giriiş
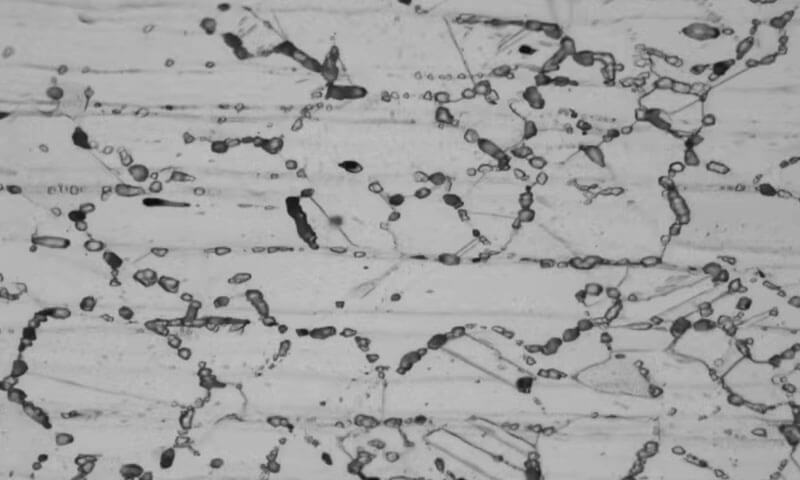
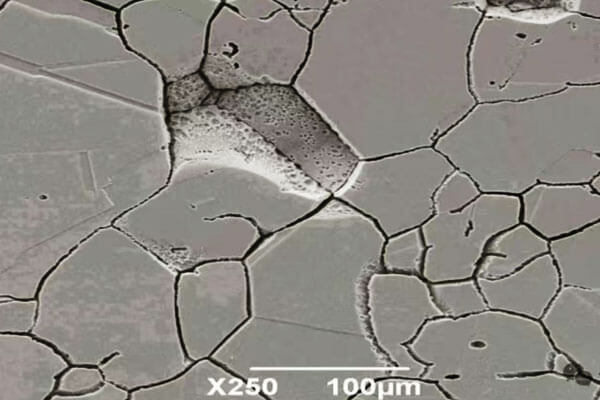
Büyük korozyon (IGC), taneler arası saldırı da denir (IgA), Tane içlerinden ziyade tercihen tane sınırları boyunca ilerleyen lokalize bir korozyon şeklidir..
Pratik olarak, metal yüzeyde kabul edilebilir görünebilirken altında dar bir saldırı ağı gelişebilir, sonunda gücü azaltır ve ayrılmaya neden olur, tane ayrılması, veya başarısızlık.
Tane sınırları doğası gereği yüksek enerjili bölgelerdir, ancak alaşım kimyası veya termal geçmişi onları çevreleyen matristen kimyasal olarak farklı kılmadığı sürece genellikle korozyon sorunu haline gelmezler..
1. Tanelerarası Korozyonun Tanımı
Kesin bir tanım basittir: Taneler arası korozyon, meydana gelen korozyondur. tane sınırlarında ve bitişiğinde, tahıl iç kısımlarında nispeten az saldırı ile.
En basit elektrokimyasal resimde, tane sınırı bölgesi anodik bölge haline gelir ve taneciğin iç kısmı katot görevi görür, böylece korozyon yolu sınır ağını takip eder.
Bu sınır saldırısı, tahıl sınırları yağış veya ayrışma nedeniyle kimyasal olarak değiştirildiğinde özellikle tehlikeli hale gelir..
Paslanmaz çelikler için, ASTM A262, östenitik kalitelerdeki tanecikler arası saldırıya karşı duyarlılığı birden fazla standart testle tanımlar,
ve kabul edilebilir oksalik asit aşındırma davranışını, krom karbür çökelmesine bağlı duyarlılıkla açık bir şekilde ilişkilendirir.
2. Tanelerarası Korozyonun Oluşum Mekanizması
Merkezi mekanizma tane sınırı kimyası değişimi.
Hassaslaşma veya yaşlanma sırasında, alaşım elementleri veya safsızlıklar tane sınırlarında çökelebilir, veya koruyucu elemanlar bitişik matristen tükenebilir.
Bu gerçekleştiğinde, sınır bölgesi ve çevredeki tanecik artık aynı elektrokimyasal potansiyeli paylaşmıyor, ve sınır, çözünme için tercih edilen bölge haline gelir.
Östenitik paslanmaz çeliklerde, klasik mekanizma tane sınırlarında krom karbür çökelmesidir.
Karbür oluşumuyla tüketilen krom, sınırın yanında kromu tükenmiş bir bölge bırakır, ve bu tükenmiş bant, tercihen saldırıya uğramak için yeterli korozyon direncini kaybeder.
ASTM A262 bunu östenitik paslanmaz çeliklerde standart hassasiyetle ilgili sorun olarak ele alır, ve ASTM G108, Tipteki duyarlılığın derecesini ölçmek için elektrokimyasal yeniden aktivasyonu kullanır. 304 ve 304L.
Alüminyum alaşımlar için, mekanizma detay olarak farklı ama yapı olarak benzer: tane sınırı çökeltileri ve bitişik çökelti içermeyen bölgeler, yerel mikrogalvanik hücreler oluşturur.
çökeltiler, PFZ, ve matris farklı bileşimler ve korozyon potansiyelleri ile sonuçlanabilir, bu da tane sınırını tercih edilen korozyon yolu haline getirir.
Yaşlanarak sertleşebilen alüminyum alaşımları üzerine yayınlanmış çalışma, söndürme hızının önemli bir işleme değişkeni olduğunu göstermektedir çünkü sınır ayrışmasını ve tane sınırı çökeltilerinin boyutunu/dağılımını etkilemektedir..
3. Bu Tür Hasarın Nedenleri
Taneler arası korozyon genellikle tek bir nedenden kaynaklanmaz.. Birkaç durum birleştiğinde gelişir:
- duyarlı alaşım kimyası,
- tane sınırı çökelmesine veya ayrışmasına izin veren bir termal döngü,
- Yetersiz soğutma hızı veya uygunsuz ısıl işlem,
- ve zayıflamış sınır bölgesinden yararlanabilecek bir ortam.
Paslanmaz çeliklerde, Düşük karbon içeriği yardımcı olur çünkü krom karbür oluşumu için mevcut karbonu azaltır, ve stabilize edilmiş veya ekstra düşük karbonlu kaliteler, sıradan kaynak işlemleri sırasında hassasiyete direnecek şekilde tasarlanmıştır.
ASTM A262 özellikle ekstra düşük karbonlu kalitelerin ve 304L gibi stabilize kalitelerin, 316L, 317L, 321, Ve 347 karbür çökelmesinin en muhtemel olduğu aralıkta hassaslaştırıcı ısıl işlemlerden sonra test edilir.
Alüminyum alaşımlarında, önemli neden çözünen maddelerin ayrışmasının birleşimidir, çökelti oluşumu, ve çözelti arıtımı sırasında tane sınırları çevresinde PFZ gelişimi, söndürme, ve yaşlanma.
Çözelti işleminden sonra suyla söndürme, bazı yaşla sertleşebilen alüminyum alaşımlarında, zararlı sınır çökelmesini ve ayrışmayı sınırlayarak taneler arası korozyon duyarlılığını önleyebilir..
Dubleks paslanmaz çeliklerde, uzun vadeli yaşlanma, sigma fazı büyümesi gibi faz değişikliklerini teşvik edebilir, duyarlılığı artırır ve arıza potansiyelini azaltır.
Yalın dubleks paslanmaz çelik üzerine yapılan son çalışmalar, yaşlanmanın 700 ° C ve 800 °C, faz gelişimi ve kendi kendini iyileştirme davranışı yoluyla taneler arası korozyon tepkisini değiştirir.
4. Tanelerarası Korozyona Duyarlı Malzemeler
| Malzeme ailesi | Tipik duyarlılık mekanizması | Neden savunmasız | Ortak kontrol stratejisi |
| Östenitik paslanmaz çelikler | Tane sınırlarında krom karbür çökelmesi ve krom tükenmesi. | Hassasiyet, pasifliğini kaybeden, kromu tüketen bir bölge yaratır. | Düşük karbonlu notlar, stabilize kaliteler, Çözüm tavlama, Hızlı Soğutma, kaynak kontrolü. |
| Ferritik paslanmaz çelikler | Uygunsuz termal maruz kalma veya kaynaklama sırasında krom karbür veya nitrit çökelmesi. | Sınır yağışları yerel olarak daha zayıf korozyon direnci oluşturabilir. | ASTM A763 taraması, ısıl işlem kontrolü, kaynak prosedürü kontrolü. |
| Dubleks paslanmaz çelikler | Yaşlanma veya kaynaklama sırasında faz dengesizliği ve ikincil faz oluşumu. | Sigma aşaması ve diğer dönüşümler duyarlılığı artırabilir ve direnci düşürebilir. | Sıkı termal kontrol, dengeli ferrit/östenit, Gerektiğinde kaynak sonrası tedavi. |
Zamanla sertleşebilir alüminyum alaşımlar |
Tane sınırı çökeltileri ve PFZ mikrogalvanik birleştirme. | Sınır kimyası matris kimyasından farklıdır, tercihli saldırıyı etkinleştirme. | Kontrol çözümü tedavisi, söndürme oranı, ve yaşlanma durumu. |
| Nikel bazlı alaşımlar | Tane sınırındaki karbürler ve metallerarası fazlar, özellikle zayıf termal kontrolden sonra. | Sınır yağışları korozyon direncini ve kaynak bölgesi performansını düşürebilir. | Alaşım seçimi, ısı girişi kontrolü, ve uygun kaynak sonrası uygulamalar. |
| Pirinç belirli koşullar altında | Sınır zenginleştirme veya ayırma, çinko ile ilgili etkiler dahil. | Sınır kimyası tanelerden daha reaktif hale gelebilir. | Alaşım seçimi ve çevre kontrolü. |
5. Tanelerarası Korozyon Tehlikeleri
Taneler arası korozyon her zaman şiddetli göründüğü için tehlikeli değildir, ama çoğu zaman öyle bir şekilde geliştiği için yapısal olarak gizli.
Metal, tanecik sınırları sessizce zayıflatılırken yüzey görünümünü uzun süre koruyabilir.
Sınır ağı yeterince saldırıya uğradığında, bileşen sünekliğini kaybedebilir, kuvvet, basınç sızdırmazlığı, ve yorulma direnci beklenenden çok daha erken.
Kritik ekipmanlarda tanecikler arası korozyonu özellikle tehlikeli kılan şey budur.
Mekanik Bütünlüğün Kaybı
Tanecikler arası korozyonun en doğrudan tehlikesi, yük taşıma kapasitesinin kademeli olarak kaybedilmesidir..
Çünkü saldırı tahıl sınırları boyunca ilerliyor, metal, genel korozyona özgü tekdüze incelmeyi göstermeden etkili kesit ve yapışmada önemli bir azalmaya maruz kalabilir.
Bu, özellikle aşağıdakilere bağlı bileşenler için ciddidir::
- gerilme mukavemeti,
- bükülme direnci,
- basınç kontrolü,
- veya döngüsel yük kapasitesi.
Taneler arası korozyondan etkilenen bir parça muayene sırasında hala sağlam görünebilir, ancak iç tane sınırı ağı zaten ciddi şekilde tehlikeye girmiş olabilir.
Malzeme daha sonra yüklendiğinde, zayıflamış sınırlar çok az uyarıyla ayrılabilir.
Ani ve Gevrek Tip Arıza
Taneler arası korozyon genellikle normal olarak sünek bir malzemeyi çok daha kırılgan bir şekilde başarısız olan bir malzemeye dönüştürür..
Tane sınırları bütünlüğünü kaybettiğinde, Çatlaklar zayıflamış ağ boyunca hızla yayılabilir.
Sonuç genellikle düzgün bir şekilde sünek olmaktan ziyade granüler veya kristaller arası görünen bir kırılma yüzeyidir..
Bu tehlike önemlidir çünkü uyarı marjını azaltır. Yavaş yerine, görünür duvar incelmesi, bileşen yalnızca küçük bir ilave yükleme veya titreşimden sonra arızalanabilir.
Pratikte, bu, tanecikler arası korozyonu beklenmedik arızalar açısından daha tehlikeli lokal korozyon modlarından biri haline getirir.
Sızıntı Oluşumu ve Basınç-Sınır Arızası
Borular için, tanklar, ısı eşanjörleri, valf gövdeleri, ve kaynaklı basınçlı ekipmanlar, asıl endişe genellikle yalnızca güç kaybı değil, aynı zamanda sıkılık kaybı.
Taneler arası korozyon, sınıra bağlı mikro çatlaklar ve boşluklar ağı oluşturabilir ve bu da sonunda sıvı sızıntısına izin verir.
Bu özellikle taşıyan sistemlerde tehlikelidir.:
- aşındırıcı sıvılar,
- basınçlı gazlar,
- sıcak süreç akışları,
- veya tehlikeli kimyasallar.
Bir bileşen, gündelik görsel kontrolleri geçebilecek kadar boyutsal olarak sağlam kalabilir, ancak yine de basınç sınırı olarak başarısızdır çünkü korozyon, tanecik sınırları boyunca sızıntı için bir yol yaratmıştır..
Stres Altında Hızlı Çatlak Yayılımı
Taneler arası saldırı ilerledikten sonra, herhangi bir servis stresi hasarı hızlandırabilir.
Titreşimler, termal bisiklet, mekanik şok, ve artık gerilim, zaten zayıflamış olan tane sınırlarının açılmasına yardımcı olur.
Taneler arası korozyonun sıklıkla stres destekli kırılma gibi ikincil çatlama sorunlarıyla birlikte görülmesinin nedeni budur..
Tehlike sadece korozyonun kendisi değildir, ancak korozyon ve yük arasındaki etkileşim.
Bir bileşen iyi huylu bir gerilim durumunda hayatta kalabilir, ancak aynı korozyondan zarar görmüş mikro yapı gerçek çalışma kuvvetlerine maruz kaldığında hızla arızalanabilir.
Azaltılmış Yorulma Ömrü
Tekrarlanan yüklemeye maruz kalan bileşenler özellikle savunmasızdır çünkü tane sınırı saldırısı küçük çatlak başlatıcılar oluşturur.
Bu alanlar stresi yoğunlaştırır ve malzemenin arızalanmadan önce hayatta kalabileceği döngü sayısını azaltır..
Yorgunluk tehlikesi önemlidir:
- dönen miller,
- döngüsel basınçlı kaplar,
- kaynaklı yapılar,
- yaylar,
- ve titreşime maruz kalan makine parçaları.
Bu gibi durumlarda, Taneler arası korozyon yalnızca ömrü kısaltmaz; başarısızlık modunu öngörülebilir yorgunluk birikiminden erken kırılmaya kadar tamamen değiştirebilir.
Süneklik ve Tokluk Kaybı
Tane sınırı saldırısına uğrayan bir malzeme hala kabul edilebilir nominal kimyaya sahip olabilir, ancak sünekliği ve dayanıklılığı keskin bir şekilde azaltılabilir.
Bu, darbeyi absorbe etme yeteneğini azaltır, termal bozulma, veya yerel aşırı yük.
Bu özellikle imalattan sonra problemlidir, kaynak onarımı, veya ısıya maruz kalma, çünkü hasarlı bölgenin bileşenin geri kalanı gibi davranması beklenebilir.
Gerçekte, korozyonla değiştirilmiş tanecik sınırları, etkilenmemiş ana metalden çok farklı davranan, mekanik olarak zayıf bir bölge oluşturabilir.
6. Kontrol Tedbirleri
Taneler arası korozyonun önlenmesi tek etkili bir sorun değildir.
Şurada kontrol gerektirir aynı anda dört seviye: alaşım seçimi, termal geçmişi, imalat uygulaması, ve hizmet ortamı.
Bunlardan herhangi biri ihmal edilirse, tane sınırı durumu kimyasal olarak kararsız hale gelebilir ve dökme alaşım sağlam görünse bile malzeme hassas kalabilir.
Malzeme seçimi: Sorunu Tasarım Aşamasında Önleyin
İlk ve en etkili kontrol önlemi, amaçlanan ortamda tane sınırı saldırısına doğası gereği daha az duyarlı olan bir alaşımın seçilmesidir..
Hassasiyetin risk teşkil ettiği durumlarda düşük karbonlu kaliteler kullanın
Paslanmaz çelikler için, gibi düşük karbonlu kaliteler 304L, 316L, ve benzeri ekstra düşük karbonlu varyantlar kaynak veya yüksek sıcaklığa maruz kalmanın beklendiği durumlarda tercih edilir.
Daha düşük karbon, tane sınırlarında oluşabilecek karbür miktarını azaltır, bu da krom tükenmesini ve buna bağlı korozyon riskini azaltır.
Zorlu termal servisler için stabilize edilmiş kaliteler kullanın
Kaliteler ile stabilize edildi titanyum veya niyobyum, örneğin 321 Ve 347, kromun matristen tükenmesinden önce karbonu daha kararlı karbürlere bağlamak için tasarlanmıştır.
Bu, birçok kaynaklı veya ısıya maruz kalan uygulamalarda, hassaslaşmaya karşı stabil olmayan kalitelere göre çok daha dirençli olmalarını sağlar..
Çevreye uygun alaşımları seçin
Agresif klorürde, asit, veya yüksek sıcaklıkta servis, duyarlı ailelerden tamamen uzaklaşmak ve daha güçlü tane sınırı stabilitesine sahip alaşımları seçmek daha iyi olabilir, dubleks paslanmaz çelikler veya nikel bazlı korozyona dayanıklı alaşımlar gibi.
Başka bir deyişle, malzeme seçimi yalnızca ana metalin mukavemetine dayanmamalıdır, aynı zamanda alaşımın imalattan sonra ve uzun süreli maruz kalma sırasında nasıl davrandığına da bağlıdır.
Isıl İşlem Kontrolü: Mikro Yapıyı Yönetin, Sadece Sıcaklık Değil
Isıl işlem, tanecikler arası korozyonu önlemek için en güçlü araçlardan biridir çünkü zararlı tane sınırı çökeltilerinin oluşup oluşmayacağını ve yerinde kalıp kalmayacağını belirler..
Çözüm tavlama
Hassas paslanmaz çelikler için, Çözüm tavlama standart düzeltici ve önleyici tedavidir.
Alaşım çözelti aralığına kadar ısıtılır, böylece çökeltiler matris içinde geri çözülür, daha sonra hassas sıcaklık aralığında yeniden çökelmeyi önleyecek kadar hızlı soğutulur.
Bu, daha düzgün bir bileşim sağlar ve korozyon direncinin geri kazanılmasına yardımcı olur.
Isıtma sonrası hızlı soğutma
Soğutma hızı en az tepe sıcaklığı kadar önemlidir. Hassaslaştırma aralığındaki yavaş soğutma, tane sınırındaki karbürlerin veya metaller arası fazların oluşmasına olanak tanır.
Hızlı Soğutma, genellikle alaşım ve parça geometrisine uygun olduğunda su verme yoluyla, solüsyonla tedavi edilen durumun korunmasına yardımcı olur.
Anlatılan ısı işlemi
Kaynaklı parçalar için, Artık gerilimi azaltmak ve ısıdan etkilenen bölgede daha uygun bir mikro yapıyı yeniden oluşturmak için kaynak sonrası ısıl işleme ihtiyaç duyulabilir..
Kesin döngü alaşım ailesine bağlıdır, bölüm kalınlığı, ve hizmet gereksinimi.
Amaç sadece “parçayı tekrar ısıtmak” değildir.,ama bölgeyi savunmasız hale getiren tane sınırı kimyasını ortadan kaldırmak için.
Kaynak Kontrolü: Isıdan Etkilenen Bölgeyi Sorunlardan Uzak Tutun
Kaynak, tanecikler arası korozyonun en yaygın nedenlerinden biridir çünkü tam olarak tane sınırı çökelmesini ve hassaslaşmayı teşvik eden termal koşulları yaratır..
Bu nedenle kaynak uygulaması sıkı bir şekilde kontrol edilmelidir..
Isı girdisini mümkün olduğu kadar düşük tutun
Yüksek ısı girdisi ısıdan etkilenen bölgeyi genişleterek malzemenin zararlı yağışların oluşabileceği kritik sıcaklık aralığında geçirdiği süreyi artırır..
Daha düşük ısı girişi, hassaslaşmış bölgenin hem genişliğini hem de şiddetini azaltmaya yardımcı olur.
Tekrarlanan termal döngüyü sınırlayın
Aynı bölgeden birden fazla geçiş, duyarlılığı yoğunlaştırabilir ve etkilenen bölgeyi genişletebilir.
Kaynak prosedürleri, önceden kaynak yapılan alanların gereksiz yeniden ısıtılmasını en aza indirmelidir.
Dolgu metallerini dikkatli seçin
Dolgu metali, baz alaşımla uyumlu olmalı ve gereksiz karbon veya bileşim dengesizliğine neden olmamalıdır..
Duyarlı paslanmaz çeliklerde, Kaynak bölgesinin zayıf nokta haline gelmemesi için düşük karbonlu veya stabilize dolgu sistemleri sıklıkla tercih edilir.
Kaynak sonrası soğutmanın kontrolü
Hızlı soğutma, kaynak bölgesinin çökeltilerin oluştuğu tehlike bölgesinden hızlı bir şekilde geçmesine yardımcı olur.
Soğutma yöntemi, bozulma veya çatlamaya neden olmayacak şekilde dikkatli seçilmelidir., ancak temel prensip aynı kalıyor: ısıdan etkilenen bölgenin hassasiyet aralığında kalmasına izin vermeyin.
Çevre kontrolü: Saldırı için İtici Gücü Azaltın
Hizmet ortamının yumuşak olması durumunda duyarlı bir mikro yapı bile kabul edilebilir kalabilir.
Tersine, ılımlı bir alaşım şiddetli bir ortamda hızla bozulabilir.
Bu nedenle çevresel kontrol, tanecikler arası korozyonu önlemenin kritik bir parçasıdır..
Agresif medyaya maruz kalmayı azaltın
Asitlerle teması sınırlayın, klorürler, veya mümkün olduğunda diğer aşındırıcı türler.
Proses sistemlerinde, bu kimyayı değiştirmek anlamına gelebilir, sıcaklığın düşürülmesi, veya durgunluk ve konsantrasyon etkilerini azaltmak.
İlgili olduğu yerde oksijeni ve nemi kontrol edin
Sulu sistemlerde, çözünmüş oksijen ve uygun olmayan elektrokimyasal koşullar korozyon reaksiyonlarını hızlandırabilir.
Deoksijenasyon veya kimya kontrolü duyarlı sistemlerde saldırının itici gücünün azaltılmasına yardımcı olabilir.
Uygun olduğunda kaplama veya astar kullanın
Koruyucu kaplamalar, polimer astarları, veya dahili bariyerler alaşımı aşındırıcı ortamdan izole edebilir.
Bu, özellikle temel alaşımın mekanik nedenlerden dolayı korunması gerektiği ancak ortamın çıplak metal için çok agresif olduğu durumlarda kullanışlıdır..
Uygun sistemlerde katodik koruma uygulayın
Bazı yapılar için, katodik koruma, elektrokimyasal korozyon eğilimini azaltabilir.
Bu evrensel bir çözüm değil, ancak doğru ortamda daha büyük bir korozyon kontrol programının etkili bir parçası olabilir.
Yüzey tedavisi: Pasif Durumu Geri Yükleyin ve Koruyun
Bir bileşenin yüzey durumu korozyon performansını güçlü bir şekilde etkiler, özellikle imalat veya kaynak sonrası.
Pasivasyon
Pasivasyon, yüzeyi temizlemek ve daha stabil bir pasif film oluşturmak için kullanılır. Korozyon direncini etkileyebilecek serbest demir ve diğer kirleticilerin giderilmesine yardımcı olur.
Turşu
Asitleme oksit tortusunu giderir, ısı tonu, ve diğer yüzey kirleticileri, özellikle kaynak veya ısıya maruz kaldıktan sonra.
Bu önemlidir çünkü hasarlı veya kirlenmiş bir yüzey, dahili mikro yapı başka şekilde kabul edilebilir olsa bile, yerel saldırı için başlangıç noktası haline gelebilir.
Elektropolasyon
Elektro-parlatma yüzeyi pürüzsüzleştirir ve pasif film bütünlüğünü geliştirebilir.
Pürüzlülüğü ve yüzey düzensizliklerini azaltarak, aynı zamanda korozyonun başlama olasılığının daha yüksek olduğu yerel bölgeleri de azaltabilir.
7. Test Yöntemleri ve Uygulamaları
| Standart / yöntem | Malzeme ailesi | Sana ne anlatıyor | Tipik kullanım |
| ASTM A262 | Östenitik paslanmaz çelikler | Oksalik asit aşındırması ile taneler arası saldırıya karşı hassasiyeti ekranlar, ferrik sülfat-sülfürik asit, nitrik asit, ve bakır/bakır-sülfat yöntemleri. | Malzeme yeterliliği, duyarlılık taraması, arıza analizi. |
| ASTM A763 | Ferritik paslanmaz çelikler | W uygulamalarını kullanarak taneler arası saldırıya duyarlılığı tespit eder, X, e, ve z. | Ferritik kalite kalifikasyonu ve kaynak/ısıl işlem değerlendirmesi. |
ASTM G108 |
AISI Tipi 304 / 304L | Elektrokimyasal yeniden aktivasyon yoluyla duyarlılık derecesini niceliksel olarak ölçer. | Araştırma, karşılaştırmalı duyarlılık sıralaması, süreç doğrulama. |
Bu standartlar faydalıdır çünkü taneler arası korozyon genellikle hasar iyice ilerleyene kadar görünmez..
ASTM A262 bu nedenle östenitik paslanmaz malzemeler için pratik bir elektir, ASTM A763 ferritik aileye hizmet eder, ve ASTM G108, aşağıdakiler için niceliksel bir duyarlılık ölçüsü verir: 304 ve 304L.
Birlikte kullanılır, metalürji uzmanının "görünüşte kabul edilebilir" ile "gerçekte dirençli"yi ayırmasına olanak tanır.
8. Dürüstlük Yönetim Sistemine Entegrasyon
Sağlam bir bütünlük yönetim sistemi taneler arası korozyonu bir sorun olarak ele almalıdır. yaşam döngüsü kontrol sorunu, sadece malzeme testi problemi değil.
Pratikte, bu alaşım yeterliliği anlamına gelir, kaynak prosedürü kontrolü, ısıl işlem kayıtları, periyodik muayene,
ve arıza analizi geri bildirimlerinin tümü birbirine bağlanmalıdır, böylece duyarlılık fark edilmeden sisteme yeniden girmez.
Bu ASTM A262 yönteminden elde edilen bir mühendislik çıkarımıdır., ASTM A763, ve ASTM G108, sahada arıza oluşmadan önce malzemeleri taramak ve hassasiyeti ölçmek için kullanılır.
Kritik ekipmanlar için, en etkili yaklaşım malzeme seçimini birbirine bağlamaktır, imalat geçmişi, ve hizmet ortamını tek bir kontrol döngüsünde toplayın.
Bir parça paslanmaz ise, soru sadece paslanmaz olup olmadığı değil aynı zamanda kaynaklı olup olmadığıdır, Isı ile işlenmiş, ve tane sınırlarında krom açısından zengin pasifliği koruyacak şekilde temizlendi.
Alüminyum veya nikel alaşımı ise, soru, çökelti yapısının mı yoksa tane sınırı ayrımının aşındırıcı bir duruma mı itildiğidir.
Bu sistem düzeyindeki görüş, IGC'nin yaşamı sınırlayan gizli bir mekanizma haline gelmesini engelleyen şeydir.
9. Çözüm
Taneler arası korozyon, yerel kimya tarafından yönlendirilen bir tane sınırı korozyon modudur, yağış, ayrılma, ve termal geçmişi.
Tehlikelidir çünkü yüzeyi aldatıcı bir şekilde sağlam bırakırken gücü ve bütünlüğü ortadan kaldırabilir..
Östenitik paslanmaz çeliklerde mekanizma iyi anlaşılmıştır., ancak ferritik paslanmaz çeliklerde de görülür, dubleks paslanmaz çelikler, Yaşlandıkça sertleşebilen alüminyum alaşımları, ve tane sınırı kimyası elverişsiz hale geldiğinde nikel bazlı alaşımlar.
Pratik savunma da aynı derecede açıktır: doğru alaşımı seçin, ısı girişini ve soğutma geçmişini kontrol edin, doğru ASTM test yöntemiyle doğrulama, ve ısıdan etkilenen bölgeyi kritik bir kalite özelliği olarak değerlendirin.
Taneler arası korozyon sadece bir korozyon sorunu değildir; bu bir metalurjidir, imalat, ve güven sorunu.
SSS
Taneler arası korozyon ile genel korozyon arasındaki fark nedir??
Genel korozyon yüzeye az çok eşit şekilde saldırır,
tanecikler arası korozyon tane sınırlarını takip eder ve nispeten az görünür yüzey kaybıyla ciddi iç zayıflamaya neden olabilir.
Taneler arası korozyonda paslanmaz çelikler neden bu kadar sık tartışılıyor??
Çünkü birçok paslanmaz çelik, özellikle östenitik notlar, tane sınırlarında krom karbürler oluştuğunda ve kromun tükendiği bölgeleri geride bıraktığında hassaslaşabilir.
ASTM A262 özellikle bu duyarlılığı tespit etmek için mevcuttur.
Kaynak taneler arası korozyona neden olabilir mi??
Evet. Kaynak, hassasiyet aralığında zaman harcayan, ısıdan etkilenen bir bölge oluşturabilir, çökeltileri veya ayrışmayı teşvik eder,
ve korozyon direncini azaltan ısı renk tonu veya diğer yüzey koşullarını bırakır.
Düşük karbonlu paslanmaz kaliteler nasıl yardımcı olur??
Daha düşük karbon, krom karbür çökelmesine yönelik itici gücü azaltır,
ve 304L gibi kaliteler, 316L, 317L, 321, Ve 347 sıradan kaynak işlemleri sırasında hassasiyete direnmek için özel olarak kullanılır.

