
Giới thiệu
Trong đúc đầu tư, tan chảy chỉ là một nửa câu chuyện. Sự biến đổi thực sự bắt đầu khi hợp kim nóng chảy đi vào lớp vỏ gốm và bắt đầu mất nhiệt.
Tại thời điểm đó, kim loại chuyển từ trạng thái lỏng sang trạng thái rắn, và toàn bộ tương lai của buổi casting đang được quyết định: tính đúng đắn của nó, cấu trúc bên trong của nó, độ chính xác về chiều của nó, và tính nhạy cảm của nó với các khuyết tật.
Sự chuyển từ thể lỏng sang thể rắn gọi là hóa rắn.
Theo ngôn ngữ luyện kim, nó còn được gọi là kết tinh sơ cấp, bởi vì nó liên quan đến quá trình tạo mầm, tăng trưởng tinh thể, và sự hình thành cấu trúc kim loại cuối cùng.
Từ góc độ truyền nhiệt, Tuy nhiên, quá trình hóa rắn được hiểu rõ nhất là quá trình nhiệt truyền từ vật đúc vào khuôn rồi ra môi trường xung quanh.
Hai quan điểm này mô tả cùng một sự kiện, nhưng họ nhấn mạnh những câu hỏi kỹ thuật khác nhau.
Quan điểm luyện kim hỏi: Hạt nhân hình thành như thế nào? Ngũ cốc phát triển như thế nào? Loại cấu trúc nào phát triển?
Chế độ xem nhiệt hỏi: Vật đúc mất nhiệt nhanh như thế nào? Quá trình đông đặc bắt đầu từ đâu? Các khuyết tật co ngót có thể xuất hiện ở đâu? Làm thế nào có thể kiểm soát quá trình này?
Để đúc đầu tư, quan điểm nhiệt đặc biệt thiết thực. Nhiều lỗi truyền thông thường—chẳng hạn như chạy sai, SHROWAGE CAUNIDE, sự co rút vi mô, Nước mắt nóng, Độ xốp khí, sự tách biệt, và tạp chất—có liên hệ chặt chẽ với cách thức vật đúc đông đặc lại.
Do đó, sự hiểu biết sâu sắc về quá trình hóa rắn là điều cần thiết để thiết kế cổng, tăng lên, Độ dày vỏ, nhiệt độ làm nóng trước, điều kiện làm mát, và chiến lược đóng băng định hướng.
1. Tại sao vấn đề kiên cố hóa trong đúc đầu tư
Quá trình đúc không thành công chỉ vì kim loại được đổ không đúng cách. Rất thường xuyên, nguyên nhân cốt lõi nằm ở cách kim loại đông cứng lại sau khi đổ.
Nếu quá trình đông đặc diễn ra quá nhanh ở sai vùng, một phần có thể bị đóng băng trước khi nó được nạp đầy đủ.
Nếu nó quá chậm, sự co rút và phân tách có thể trở nên nghiêm trọng hơn.
Và nếu trường nhiệt độ không đồng đều, các điểm nóng có thể vẫn ở dạng lỏng lâu sau khi lớp vỏ xung quanh đã cứng lại, tạo điều kiện cho sâu răng hoặc nứt.
Đúc đầu tư đặc biệt nhạy cảm vì quá trình này sử dụng vỏ gốm chứ không phải lớp dày, khuôn cát cách nhiệt cao.
Lớp vỏ đó có thể được thiết kế để có độ chính xác và chi tiết tốt, nhưng nó cũng có nghĩa là môi trường nhiệt có chủ ý cao độ.
Độ dày vỏ, làm nóng trước, lớp phủ, cách nhiệt, và nhiệt độ rót kim loại đều định hình trường nhiệt độ và do đó quyết định chất lượng cuối cùng của vật đúc.
Trong thực tế, kiên cố hóa là kiến trúc ẩn của vật đúc. Khuôn có thể xác định hình dạng, nhưng sự kiên cố hóa xác định thực tế bên trong.
2. Lĩnh vực nhiệt độ đúc đầu tư

Khái niệm cơ bản về trường nhiệt độ đúc
Gần như tất cả các hiện tượng vật lý xảy ra trong quá trình đông đặc vật đúc đều là các hàm nhiệt động phụ thuộc vào nhiệt độ..
Mục tiêu nghiên cứu cốt lõi của quá trình truyền nhiệt hóa rắn là theo dõi sự thay đổi của trường nhiệt độ động trong vật đúc và vỏ gốm theo thời gian..
Bằng cách phân tích phân bố trường nhiệt độ, các kỹ sư có thể dự đoán chính xác các chỉ số sản xuất quan trọng:
kích thước thời gian thực của vùng hóa rắn trên mặt cắt ngang, tốc độ lan truyền của mặt trận đông đặc, sự phân bố không gian của khuyết tật co ngót, và tổng thời gian đông đặc.
Những dữ liệu phân tích này cung cấp hỗ trợ lý thuyết đáng tin cậy cho việc thiết kế hệ thống cổng, sắp xếp Riser, và các biện pháp làm mát phụ trợ.
Trong thực tế sản xuất đúc đầu tư, các quy trình phụ trợ thông thường như bọc bông vỏ, làm mát nước, vị trí đặt bàn ủi lạnh, lớp phủ dày lên,
và làm mát không khí cưỡng bức về cơ bản làm thay đổi sự phân bố trường nhiệt độ để điều chỉnh trình tự làm mát.
Mặc dù các mô hình toán học phức tạp và các công thức nhiệt động được áp dụng trong tính toán mô phỏng số,
bài viết này đơn giản hóa các dẫn xuất toán học trừu tượng và tập trung vào các nguyên lý truyền nhiệt công nghiệp thực tế để hiểu trực quan.
Đặc tính truyền nhiệt thực tế trong sản xuất hàng loạt
Hầu hết nhân viên sản xuất có xu hướng đơn giản hóa quá mức quá trình làm mát, chỉ đánh giá trạng thái đông đặc bằng thời gian làm mát trực quan trong khi bỏ qua các cơ chế dẫn nhiệt phức tạp bên trong.
Trong đúc đầu tư, Hệ thống tản nhiệt tổng thể bao gồm bức xạ nhiệt và đối lưu từ vỏ gốm ra môi trường khí quyển.
Các phương pháp bố trí làm mát khác nhau ảnh hưởng đáng kể đến hiệu suất truyền nhiệt: vỏ đã hoàn thiện có thể được đặt trên giá làm mát, giường cát, hoặc chôn trong cát lấp.
Đổ cát chôn là một phương pháp làm mát hiệu quả thấp điển hình. Lớp cát dày cách nhiệt lớp vỏ gốm, làm chậm đáng kể sự tản nhiệt bên ngoài.
Việc duy trì nhiệt độ cao kéo dài không chỉ kéo dài chu kỳ hóa rắn mà còn gây ra các phản ứng hóa học bất lợi trên vật liệu vỏ bị lỗi, dẫn đến sự bám dính của cát hóa học, rỗ bề mặt, độ xốp của xỉ, và việc loại bỏ vỏ khó khăn.
Trong một tình huống giả định cực đoan, nếu vỏ gốm đạt được khả năng cách nhiệt tuyệt đối mà không dẫn nhiệt hoặc bức xạ, hợp kim nóng chảy bên trong sẽ không bao giờ đông đặc hoàn toàn,
điều này thể hiện trực quan vai trò quyết định của tản nhiệt trong quá trình hóa rắn.
Làm mát không đồng nhất do kết cấu & Sự khác biệt về độ dày vỏ
Vật đúc đầu tư công nghiệp chắc chắn chứa các đặc điểm hình học phức tạp, bao gồm cả rãnh, khoang bên trong, góc nhọn, và các khúc cua chuyển tiếp.
Những cấu trúc phức tạp này dẫn đến độ dày vỏ gốm không đồng đều. Ngay cả đối với các vị trí giống nhau trên cùng một lô sản phẩm, Thao tác phủ thủ công không nhất quán dẫn đến độ dày vỏ không đồng đều.
Khả năng chịu nhiệt của vỏ không đồng đều làm gián đoạn quá trình làm mát tự nhiên: các vùng đông đặc nhanh được thiết lập trước ban đầu làm trì hoãn quá trình đông đặc, trong khi các khu vực có tiết diện dày có nhu cầu cấp liệu sẽ nguội đi sớm.
Trình tự hóa rắn không đều đặn này trực tiếp gây ra các lỗ rỗng co ngót bất thường và độ xốp cục bộ..
Ẩn nhiệt kết tinh & Căng thẳng nhiệt bên trong
Ngoài tản nhiệt vỏ vĩ mô, nhiệt ẩn của sự kết tinh là yếu tố cốt lõi thường bị bỏ qua.
Trong quá trình biến đổi từ lỏng sang rắn, hợp kim liên tục giải phóng nhiệt ẩn, làm nóng lại các vùng đông đặc lân cận và trì hoãn quá trình đông đặc tiếp theo.
Trái ngược với nhận thức đơn giản về sự kiên cố hóa bên ngoài từng lớp, giao diện hóa rắn thực tế không đều và dao động.
Hơn nữa, dẫn nhiệt không đều tạo ra ứng suất nhiệt bên trong không đồng đều trong suốt quá trình đúc.
Ứng suất nhiệt tập trung quá mức lan truyền dọc theo ranh giới hạt và các điểm yếu cấu trúc, cuối cùng hình thành các khuyết tật nứt nóng và nứt lạnh.
Hiện nay, phần mềm mô phỏng đúc chính thống dựa trên các mô hình toán học nhiệt động lực học để tính toán phân bố trường nhiệt độ, dự đoán thời gian hóa rắn và vị trí khuyết tật co ngót.
Đáng chú ý là các điều kiện biên ban đầu như nhiệt độ vỏ, nhiệt độ môi trường xung quanh, và nhiệt độ đổ hợp kim trực tiếp xác định độ chính xác mô phỏng.
3. Các yếu tố chính ảnh hưởng đến quá trình hóa rắn
| Nhân tố | Nó ảnh hưởng gì | Hậu quả kỹ thuật |
| Độ khuếch tán nhiệt kim loại | Nhiệt độ cân bằng bên trong vật đúc nhanh như thế nào | Độ khuếch tán cao tạo ra cấu hình nhiệt độ phẳng hơn và độ dốc nhỏ hơn; độ khuếch tán thấp tạo ra độ dốc lớn hơn. |
| Ẩn nhiệt kết tinh | Bao nhiêu nhiệt lượng được giải phóng trong quá trình đóng băng | Ẩn nhiệt cao hơn kéo dài quá trình đông đặc và làm phẳng trường nhiệt độ. |
| Nhiệt độ đông đặc | Mức nhiệt độ tại đó xảy ra hiện tượng đóng băng | Nhiệt độ đóng băng cao hơn thường làm tăng độ dốc nhiệt và làm nóng khuôn. |
Tính chất nhiệt của khuôn |
Vỏ hấp thụ và truyền nhiệt nhanh như thế nào | Hấp thụ nhiệt nhanh hơn tốc độ hóa rắn nhưng cũng có thể tăng cường độ gradient. |
| Nhiệt độ đổ | Nhiệt năng ban đầu trong quá trình nóng chảy | Quá nhiệt cao hơn làm chậm quá trình đông đặc; nhiệt độ quá thấp sẽ rút ngắn thời gian đóng băng nhưng có thể làm tăng nguy cơ chạy sai. |
| Độ dày thành đúc | Hàm lượng nhiệt và thời gian đóng băng | Phần dày nguội chậm hơn và có nhiều khả năng hình thành các khuyết tật co ngót. |
| Hình học và thiết kế góc | Tập trung nhiệt cục bộ và đóng băng định hướng | Đường cong, góc, và chuyển tiếp phần có thể tạo ra các điểm nóng hoặc cải thiện khả năng làm mát tùy theo hình dạng. |
4. Ảnh hưởng của tính chất kim loại đến quá trình hóa rắn
Độ khuếch tán nhiệt
Độ khuếch tán nhiệt mô tả tốc độ lan truyền nhiệt qua vật liệu.
Trong một buổi casting, độ khuếch tán nhiệt cao hơn có nghĩa là chênh lệch nhiệt độ giữa bề mặt và trung tâm biến mất nhanh hơn. Kết quả là một trường nhiệt độ đồng đều hơn.
Độ khuếch tán nhiệt thấp hơn có nghĩa là nhiệt bị giữ lại lâu hơn ở trung tâm, tạo ra một hồ sơ nhiệt độ dốc hơn.
Điều này quan trọng vì hướng và tốc độ đóng băng phụ thuộc vào tốc độ nhiệt có thể di chuyển qua kim loại..
Tất cả đều bình đẳng, kim loại có độ khuếch tán nhiệt thấp có xu hướng đông đặc với gradient nhiệt độ mạnh hơn và có nguy cơ xuất hiện các điểm nóng bên trong cao hơn.
Ẩn nhiệt
Khi kim loại nóng chảy đông đặc lại, nó giải phóng nhiệt ẩn. Sức nóng này không biến mất ngay lập tức; nó phải được chuyển vào vỏ trước khi tiến hành đông lạnh.
Nhiệt ẩn lớn hơn có nghĩa là vật đúc phải tỏa ra nhiều năng lượng hơn trước khi đạt được sự hóa rắn hoàn toàn. Điều đó có xu hướng kéo dài thời gian đóng băng và làm phẳng trường nhiệt độ.
Nhiệt độ đông đặc
Nhiệt độ hóa rắn tuyệt đối cũng có vấn đề. Kim loại đóng băng ở nhiệt độ cao hơn khiến hệ thống khuôn nóng lâu hơn.
Chênh lệch nhiệt độ giữa bề mặt đúc và bên trong vỏ có thể lớn hơn, ảnh hưởng đến trường nhiệt độ và vị trí có thể có khuyết tật.
Nói chung, hợp kim màu nóng chảy thấp hơn có xu hướng biểu hiện hành vi làm mát khác với thép và bàn là có nhiệt độ cao hơn, đó là một lý do khiến việc đúc mẫu chảy phản ứng khác nhau tùy thuộc vào họ hợp kim.
5. Ảnh hưởng của đặc tính khuôn và vỏ
Vỏ không thụ động. Nó là một đối tác nhiệt tích cực trong quá trình hóa rắn.

Hấp thụ nhiệt vỏ
Lớp vỏ hấp thụ nhiệt nhanh sẽ đẩy nhanh quá trình đông đặc.
Điều đó có thể hữu ích khi độ chính xác hoặc thời gian chu kỳ là quan trọng, nhưng nó cũng có thể tạo ra sự chênh lệch nhiệt độ sắc nét hơn.
Lớp vỏ hấp thụ nhiệt chậm hơn sẽ kéo dài thời gian đông đặc và có thể làm cho trường nhiệt độ phẳng hơn., nhưng nó cũng có thể làm tăng nguy cơ co ngót nếu việc cho ăn không được thiết kế hợp lý.
Vỏ làm nóng trước
Trong đúc đầu tư, Shell làm nóng trước là một biến quy trình chính.
Lớp vỏ nóng hơn giúp giảm sốc nhiệt và có thể cải thiện khả năng làm đầy, nhưng nó cũng làm giảm động lực nhiệt để hóa rắn khi bắt đầu.
Vỏ mát tản nhiệt nhanh hơn, nhưng có thể tạo ra rủi ro về dòng chảy hoặc chạy sai nếu kim loại mất nhiệt độ quá nhanh trong quá trình điền đầy.
Do đó, quá trình gia nhiệt trước của Shell là sự cân bằng giữa khả năng làm đầy Và kiểm soát kiên cố hóa.
Độ dày vỏ và lớp phủ cục bộ
Độ dày vỏ cục bộ có thể thay đổi do kỹ thuật tạo vỏ, hình học, và thực hành điều hành. Phần vỏ dày hơn cách nhiệt tốt hơn và mát hơn so với phần mỏng hơn.
Điều này có thể vô tình làm thay đổi trình tự hóa rắn, khiến vùng “đúng” bị đóng băng quá sớm hoặc vùng “sai” duy trì trạng thái lỏng quá lâu.
Đó là lý do tại sao tính đồng nhất của shell lại quan trọng đến vậy. Độ dày vỏ không đồng đều có thể biến vật đúc có vẻ được thiết kế tốt thành vật đúc có vấn đề co ngót hoặc biến dạng tiềm ẩn.
6. Ảnh hưởng của điều kiện đổ
Điều kiện đổ không chỉ xác định khuôn có đầy hay không. Họ cũng xác định điểm bắt đầu của quá trình đông đặc.

Quá nóng
Quá nhiệt là lượng mà nhiệt độ kim loại nóng chảy vượt quá ngưỡng chất lỏng hoặc ngưỡng đóng băng của nó.
Một lượng quá nhiệt vừa phải giúp kim loại ở trạng thái lỏng đủ lâu để lấp đầy khuôn.
Nhưng nếu nhiệt độ quá cao, nó làm tăng hiệu quả năng lượng nhiệt mà vỏ phải loại bỏ trước khi quá trình đóng băng có thể bắt đầu.
Quá nhiệt hơn thường có nghĩa là:
- thời gian đông đặc lâu hơn,
- mặt trước đóng băng phẳng hơn hoặc chậm hơn,
- tải nhiệt vỏ cao hơn,
- và có nguy cơ bị phân tách hoặc biến dạng cao hơn nếu đường làm mát không được kiểm soát.
Tốc độ đổ
Tốc độ đổ ảnh hưởng đến cả chất lượng đổ đầy và độ ổn định nhiệt. Quá chậm, và kim loại có thể bắt đầu đông cứng trước khi khoang chứa đầy.
Quá nhanh, và nhiễu loạn, khí cuốn theo, hoặc xói mòn vỏ có thể xảy ra. Tốc độ rót lý tưởng cho phép khuôn đổ đầy trơn tru trong khi vẫn duy trì trường nhiệt có thể kiểm soát được.
Nhiệt độ rót so với. loại kim loại
Ảnh hưởng của nhiệt độ rót phụ thuộc vào hợp kim và đường đúc.
Trong một số hệ thống, đặc biệt là những khuôn có độ dẫn nhiệt cao hoặc khuôn kim loại, quá nhiệt dư thừa sẽ nhanh chóng bị mất đi và hiệu ứng có thể ít ấn tượng hơn.
Trong đúc đầu tư, Tuy nhiên, Đặc tính vỏ và hình dạng bộ phận thường làm cho nhiệt độ rót trở thành một biến số rất quan trọng.
7. Ảnh hưởng của hình học đúc
Hình học đúc đóng vai trò trung tâm trong quá trình hóa rắn.
Độ dày tường
Phần dày giữ nhiệt nhiều hơn và đông cứng chậm hơn. Phần mỏng đóng băng nhanh chóng.
Sự khác biệt này tạo ra một mô hình đóng băng định hướng có thể được sử dụng một cách có chủ ý hoặc, nếu thiết kế kém, có thể tạo ra khuyết điểm.
Hình dạng và các góc
Hình dạng thay đổi môi trường làm mát cục bộ. Bề mặt lồi thường nguội đi khác với bề mặt phẳng vì thể tích vỏ xung quanh có sẵn để hấp thụ sự thay đổi nhiệt.
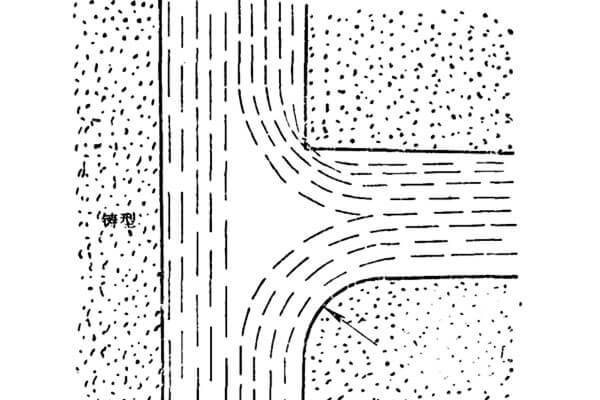
Các bề mặt lõm và các góc bên trong thường nguội chậm hơn do khối vỏ xung quanh chúng bị bó buộc nhiều hơn và đường truyền nhiệt kém thuận lợi hơn..
Bán kính so với góc nhọn
Góc nội bộ sắc nét là vị trí điểm nóng cổ điển.
Thay thế góc nhọn bên trong bằng bán kính sẽ tăng diện tích truyền nhiệt và giúp góc cứng lại đều hơn.
Đó là lý do tại sao phi lê bên trong thường được sử dụng để giảm nồng độ nứt nóng và co ngót..
Một sự hiểu lầm phổ biến là bán kính chỉ đơn giản là “thêm độ dày” và do đó phải nguội chậm hơn.
Trong thực tế, bề mặt truyền nhiệt lớn hơn có thể lớn hơn khối lượng cục bộ được thêm vào, cải thiện thay vì làm xấu đi hành vi hóa rắn.
Chuyển tiếp phần
Sự thay đổi đột ngột từ phần dày sang phần mỏng có thể làm xáo trộn trình tự đóng băng.
Phần mỏng có thể đóng băng trước và cô lập phần dày hơn, sau đó trở nên dễ bị co rút.
Thiết kế đúc tốt tránh sự gián đoạn nhiệt đột ngột bất cứ khi nào có thể.
8. Các chế độ kiên cố hóa và ý nghĩa thực tế của chúng
Quá trình hóa rắn có thể được hiểu rộng rãi theo nghĩa mặt trước đóng băng tiến triển như thế nào thông qua phần.
Sự hóa rắn định hướng
Đây là trường hợp lý tưởng trong thiết kế đúc. Kim loại đông đặc dần dần từ một đầu hoặc bề mặt về phía vùng nâng hoặc vùng cấp liệu, nên kim loại lỏng có thể liên tục cung cấp năng lượng cho vùng co lại.
Quá trình hóa rắn định hướng là nền tảng của thiết kế đúc âm thanh vì nó giúp ngăn ngừa các lỗ rỗng do co ngót.
đông đặc lạnh
Nếu một khu vực địa phương đóng băng quá sớm vì mất nhiệt nhanh chóng, nó có thể hoạt động giống như một vùng lạnh.
Điều này có thể hữu ích trong các trường hợp được chọn, nhưng nếu vùng đông đặc cản trở việc cung cấp thức ăn cho các vùng khác, khuyết tật co ngót có thể dẫn đến.
Hóa rắn đồng thời
Nếu một phần lớn đóng băng gần như cùng lúc trong suốt thể tích của nó, việc cho ăn bị co rút trở nên khó khăn.
Chế độ này thường ít được mong muốn hơn trừ khi quy trình được thiết kế đặc biệt để hỗ trợ nó.
Mục tiêu thực tế của quá trình đúc mẫu thường là quản lý quá trình hóa rắn để vẫn có thể cho ăn cho đến khi điểm nóng tới hạn cuối cùng đóng băng..
9. Các khuyết tật thường gặp hình thành trong quá trình hóa rắn
Nhiều khuyết tật đúc bắt nguồn từ giai đoạn đóng băng, không phải trong lúc đổ.
Khoang co ngót
Khi kim loại lỏng đông đặc lại, Nó hợp đồng. Nếu sự co lại không được cung cấp bởi kim loại lỏng gần đó, một khoang có thể hình thành ở vùng cuối cùng để đóng băng.
Độ co rút vi mô hoặc độ xốp co ngót
Thay vì một khoang có thể nhìn thấy, vật đúc có thể chứa nhiều khoảng trống nhỏ bên trong ở khu vực không đủ cấp liệu.
Những thứ này đặc biệt có hại trong vật đúc hiệu suất cao vì chúng có thể làm giảm độ bền và khả năng chống rò rỉ..
Nước mắt nóng
Nếu vật đúc bị hạn chế trong quá trình co ngót và lớp vỏ hoặc hình học ngăn cản sự co lại tự do, vết nứt có thể xảy ra trong khi kim loại vẫn còn rắn một phần.
Góc nhọn, thay đổi phần đột ngột, và độ dốc nhiệt được kiểm soát kém làm tăng nguy cơ này.
Sự tách biệt
Trong quá trình hóa rắn, các nguyên tố hợp kim có thể không còn đồng nhất hoàn toàn.
Sự khác biệt cục bộ về thành phần có thể hình thành giữa vùng đóng băng sớm và vùng đóng băng muộn. Điều này có thể ảnh hưởng đến tính chất cơ học và hành vi ăn mòn.
Độ xốp khí
Nếu có khí trong chất tan chảy hoặc vỏ không thể thoát hơi đúng cách, túi khí có thể bị mắc kẹt khi kim loại đóng băng.
Điều này đặc biệt nghiêm trọng trong các vật đúc chính xác nơi độ bền bên trong rất quan trọng..
10. Cách kiểm soát quá trình hóa rắn trong quá trình đúc mẫu chảy
Mục đích của việc thiết kế quy trình không chỉ đơn giản là để kim loại đóng băng. Đó là làm cho nó đóng băng một cách có kiểm soát.
Các phương pháp thực hành bao gồm:
- lựa chọn nhiệt độ rót thích hợp,
- làm nóng vỏ đến mức chính xác,
- kiểm soát độ dày vỏ và lớp phủ,
- thiết kế cổng và nâng lên để đóng băng định hướng,
- sử dụng cảm giác ớn lạnh hoặc cách nhiệt cục bộ khi cần thiết,
- quản lý điều kiện làm mát sau đổ,
- và giữ trường nhiệt độ có thể dự đoán được nhất có thể.
Ở nhiều xưởng đúc, cái có vẻ là “vấn đề về khuyết tật đúc” thực ra là một vấn đề về kiểm soát sự đông đặc.
Nếu trường nhiệt độ sai, không có mức độ kiểm tra tiếp theo nào có thể khôi phục hoàn toàn bộ phận.
11. Phần kết luận
Đúc mẫu chảy thường được ngưỡng mộ vì độ chính xác và chất lượng bề mặt của nó, nhưng những phẩm chất đó chỉ đạt được khi quá trình hóa rắn được hiểu và kiểm soát đúng cách.
Sự chuyển đổi từ chất lỏng sang chất rắn là nơi tạo ra cấu trúc bên trong, nơi thức ăn được bảo quản hoặc bị thất lạc, và nơi mà hầu hết các khuyết tật đúc lớn đều được ngăn ngừa hoặc sinh ra.
Bài học trung tâm rất đơn giản: đúc đầu tư tốt không chỉ được đổ chính xác, nhưng đông lạnh chính xác.
Trường nhiệt độ, hành vi vỏ, điều kiện đổ, và hình học đúc đều hoạt động cùng nhau để xác định xem phần cuối cùng có phát ra âm thanh hay không, ổn định, và hữu ích.
Do đó, hiểu về sự hóa rắn không phải là một bài tập lý thuyết. Đó là một trong những kỹ năng thiết thực nhất trong kỹ thuật đúc đầu tư.

