
Uvod
U investicionom livenju, topljenje je samo pola priče. The real transformation begins when the molten alloy enters the ceramic shell and starts to lose heat.
U tom trenutku, the metal moves from a liquid state toward a solid one, and the entire future of the casting is being decided: its soundness, its internal structure, its dimensional accuracy, and its susceptibility to defects.
This change from liquid to solid is called učvršćenja.
In metallurgical language, it is also referred to as primary crystallization, because it involves nucleation, crystal growth, and the formation of the final metal structure.
From a heat-transfer perspective, međutim, solidification is best understood as the process by which heat flows from the casting into the mold and then into the surrounding environment.
These two viewpoints describe the same event, but they emphasize different engineering questions.
The metallurgical view asks: How do nuclei form? How do grains grow? What kind of structure develops?
The thermal view asks: How fast does the casting lose heat? Where does solidification begin? Where are shrinkage defects likely to appear? How can the process be controlled?
Za investiciono livenje, the thermal view is especially practical. Many common casting defects—such as misruns, Smanjenje šupljine, mikroskupljanje, Vruće suze, poroznost gasa, segregacija, and inclusions—are closely tied to how the casting solidifies.
A strong understanding of solidification is therefore essential for designing gating, diže se, debljina ljuske, preheat temperature, uslovi hlađenja, and directional freezing strategy.
1. Why Solidification Matters in Investment Casting
A casting does not fail only because the metal was poured incorrectly. Very often, the root cause lies in the way the metal solidified after pouring.
If solidification is too fast in the wrong region, a section may freeze off before it is fully fed.
If it is too slow, shrinkage and segregation may become more severe.
And if the temperature field is uneven, hot spots may remain liquid long after the surrounding shell has stiffened, creating the conditions for cavities or cracking.
Investiciono livenje is especially sensitive because the process uses a ceramic shell rather than a thick, highly insulating sand mold.
That shell can be engineered for precision and fine detail, but it also means the thermal environment is highly deliberate.
Debljina školjke, zagrijati, premaz, izolacija, and metal pouring temperature all shape the temperature field and therefore determine the final quality of the casting.
U praksi, solidification is the hidden architecture of a casting. The mold may define the geometry, but solidification defines the internal reality.
2. Temperature Field of Investment Castings

Basic Concept of Casting Temperature Field
Nearly all physical phenomena occurring during casting solidification are temperature-dependent thermodynamic functions.
The core research objective of solidification heat transfer is to monitor dynamic temperature field variations within castings and ceramic shells over time.
By analyzing temperature field distribution, engineers can accurately predict critical production indicators:
real-time size of solidification zones on cross-sections, propagation speed of solidification fronts, spatial distribution of shrinkage defects, and total solidification time.
These analytical data provide reliable theoretical support for gating system design, riser arrangement, and auxiliary cooling measures.
In actual investment casting production, conventional auxiliary processes such as shell cotton wrapping, vodeno hlađenje, chill iron placement, coating thickening,
and forced air cooling essentially alter the temperature field distribution to regulate cooling sequences.
Although complex mathematical models and thermodynamic formulas are applied in numerical simulation calculations,
this article simplifies abstract mathematical derivations and focuses on practical industrial heat transfer principles for intuitive comprehension.
Practical Heat Transfer Characteristics in Mass Production
Most manufacturing personnel tend to oversimplify the cooling process, merely judging solidification status by intuitive cooling time while ignoring complex internal heat conduction mechanisms.
U investicionom livenju, the overall heat dissipation system includes heat radiation and convection from ceramic shells to the atmospheric environment.
Different cooling placement methods significantly affect heat transfer efficiency: finished shells can be placed on cooling racks, sand beds, or buried in filling sand.
Buried sand pouring represents a typical low-efficiency cooling method. Thick sand layers insulate the ceramic shell, drastically slowing external heat dissipation.
Prolonged high-temperature retention not only extends solidification cycles but also triggers adverse chemical reactions on defective shell materials, leading to chemical sand adhesion, surface pitting, slag porosity, and difficult shell removal.
In an extreme hypothetical scenario, if the ceramic shell achieves absolute thermal insulation without heat conduction or radiation, molten alloy inside will never complete solidification,
which intuitively demonstrates the decisive role of heat dissipation in solidification.
Heterogeneous Cooling Caused by Structural & Shell Thickness Differences
Industrial investment castings inevitably contain intricate geometric features, including grooves, inner cavities, Oštar uglovi, and transitional bends.
These complex structures result in uneven ceramic shell thickness. Even for identical positions on the same batch of products, inconsistent manual coating operations lead to non-uniform shell thickness.
Uneven shell thermal resistance disrupts the natural cooling sequence: originally pre-set rapid-solidification zones delay solidification, while thick-section areas with feeding requirements prematurely cool down.
This disordered solidification sequence directly induces abnormal shrinkage cavities and localized porosity.
Latent Heat of Crystallization & Internal Thermal Stress
Beyond macroscopic shell heat dissipation, the latent heat of crystallization is a frequently overlooked core factor.
During liquid-to-solid transformation, alloys continuously release latent heat, which reheats adjacent solidified zones and delays subsequent solidification progress.
Contrary to the simplified cognition of layer-by-layer outward solidification, the actual solidification interface is irregular and fluctuating.
Nadalje, uneven heat conduction generates non-uniform internal thermal stress throughout the casting.
Excessively concentrated thermal stress propagates along grain boundaries and structural weak points, eventually forming hot tearing and cold cracking defects.
Currently, mainstream casting simulation software relies on thermodynamic mathematical models to compute temperature field distribution, predicting solidification duration and shrinkage defect locations.
It is noteworthy that initial boundary conditions such as shell temperature, ambient temperature, and alloy pouring temperature directly determine simulation accuracy.
3. Key Factors That Affect Solidification
| Faktor | What it influences | Engineering consequence |
| Metal thermal diffusivity | How quickly temperature equalizes inside the casting | High diffusivity produces a flatter temperature profile and smaller gradients; low diffusivity creates steeper gradients. |
| Latent heat of crystallization | How much heat is released during freezing | Higher latent heat prolongs solidification and flattens the temperature field. |
| Solidification temperature | The temperature level at which freezing occurs | Higher freezing temperatures generally increase thermal gradients and mold heating. |
Mold thermal properties |
How fast the shell absorbs and transfers heat | Faster heat absorption speeds solidification but can also increase gradient intensity. |
| Temperatura izlijevanja | Initial thermal energy in the melt | Higher superheat delays solidification; lower superheat shortens freezing time but may increase misrun risk. |
| Debljina zida livenja | Heat content and freezing time | Thick sections cool more slowly and are more likely to form shrinkage defects. |
| Geometry and corner design | Local heat concentration and directional freezing | Krivulje, uglovi, and section transitions can create hot spots or improve cooling depending on shape. |
4. Influence of Metal Properties on Solidification
Toplotna difuzivnost
Thermal diffusivity describes how quickly heat spreads through a material.
In a casting, a higher thermal diffusivity means the temperature difference between surface and center disappears more quickly. The result is a more uniform temperature field.
A lower thermal diffusivity means heat remains trapped longer in the center, producing a steeper temperature profile.
This matters because the direction and speed of freezing depend on how rapidly heat can move through the metal.
All else equal, metals with low thermal diffusivity tend to solidify with a stronger temperature gradient and greater risk of internal hot spots.
Latent heat
When molten metal solidifies, it releases latent heat. This heat does not disappear instantly; it must be transferred into the shell before freezing can proceed.
A larger latent heat means the casting must shed more energy before complete solidification is achieved. That tends to extend freezing time and flatten the temperature field.
Freezing temperature
The absolute solidification temperature also matters. A metal that freezes at a higher temperature leaves the mold system hot for longer.
The temperature difference between the casting surface and shell interior can become larger, which affects the temperature field and the likely location of defects.
Općenito, lower-melting nonferrous alloys tend to exhibit different cooling behavior from higher-temperature steels and irons, which is one reason investment casting responds differently depending on alloy family.
5. Influence of Mold and Shell Properties
The shell is not passive. It is an active thermal partner in solidification.

Shell heat absorption
A shell that absorbs heat quickly will accelerate solidification.
That may be useful when precision or cycle time is important, but it can also create a sharper temperature gradient.
A shell that absorbs heat more slowly will lengthen solidification time and may make the temperature field flatter, but it can also increase the risk of shrinkage if feeding is not properly designed.
Shell prethodno zagrijati
U investicionom livenju, shell preheat is a major process variable.
A hotter shell reduces thermal shock and may improve filling, but it also reduces the thermal driving force for solidification at the start.
A cooler shell extracts heat faster, but may create flow or misrun risks if the metal loses temperature too rapidly during fill.
Shell preheat is therefore a balance between filling ability i kontrola očvršćavanja.
Shell thickness and local coating
Local shell thickness can vary because of shell-building technique, geometrija, and operator practice. Thicker shell sections insulate more and cool differently from thinner sections.
This can unintentionally alter the solidification sequence, causing the “right” area to freeze too early or the “wrong” area to remain liquid too long.
That is why shell uniformity matters so much. Uneven shell thickness can transform a casting that appears well designed into one with hidden shrinkage or distortion problems.
6. Influence of Pouring Conditions
Pouring conditions do not merely determine whether the mold fills. They also determine the starting point of solidification.

Pregrijati
Superheat is the amount by which the molten metal temperature exceeds its liquidus or freezing threshold.
A modest amount of superheat helps the metal stay fluid long enough to fill the mold.
But if superheat is too high, it effectively increases the thermal energy that the shell must remove before freezing can begin.
More superheat usually means:
- longer solidification time,
- a flatter or delayed freezing front,
- higher shell thermal load,
- and potentially greater risk of segregation or distortion if the cooling path is not controlled.
Pouring rate
Pouring rate influences both fill quality and thermal stability. Too slow, and the metal may begin freezing before the cavity is full.
Too fast, i turbulencija, uvučeni gas, or shell erosion may occur. The ideal pouring rate allows the mold to fill smoothly while preserving a controllable thermal field.
Pouring temperature vs. metal type
The effect of pouring temperature depends on the alloy and casting route.
U nekim sistemima, especially those with high mold thermal conductivity or metal molds, excess superheat is rapidly lost and the effect may be less dramatic.
U investicionom livenju, međutim, shell properties and part geometry often make pouring temperature a very important variable.
7. Influence of Casting Geometry
Casting geometry plays a central role in the solidification path.
Debljina zida
Thick sections hold more heat and solidify more slowly. Thin sections freeze quickly.
This difference creates a directional freezing pattern that can be used deliberately or, if poorly designed, can create defects.
Shape and corners
Shape changes the local cooling environment. Convex surfaces generally cool differently from flat surfaces because the surrounding shell volume available to absorb heat changes.
Concave surfaces and internal corners often cool more slowly because the shell mass around them is more constrained and the heat flow path is less favorable.
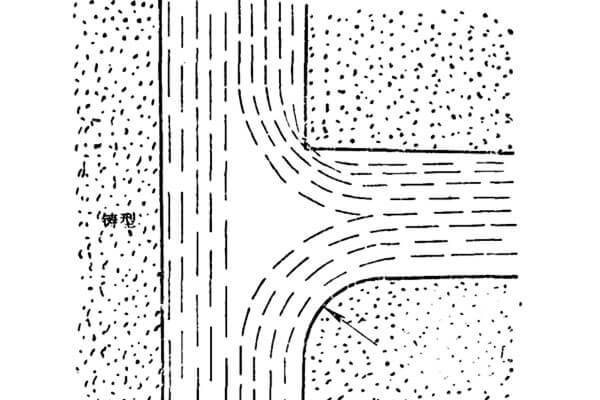
Radius versus sharp corner
A sharp internal corner is a classic hot-spot location.
Replacing a sharp internal corner with a radius increases the heat-transfer area and helps the corner solidify more evenly.
That is why internal fillets are often used to reduce hot cracking and shrinkage concentration.
A common misunderstanding is that a radius simply “adds thickness” and therefore must cool more slowly.
U stvarnosti, the larger heat-transfer surface can outweigh the added local mass, improving rather than worsening solidification behavior.
Section transitions
A sudden change from thick to thin section can disturb the freezing sequence.
The thin section may freeze first and isolate the thicker section, which then becomes vulnerable to shrinkage.
Good casting design avoids abrupt thermal discontinuities whenever possible.
8. Solidification Modes and Their Practical Meaning
Solidification can be broadly understood in terms of how the freezing front progresses through the part.
Usmjerava učvršćenja
This is the ideal case in casting design. The metal solidifies progressively from one end or surface toward a riser or feed region, so liquid metal can continuously feed the shrinking zone.
Directional solidification is the foundation of sound casting design because it helps prevent shrinkage cavities.
Chilling solidification
If a local area freezes too early because it loses heat rapidly, it may behave like a chilled zone.
This can be useful in selected cases, but if the solidified region blocks feeding to other areas, shrinkage defects may result.
Simultaneous solidification
If a large section freezes at nearly the same time throughout its volume, shrinkage feeding becomes difficult.
This mode is usually less desirable unless the process has been specifically designed to support it.
The practical objective in investment casting is usually to manage solidification so that feeding remains possible until the last critical hot spot has frozen.
9. Common Defects Formed During Solidification
Many casting defects originate during the freezing stage, not during pouring.
Shrinkage cavity
As liquid metal solidifies, IT ugovori. If the contraction is not fed by nearby liquid metal, a cavity may form in the last region to freeze.
Microshrinkage or shrinkage porosity
Instead of one visible cavity, the casting may contain many small internal voids in an area of insufficient feeding.
These are especially harmful in high-performance castings because they can reduce strength and leak resistance.
Vruće suze
If a casting is restrained during shrinkage and the shell or geometry prevents free contraction, cracking may occur while the metal is still partially solid.
Oštar uglovi, abrupt section changes, and poorly controlled thermal gradients increase this risk.
Segregacija
Tokom skrućivanja, alloying elements may not remain perfectly uniform.
Local differences in composition can form between early-freezing and late-freezing regions. This can affect mechanical properties and corrosion behavior.
Poroznost gasa
If gas is present in the melt or the shell cannot vent properly, gas pockets may become trapped as the metal freezes.
This is especially serious in precision castings where internal soundness matters.
10. How Solidification Is Controlled in Investment Casting
The purpose of process design is not simply to let the metal freeze. It is to make it freeze in a controlled way.
Practical methods include:
- choosing a suitable pouring temperature,
- preheating the shell to the correct level,
- controlling shell thickness and coating,
- designing gating and risering for directional freezing,
- using chills or local insulation where needed,
- managing post-pour cooling conditions,
- and keeping the temperature field as predictable as possible.
U mnogim livnicama, what appears to be a “casting defect problem” is actually a solidification-control problem.
If the temperature field is wrong, no amount of downstream inspection can fully restore the part.
11. Zaključak
Investment casting is often admired for its precision and surface quality, but those qualities are only achieved when solidification is properly understood and controlled.
The transition from liquid to solid is where the internal structure is created, where feeding is either preserved or lost, and where most major casting defects are either prevented or born.
The central lesson is simple: a good investment casting is not only poured correctly, but frozen correctly.
The temperature field, ponašanje ljuske, pouring condition, and casting geometry all work together to determine whether the final part becomes sound, stabilan, and useful.
Understanding solidification is therefore not a theoretical exercise. It is one of the most practical skills in investment casting engineering.

