: Orta düzeyde sermaye gerektirir, sarf malzemeleri, ve operatör becerisi.
İşleme Sonrası Geliştirmeler
- Sıcak İzostatik Presleme (BELKİ):
-
- Amaç: Kalan gözenekliliği ortadan kaldırır, geliştirir yorgunluk direnci, ve sünekliği iyileştirir.
- Yöntem: Dökümler tabi tutulur yüksek sıcaklık (tipik olarak 450–540°C) Ve yüksek baskı (100–200 MPa) basınçlı gaz ortamında.
- Isıl işlem (T6, vesaire.):
-
- Amaç: Artışlar mukavemet ve süneklik, Mikroyapı stabilize eder, ve korozyon direncini iyileştirir.
- Yöntem: Solüsyon ısıl işlemi, ardından su verme ve yaşlandırma; Zamanlama ve sıcaklık alaşım kimyasına bağlıdır.
- Yüzey İşlemi / İşleme:
-
- Amaç: Sağlayan boyutsal doğruluk, yüzey kusurlarını giderir, ve parçaları sızdırmazlık veya kaplama için hazırlar.
- Yöntem: CNC işleme, bileme, veya kumlama gibi yüzey işlemleri, Eloksal, veya sızdırmazlık.
9. Kalite kontrolü, Denetleme, ve ndt

Temel kalite kontrol uygulamaları:
- Eriyik kalitesi: O₂'yi düzenler, H₂ izleme; dahil olma kontrolleri; bulanıklık ve akı etkinliği.
- Proses içi izleme: çekim profili günlüğü, yoğunlaşma basıncı takibi, kalıp sıcaklığı haritalaması.
- NDT: radyografi (Röntgen) veya iç gözeneklilik için CT taraması; hidrolik parçalar için basınç/sızıntı testi; yüzey çatlakları için penetrant/manyetik parçacık.
- Mekanik test: yolluk sisteminde dökülen çekme kuponları, sertlik kontrolleri, mikroyapı ve gözeneklilik ölçümü için metalografi.
- Boyutsal kontrol: CMM, anahtar toleransları için optik tarama ve SPC.
Kabul kriterleri: uygulamaya göre tanımlanır — yapısal havacılık parçaları çok düşük gözeneklilik gerektirir (sıklıkla <0.5 hacim yüzdesi ve CT doğrulaması) tüketici konutları daha yüksek gözenekliliği tolere ederken.
10. Yüksek Basınçlı Döküm Alüminyum Alaşımları için Tasarım
Genel prensipler:
- Tek tip duvar kalınlığı: kalından inceye geçişleri en aza indirin; tutarlı duvar kalınlığını hedefleyin (tipik ince duvarlı HPDC kapasitesi ~1–3 mm; pratik minimum alaşım ve kalıba bağlıdır).
- Kaburgalar ve patronlar: sertlik için kaburga kullanın ancak bunları ince ve duvarlara iyi bağlı tutun; patronların uygun taslağı olmalı ve kaburgalarla desteklenmelidir.
- Taslak açılar: yeterli taslak sağlamak (0.5°–2° tipik) fırlatma için; dokulu yüzeyler için daha fazlası.
- Fileto & yarıçap: keskin köşelerden kaçının; cömert filetolar stres konsantrasyonunu ve sıcak yırtılma riskini azaltır.
- Kaplama & taşmalar: Aşamalı yönlü katılaşma üretmek için kapılar tasarlayın; sıkışan hava için havalandırma deliklerini ve taşmaları yerleştirin.
- Diş açma & ekler: Diş açmak için katı çıkıntılar kullanın veya kalıplanmış helicoilleri takın; Hassas dişler için işleme sonrası işlemleri düşünün.
- Tolerans planlaması: Toleransları döküm büzülme ve işleme payına dikkat ederek belirtin — tipik döküm sonrası konum toleransları özellik boyutuna bağlı olarak ~±0,3–1,0 mm.
DFM kontrol listesi: döküm simülasyonunu çalıştır (kalıp akışı / katılaşma) erken; kritik boyutlar ve tolerans yığını üzerinde anlaşmaya varmak. Gerekirse hızlı takımlama veya yumuşak kalıplarla prototip.
11. Ekonomi, Takım yatırımı, ve Üretim Ölçeği

Takım maliyeti: yüksek - kalıpların maliyeti karmaşıklığa bağlı olarak genellikle on binlerce ila birkaç yüz bin dolar arasında değişir, ekler ve konformal soğutma. Teslim süreleri haftalardan aylara kadar değişir.
Parça başına maliyet etkenleri: alaşım maliyeti, döngü süresi, hurda oranı, işleme/ikincil işlemler, bitirme, ve muayene.
Başa baş / HPDC'yi ne zaman seçmelisiniz?:
- HPDC ekonomiktir orta ila yüksek hacimler (yüzlerce ila milyonlarca parça), özellikle parça geometrisi ikincil işlemeyi azalttığında.
- Düşük hacimler veya büyük parçalar için, kum dökümü, CNC işleme veya döküm ve makine yaklaşımları tercih edilebilir.
Verim örneği: iyi optimize edilmiş bir HPDC hücresi dakikada birden fazla atış üretebilir; toplam saatlik çıktı parça boyutuna ve çevrim süresine bağlıdır.
12. Sürdürülebilirlik ve Malzeme Geri Dönüşümü
- Geri dönüşüm: basınçlı dökümden çıkan alüminyum alaşımlı talaş ve hurdalar yüksek oranda geri dönüştürülebilir; hurda genellikle metalin yeniden kullanılması için yeniden eritilebilir (alaşım bantlama ve safsızlık kontrolüne dikkat ederek).
- Enerji: kalıp üretimi ve eritme enerji tüketir; Yine de, HPDC'nin atış başına yüksek verimi ve düşük işleme gereksinimleri, işlenmiş parçalara kıyasla son parça başına gömülü enerjiyi azaltabilir.
- Hafifliğin faydaları: Daha ağır malzemeler için HPDC alüminyumun kullanılması (çelik) bileşen kütlesini azaltır, otomotiv ve havacılık uygulamalarında yaşam döngüsü boyunca yakıt/enerji tasarrufu sağlar.
- Atık yönetimi: akı kalıntıları, kullanılmış kalıp yağlayıcıları ve kullanılmış kum (çekirdekler için) uygun işlem gerektirir.
13. Avantajlar & Sınırlamalar
Yüksek Basınçlı Alüminyum Dökümün Avantajları
- Yüksek Üretim Oranı: Hızlı çevrim süreleri büyük hacimli üretimi destekler.
- Karmaşık geometri: İnce duvarlara dayanıklı, entegre kaburgalar, patronlar, ve flanşlar.
- Mükemmel yüzey kaplaması: Kaplamaya uygun pürüzsüz döküm yüzeyler, tablo, veya kozmetik parçalar.
- Boyutsal doğruluk: Sıkı toleranslar işleme sonrası gereksinimleri azaltır.
- Hafif & Güçlü: Alüminyum alaşımları yüksek mukavemet/ağırlık oranları sunar.
- Malzeme çok yönlülüğü: Yüksek mukavemetli ile uyumlu, korozyona dayanıklı alüminyum alaşımları (A380, A360, A356).
- İşlem Sonrası Entegrasyon: Isıl işlemi destekler, vakum dökümü, BELKİ, ve özellikleri iyileştirmek için yüzey bitirme.
- Malzeme Verimliliği: Net şekle yakın döküm sayesinde minimum hurda.
Yüksek Basınçlı Alüminyum Basınçlı Dökümlerin Sınırlamaları
- Yüksek Takımlama & Ekipman Maliyeti: Önemli ön yatırım, küçük işler için maliyet etkinliğini sınırlıyor.
- Boyut & Kalınlık kısıtlamaları: Büyük veya çok kalın parçalar gözenekliliğe veya eksik dolguya maruz kalabilir.
- Gözeneklilik & Kusur: Gaz sıkışması ve büzülme, yorulma açısından kritik bileşenleri etkileyebilir.
- Sınırlı yüksek sıcaklık performansı: Alüminyum yüksek sıcaklıklarda yumuşar.
- Tasarım Kısıtlamaları: Minimum duvar kalınlığı gerektirir, taslak açılar, ve dikkatli geçiş.
- Bakım & Nitelikli Operasyon: Makineler ve kalıplar sürekli bakım ve deneyimli operatörler gerektirir.
14. Yüksek Basınçlı Alüminyum Basınçlı Dökümlerin Tipik Uygulamaları
Yüksek basınçlı kalıp döküm (HPDC) nerede seçilir karmaşık geometri, yüksek verim, döküm halinde iyi boyut kontrolü ve çekici yüzey kalitesi birincil sürücülerdir.

Otomotiv
- Şanzıman gövdeleri, şanzıman kutuları, debriyaj gövdeleri
- Motor bileşenleri (kapaklar, yağ pompası gövdeleri)
- Direksiyon eklemleri, parantez, elektronik modül muhafazaları, tekerlek gövdeleri (bazı programlarda)
- Turboşarj gövdeleri (özel alaşımlarla / işlem)
Güç aktarma organları & Bulaşma (otomotiv & sanayi)
- İletim Kılıfı, pompa gövdeleri, kompresör muhafazaları, volan muhafazaları.
Tüketici & Endüstriyel ekipman
- Elektrikli alet muhafazaları, el aletleri için dişli kutuları, motor uç kapakları, HVAC muhafazaları, cihaz çerçeveleri.
Elektronik, Termal yönetimi & Muhafaza
- Güç elektroniği muhafazaları (invertörler, motor kontrolörleri), ısı emici entegre muhafazalar, LED armatürler.
Hidrolik / Pnömatik bileşenler & Vanalar
- Valf gövdeleri, pompa gövdeleri, aktüatör gövdeleri, hidrolik manifoldlar.
Havacılık bileşenleri
- Parantez, aviyonik muhafazalar, aktüatör gövdeleri, birincil olmayan yapısal parçalar.
Deniz & Açık deniz
- Pompalar, valf muhafazaları, parantez, konektörler (itici olmayan parçalar).
Uzmanlık & Gelişen Kullanımlar
- EV çekiş motoru gövdeleri & e-güç elektroniği kafesleri — karmaşık soğutma özelliklerine ve elektromanyetik hususlara ihtiyaç vardır.
- Entegre ısı eşanjörleri / konutlar — yapısal ve termal işlevselliği birleştirin.
- Otomotiv dışı taşımacılıkta hafifletme — bisikletler, e-scooter'lar, vesaire., Hacim maliyetinin ve estetiğin önemli olduğu yerler.
15. Özel Yüksek Basınçlı Alüminyum Basınçlı Dökümler — LangHe'den Özel Çözümler
LangHe teslimatta uzmanlaşmıştır özel yüksek basınçlı alüminyum dökümler için tasarlanmış kesinlik, dayanıklılık, ve yüksek hacimli üretim.
Gelişmiş HPDC teknolojisinden yararlanma, LangHe bileşenler üretiyor karmaşık geometriler, ince duvarlar, entegre kaburgalar ve çıkıntılar, Sıkı Toleranslar, ve üstün yüzey kaplaması—tümü otomotiv için optimize edildi, havacılık, sanayi, elektronik, ve tüketici uygulamaları.
Bugün bizimle iletişime geçin!
16. Çözüm
Yüksek basınçlı alüminyum döküm (HPDC) bir son derece çok yönlü ve verimli üretim süreci karmaşık üretmek için, hafif, ve otomotiv genelinde hassas alüminyum bileşenler, havacılık, sanayi, elektronik, ve tüketici sektörleri.
Onun başarma yeteneği ince duvarlar, entegre özellikler, Sıkı Toleranslar, ve mükemmel yüzey kaplaması Performansın yüksek olduğu yüksek hacimli üretim için cazip bir seçim haline geliyor, estetik, ve maliyet verimliliği kritik öneme sahiptir.
Dahası, gibi geliştirmeler vakumlu HPDC, Sıkma dökümü, yarı katı döküm, filtreleme, ve işleme sonrası (ısıl işlem, BELKİ, yüzey kaplaması) performans kapsamını daha da genişletin, Zorlu uygulamalarda dövmeye yakın özelliklerin etkinleştirilmesi.
SSS
Yüksek Basınçlı Döküm için en yaygın olarak hangi alüminyum alaşımı kullanılır??
Al-Si-Cu ailesindeki alaşımlar A380 (veya ADC12) akışkanlığı dengeledikleri için yaygın olarak kullanılırlar, Azaltılmış sıcak yırtılma ve iyi kalıp ömrü.
Isıl işlem gerektiren ihtiyaçlar için, Al–Si–Mg ailesi alaşımları (A360/A356) ayarlanmış proses parametreleriyle seçilebilir.
Yüksek Basınçlı Döküm parçalarında gözeneklilik nasıl en aza indirilebilir??
Eriyik gaz giderme/akışlama kullanın, uygun kepçeleme ve filtreleme, türbülansı en aza indirmek için atış profilini optimize edin, Yeterli yoğunlaştırma basıncını uygulayın, ve gerektiğinde vakumlu HPDC'yi veya işlem sonrası HIP'yi düşünün.
Yüksek Basınçlı Döküm, yapısal havacılık parçaları için uygun mudur??
HPDC, gözeneklilik ve mekanik özellikler sıkı bir şekilde kontrol edildiğinde belirli havacılık bileşenleri için kullanılabilir (vakumlu HPDC, sıkı NDT ve/veya HIP).
Birçok kritik havacılık parçası alternatif rotalarla üretiliyor (dövme, hassas döküm + BELKİ) yorulma ömrünün en önemli olduğu yer.
Yüksek Basınçlı Döküm parçaları işleme gerektirir mi??
Çoğunlukla evet — kritik koltuklar, dişler ve birleşme yüzeyleri son toleransa göre işlenir. HPDC, tamamen işlenmiş parçalara kıyasla işleme kapsamını önemli ölçüde azaltır.
Yüksek Basınçlı Basınçlı Döküm kalıbı ne kadar dayanır??
Kalıp ömrü alaşıma göre büyük ölçüde değişir, kalıp bakımı ve parça geometrisi — oldukça aşındırıcı veya büyük parçalar için birkaç bin atıştan, uygun çelikle birkaç yüz bin atışa kadar, kaplamalar ve bakım.