1. Introdução
Os suportes são componentes onipresentes que localizam e suportam montagens, transmitir cargas e servir como pontos de fixação para subsistemas.
Fundindo permite geometrias de braquetes altamente integradas (costelas, chefes, Cavidades internas, clipes integrais) que reduzem a contagem de peças e o tempo de montagem.
Fundição de matriz de alumínio, em particular, é favorecido onde a redução de peso, Resistência à corrosão, condutância elétrica/térmica e economia de volume são prioridades.
O desafio da engenharia é equilibrar geometria e economia de produção, garantindo ao mesmo tempo o desempenho estático e de fadiga necessário.
2. O que são suportes de fundição sob pressão de alumínio?
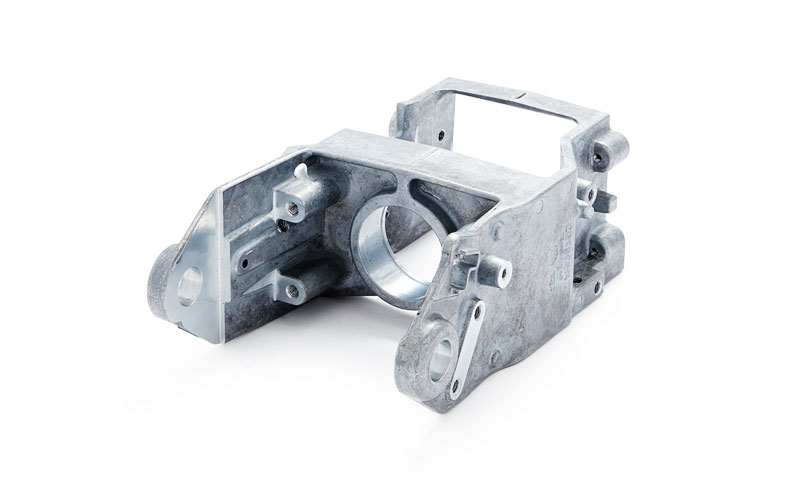
Um alumínio suporte de fundição é um componente produzido forçando o alumínio fundido em um molde de aço reutilizável (morrer) sob condições controladas para formar um suporte de formato quase final.
Os suportes produzidos por fundição sob pressão normalmente precisam de processamento secundário mínimo, exceto para recursos usinados críticos.
Eles são usados como pontos de montagem, suportes, invólucros e componentes de interface em uma ampla gama de indústrias.

Principais atributos definidores:
- Complexidade da forma quase-rede (costelas integradas, chefes, clipes)
- Capacidade de parede fina (permite redução de peso)
- Controle dimensional repetível para produção de alto volume
- Compensação entre porosidade fundida e desempenho mecânico alcançável
3. Processos de fabricação que fabricam suportes para fundição sob pressão de alumínio
A escolha do processo de fundição determina a geometria alcançável de um suporte, Integridade mecânica, qualidade da superfície, custo unitário e ritmo de produção.
Fundição de dado de alta pressão (HPDC)
O que HPDC é: O alumínio fundido é forçado a entrar em uma matriz de aço em alta velocidade e alta pressão usando um êmbolo ou pistão.
O metal solidifica contra as superfícies da matriz e a peça é ejetada, aparado e (se necessário) usinado.

Parâmetros típicos do processo (gamas de engenharia):
- Temperatura de fusão: ~650–720 °C (depende da liga e da prática)
- Temperatura operacional da matriz: ~150–250°C (acabamento superficial e textura dependente)
- Velocidade de injeção/disparo: ~10–60m/s (perfilado)
- Cavidade/pressão de retenção: ~40–150 MPa (depende da máquina e da peça)
- Tempo de ciclo típico: ~10–60 segundos por tiro (muito curto para peças finas; o resfriamento domina)
- Espessura típica da parede fundida: 1.0–5,0 mm (ideal 1,5–4,0 mm)
Pontos fortes
- Rendimento e repetibilidade extremamente altos para grandes volumes.
- Excelente acabamento superficial e controle dimensional (muitas vezes é necessária pós-usinagem mínima além das faces de referência críticas).
- Capacidade de produzir paredes muito finas e recursos integrados complexos (clipes, costelas, chefes).
Limitações / riscos
- Gás aprisionado e porosidade de contração são comuns se o gate, temperatura da matriz, limpeza de fusão ou perfis de injeção são abaixo do ideal.
- Alto custo de ferramenta inicial (Aço endurecido morre) e prazo de entrega significativo da engenharia da matriz.
- Seções grossas (>5–6 mm) são propensos a defeitos de contração e requerem recursos de design especiais (descaroçamento, alimentadores) ou processos alternativos.
Quando usar
- Complexo, braquetes de paredes finas produzidos em volumes anuais médios a altos (normalmente milhares a milhões de unidades).
Baixa pressão, Variantes de semipressão e assistidas por vácuo
Fundição de baixa/semi-pressão
- O metal é alimentado na matriz aplicando-se uma quantidade relativamente baixa, pressão controlada no forno ou corredor (faixa típica 0.03–0.3 MPA). O enchimento é mais lento e suave que o HPDC.
- Produz peças fundidas com porosidade inferior e melhor alimentação de seções mais espessas; os tempos de ciclo são mais longos.
HPDC assistido por vácuo
- Uma bomba de vácuo evacua o ar da matriz ou do sistema de canal antes/durante o enchimento.
- Benefícios: porosidade de ar aprisionado bastante reduzida, consistência mecânica melhorada, menos bolhas e melhor soldabilidade.
- Frequentemente combinado com perfis de injeção controlados e desgaseificação por fusão para suportes estruturais.
Implicações práticas
- Essas abordagens híbridas são escolhidas quando a integridade do braquete (especialmente desempenho de fadiga) é importante, mas a geometria ou produtividade do HPDC ainda é desejada.
Eles aumentam a complexidade de capital/processo e acrescentam custo por peça em comparação ao HPDC convencional, mas pode melhorar substancialmente as propriedades mecânicas utilizáveis.
Gravidade (Molde Permanente) e fundição sob pressão de baixa pressão (LPDC)
Gravidade / fundição em molde permanente
- Metal fundido é derramado em um molde de metal reutilizável sob gravidade. O resfriamento é mais lento; alimentação e portão são passivos.
- Produz peças mais densas com menor porosidade de gás em comparação com HPDC padrão.
- Tempos de ciclo típicos: ~30–120 segundos (mais longo que HPDC).
- Mais adequado para braquetes moderadamente complexos com seções mais espessas ou onde é necessária menor porosidade, mas não é ideal para paredes muito finas.
Fundição de matriz de baixa pressão (LPDC) (distinto do enchimento de baixa pressão descrito anteriormente)
- Uma pressão (normalmente dezenas a centenas de milibares até ~0,3 MPa) é aplicado a partir da parte inferior para empurrar o metal para dentro da matriz; Mais devagar, o enchimento laminar reduz a turbulência e o aprisionamento de gás.
- O LPDC alcança uma melhor combinação de densidade e geometria do que a fundição por gravidade e é frequentemente usado para suportes estruturais que precisam de maior resistência à fadiga.
Quando escolher
- Produção de médio volume onde a integridade da peça e a menor porosidade são priorizadas em relação à velocidade absoluta do ciclo de HPDC.
Fundição por compressão e semi-sólido (Deus) Processamento
Squeeze fundição
- O metal fundido é derramado em uma matriz fechada e depois comprimido (espremido) enquanto solidifica. Esta pressão durante a solidificação preenche os canais de alimentação e fecha os poros de contração.
- Produz densidade quase forjada e propriedades mecânicas com porosidade muito baixa, muitas vezes aproximando-se do desempenho forjado.
Semissólido / processamento tixotrópico
- O metal é fundido em estado de pasta semissólida, que combina fragmentos sólidos e líquidos para que o fluxo seja mais laminar e menos turbulento, minimizando a porosidade e o arrastamento de óxido.
- Permite formas complicadas com propriedades mecânicas melhoradas em comparação com HPDC convencional.
Compensações
- Maior custo de equipamentos e processos, tempos de ciclo mais longos e controle de processo mais desafiador do que HPDC.
- Usado quando os ciclos de trabalho do suporte exigem a maior integridade possível (montagens de segurança, membros estruturais, colchetes relevantes para acidentes).
Resumo das orientações de seleção de processos
| Objetivo / Restrição | Processo preferido |
| Volume muito alto, paredes finas, recursos complexos | HPDC |
| Precisa de porosidade de gás reduzida para melhorar a fadiga | HPDC assistido por vácuo ou LPDC |
| Seções grossas, porosidade inferior, volumes médios | Gravidade / Molde permanente |
| Maior força / densidade quase forjada | Squeeze fundição / semissólido |
| Volumes moderados com melhor integridade que HPDC | Baixa pressão / semi-pressão |
4. Seleção de material para suportes de fundição sob pressão de alumínio
Ligas típicas e orientações de aplicação
| Liga (nome comum) | Uso típico |
| A380 / ADC12 (Cavalo de carga HPDC) | Bráquetes de uso geral — excelente moldabilidade, MACHINABILIDADE, força equilibrada. |
| A360 / semelhante | Corrosão melhorada e desempenho em temperaturas elevadas. |
| A383 | Melhor fluidez para geometrias muito finas ou altamente complexas. |
| A356 (forjado, Trial) | Usado quando maior ductilidade ou tratamento térmico (T6) é necessário; mais comum em fundições de baixa pressão ou em molde permanente. |
Propriedades representativas dos materiais (típico, dependente do processo)
Os valores variam de acordo com a química da liga, prática de derretimento, porosidade e pós-processamento. Use-os como pontos de partida de engenharia; validar por cupons de teste e amostragem de produção.
- Densidade: ≈ 2.72–2.80 g/cm³
- Módulo de elasticidade: ≈ 68–71GPa
- A380 (como elenco típico): Uts ≈ 280–340 MPa, rendimento ≈ 140–180 MPa, alongamento ≈ 1–4%
- A356 (T6 típico, tratado termicamente): Uts ≈ 260–320MPa, rendimento ≈ 200–240 MPa, alongamento ≈ 6–12%
- Condutividade térmica (peças fundidas em liga): típico 100–150 w/m · k (Dependente da liga e da porosidade)
- Dureza (como fundido): ~60–95 HB (varia de acordo com a liga e condição de calor)
Implicação do design: Se a função do suporte exigir maior ductilidade/desempenho de fadiga ou resistência a temperaturas elevadas, selecione ligas tratáveis termicamente ou um processo alternativo que reduza a porosidade.
5. Design para fundição sob pressão: Regras geométricas para colchetes

Espessuras de parede
- Faixa alvo:1.0–5,0 mm, com 1.5–4,0 mm sendo o ponto ideal prático para muitos suportes HPDC.
- Mantenha as paredes o mais uniformes possível. Quando seções espessas são inevitáveis, use núcleos ou nervuras locais para reduzir a massa e o encolhimento.
Rascunho, filetes e cantos
- Ângulos de rascunho: externo 0.5°–2°, interno 1°–3° dependendo da profundidade e textura.
- Filetes internos: recomendado ≥0,5–1,5× espessura da parede. Raios grandes reduzem a concentração de tensão e melhoram o fluxo do metal.
Costelas e reforços
- Espessura das costelas: aprox 0.4–0,6× espessura nominal da parede para evitar a criação de zonas de contração de seção espessa.
- Altura das costelas: tipicamente ≤ 3–4× espessura da parede; forneça filetes adequados na base.
- Use nervuras para aumentar a rigidez sem aumentar indevidamente a espessura da seção.
Chefes, buracos e fios
- Espessura da base do ressalto: manter o material mínimo abaixo das saliências igual à espessura nominal da parede; adicione reforços para transferência de carga.
- Tolerância da máquina para furos críticos/superfícies de referência:0.5–1,5 mm dependendo do tamanho do recurso e da precisão necessária.
- Estratégia de segmentação: prefiro roscas pós-usinadas ou inserido/helicóptero soluções para aplicações de alto torque/vida útil.
Tolerâncias dimensionais e tolerâncias CNC
- Tolerâncias típicas como fundido: ±0.1–0,3 mm (tamanho do recurso e classe de tolerância dependente).
- Especifique os dados antecipadamente; minimizar o número de superfícies pós-usinadas para controlar custos.
6. Tratamentos de superfície, Pós-usinagem, e Marcenaria
Acabamento superficial, a usinagem secundária e a estratégia de união são essenciais para transformar uma fundição quase final em um suporte adequado à finalidade.

Tratamentos térmicos
- Ligas HPDC (Família A380/ADC12): geralmente não altamente tratável termicamente no mesmo grau que ligas forjadas.
A380 pode ser envelhecido artificialmente (T5) para ganhos modestos de força; idade da solução completa (T6) os tratamentos são limitados pela química da liga e pela microestrutura típica do HPDC. - A356 e outras ligas fundidas: suporte T6 (solução + envelhecimento artificial) e proporcionar rendimento e desempenho à fadiga substancialmente melhorados - escolha estes se precisar de maior ductilidade/resistência e se o processo escolhido (molde permanente, LPDC ou aperto) acomoda tratamento térmico.
Pós-usinagem: Superfícies, A data, e parâmetros de processo
A pós-usinagem transforma uma fundição sob pressão de alumínio quase final em um componente de precisão com superfícies funcionais, tolerâncias controladas, e geometria de montagem repetível.
Quais superfícies usinar
- Dados críticos, faces de montagem, furos de rolamento e furos de precisão — sempre planeje a usinagem secundária.
- Deixar subsídio mínimo de usinagem em superfícies fundidas: subsídios típicos 0.3–1,5 mm, dependendo da precisão da fundição e do tamanho do recurso. Para dados de alta precisão, use a extremidade maior desse intervalo.
Exemplo de intervalos de parâmetros de corte
| Operação | Ferramenta | Velocidade de corte Vc (m/meu) | Alimentar | Profundidade de corte (por passe) |
| Fresamento frontal / desbaste | Fresa de facear de metal duro (indexável) | 250–600 | fz 0.05–0,35 mm/dente | 1–5 mm |
| Entalhamento / fresamento final (terminar) | Fresa de topo de metal duro (2–4 flautas) | 300–800 | fz 0.03–0,15 mm/dente | 0.5–3 mm |
| Perfuração (HSS-Co ou carboneto) | Broca de ponta espiral | 80–200 | 0.05–0,25 mm/rotação | profundidade de perfuração conforme necessário |
| Gerando / furo de acabamento | Alargador de metal duro | 80–150 | feed por rotação por diretrizes de ferramenta | a luz passa (0.05–0,2 mm) |
| Tocando (se usado) | Formando ou cortando torneira (com lubrificante) | N / D (usar bicadas e alimentação controlada) | conforme recomendado pelo fabricante de torneiras | - |
Opções de acabamento superficial
| Terminar | Propósito / beneficiar | Espessura típica | Notas |
| Revestimento de conversão (cromado ou não cromado) | Melhora a adesão de tinta/pó, Proteção à corrosão | filme < 1 µm (camada de conversão) | Pré-tratamento essencial antes da pintura/pó; alternativas ao cromato hexavalente usado para conformidade com RoHS/REACH |
| Anodizando (claro / decorativo) | Superfície dura, Resistência à corrosão, opções de cores | 5–25 µm (decorativo), 25–100 µm (anodização dura) | A porosidade fundida pode causar manchas/vazios; pré-gravação e vedação necessária; anodização espessa pode aumentar a mudança dimensional |
| Revestimento em pó | Durável, aparência uniforme, barreira contra corrosão | 50–120 µm típico | Requer boa preparação de superfície (revestimento de conversão) e baixa porosidade para evitar bolhas |
Pintura líquida |
Controle econômico de cor/textura | 20–80 µm | Cartilha + acabamento recomendado para uso externo |
| Níquel com eletricidade (EM) | Resistência ao desgaste, espessura controlada, propriedades elétricas | 5–25 µm típico | Requer pré-condicionamento adequado; fornece cobertura uniforme, incluindo recursos internos |
| Imersão a quente ou zincagem (em fixadores / inserções) | Proteção sacrificial contra corrosão | variável | Normalmente aplicado em fixadores de aço, não fundir peças de alumínio |
| Acabamentos mecânicos (tiro/explosão de contas, vibratório, polimento) | Superfície cosmética, alívio do estresse, suavização de superfície | N / D | Shot peening pode melhorar a vida em fadiga se controlado |
Selagem de porosidade e densificação avançada
Impregnação a vácuo
- Propósito: preencher vazios porosos e conectados à superfície com uma resina de baixa viscosidade para tornar as peças fundidas estanques e melhorar o acabamento cosmético.
- Casos de uso típicos: suportes para transporte de fluidos, caixas, painéis visíveis com porosidade, peças que serão anodizadas ou pintadas.
- Resumo do processo: as peças são colocadas em uma câmara de vácuo com resina; o vácuo atrai resina para os poros; a pressão auxilia na penetração; o excesso de resina é removido e curado.
- Nota de design: a impregnação a vácuo é uma etapa de remediação – não a use para compensar um canal/design inadequado que produz porosidade excessiva.
Pressionamento isostático quente (QUADRIL)
- Capacidade: pode fechar os poros internos de contração e melhorar a densidade e as propriedades mecânicas.
- Praticidade: eficaz, mas caro e não é comumente aplicado a suportes HPDC padrão; mais frequentemente usado em peças fundidas estruturais de alto valor, se garantido.
Inserções e fixadores
- Inserções roscadas: Inserções de latão/aço (prensado ou fundido) para fixação sob alta carga — resistência à tração 2–3x roscas fundidas sob pressão.
- Prendedores: Alumínio, aço, ou parafusos de aço inoxidável (combine o material com a liga do suporte para evitar corrosão galvânica).
- Métodos de marcenaria: Soldagem (TIG/MIG para suportes de alumínio), colagem adesiva (para montagens leves), ou fixação mecânica.
7. Qualidade, Inspeção, e defeitos comuns para colchetes

Defeitos comuns
- Porosidade do gás: hidrogênio/gases aprisionados produzem porosidade esférica.
- Porosidade de encolhimento: ocorre em espessura, zonas inadequadamente alimentadas.
- Cold Fechs / Misruns: devido à baixa temperatura de fusão ou interrupções de fluxo.
- Rachaduras quentes / lágrimas quentes: de deformações de tração durante a solidificação em áreas restritas.
- Flash e manchas superficiais: devido à incompatibilidade da matriz ou lubrificante excessivo.
Métodos de inspeção
- Visual + dimensional: primeira linha (Cmm, medição óptica).
- Tomografia computadorizada/raio-X: detectar porosidade interna e encolhimento (plano de amostragem de produção).
- Teste de pressão/vazamento: para braquetes selados ou que transportam fluidos.
- Teste mecânico: tração, dureza, amostras de fadiga de execuções de produção.
- Metalografia: microestrutura, fases intermetálicas e quantificação de porosidade.
Controlando defeitos
- Contramedidas críticas: portão/ventilação otimizado, Assistência a vácuo, desgaseificação por fusão, temperaturas controladas da matriz, e geometria apropriada da parede/nervura.
8. Desempenho mecânico de suportes de fundição sob pressão de alumínio
Comportamento estático
- As cargas de projeto devem ser verificadas pela FEA na geometria fundida e testando peças fundidas representativas.
Cálculos de projeto típicos usam a resistência à tração/ escoamento medida da liga, corrigida para porosidade medida e fatores de segurança apropriados ao serviço (1.5–3× dependendo da criticidade).
Desempenho de fadiga
- A vida em fadiga é altamente sensível a condição da superfície, concentrações de estresse e porosidade.
- A resistência à fadiga das ligas HPDC é normalmente menor do que as tratadas termicamente, alumínio forjado devido à porosidade fundida.
Para serviços dinâmicos, especifique testes de fadiga em peças fundidas de produção ou selecione processos que minimizem a porosidade (vácuo HPDC, Squeeze fundição).
Exemplos de números de engenharia (ilustrativo)
- Para um suporte feito de A380 fundido com UTS ~320 MPa e rendimento ~160 MPa, projetar fatores de segurança estática geralmente varia de 1,5 a 2,5 para peças não críticas; maior para acessórios críticos para a segurança.
A verificação de fadiga deve incluir testes SN em pelo menos 10⁶ ciclos, quando aplicável.
9. Corrosão, Térmico, e considerações elétricas
Corrosão
- O alumínio forma um óxido protetor, mas é vulnerável a Pitting em ambientes clorados e Corrosão galvânica quando conectado a metais catódicos (aço, cobre).
Use revestimentos, isolamento sacrificial (arruelas, mangas) ou selecione fixadores compatíveis.
Comportamento térmico
- Menor densidade e maior condutividade térmica do alumínio em comparação com o aço (condutividade térmica para ligas normalmente 100–150 W/m·K) torná-lo eficaz para suportes de dissipação de calor.
Esteja atento às diferenças de expansão térmica ao combinar com outros materiais.
Considerações elétricas
- O alumínio é eletricamente condutor e pode servir como caminho de aterramento ou EMI.
Em ambientes com campos magnéticos alternados, correntes parasitas em grandes suportes sólidos podem produzir aquecimento - projeto com ranhuras ou laminações, se necessário.
10. Vantagens dos suportes de fundição sob pressão de alumínio
- Redução de peso: Densidade de alumínio (~2,72–2,80 g/cm³) versus aço (~ 7,85 g/cm³) rendimentos ≈ 35% da massa de aço para volume igual - ou seja,, ~65% de economia de peso para a mesma geometria, permitindo montagens mais leves e economia de combustível/energia.
- Complexo, geometria integrada: reduz a contagem de peças e o tempo de montagem.
- Boa resistência à corrosão: óxido natural mais revestimentos.
- Condutividade térmica e elétrica: útil em gerenciamento térmico e aterramento.
- Reciclabalidade: a sucata de alumínio é altamente reciclável e a reciclagem consome uma pequena fração da energia da produção primária.
- Eficiência de custos de alto volume: As ferramentas amortizadas HPDC tornam o custo unitário muito competitivo em escala.
11. Principais aplicações de suportes de alumínio

- Automotivo & Ev: montagens de motor, suportes de transmissão, suportes de bateria, montagens de sensor/sistema adaptativo.
- Eletrônica de potência & mobilidade elétrica: estruturas de montagem de inversor/motor onde a dissipação de calor e a precisão dimensional são importantes.
- Telecomunicações & infraestrutura: montagens de antena, suportes de equipamentos ao ar livre.
- Máquinas industriais: suportes de caixa de velocidades e bomba, montagens de sensores.
- Aparelhos & eletrônica de consumo: chassi e suportes internos com requisitos estéticos/de ajuste exigentes.
- Médico & Aeroespacial (componentes selecionados): onde a certificação e os processos de maior integridade (vácuo, LPDC, espremer) são aplicados.
12. Suportes de alumínio vs.. Suportes de aço
| Categoria | Suportes de alumínio | Suportes de aço |
| Densidade / Peso | ~ 2,7 g/cm³ (leve; ~1/3 de aço) | ~7,8g/cm³ (significativamente mais pesado) |
| Proporção de força para peso | Alto; excelente eficiência para projetos sensíveis ao peso | Alta resistência absoluta, mas menor relação resistência-peso |
| Resistência à corrosão | Naturalmente resistente à corrosão; pode ser melhorado com anodização ou revestimento | Requer pintura, revestimento, ou galvanização para evitar ferrugem |
| Processos de fabricação | Muito adequado para fundição sob pressão, extrusão, Usinagem CNC | Comumente carimbado, soldado, forjado, ou usinado |
| Condutividade térmica | Alto (bom para aplicações de dissipação de calor) | Menor que o alumínio |
| Propriedades magnéticas | Não magnético (benéfico para usos eletrônicos e sensíveis a EMI) | Magnético (a menos que seja feito de aço inoxidável) |
| Comportamento de fadiga | Bom com design adequado; o desempenho depende do controle de porosidade em peças fundidas | Geralmente excelente resistência à fadiga, especialmente em estruturas forjadas ou soldadas |
Nível de custo |
Moderado; fundição sob pressão reduz o custo unitário em grandes volumes | Muitas vezes menor custo de material; a fabricação pode ser mais barata para peças de baixo volume |
| Acabamento superficial | Anodizando, revestimento em pó, pintura, Um revestimento | Pintura, revestimento em pó, galvanizando, óxido preto |
| Rigidez (Módulo elástico) | Mais baixo (~ 70 GPa); pode exigir seções mais espessas para a mesma rigidez | Alto (~ 200 GPa); mais rígido para a mesma geometria |
| Soldabilidade | Possível, mas limitado, para ligas fundidas sob pressão com alto teor de Si; risco de porosidade | Excelente para a maioria dos aços; juntas soldadas fortes |
| Reciclabalidade | Altamente reciclável com baixo custo de energia | Também reciclável, mas com maior energia de fusão |
| Aplicações típicas | Suportes leves automotivos, alojamentos eletrônicos, Componentes aeroespaciais | Suportes para cargas pesadas, esquadrias industriais, montagens estruturais |
13. Conclusão
Os suportes de fundição sob pressão de alumínio são uma solução amplamente aplicável quando são leves, alto volume, componentes geometricamente complexos são necessários.
O sucesso requer uma abordagem sistêmica: escolha a liga e o processo de fundição corretos para o caso de carga e o volume de produção; projeto com paredes uniformes, costelas/chefes e calado apropriados;
controlar a limpeza do fundido e a temperatura da matriz; e planejar inspeção e pós-processamento (usinagem, vedação, Revestimentos).
Para estática, braquetes sem fadiga Ligas da classe HPDC A380/ADC12 geralmente são suficientes; para estrutural, Aplicações sensíveis à fadiga, usar processos de vácuo/baixa pressão, ligas tratáveis termicamente ou squeeze casting e validar com amostragem de fadiga e END.
Perguntas frequentes
Que espessura de parede devo especificar para um suporte HPDC?
Apontar para 1.5–4,0 mm para a maioria dos suportes HPDC. Mantenha as paredes uniformes e evite mudanças bruscas de espessura; eliminar zonas espessas sempre que possível.
Os suportes fundidos precisam de usinagem?
Faces de montagem críticas, diâmetros de furo e roscas geralmente requerem pós-usinagem. Plano 0.5–1,5 mm subsídio de usinagem para referências.
Como a porosidade pode ser minimizada?
Use fundição assistida a vácuo, portão/ventilação otimizado, desgaseificação rigorosa do fundido e temperaturas controladas da matriz; considere métodos de fundição alternativos para porosidade ultrabaixa.
Os suportes fundidos em alumínio são adequados para aplicações de alta fadiga??
Eles podem ser, mas o desempenho em fadiga deve ser demonstrado em peças fundidas de produção.
Prefira vácuo/LPDC ou fundição por compressão e aplique aprimoramento de superfície (tiro peening, usinagem) para melhorar a vida.
Quanto mais leve é um suporte de alumínio comparado com um suporte de aço do mesmo volume?
Dadas densidades típicas, um suporte de alumínio é aproximadamente 35% do peso do suporte de aço do mesmo volume - ou seja,, ≈65% isqueiro, permitindo economias em massa significativas no nível do sistema.