
1. Увођење
Електроплатирање је дефинисано као електрохемијски процес у којем се танки слој метала депонује на подлогу помоћу раствора електролита, анода, и катоду.
Овај процес не само побољшава перформансе и трајност основног материјала, већ и побољшава своју визуелну жалбу и функционалност.
Историјски, Електроплатирање је еволуирало од раних експеримената 19. века у софистициран,
Аутоматизовани системи који се данас користе, у великој мери вођен унапређењем у науци о материјалима и прописима о животној средини.
Индустрије као што су аутомобили, ваздухопловство, електроника, накит, и медицински уређаји ослањају се на електроплисање да би се постигли доследни и висококвалитетни финиши.
У овом чланку, Циљ нам је анализирати електроплирање кроз вишеструке сочива и истражујући његове научне темеље, Оптимизација процеса, Разматрање дизајна, Економски утицаји, Еколошки изазови, и настали трендови.
Овај вишедимензионални приступ осигурава свеобухватно разумевање технологије која поднела модерну површину.
2. Основе електроплирања
Шта је електроплирање?
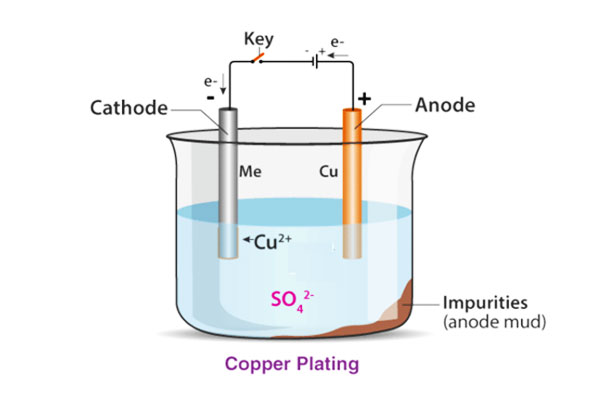
Галванизација укључује уроњене подлоге (катода) и извор метала (анода) у раствору електролита и затим наношење електричне струје.
Као електрични току, Металне јоне из аноде смањују се и депоновани на подлогу, формирајући танку, уједначен премаз.
Овај поступак побољшава својства као што су отпорност на корозију и издржљивост, уз појачавање изгледа компоненте.
Електрохемијски принципи
У срцу електроплатирајуће реакције ЛИ ЛИ ЛИ. Метал на аноду оксидира у јоне, који се прелази кроз електролит и смањују се на катоду.
На пример, Током никла електроплатирања, атоми никла из аноде оксидације, растворите у решење као јони, и накнадно се депонују као чврсти слој на радни комад.
Кључни параметри процеса - као што је густина струје, напон, Композиција електролита, и температура директно утиче на квалитет полагања.
Значајно, Веће густине тренутних могу убрзати стопе одлагања, али могу такође да изазове рушевне завршне обраде ако се не пажљиво контролише.
3. Научне и теоријске темеље
Перспектива материјала
Квалитет електроплираног премаза значајно зависи од материјалне науке иза ње.
Атомско лепљење и механизми за нуклеирање одређују колико је добро пријављен депоновани метал подлози.
На пример, Формирање почетних локација за нуклеирање и накнадни раст може довести до униформне и густе премаза, што је критично за отпорност на корозију.
Студије су показале да оптимизацију састава електролита и активирање површине могу побољшати пријањање до 20%.
Теоретски модели
Кинетика електроде, Феномени масовне транспорт, и термодинамички фактори су од суштинског значаја за предвиђање исхода за преграде.
Дифузија, миграција, и конвекција сви утичу на то како се метални јони крећу у електролиту.
Додатно, Препотребљење потребних за таложење и равнотежне услове диктирају квалитет депозита.
Математички модели и симулације све се више користе за предвиђање ових интеракција, што доводи до контролисанијих и ефикасних процеса.
Емпиријски подаци и валидација
Емпиријски подаци потврђују ове теоријске моделе.
На пример, Никловање се обично описује на стопама у распону од 1 до 3 μм у минути, док украсни хромирани премази могу циљати дебљине између 5 и 10 μм.
Такви подаци су критични за оптимизацију процеса и контролу квалитета, као чак и а 10% Варијација у тренутној густини може резултирати приметним разликама у дебљини и перформансама премаза.
4. Врсте електроплирања
Електроплатирање обухвата различите технике дизајниране да депонују металне слојеве на подлоге, Свака прилагођена специфичним захтевима за примену и перформансе.
Коришћењем различитих метода, Произвођачи могу постићи премазе са различитим својствима, у распону од декоративних завршава за заштитне слојеве високих перформанси.
У овом одељку, Испитујемо примарне врсте електроплирања, Расправа о стандардним методама, Специјализоване технике, и настале алтернативе.
4.1 Стандардне технике електроплатирања
Стандардне методе електроплатације формирају окосницу индустријских апликација.
Ови конвенционални процеси поуздано депонују металне премазе као што су никл, хром, бакар, и злато на подлоге.
Никал и хромирање
- Наклоњено:
Никлоње се широко користи за одличну отпорност на корозију и тврдоћу.
У аутомобилским и индустријским апликацијама, Никални премази обично постижу дебљине између 5 и 15 микрони.
На пример, Аутомобилински компонементи попут делова и шасије мотора често користе никловне плочице да продуже свој радни век под оштрим радним условима.
Наклоњено - Хромирање:
Цхроме плоча нуди високи сјај, огледало, и изванредни отпорност на хабање. Налази опсежну употребу у декоративним апликацијама, као и у тешким индустријама.
Украсни хромирани премази обично се крећу од 5 до 10 Микрони у дебљини, Омогућавање рафинираног изгледа и робусне површинске заштите.

Бакар и златни заптивање
- Бакра:
Бакарно оплате побољшава електричну проводљивост и термичке перформансе, Учините јелошћу електронским апликацијама.
Типичне стопе таложења се крећу од 2 до 4 микрони у минути, Осигуравање доследних и поузданих премаза на плочима и конекторима. - Злато:
Познат по својој супериорној проводљивости и отпорности на тарнисх, Златно плаћање је уобичајено у електроничкој и накиту.
Иако је златно облагање обично тањи - често мање од 5 микрони - то додаје значајну вредност повећањем и перформанси и изгледом.Злато

4.2 Специјализоване технике електроплатирања
Беионд Стандард методе, Специјализоване технике Адреса јединствене изазове индустрије нудећи већу контролу и прилагођену својства премаза.
Пулсе
Пулсно плаћање користи повремене струје електричне струје уместо константне директне струје. Ова метода нуди неколико кључних предности:
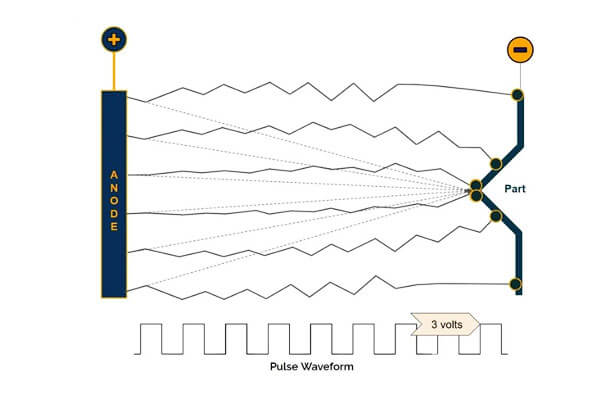
- Појачана контрола:
Пулсно облагање омогућава прецизну контролу над кинетицима за таложење, смањење унутрашњих напона и рафинирање микроструктуре.
Истраживање указује да пулсно облагање може смањити храпавост површине до 30% у поређењу са конвенционалним методама. - Побољшани квалитет премаза:
То резултира фином структуром зрна, који повећава лепљење и униформљење уједначености за високо прецизне примене у ваздухопловству и напредном алату.
Оплата
Четкица за прекривање је локализована техника преплате, Идеално за поправке и додирне апликације:
- Циљана апликација:
Коришћење алата сличног четкица, Оператори могу да селективно делимирају метални премази на оштећеним местима без уроњења целог дела у моторној кади. - Економичан поправак:
Облачење четком показује се посебно корисно у операцијама одржавања, Смањење временских станова и штедње трошкова избегавањем комплетног поновног преласка делова.
Микро-облоге
Технике микро-плоче омогућавају таложење ултра танких металних слојева - често у опсегу под-микрона-битно за прецизну електронику и полуводичке уређаје:
- Прецизна контрола:
Микробларање постиже уједначене премазе са дебљинама обично испод 1 микрон, Кључно за плоче високе густине и микроелектромеханички системи (МЕМС). - Додатак минималног материјала:
Ова техника осигурава да додатна тежина остане занемарљива, док пружа побољшану функционалност као што је побољшана проводљивост или отпорност на корозију.
Електролесса (Хемијска оплата)
Електролесса, Иако није строго метода електроплирања, делили сличности депоновањем метала без спољне струје електричне енергије:
- Јединственост на сложеним површинама:
Даје уједначене премазе чак и на неправилним или порозним површинама, чинећи га идеалним за не-проводљиве материјале који захтевају проводљив слој. - Широка индустријска употреба:
Електролесс Ницкел Платинг, на пример, превладава у ваздухопловној и аутомобилској индустрији због своје одличне отпорности и способности корозије да формирају доследан, дензински слој.
4.3 Технике у настајању и хибридним
Напредак у технологији довело је до развоја хибридних техника које комбинују предности различитих метода за испуњавање икада развијајућих индустријских захтева.
Хибридне технике електроплатирања
- Комбиноване процесе:
Хибридне технике интегришу електроплирање са другим методама третмана површине као што су термичко прскање или анодизирање.
Ове комбинације имају за циљ да побољшају укупне перформансе спајањем предности сваког процеса.
На пример, Почетни електроплирани слој може се даље третирати термалним прскањем да би се постигао дебљи, робуснији премаз. - Процесна прилагодба:
Инжењери све више користе симулацијске алате и учење машине за прилагођавање хибридних процеса.
Ове дигиталне иновације оптимизују параметре у реалном времену, Смањивање материјалног отпада и обезбеђивање доследног квалитета.
4.4 Компаративна анализа и критеријуми за избор
Одабир праве методе електроплирања зависи од мастане фактора. Размотрите следеће критеријуме:
Подложни материјал:
Избор технике за опложење често зависи од подлоге.
На пример, Деликатни електронски компоненти имају користи од микро-оплате, Док су већи аутомобилски делови боље сервирани стандардним никлом или хромирањем.
Жељена својства премаза:
Фактори попут дебљине, униформност, лепак, и механичка чврстоћа утиче на поступак одабира.
Пулсе, на пример, одликује се у апликацијама где је смањење унутрашњег стреса критичан.
Трошак и ефикасност:
Економске импликације, укључујући инвестирање опреме, Оперативни трошкови, и пропусност, такође играју значајну улогу.
Док су специјализоване технике попут микро-оплате понуде врхунске прецизности, могу да имају веће трошкове у поређењу са конвенционалним методама.
Околошка и регулаторна разматрања:
Одрживе праксе и усаглашеност са прописима о животној средини могу фаворизирати једну технику преко друге.
Електролеска облога и напредне методе пулсе, на пример, Може да смањи хемијски отпад и потрошња енергије.
5. Заједнички процес електроплирања
Процес електроплатирања је пажљиво контролисани низ корака који трансформише голи супстрат у обложену компоненту са побољшаним перформансама и естетским квалитетама.
Овај процес не само да побољшава својства као што је отпорност на корозију и проводљивост, али такође игра критичну улогу у контроли квалитета.
Доњи део, Свакој фази процеса детаља о електроплату, Подржани примерима података и у стварном свету, да илуструју како сваки корак доприноси висококвалитетној боји.
Претходно лечење и припрема површине
Успешна операција електроплатирања почиње темељном припремом површине.
Ова фаза је од виталног значаја јер је чак и најсавременија технологија заплаћања не може превазићи проблеме адхезије узроковане нечим неправилностима.
- Чишћење и одмашћивање:
Подлога мора бити очишћена за уклањање уља, прљавштина, и друге нечистоће.
Уобичајени агенти за чишћење укључују алкална решења и раствараче, што може смањити површинску контаминацију преко 95%.
На пример, Аутоматизовани системи за чишћење у аутомобилској индустрији осигуравају да сваки део испуњава строгу стандарде чистоће пре оплата. - Едужење и активирање:
Киселина или алкално јетцхинг уклања све заостале оксиде и храпава површину, Стварање микроскопских функција које побољшавају механичко лепљење.
Правилно јеткање може побољшати лепљење премаза за 15-20%. Овај корак је посебно важан за метале попут нехрђајућег челика, где пасивни оксидни слојеви могу да инхибирају таложење. - Испирање:
Испирање са деионизираном водом осигурава да се уклоне сви хемијски остаци. Доследни протоколи за испирање помажу у одржавању јединствених површинских услова, Минимизирање недостатака у завршном премазу.
Овлашћење
Једном када се супстрат правилно припреми, Почиње овлашћења за оплате.

Ова фаза укључује уроњење чишћеног радног комада у купку електролита, где контролисана електрична струја олакшава таложење металних јона на површину.
- Састав за купатило електролита:
Раствор за облагање садржи растворене металне соли и адитиве који контролишу поступак таложења.
На пример, Купатило за писање никла може да садржи никл сулфат, никл хлорид, и борична киселина.
Одржавање прецизних хемијских концентрација осигурава конзистентне стопе одлагања, који обично се креће од 1 до 3 μм у минути за индустријске апликације. - Струја и контрола напона:
Примјена директне струје покреће металне јоне према радном комаду (катода).
Тренутна густина је критична: превисоко, а премаз може постати груб и порозан; прениско, а стопа одлагања ће бити неефикасна.
Савремени системи користе компјутеризоване контроле за одржавање оптималних услова и прилагођавање параметара у реалном времену. - Фаза за таложење:
Током ове фазе, Металне јоне се смањују на катоду, Формирање кохерентног и лепственог металног слоја.
На пример, Електроплићени хромирани премази често циљају дебљину од 5-10 μм, Омогућавање декоративне жалбе и побољшана отпорност на хабање.
Процеси пост-лечења
После таложења, Процеси пост-третмана прецизирају електроплирану премазу, Осигуравање трајности и перформанси.
- Испирање и сушење:
Након електроплирања, Радни комад је темељно испрати да уклони остатке електролита.
Затим се осуши помоћу присилних или инфрацрвених система, који су дизајнирани да избегну тачке воде или неравномерно сушење. - Заптивање и пасивација:
Неке апликације захтевају додатни корак за бртвљење да додатно побољшају отпорност на корозију.
На пример, Након никла, Третман за пасивирање може побољшати отпор премаза на деградацију животне средине, Проширење животног живота компоненте до 25%. - Инспекција и контрола квалитета:
Ригорозне мере контроле квалитета, укључујући мерења дебљине и тестове адхезије, Осигурајте да премаз испуњава спецификације.
Аутоматизовани оптички и механички системи за инспекцију се широко користе, Смањивање брзине неисправних делова на доле 2%.
Контрола квалитета и оптимизација процеса
Одржавање доследног квалитета у целом процесу електроплата је од суштинског значаја.
Интегрисани системи за праћење Пратите тастере Кључне тасте попут густине струје, температура купаонице, и хемијски састав.
Овај приступ покретању података омогућава произвођачима да прилагоде процес у реалном времену, Осигуравање уједначености и смањење отпада.
- Праћење у стварном времену:
Сензори континуирано мере услове у монтажној купељи, Упозорење о оператерима на било каква одступања. Такви системи могу побољшати ефикасност процеса до 20%. - Контрола статистичког процеса (СПЦ):
Запошљавање СПЦ метода помаже у препознавању трендова и одржавање квалитета преко великих производа.
Компаније пријављују значајне смањење брзина отпада и преправљања приликом коришћења ових напредних стратегија контроле квалитета.
6. Предности и недостаци електроплирања
Предности
- Побољшана функционална својства:
Електроплатирање значајно побољшава отпорност на корозију, отпорност на хабање, електрична проводљивост, и термичке перформансе. - Естетска свестраност:
Постизање високог сјаја, Основна завршава у широком распону боја (злато, сребрна, хромиран) За декоративне и функционалне апликације. - Економично за производњу високог обима:
Једном оптимизиран, Процеси електроплата смањују материјални отпад и проширују компонентне животнике, испоручујући дугорочну штедњу. - Прилагођавање:
Способност контроле дебљине премаза и кројачима својстава за испуњавање одређених захтева за пријаву.
Недостатак
- Брига о животној средини и безбедности:
Употреба опасних хемикалија захтева строге управљање отпадом и заштитним протоколима. - Висока почетна капитална улагања:
Постављање напредног електроплизационог објекта захтева значајна улагања у опрему и инфраструктуру. - Осјетљивост на процену:
Променљивост у електролитном саставу, температура, и струја може довести до недоследних премаза ако није правилно контролисан. - Ограничења материјала:
Неке подлоге захтевају специјализовани пре-лечење како би се осигурало правилно пријањање, Додавање сложености у поступак.
7. Апликације електроплирања: Специфична употреба и користи специфична за индустрију
Електроплатирање игра пресудну улогу у разне индустрије, који пружа Побољшана површинска својства, Заштита од корозије, естетска жалба, и функционална побољшања.
Испод је детаљно истраживање његових примена у великим секторима.
Аутомобилска индустрија
Електроплатирање се широко користи у Производња компоненти возила Да би се побољшала издржљивост, отпорност на хабање, и изглед.
Кључне апликације:
- Хромирање: Користи се на одбојницима, решетке, и подрећи Естетска жалба и отпорност на корозију.
- Наклоњено: Примењено на компоненте мотора, клипови, и зупчаник за Отпорност на хабање и дуговечност.
- Цинк и цинк-никла: Штити компоненте подлога, причвршћивачи, и делови шасије Корозија и оштећења животне средине.
- Бакар-никл-хромирање: Користи се у издувним системима за Отпорност на топлину и оксидацију.
Аероспаце индустрија
Компоненте авиона захтевају Премази високог перформанси да издржи екстремне Варијације температуре, механички стрес, и корозивно окружење.
Кључне апликације:
- Кадијум: Користи се на слетишту, причвршћивачи, и критичне структурне компоненте за отпорност на корозију.
- Хард Цхроме Платинг: Примењено на хидрауличне цилиндре, Лежајеви авиона, и осовине турбине за Високо трошење отпорност и издржљивост.
- Наклоњено: Пружа Оксидациона отпорност и топлотна стабилност У компонентама Јет мотора.
Електроника и полуводичка индустрија
Електроплатирање је неопходно за производњу електронски кругови, конектори, и микро-компоненте, обезбедити Висока електрична проводљивост и издржљивост.
Кључне апликације:
- Златни и сребрни облоге: Користи се за Контакти високог проводљивости у плочима, конектори, и полуводички чипс.
- Бакра: Наноси се у штампаним круговима (Пцбс) до Побољшајте електричне путеве и побољшати топлотну дисипацију.
- Никал и лименке: Користи се у електронским конекторима Спречите оксидацију и осигурати дугорочну поузданост.
Медицинске и биомедицинске апликације
Медицински уређаји захтевају биокомпатибилни и издржљиви премази за спречавање носити, корозија, и бактеријска контаминација.
Кључне апликације:
- Златни и сребрни облоге: Користи се у електродама, пејсмејкери, и хируршки инструменти за Биокомпатибилност и електрична проводљивост.
- Ницкел-Титаниум (Нити) Превлаке: Примењено на ортопедске имплантате и зубне алате за Побољшана механичка чврстоћа.
- Цхроме и никла: Користи се на хируршким алатима и протетицима како би се осигурало Стерилност и отпорност на хабање.
Накит и луксузна роба
Електроплатирање повећава изглед, издржљивост, и вредност производи од племенитих метала.
Кључне апликације:
- Златни и родијумски облоге: Користи се за Тарнисх Отпорност и сјај у прстенима, сатови, и луксузни додаци.
- Сребрна и платинаста поплата: Примењено на унапређење Отпорност на огреботине и сјај на накиту на врхунским.
Индустријске машине и алати
Индустријски алати и опрема подвргнути се интензивни механички стрес, Захтевајући заштитне премазе да проширују радни век.
Кључне апликације:
- Хард Цхроме Платинг: Користи се у матрицама, калупи, и алате за резање за Отпорност на абразију и тврдоћа.
- Никал и кобалтно облагање: Побољшати Отпорност на корозију и толеранцију топлоте у индустријским деловима тешких дужности.
8. Разматрање дизајна за електроплирање
Компатибилност подлоге
- Процијените врсту и стање супстрата, Осигуравање да може издржати поступак електроплирања.
- Размислите о захтевима пре третмана да бисте максимизирали пријањање и уједначеност.
Спецификације премаза
- Одредити оптималну дебљину, завршити, и адхезија потребна на основу перформанси и естетских захтева.
- Користите дизајнерске симулације и емпиријске податке да бисте водили параметре процеса.
Интеграција процеса
- Неприметно интегрирајте електроплагу у постојеће производне токове.
- Одлучује између серије и континуираних процеса на основу обима производње и економичности.
Усклађеност животне средине и безбедности
- Осигурајте да процес електроплирања испуњава међународне еколошке прописе (Нпр., ЕПА, Досећи).
- Спровести одговарајуће управљање отпадом и заштитни протоколи за заштиту радника и животне средине.
КОМЕНТАР ЗА ИСПИТ И БЕБИНГ
- Процијените економски утицај електроплирања у односу на друге методе завршне обраде.
- Размислите о дугорочним предностима као што су продужени живот производа и смањени трошкови одржавања против почетних капиталних трошкова.
9. Поређење електроплизације са другим површинским третманима
Испод је директно упоређивање са стране електроплирања са другим методама пречишћавања површине, Резимирајући кључне индикаторе перформанси.
| Значајка | Галванизација | Анодизирање | Повдер Цоатинг | ПВД / ЦВД премаз | Поцинљив | Топлотни прскање |
|---|---|---|---|---|---|---|
| Процес | Електрохемијска депоновање метала | Електрохемијска оксидација | Електростатички суви прах + очвршћавање | Палирање паре у вакууму | Молтен цинк купка | Прскање растопљеног / полу-растаљеног материјала |
| Типични материјали | Разни метали | Алуминијум, титанијум | Метали, нека пластика | Метали, керамика, пластика | Челик, гвожђе | Метали, керамика, полимери |
| Отпорност на корозију | Високо (никл, хромиран, поцинковање) | Високо (оксидни слој) | Високо (Епоксидни премази) | Одличан | Веома висок | Веома висок |
| Отпорност на хабање | Добри, зависи од метала | Одличан | Добри, отпоран на чипове | Супериорнији, екстремна тврдоћа | Умерен | Одличан, Користи се у екстремним окружењима |
| Естетска жалба | Светао, Декоративне металне завршне обраде | Мат, може се обојити | Широк спектар боја / текстура, нема металног сјаја | Метални и обојени финиши | Досадан, Груб индустријска финиша | Груб, Индустријски изглед |
| Издржљивост | Умерен до високо | Високо | Веома висок, одолева пуцање | Изузетно висок | Високо за експозицију на отвореном | Изузетно висок, ваздухопловство |
| Трошак | Умерен до високо | Низак до умерен | Низак по јединици за скупно | Високо, Због обраде вакуум-а | Низак, економичан за челик | Високо, захтева специјализовану опрему |
| Утицај на животну средину | Хемијски отпад, опасни материјали | Еколошки прихватљив, минималан отпад | Еколошки прихватљив, без шумског језика | Минималан отпад, зелена технологија | Производи отпад цинка, али рециклирајући | Неки материјали могу бити опасни |
| Апликације | Накит, електроника, аутомобилске, ваздухопловство | Ваздухопловство, роба широке потрошње, конструкција | Роба широке потрошње, Индустријски делови, архитектура | Алат за резање, ваздухопловство, Медицински имплантати | Структурални челик, мостови, Аутомобилска подлога | Ваздухопловство, турбине, Биомедицински имплантати |
10. Будући трендови и иновације
Технолошка напредњака
- Напредне технике преплате:
Истражите пулсе, оплата, и микро-оплата, који нуде побољшану контролу над таложењем и смањењем унутрашњих напона. - Дигитална интеграција:
Анализирај како доприједи, Аи, и системи за праћење у реалном времену оптимизирају контролу процеса и предиктивно одржавање. - Нанотехнологија:
Испитајте како нано-скала адитиви побољшавају перформансе премаза, издржљивост, и електрична својства.
Тржишна динамика и глобални изгледи
- Садашње прогнозе показују раст тржишта, са пројекцијама које указују на ЦАГР 5-7% Током наредне деценије.
- Расправите о регионалним трендовима, Истицање разлика између тржишта у Северној Америци, Европа, и Асиа-Пацифик.
- Идентификујте стратешке могућности за компаније које уложе у еколошке и напредне технологије електроплатирања.
Одрживост и регулаторни развој
- Истражите настале еколошке праксе, Укључујући употребу електролита заснованих на биолошким и ниским емисијама.
- Прогноза Како ће се развијајући прописи возити даље иновације и усвајање зелених метода електроплирања.
11. Закључак
Укратко, Електроплатирање је вишеструки процес који игра виталну улогу у унапређењу перформанси, издржљивост, и изглед материјала на разноврсном распону индустрија.
Темељно разумевање његових научних принципа, Оптимизација процеса, и разматрања дизајна, Произвођачи могу да искористе електроплирање да би се постигло врхунски квалитет производа и одрживост.
Напредно у дигиталној интеграцији, нанотехнологија, и еколошки прихватљиве праксе обећавају да ће даље побољшати ефикасност и компатибилност животне средине електроплирања.
Како се глобална тржишта и даље развијају, Способност иновирања и прилагођавања електроплизације остаће пресудна за одржавање конкурентности и вожње индустријског напретка.
Ако тражите висококвалитетни услуге третмана површине, одабир Лангхе је савршена одлука за ваше производне потребе.

