
Giới thiệu
Trong số rất nhiều khiếm khuyết có thể xuất hiện trong quá trình đúc khuôn đầu tư, Bao gồm cát Và hố cát đặc biệt khó chịu vì chúng thường bắt nguồn từ những sai sót nhỏ trong quy trình rồi nhân lên thành những tổn thất lớn về chất lượng.
Một hạt vật liệu chịu lửa, một vết nứt nhỏ trên vỏ, hoặc một bước bất cẩn trong quá trình tẩy sáp hoặc xử lý vỏ có thể gây ô nhiễm vào khoang khuôn và làm hỏng vật đúc vốn được chế tạo tốt.
Những khiếm khuyết này không chỉ đơn thuần là về mặt thẩm mỹ. Chúng có thể làm giảm tính toàn vẹn bề mặt, thỏa hiệp độ chính xác chiều, tạo điểm tập trung ứng suất, và trong trường hợp nghiêm trọng buộc phải loại bỏ toàn bộ lô.
Đó là lý do tại sao các khuyết tật bao gồm cát và lỗ cát đáng được hiểu không chỉ là các vấn đề bề mặt., nhưng như lỗi kiểm soát quá trình.
TRONG Đúc đầu tư, Thử thách thực sự không chỉ đơn giản là đổ kim loại vào vỏ gốm.
Thách thức là duy trì tính toàn vẹn của toàn bộ khoang khuôn từ mẫu sáp đến lần đổ cuối cùng.. Các khuyết tật bao gồm cát và lỗ cát tiết lộ chính xác nơi tính toàn vẹn đó đã bị mất.
1. Khiếm khuyết bao gồm cát và lỗ cát là gì?
Bao gồm cát
Sự bao gồm cát đề cập đến một khiếm khuyết trong đó các hạt vật liệu chịu lửa, mảnh vỡ, mảnh vụn phủ, hoặc vật liệu gốm lỏng lẻo bị mắc kẹt trên bề mặt đúc hoặc ngay bên dưới nó trong khi đổ.
Sau khi rung chuyển, khiếm khuyết có thể xuất hiện dưới dạng các hạt nhúng hoặc thô, các vùng không đều trên da đúc.
hố cát
Hố cát thường là khoảng trống còn lại sau khi kim loại xung quanh và vật liệu bị lỗi được loại bỏ trong quá trình làm sạch hoặc gia công.
Trong điều khoản thực tế, những gì ban đầu xuất hiện dưới dạng vùi cát sau đó có thể được tiết lộ dưới dạng lỗ hoặc khoang sau khi lớp bề mặt bị ô nhiễm được loại bỏ.
Chúng khác nhau như thế nào
| Loại khuyết tật | Vẻ bề ngoài | Điều kiện gốc | Giai đoạn khám phá điển hình |
| Bao gồm cát | Cát nhúng, gốm, hoặc phủ các mảnh trên hoặc gần bề mặt | Vật liệu khuôn rời hoặc vỏ vỡ lọt vào khoang trong quá trình đổ | Sau khi lắc hoặc làm sạch bề mặt |
| hố cát | Khoang bề mặt hoặc khoảng trống còn lại sau khi loại bỏ vật liệu bị ô nhiễm | Vật đúc có vật liệu chịu lửa lạ rơi ra ngoài trong quá trình hoàn thiện | Sau khi nổ mìn, mài, hoặc gia công |
Cả hai có liên quan chặt chẽ với nhau. Sự bao gồm cát thường là gây ra, trong khi hố cát là kết quả được tiết lộ.
2. Tại sao những khiếm khuyết này lại phổ biến trong quá trình đúc đầu tư
Đúc mẫu chảy sử dụng vỏ gốm thay vì khuôn cát, rất nhiều người cho rằng những khuyết tật liên quan đến cát là rất hiếm. Trong thực tế, hệ thống shell giới thiệu lỗ hổng riêng của nó.
Mặc dù vỏ chính xác và mịn hơn so với khuôn cát thông thường, nó cũng tinh tế hơn và phụ thuộc nhiều hơn vào việc xử lý có kiểm soát.
Khuyết tật xuất hiện khi:
- vỏ nứt,
- bề mặt vỏ bong tróc,
- bột chịu lửa lỏng lẻo rơi vào khoang,
- khuyết điểm của mẫu sáp tạo ra điểm yếu,
- hoặc mảnh vụn xâm nhập vào khuôn trong quá trình tẩy sáp, bắn, hoặc đổ.
Bởi vì đúc mẫu thường được sử dụng cho các bộ phận phức tạp và có giá trị cao, ngay cả một sự kiện ô nhiễm nhỏ cũng có thể có tác động không tương xứng.
Quá trình này là chính xác, nhưng độ chính xác cũng có nghĩa là khả năng chịu lỗi ít hơn.
3. Sự bao gồm cát và hình thành hố cát như thế nào

Nứt vỏ hoặc sập cục bộ
Nếu vỏ gốm phát triển các vết nứt, phồng lên, sự đập vỡ, hoặc sụp đổ cục bộ, Các hạt chịu lửa có thể bong ra và rơi vào khoang khuôn.
Khi đổ kim loại, những hạt đó bị mắc kẹt trong hợp kim hóa rắn và trở thành khuyết tật bao gồm.
Các mảnh vụn rời khỏi cốc rót hoặc hệ thống cổng
Cốc rót là điểm tiếp xúc đầu tiên giữa kim loại nóng chảy và khoang khuôn.
Nếu cạnh của cốc rót thô ráp, yếu đuối, hoặc bị nhiễm bẩn bởi vật liệu vỏ rời, mảnh vụn có thể tách ra và bị kéo vào vật đúc.
Các lỗi về hoa văn trở thành lỗi khuôn
Nếu mẫu sáp có lỗ chân lông, vết nứt, rãnh, hoặc các đường nối chưa được sửa chữa, bùn phủ có thể xuyên qua những khuyết tật đó trong quá trình tạo vỏ.
Trong quá trình rót, sự xâm nhập gốm mỏng có thể sụp đổ hoặc vỡ ra, để lại một khoang hoặc vết lõm trong lần đúc cuối cùng.
Lỗi lắp ráp sáp
Tại các mối hàn trong cụm hoa văn, khoảng trống hoặc rãnh có thể bẫy vật liệu phủ. Nếu những điều này không được sửa chữa đúng cách, chúng trở thành vùng yếu trong vỏ.
Trong quá trình rót, những vùng đó có thể đổ vật liệu vào khoang và tạo ra các khuyết tật liên quan đến cát.
Ô nhiễm trong quá trình tẩy sáp
Trong quá trình tẩy sáp, hạt lỏng lẻo, bụi bẩn, hoặc các mảnh vỡ có thể rơi vào khoang.
Nếu sau đó vỏ không được làm sạch kỹ lưỡng, chúng vẫn là sự ô nhiễm tiềm ẩn. Khi kim loại nóng chảy đi vào, chúng được niêm phong vào vật đúc.
Ô nhiễm do nung hoặc nung sơ bộ
Nếu việc bắn đạn pháo không được kiểm soát đúng cách, bột chịu lửa lỏng lẻo có thể vẫn còn bên trong khoang khuôn.
Tương tự như vậy, nếu vỏ không được định hướng hoặc làm sạch chính xác, các hạt có thể lắng đọng ở những điểm thấp và sau đó bị mắc kẹt trong vật đúc.
Bộ lọc thiệt hại
Bộ lọc gốm cũng có thể trở thành nguồn rắc rối nếu chúng bị nứt, vỡ, hoặc cài đặt không đúng cách.
Một khi bị hư hỏng, chúng có thể làm rơi các mảnh vào dòng tan chảy và tạo ra các tạp chất cục bộ hoặc các lỗ trên bề mặt.
4. Nguyên nhân chính và hành động khắc phục
Các khuyết tật bao gồm cát và lỗ cát hiếm khi được gây ra bởi một sự cố nghiêm trọng duy nhất.
Thường xuyên hơn, chúng phát sinh từ một chuỗi điểm yếu của quy trình nhỏ: vỏ bị hư hỏng nhẹ, một cốc rót kém kín, làm sạch không đầy đủ sau khi tẩy sáp, hoặc một bộ lọc bị xử lý sai trước khi đổ.
Trong đúc đầu tư, đó chính xác là lý do tại sao những khiếm khuyết này lại gây khó chịu đến vậy: nguyên nhân gốc rễ thường nhỏ, nhưng hậu quả có thể nghiêm trọng.
Cách tốt nhất để kiểm soát những khuyết tật này là truy tìm chúng trở lại điểm mà vật lạ xâm nhập vào khoang khuôn., sau đó loại bỏ đường dẫn đó một cách có hệ thống.

Hư hỏng vỏ hoặc sụp đổ cục bộ
Một vết nứt, bị vỡ vụn, phồng lên, hoặc lớp vỏ bị suy yếu cục bộ có thể giải phóng các hạt chịu lửa trực tiếp vào khoang.
Một khi vỏ mất tính toàn vẹn, ngay cả một tác động nhỏ hoặc sốc nhiệt cũng có thể tạo ra các mảnh vụn lỏng lẻo bị mắc kẹt trong vật đúc trong quá trình đổ.
Hành động khắc phục:
- Tăng cường thực hành đóng vỏ và duy trì độ dày vỏ đồng đều.
- Cải thiện kiểm soát sấy và nung để tránh nứt nhiệt.
- Loại bỏ vỏ có vết nứt rõ ràng, phồng lên, bong tróc, hoặc sụp đổ cục bộ.
- Xử lý vỏ cẩn thận trong quá trình tẩy sáp, chuyên chở, và làm nóng trước.
Thiết kế cốc rót kém hoặc bị nhiễm bẩn ở điểm vào kim loại
Cốc rót là vùng tiếp xúc đầu tiên giữa kim loại nóng chảy và hệ thống khuôn.
Nếu cạnh của nó thô, giòn, bị ô nhiễm, hoặc bịt kín kém, vật liệu rời có thể rơi trực tiếp vào khoang và trở thành cát.
Hành động khắc phục:
- Sử dụng một cốc rót có mặt bích khi có thể, vì nó mượt mà, cạnh dày đặc ít có khả năng đổ vật liệu.
- Đảm bảo rằng các cốc được đậy nắp được đậy kín đúng cách và không để bùn xâm nhập.
- Coi như cốc rót gốm đúc sẵn để có độ ổn định cao hơn và giảm nguy cơ mảnh vụn.
- Làm sạch mép cốc trước khi rót và kiểm tra xem có bị hư hỏng hoặc các hạt bị lỏng không.
Nếu mẫu sáp có lỗ chân lông, vết nứt, rãnh, hoặc các đường hàn chưa được sửa chữa, Bùn vỏ có thể xâm nhập vào các khuyết tật đó trong quá trình phủ.
Sau đó, Trong quá trình đổ, những vùng yếu đó có thể sụp đổ hoặc bong ra, để lại một lỗ hoặc tạp chất trên bề mặt vật đúc.
Hành động khắc phục:
- Kiểm tra từng mẫu sáp trước khi đóng vỏ.
- Sửa chữa vết nứt, rãnh, và các khe hở đường may bằng các dụng cụ sửa chữa sáp thích hợp.
- Đảm bảo bề mặt mẫu đủ mịn để hỗ trợ lớp vỏ đồng nhất.
- Không gửi các cụm sáp bị lỗi đến tòa nhà vỏ.
Khiếm khuyết hình thành trong quá trình lắp ráp mẫu
Tại các khớp của cụm sáp, các đường nối kém kết hợp hoặc các khoảng trống hở có thể giữ lại bùn và tạo ra cầu vỏ yếu.
Những điểm này ban đầu trông có vẻ vô hại nhưng sau đó trở thành điểm gãy trong quá trình tẩy hoặc đổ sáp..
Hành động khắc phục:
- Sử dụng dao nóng điện, sáp sửa chữa, hoặc phương pháp tương tự để bịt kín hoàn toàn các đường nối và rãnh.
- Kiểm tra kỹ các mối hàn trước khi đóng vỏ.
- Đào tạo người vận hành để coi việc lắp ráp cụm là một bước chất lượng quan trọng, không phải là mỹ phẩm.
Các mảnh vụn xâm nhập vào khoang trong quá trình tẩy sáp
Trong quá trình tẩy sáp, mảnh sáp lỏng lẻo, bụi, bụi bẩn, hoặc mảnh vỏ có thể rơi vào khoang.
Nếu khoang sau đó không được làm sạch, vật liệu lạ vẫn còn ẩn cho đến khi kim loại được đổ vào.
Hành động khắc phục:
- Cắt và làm sạch cạnh cốc rót trước khi tẩy sáp.
- Sau khi sương, loại bỏ các mảnh vụn rời khỏi khoang bằng cách làm sạch không khí hoặc hút bụi.
- Nếu sử dụng phương pháp tẩy sáp bằng nước nóng, tránh đun sôi hoặc khuấy trộn mạnh có thể rửa chất gây ô nhiễm trở lại vỏ.
- Kiểm tra lại khoang sau khi tẩy sáp và trước khi nung.
Bụi hoặc các hạt vật liệu chịu lửa xâm nhập vào trong quá trình nung và đổ
Việc nung và làm nóng sơ bộ là cần thiết, nhưng chúng cũng tạo cơ hội cho các hạt lỏng lẻo lắng xuống bên trong khoang.
Nếu vỏ không được định hướng hoặc làm sạch đúng cách, bụi mịn chịu lửa có thể tồn tại ở những khu vực thấp và sau đó bám vào kim loại.
Hành động khắc phục:
- Đốt vỏ trong môi trường được kiểm soát và sạch sẽ.
- Hướng cốc rót xuống trong khi nung khi thích hợp để các hạt rời có thể rơi ra ngoài.
- Nếu cần, thực hiện chu trình làm sạch thứ hai sau lần nung đầu tiên.
- Sử dụng một Máy hút hình chữ T hoặc dụng cụ tương tự để loại bỏ các hạt khỏi mầm hoặc đáy đường rót trước khi đổ.
Bộ lọc gốm bị hỏng
Bộ lọc gốm chỉ hữu ích nếu chúng còn nguyên vẹn.
Bộ lọc bị nứt hoặc sứt mẻ có thể bị vỡ do áp lực nhiệt hoặc dòng chảy, và các mảnh của nó có thể bị mắc kẹt trong quá trình đúc hoặc chặn đường dẫn nguyên liệu theo cách tạo ra các khuyết tật.
Hành động khắc phục:
- Chọn bộ lọc chất lượng cao phù hợp với điều kiện hợp kim và đổ.
- Xử lý các bộ lọc một cách nhẹ nhàng để tránh sứt mẻ cạnh hoặc hư hỏng trước.
- Lắp đặt chúng cẩn thận để chúng không bị căng hoặc lệch.
- Loại bỏ mọi bộ lọc bị hư hỏng rõ ràng trước khi sử dụng.
5. Ảnh hưởng quan trọng của việc lựa chọn cốc rót đến việc ngăn ngừa hố cát
Cốc rót đóng vai trò là lối đi đầu tiên cho kim loại nóng chảy đi vào khoang khuôn, và thiết kế kết cấu cũng như lựa chọn vật liệu của nó trực tiếp xác định nguy cơ đổ cát của vỏ gốm.
Hầu hết các xưởng đúc bỏ qua việc tối ưu hóa cốc rót, dẫn đến lỗi lỗ cát lặp đi lặp lại.
Ba cốc rót phổ thông và hiệu suất chống khuyết tật của chúng được phân tích chi tiết:
Cốc rót mặt bích
Cạnh bích được sao chép từ mẫu sáp với lớp phủ bề mặt. Nó có cấu trúc vi mô nhỏ gọn và bề mặt nhẵn không có khoảng trống lõm.
Không giống như những chiếc cốc rót thông thường có cạnh thô, nó hầu như không tích tụ cát rời và cặn phủ, giảm đáng kể khả năng đổ cát.
Đây là sự lựa chọn tiết kiệm chi phí nhất cho vật đúc tiêu chuẩn được sản xuất hàng loạt.
Cốc rót có nắp đậy
Độ kín của nắp là điểm kiểm soát cốt lõi. Các nắp không đồng đều và các khoảng trống lắp ráp cho phép hỗn hợp sơn thấm vào và đông cứng lại thành các cặn dễ vỡ bên trong cốc.
Các tạp chất ẩn này sẽ bị kim loại nóng chảy ở nhiệt độ cao cuốn trôi trong quá trình rót, hình thành các khuyết tật lỗ cát điển hình.
Nên sử dụng miếng đệm kín và niêm phong nóng bằng sáp để tăng cường độ kín.
Cốc rót gốm đúc sẵn
Được coi là phụ kiện chống lỗ cát tối ưu trong đúc chính xác, cốc rót gốm đúc sẵn có khả năng chịu nhiệt độ cao, kết cấu chịu lửa ổn định, và không có nguy cơ đổ cát.
Nó có hiệu quả tránh các khuyết tật nứt và bong tróc của cốc rót bằng sáp trong quá trình chế tạo vỏ và rang ở nhiệt độ cao.
Nó có tính ứng dụng cao cho các mô-đun phức tạp và vật đúc chính xác bằng thép không gỉ tiêu chuẩn cao mặc dù chi phí mua sắm cao hơn.
6. Tại sao khuyết điểm lỗ cát thường xuất hiện sau khi vệ sinh
Các lỗ cát có thể không rõ ràng ngay sau khi đông đặc.
Chúng thường chỉ hiện rõ sau khi nổ mìn, mài, hoặc gia công loại bỏ lớp bề mặt mỏng che đi khuyết điểm.
Điều này khiến chúng đặc biệt nguy hiểm vì vật đúc có thể phát ra âm thanh cho đến cuối quá trình hoàn thiện..
Tại thời điểm đó, lỗi đã tiêu tốn thời gian, công suất máy, và thường phần lớn giá trị gia tăng của bộ phận đó.
Vật đúc có nhiễm bẩn vật liệu chịu lửa tiềm ẩn có thể vượt qua kiểm tra ban đầu nhưng không thành công trong quá trình chuẩn bị bề mặt cuối cùng. Đó là lý do tại sao việc kiểm soát hố cát phải bắt đầu từ rất lâu trước khi xử lý hậu kỳ..
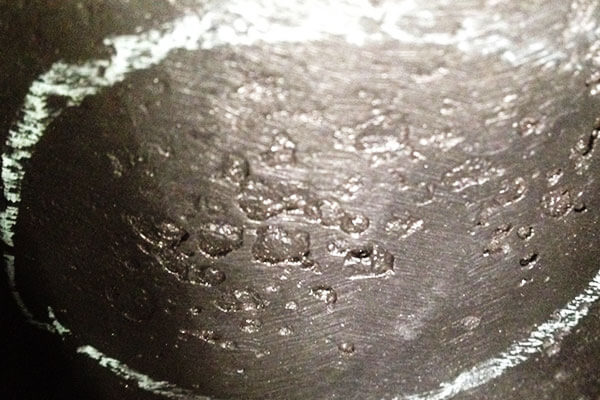
7. Manh mối kiểm tra thực tế
Các khuyết tật vùi cát và lỗ cát thường để lại dấu hiệu đặc trưng:
- thô, kết cấu bề mặt không đều,
- nhúng các hạt chịu lửa màu sáng,
- rỗ bề mặt cục bộ sau khi làm sạch,
- hình dạng khoang phù hợp với đường viền của các mảnh vụn bị mắc kẹt,
- và cặn dạng bột ở vùng khuyết tật khi bị đập hoặc vỡ ra.
Một đầu mối chẩn đoán hữu ích là màu sắc của cặn. Nếu bột hoặc mảnh vụn trùng với màu chịu lửa của vỏ, khiếm khuyết có thể liên quan đến vật liệu vỏ chứ không phải xỉ kim loại.
8. Tại sao những khiếm khuyết này lại quan trọng về mặt kinh tế
Các khuyết tật bao gồm cát và lỗ cát rất tốn kém vì chúng thường xuất hiện muộn trong quá trình. Đến lúc phát hiện ra lỗi, một phần đã được tiêu thụ:
- chất liệu hoa văn sáp,
- chất liệu vỏ,
- thời gian bắn,
- kim loại nóng chảy,
- tài nguyên xử lý nhiệt,
- và lao động gia công.
Trong vật đúc không gỉ có giá trị cao, thậm chí một sai sót có thể xóa đi tỷ suất lợi nhuận của một lô. Đó là lý do tại sao phòng ngừa luôn rẻ hơn làm lại.
9. Nhà cung cấp công nghiệp đáng tin cậy: Đúc thép không gỉ chính xác LangHe
Trong lĩnh vực đúc đầu tư tiêu chuẩn cao, quản lý quy trình tiêu chuẩn hóa và kiểm soát lỗi nghiêm ngặt là khả năng cạnh tranh cốt lõi của các nhà sản xuất cao cấp.
Langhe là nhà cung cấp chuyên nghiệp và đáng tin cậy dành riêng cho các dịch vụ đúc thép không gỉ chất lượng cao và gia công kim loại chính xác.
Tập trung vào các ngành đòi hỏi độ bền cơ học và khả năng chống ăn mòn cực cao, Langhe áp dụng quy trình chế tạo vỏ được tối ưu hóa, cấu hình cốc rót tiêu chuẩn, và quy trình phát hiện lỗi nhiều giai đoạn nghiêm ngặt.
Nó ngăn chặn hiệu quả các khuyết tật phổ biến như lẫn cát và lỗ cát trong vật đúc bằng thép không gỉ.
Được trang bị thiết bị nấu chảy tiên tiến và xưởng xử lý sau chính xác, Langhe cung cấp các giải pháp đúc thép không gỉ tùy biến cao để đáp ứng các yêu cầu ứng dụng công nghiệp nghiêm ngặt, cung cấp ổn định, khiếm khuyết thấp, và các sản phẩm đúc có độ tinh khiết cao cho khách hàng toàn cầu.
10. Phần kết luận
Cát vùi và hố cát không phải là tai nạn ngẫu nhiên. Chúng là kết quả có thể nhìn thấy được của quá trình đúc cho phép vật liệu chịu lửa ngoại lai, mảnh vỏ lỏng lẻo, hoặc ô nhiễm xâm nhập vào khoang khuôn.
Trong đúc đầu tư, nơi vỏ chính xác nhưng dễ vỡ, việc kiểm soát những khiếm khuyết này phụ thuộc vào sự chú ý đến từng chi tiết ở mọi giai đoạn:
- chất lượng mẫu sáp,
- tính toàn vẹn của vỏ,
- tẩy sáp sạch sẽ,
- kỷ luật sa thải,
- thiết kế cốc rót,
- điều kiện lọc,
- và kiểm tra khoang cuối cùng.
Bài học quan trọng nhất rất đơn giản: Sự bao gồm cát và hố cát không được giải quyết ở cuối quá trình; họ bị ngăn chặn ngay từ đầu.
Một khoang sạch, vỏ âm thanh, và một hệ thống cổng được thiết kế hợp lý là những biện pháp phòng vệ thực sự.
Câu hỏi thường gặp
Sự khác biệt cốt lõi giữa bao gồm cát và bao gồm xỉ là gì?
Bao gồm cát và lỗ cát tạo ra bột chịu lửa màu trắng hoặc hơi vàng sau khi khai thác, trong khi xỉ chứa tạp chất xỉ nóng chảy màu đen.
Đây là phương pháp nhận dạng đơn giản nhất trong kiểm tra công nghiệp.
Cốc rót nào có tác dụng chống lỗ cát tốt nhất?
Cốc rót gốm đúc sẵn sở hữu cấu trúc nhiệt độ cao ổn định, không có nguy cơ đổ cát, đứng đầu về ngăn ngừa khuyết tật; Cốc rót có mặt bích là giải pháp tiết kiệm chi phí nhất cho sản xuất hàng loạt thông thường.
Vị trí xuất hiện thường xuyên nhất của hố cát là gì?
Lỗ cát phân bố chủ yếu ở gần cốc rót, kênh dẫn nước và dòng chảy bên trong, nơi kim loại nóng chảy cọ xát mạnh vào lớp vỏ gốm.
Cách loại bỏ cát còn sót lại bên trong vỏ trước khi đổ?
Thiết bị hút cát hình chữ T được sử dụng để làm sạch cát nổi ở đáy đường dẫn; quá trình rang thứ cấp và làm sạch khoang lật được áp dụng cho vỏ bị ô nhiễm nặng.

