Bevezetés
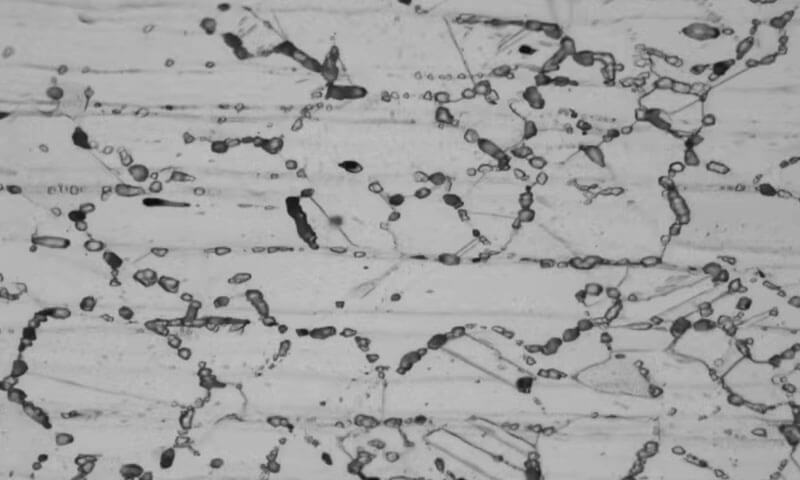
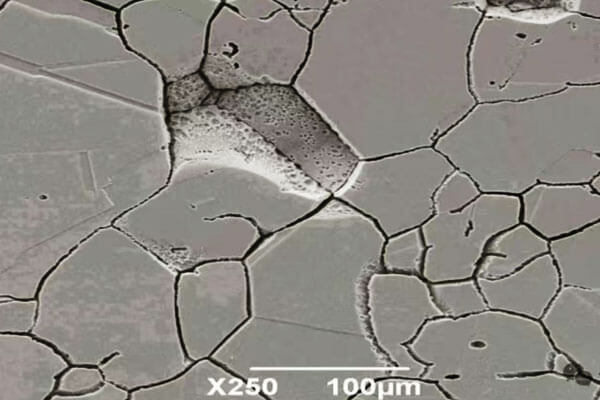
Granuláris korrózió (IGC), intergranuláris támadásnak is nevezik (IGA), a korrózió egy lokalizált formája, amely elsősorban a szemcsehatárok mentén halad, nem pedig a szemcse belsejében.
Gyakorlati szempontból, a fém elfogadhatónak tűnhet a felületen, miközben egy szűk támadási hálózat alakul ki alatta, végül csökkenti a szilárdságot és szétválást okoz, gabonaleválás, vagy kudarc.
A szemcsehatárok eredendően magasabb energiájú régiók, de általában nem válnak korróziós problémává, hacsak az ötvözetek kémiája vagy hőtörténete kémiailag nem különbözik a környező mátrixtól.
1. A szemcseközi korrózió definíciója
A szigorú meghatározás egyértelmű: szemcseközi korrózió olyan korrózió, amely fellép a szemcsehatárokon és azok mellett, viszonylag csekély támadással a gabona belsejében.
A legegyszerűbb elektrokémiai képen, a szemcsehatár-régió lesz anódos hely, és a szemcsebelső katódként működik, tehát a korróziós út a határhálózatot követi.
Ez a határtámadás különösen veszélyessé válik, ha a szemcsehatárokat kémiailag megváltoztatja a csapadék vagy a szegregáció.
Rozsdamentes acélokhoz, Az ASTM A262 több szabványos teszttel azonosítja a szemcsék közötti támadásra való érzékenységet az ausztenites minőségeknél,
és kifejezetten társítja az elfogadható oxálsavas maratási viselkedést a króm-karbid kiválással kapcsolatos érzékenységtől való mentességhez.
2. A szemcseközi korrózió képződési mechanizmusa
A központi mechanizmus az szemcsehatár-kémia változás.
Szenzibilizáció vagy öregedés során, ötvöző elemek vagy szennyeződések kicsapódhatnak a szemcsehatárokon, vagy a védőelemek kimerülhetnek a szomszédos mátrixból.
Ha egyszer ez megtörténik, a határterület és a környező szemcse már nem ugyanazon az elektrokémiai potenciálon, és a határ a feloldás preferált helyévé válik.
Ausztenites rozsdamentes acélokban, a klasszikus mechanizmus a króm-karbid kicsapás a szemcsehatárokon.
A karbidképzéssel elfogyasztott króm a határ mellett egy krómszegény zónát hagy, és ez a kimerült sáv elég korrózióállóságot veszít ahhoz, hogy előnyben részesítsék.
Az ASTM A262 ezt az ausztenites rozsdamentes acélok standard szenzibilizációs problémájaként kezeli, és az ASTM G108 elektrokémiai újraaktiválást használ a típus szenzibilizációs fokának számszerűsítésére 304 és 304L.
Alumíniumötvözetekhez, a mechanizmus részleteiben eltérő, de szerkezetében hasonló: szemcsehatár-csapadékok és a szomszédos csapadékmentes zónák helyi mikrogalvanikus cellákat hoznak létre.
A csapadék, a PFZ, és a mátrix különböző összetételű és korróziós potenciállal végződhet, ami a szemcsehatárt teszi a preferált korróziós úttá.
Az öregedhető alumíniumötvözetekkel kapcsolatos publikált munkák azt mutatják, hogy a kioltási sebesség a fő feldolgozási változó, mivel befolyásolja a határszélegálódást és a szemcsehatár-csapadék méretét/eloszlását..
3. Az ilyen típusú károsodások okai
A szemcseközi korrózió általában nem egyetlen okból származik. Több feltétel együttes hatására alakul ki:
- érzékeny ötvözetkémia,
- termikus ciklus, amely lehetővé teszi a szemcsehatár-kicsapódást vagy szegregációt,
- elégtelen hűtési sebesség vagy nem megfelelő hőkezelés,
- és egy olyan környezet, amely ki tudja használni a meggyengült határrégiót.
Rozsdamentes acélokban, az alacsony széntartalom segít, mert csökkenti a króm-karbid képzéshez rendelkezésre álló szenet, és a stabilizált vagy extra alacsony szén-dioxid-kibocsátású minőségeket úgy tervezték, hogy ellenálljanak az érzékenységnek a szokásos hegesztési műveletek során.
Az ASTM A262 kifejezetten megjegyzi, hogy az extra alacsony szén-dioxid-kibocsátású és stabilizált minőségek, mint például a 304L, 316L, 317L, 321, és 347 szenzibilizáló hőkezelések után tesztelik azt a tartományt, ahol a legvalószínűbb a karbid kiválás.
Alumíniumötvözetekben, a fontos ok az oldott anyag szegregáció kombinációja, csapadékképződés, és a PFZ kialakulása a szemcsehatárok körül oldatkezelés során, eloltás, és az öregedés.
Az oldatos kezelés utáni vízhűtés megakadályozhatja a szemcsék közötti korrózióra való hajlamot egyes öregedhető alumíniumötvözetek esetében a káros határkiválás és szegregáció korlátozásával.
Duplex rozsdamentes acélból, a hosszú távú öregedés elősegítheti a fázisváltozásokat, például a szigmafázisú növekedést, ami növeli az érzékenységet és csökkenti a lebontási potenciált.
A sovány duplex rozsdamentes acéllal kapcsolatos legújabb munkák azt mutatják, hogy az öregedés a 700 ° C és 800 A °C megváltoztatja a szemcseközi korróziós választ a fázisfejlődés és az öngyógyító viselkedés révén.
4. Szemcseközi korrózióra érzékeny anyagok
| Anyagi család | Tipikus érzékenységi mechanizmus | Miért sérülékeny | Közös ellenőrzési stratégia |
| Austenit rozsdamentes acélok | Króm-karbid kiválás és krómcsökkenés a szemcsehatárokon. | Az érzékenyítés egy krómszegény zónát hoz létre, amely elveszti passzivitását. | Alacsony széntartalmú osztályú, stabilizált fokozatok, oldat -lágyítás, gyors hűtés, hegesztési vezérlés. |
| Ferrit rozsdamentes acélok | Nem megfelelő hőhatás vagy hegesztés során króm-karbid vagy nitrid kiválás. | A határcsapadék lokálisan gyengébb korrózióállóságot okozhat. | ASTM A763 átvilágítás, hőkezelés szabályozása, hegesztési eljárás ellenőrzése. |
| Duplex rozsdamentes acélok | Fáziskiegyensúlyozatlanság és másodlagos fázis kialakulása öregedés vagy hegesztés során. | A szigma fázis és más átalakulások növelhetik az érzékenységet és csökkenthetik az ellenállást. | Szigorú hőszabályozás, kiegyensúlyozott ferrit/ausztenit, hegesztés utáni kezelés, ahol szükséges. |
Korban edzhető alumínium ötvözetek |
Szemcsehatár csapadékok és PFZ mikrogalvanikus tengelykapcsoló. | A határkémia különbözik a mátrixkémiától, kedvezményes támadást tesz lehetővé. | Kontroll oldatos kezelés, elzárási sebesség, és öregedő állapot. |
| Nikkel alapú ötvözetek | Szemcsehatár-karbidok és intermetallikus fázisok, különösen rossz hőszabályozás után. | A határoló csapadék ronthatja a korrózióállóságot és a hegesztési zóna teljesítményét. | Ötvözött választás, hőbevitel szabályozás, és megfelelő utóhegesztési gyakorlatok. |
| Sárgaréz bizonyos körülmények között | A határok gazdagítása vagy elkülönítése, beleértve a cinkkel kapcsolatos hatásokat is. | A határok kémiája reaktívabbá válhat, mint a szemcsék. | Ötvözetválasztás és környezetvédelem. |
5. A szemcseközi korrózió veszélyei
A szemcseközi korrózió nem azért veszélyes, mert mindig súlyosnak tűnik, hanem mert gyakran úgy alakul ki szerkezetileg rejtett.
A fém hosszú ideig megőrizheti felületi megjelenését, miközben szemcsehatárai halkan gyengülnek.
Miután a határhálózatot kellőképpen megtámadták, az alkatrész elveszítheti a rugalmasságát, erő, nyomástömörség, és a fáradtságállóság a vártnál jóval korábban.
Ez az, ami a szemcseközi korróziót különösen veszélyessé teszi a kritikus berendezésekben.
A mechanikai integritás elvesztése
A szemcseközi korrózió legközvetlenebb veszélye a teherbíró képesség fokozatos elvesztése.
Mivel a támadás a gabonahatárok mentén halad, a fém jelentősen csökkentheti a hatékony keresztmetszetet és a kohéziót anélkül, hogy az általános korrózióra jellemző egyenletes elvékonyodást mutatná.
Ez különösen súlyos azoknál az alkatrészeknél, amelyektől függ:
- szakítószilárdság,
- hajlítási ellenállás,
- nyomás visszatartása,
- vagy ciklikus terhelhetőség.
A szemcseközi korrózió által érintett alkatrész az ellenőrzés során sértetlennek tűnhet, ennek ellenére belső gabonahatár-hálózata már erősen sérülhet.
Az anyag későbbi betöltésekor, a meggyengült határok kevés figyelmeztetéssel válhatnak el egymástól.
Hirtelen és rideg típusú meghibásodás
A szemcseközi korrózió gyakran alakít át egy normálisan képlékeny anyagot olyanná, amely sokkal törékenyebb módon tönkremegy.
Miután a szemcsehatárok elveszítik a kohéziót, a repedések gyorsan terjedhetnek a legyengült hálózat mentén.
Az eredmény gyakran olyan törésfelület, amely szemcsésnek vagy interkristályosnak tűnik, nem pedig simán képlékenynek..
Ez a veszély azért fontos, mert csökkenti a figyelmeztetés határát. Lassú helyett, látható falvékonyodás, az alkatrész már csak szerény további terhelés vagy rezgés után meghibásodhat.
Gyakorlatban, így a szemcseközi korrózió az egyik veszélyesebb lokális korróziós mód a váratlan meghibásodások szempontjából.
Szivárgásképződés és nyomás-határ meghibásodás
Csövekhez, tartályok, hőcserélők, szeleptestek, és hegesztett nyomástartó berendezések, a fő gond gyakran nemcsak az erővesztés, hanem az is feszesség elvesztése.
A szemcseközi korrózió mikrorepedések és üregek határokkal összefüggő hálózatát hozhatja létre, amely végül lehetővé teszi a folyadék szivárgását.
Ez különösen veszélyes a hordozó rendszerekben:
- maró hatású folyadékok,
- nyomás alatti gázok,
- forró folyamatfolyamok,
- vagy veszélyes vegyi anyagokat.
Előfordulhat, hogy az alkatrész méretei elég épek maradnak ahhoz, hogy átmenjenek az alkalmi vizuális ellenőrzéseken, de még mindig nem működik nyomáshatárként, mert a korrózió szivárgási utat hozott létre a szemcsehatárok mentén.
Gyors repedésterjedés stressz alatt
Miután az intergranuláris támadás előrehaladt, bármilyen szolgáltatási igénybevétel felgyorsíthatja a károsodást.
Rezgések, termikus kerékpározás, mechanikai ütés, és a maradék feszültség mind segít megnyitni a már meggyengült szemcsehatárokat.
Ez az oka annak, hogy a szemcseközi korrózió gyakran olyan másodlagos repedési problémákkal párosul, mint a feszültség által segített törés.
A veszély nem csak maga a korrózió, hanem a korrózió és a terhelés kölcsönhatása.
Egy alkatrész túlélhet jóindulatú igénybevételi állapotban, de gyorsan meghibásodhat, ha ugyanaz a korróziós károsodott mikrostruktúra valós működési erőknek van kitéve.
Csökkentett fáradtság élettartama
Az ismétlődő terhelésnek kitett alkatrészek különösen sérülékenyek, mivel a szemcsehatár-támadás kis repedési iniciátorokat hoz létre.
Ezek a helyek koncentrálják a feszültséget, és csökkentik a ciklusok számát, amelyeket az anyag túlélhet a meghibásodás előtt.
A fáradtság veszélye jelentős:
- forgó tengelyek,
- ciklikus nyomástartó edények,
- hegesztett szerkezetek,
- rugó,
- és vibrációnak kitett gépalkatrészek.
Ilyen esetekben, A szemcseközi korrózió nem csupán az élettartamot csökkenti; teljesen megváltoztathatja a meghibásodási módot a kiszámítható fáradtság-felhalmozódásról az idő előtti törésre.
A rugalmasság és a szívósság elvesztése
A szemcsehatár-támadást elszenvedett anyag még elfogadható névleges kémiával rendelkezhet, de hajlékonysága és szívóssága erősen csökkenthető.
Ez kevésbé képes elnyelni az ütéseket, termikus torzítás, vagy helyi túlterhelés.
Ez különösen problémás a gyártás után, javító hegesztés, vagy hőhatásnak, mert a sérült terület várhatóan az alkatrész többi részéhez hasonlóan fog viselkedni.
Valóságban, a korrózió által megváltozott szemcsehatárok mechanikailag gyenge zónát hozhatnak létre, amely nagyon eltérően viselkedik, mint az érintetlen alapfém.
6. Ellenőrzési intézkedések
A szemcseközi korrózió megelőzése nem egyszeri feladat.
Irányítást igényel négy szint egyszerre: ötvözött választás, hőtörténet, gyártási gyakorlat, és szolgáltatási környezet.
Ha ezek közül bármelyiket figyelmen kívül hagyják, a szemcsehatár állapota kémiailag instabillá válhat, és az anyag sérülékeny maradhat még akkor is, ha az ömlesztett ötvözet hangosnak tűnik.
Anyagválasztás: A probléma megelőzése a tervezési szakaszban
Az első és leghatékonyabb védekezési intézkedés egy olyan ötvözet kiválasztása, amely természeténél fogva kevésbé érzékeny a szemcsehatár támadására a tervezett környezetben.
Használjon alacsony szén-dioxid-kibocsátású termékeket, ahol az érzékenység kockázatot jelent
Rozsdamentes acélokhoz, alacsony szén-dioxid-kibocsátású minőségek, mint pl 304L, 316L, és hasonló extra alacsony szén-dioxid-kibocsátású változatok előnyben részesítik, ha hegesztés vagy magas hőmérsékletű expozíció várható.
Az alacsonyabb széntartalom csökkenti a szemcsehatárokon képződő karbid mennyiségét, ami viszont csökkenti a króm kimerülését és az ezzel járó korróziós kockázatot.
Az igényes hőszolgáltatáshoz használjon stabilizált minőséget
Az osztályzatok stabilizálódnak titán vagy nióbium, mint például 321 és 347, Úgy tervezték, hogy a szenet stabilabb karbidokká kötjék meg, mielőtt a króm kiürülhetne a mátrixból.
Ez sokkal jobban ellenáll az érzékenységnek, mint a nem stabilizált minőségek sok hegesztett vagy hőnek kitett alkalmazásban.
Válasszon a környezethez illő ötvözeteket
Agresszív kloridban, sav, vagy magas hőmérsékletű szolgáltatás, jobb lehet, ha teljesen eltávolodunk a fogékony családoktól, és erősebb szemcsehatár-stabilitású ötvözeteket választunk, mint például a duplex rozsdamentes acélok vagy a nikkel alapú korrózióálló ötvözetek.
Más szavakkal, Az anyagválasztásnak nem csak az alapfém szilárdságán kell alapulnia, hanem arról is, hogyan viselkedik az ötvözet a gyártás után és a hosszú távú expozíció során.
Hőkezelés szabályozása: A mikrostruktúra kezelése, Nem csak a hőmérséklet
A hőkezelés az egyik leghatékonyabb eszköz a szemcseközi korrózió megelőzésére, mert meghatározza, hogy káros szemcsehatár-csapadék képződik-e és a helyén marad-e..
Oldat -lágyítás
Érzékeny rozsdamentes acélokhoz, oldat -lágyítás a standard korrekciós és megelőző kezelés.
Az ötvözetet az oldat tartományába melegítik, így a csapadék visszaoldódik a mátrixba, majd elég gyorsan lehűtjük, hogy az érzékeny hőmérsékleti tartományban megakadályozzuk az újbóli kicsapódást.
Ez visszaállítja az egyenletesebb összetételt és segít helyreállítani a korrózióállóságot.
Gyors hűtés fűtés után
A hűtési sebesség ugyanolyan fontos, mint a csúcshőmérséklet. Az érzékenyítési tartományon keresztüli lassú hűtés lehetővé teszi szemcsehatár-karbidok vagy intermetallikus fázisok kialakulását.
Gyors hűtés, gyakran hűtéssel, ha az az ötvözet és az alkatrész geometriájának megfelelő, segít megőrizni az oldattal kezelt állapotot.
Hegesztést követő hőkezelés
Hegesztett alkatrészekhez, hegesztés utáni hőkezelésre lehet szükség a maradék feszültség csökkentése és a kedvezőbb mikrostruktúra helyreállítása érdekében a hőhatászónában.
A pontos ciklus az ötvözetcsaládtól függ, szakasz vastagság, és szolgáltatási igény.
A cél nem egyszerűen az, hogy „újra felmelegítsük az alkatrészt,”, hanem a régiót sebezhetővé tevő szemcsehatár-kémia megszüntetésére.
Hegesztési vezérlés: Tartsa távol a hőtől sújtott zónát a problémáktól
A hegesztés a szemcseközi korrózió egyik leggyakoribb oka, mivel pontosan olyan termikus körülményeket teremt, amelyek elősegítik a szemcsehatár-kicsapódást és az érzékenységet..
Éppen ezért a hegesztési gyakorlatot szigorúan ellenőrizni kell.
Tartsa a hőbevitelt a lehető legalacsonyabb szinten
A nagy hőbevitel megnöveli a hőhatás zónáját, és megnöveli azt az időt, amelyet az anyag a kritikus hőmérsékleti tartományban tölt, ahol káros csapadék fordulhat elő.
Az alacsonyabb hőbevitel segít csökkenteni az érzékeny terület szélességét és súlyosságát.
Korlátozza az ismételt termikus ciklust
Többszöri áthaladás ugyanazon a területen fokozhatja az érzékenységet és megnövelheti az érintett zónát.
A hegesztési eljárásoknak minimálisra kell csökkenteniük a korábban hegesztett területek szükségtelen újramelegítését.
Gondosan válassza ki a töltőfémeket
A töltőfémnek kompatibilisnek kell lennie az alapötvözettel, és nem okozhat szükségtelen szén- vagy összetételi egyensúlyhiányt.
Érzékeny rozsdamentes acélokban, Az alacsony szén-dioxid-kibocsátású vagy stabilizált töltőrendszereket gyakran előnyben részesítik, hogy a hegesztési zóna ne legyen a gyenge pont.
A hűtés szabályozása hegesztés után
A gyors hűtés elősegíti, hogy a hegesztési zóna gyorsan áthaladjon a veszélyes zónán, ahol csapadék képződik.
A hűtési módot körültekintően kell megválasztani, hogy ne okozzon torzulást vagy repedést, de az alapelv ugyanaz marad: ne engedje, hogy a hőhatás zóna az érzékenységi tartományban maradjon.
Környezetvédelmi irányítás: Csökkentse a támadáshoz szükséges hajtóerőt
Még egy érzékeny mikrostruktúra is elfogadható maradhat, ha a szolgáltatási környezet enyhe.
Egymással szemben, egy mérsékelt ötvözet gyorsan meghibásodhat súlyos környezetben.
Éppen ezért a környezetvédelem a szemcseközi korróziómegelőzés kritikus része.
Csökkentse az agresszív médiának való kitettséget
Korlátozza a savakkal való érintkezést, kloridok, vagy más korrozív fajok, amikor csak lehetséges.
Folyamatrendszerekben, ez a kémia megváltoztatását jelentheti, hőmérséklet csökkentése, illetve a stagnálási és koncentrációs hatások csökkentése.
Adott esetben szabályozza az oxigént és a nedvességet
Vizes rendszerekben, az oldott oxigén és a kedvezőtlen elektrokémiai körülmények felgyorsíthatják a korróziós reakciókat.
Az oxigénmentesítés vagy a kémiai szabályozás segíthet csökkenteni a támadások hajtóerejét az érzékeny rendszerekben.
Adott esetben használjon bevonatot vagy bélést
Védő bevonatok, polimer bélés, vagy belső akadályok elszigetelhetik az ötvözetet a korrozív környezettől.
Ez különösen akkor hasznos, ha az alapötvözetet mechanikai okok miatt meg kell tartani, de a környezet túl agresszív a csupasz fémhez.
Alkalmazzon katódos védelmet a megfelelő rendszerekben
Egyes szerkezeteknél, A katódos védelem csökkentheti az elektrokémiai korróziós hajlamot.
Ez nem univerzális megoldás, de megfelelő környezetben hatékony része lehet egy nagyobb korrózióvédelmi programnak.
Felszíni kezelés: Állítsa vissza és védje meg a passzív állapotot
Az alkatrész felületi állapota erősen befolyásolja annak korróziós teljesítményét, különösen gyártás vagy hegesztés után.
Passziválás
A passziválást a felület tisztítására és egy stabilabb passzív film létrehozására használják. Segít eltávolítani a szabad vasat és más szennyeződéseket, amelyek befolyásolhatják a korrózióállóságot.
Pácolás
A pácolás eltávolítja az oxidréteget, hőtárnyalat, és egyéb felületi szennyeződések, különösen hegesztés vagy hőhatás után.
Ennek azért van jelentősége, mert egy sérült vagy szennyezett felület a helyi támadás kiindulópontja lehet még akkor is, ha a belső mikrostruktúra egyébként elfogadható..
Elektropropolising
Az elektropolírozás kisimítja a felületet, és javíthatja a passzív film egyenletességét.
Az érdesség és a felületi egyenetlenségek csökkentésével, csökkentheti a helyi területeket is, ahol nagyobb a korrózió kialakulásának valószínűsége.
7. Vizsgálati módszerek és alkalmazások
| Standard / módszer | Anyagi család | Mit mond neked | Tipikus felhasználás |
| ASTM A262 | Austenit rozsdamentes acélok | Szűri az intergranuláris támadásra való érzékenységet oxálsavmaratással, vas-szulfát-kénsav, salétromsav, és réz/réz-szulfát módszerek. | Anyag minősítés, szenzibilizációs szűrés, hibaelemzés. |
| ASTM A763 | Ferrit rozsdamentes acélok | Kimutatja az intergranuláris támadásra való érzékenységet a W gyakorlatok segítségével, X, Y, és z. | Ferrites minőségű minősítés és hegesztési/hőkezelési értékelés. |
ASTM G108 |
AISI típus 304 / 304L | Kvantitatívan méri az érzékenység mértékét elektrokémiai újraaktiválással. | Kutatás, összehasonlító érzékenységi rangsor, folyamat ellenőrzése. |
Ezek a szabványok azért hasznosak, mert a szemcseközi korrózió gyakran láthatatlan, amíg a károsodás jó előre nem halad.
Az ASTM A262 ezért praktikus szita ausztenites rozsdamentes anyagokhoz, Az ASTM A763 a ferrites családot szolgálja ki, és az ASTM G108 kvantitatív érzékenységi mérőszámot ad 304 és 304L.
Együtt használva, lehetővé teszik a kohász számára, hogy elkülönítse a „látszólag elfogadhatót” a „valójában ellenállótól”.
8. Integritás Integritás Menedzsment Rendszerbe
Egy robusztus integritáskezelő rendszernek a szemcseközi korróziót a életciklus-szabályozási probléma, nem csak anyagvizsgálati probléma.
Gyakorlatban, ez ötvözet minősítést jelent, hegesztési eljárás ellenőrzése, hőkezelési nyilvántartások, időszakos ellenőrzés,
és a hibaelemzési visszajelzéseket össze kell kötni, hogy az érzékenység ne kerüljön újra észrevétlenül a rendszerbe.
Ez egy mérnöki következtetés az ASTM A262 módszeréből, ASTM A763, és az ASTM G108 az anyagok szűrésére és az érzékenység számszerűsítésére szolgál, mielőtt a terepi hiba bekövetkezne.
Kritikus berendezésekhez, a leghatékonyabb megközelítés az anyagválasztás összekapcsolása, gyártástörténet, és a szolgáltatási környezet egyetlen vezérlőkörbe.
Ha egy alkatrész rozsdamentes, nem csak az a kérdés, hogy rozsdamentes-e, hanem az, hogy hegesztett-e, hőkezelt, és úgy tisztították, hogy megőrizze a krómban gazdag passzivitást a szemcsehatárokon.
Ha alumínium vagy nikkelötvözet, a kérdés az, hogy a csapadék szerkezete vagy a szemcsehatár szegregáció korrozív állapotba került-e.
Ez a rendszerszintű nézet az, ami megakadályozza, hogy az IGC rejtett életkorlátozó mechanizmussá váljon.
9. Következtetés
A szemcseközi korrózió egy szemcsehatár-korróziós mód, amelyet a helyi kémia vezérel, csapadék, elkülönítés, és hőtörténet.
Veszélyes, mert eltávolíthatja az erőt és az integritást, miközben megtévesztően érintetlen marad a felület.
A mechanizmus jól ismert az ausztenites rozsdamentes acéloknál, de megjelenik a ferrites rozsdamentes acélokban is, duplex rozsdamentes acélok, öregedhető alumíniumötvözetek, és nikkel alapú ötvözetek, amikor a szemcsehatárok kémiája kedvezőtlenné válik.
A gyakorlati védekezés is egyértelmű: válassza ki a megfelelő ötvözetet, szabályozza a hőbevitelt és a hűtési előzményeket, érvényesíteni a megfelelő ASTM vizsgálati módszerrel, és a hőhatászónát kritikus minőségi jellemzőként kezeljük.
A szemcseközi korrózió nem csak korróziós probléma; ez egy kohászat, gyártás, és megbízhatósági probléma.
GYIK
Mi a különbség a szemcseközi korrózió és az általános korrózió között??
Az általános korrózió többé-kevésbé egyenletesen támadja meg a felületet,
míg a szemcseközi korrózió követi a szemcsehatárokat és súlyos belső gyengülést okozhat viszonylag kis látható felületveszteséggel.
Miért beszélnek olyan gyakran a rozsdamentes acélokról a szemcseközi korrózióban??
Mivel sok rozsdamentes acél, különösen az ausztenites minőségek, érzékennyé válhat, amikor króm-karbidok képződnek a szemcsehatárokon, és krómszegény zónákat hagynak maguk után.
Az ASTM A262 kifejezetten ennek az érzékenységnek a kimutatására létezik.
A hegesztés szemcseközi korróziót okozhat?
Igen. A hegesztés hőhatású zónát hozhat létre, amely az érzékenységi tartományban tölt időt, elősegíti a kicsapódást vagy a szegregációt,
és hőárnyalatot hagy maga után, vagy egyéb olyan felületi körülményeket hagy maga után, amelyek csökkentik a korrózióállóságot.
Hogyan segítenek az alacsony szén-dioxid-kibocsátású rozsdamentes minőségek??
Az alacsonyabb széntartalom csökkenti a króm-karbid kiválásának hajtóerejét,
és olyan fokozatok, mint a 304L, 316L, 317L, 321, és 347 kifejezetten a szokásos hegesztési műveletek során történő érzékenység elleni küzdelemre szolgálnak.

