
Invoering
Bij investeringsgieten, smelten is slechts de helft van het verhaal. De echte transformatie begint wanneer de gesmolten legering de keramische schaal binnendringt en warmte begint te verliezen.
Op dat punt, het metaal beweegt van een vloeibare toestand naar een vaste toestand, en de hele toekomst van de casting wordt bepaald: zijn degelijkheid, zijn interne structuur, zijn maatnauwkeurigheid, en de gevoeligheid voor defecten.
Deze verandering van vloeibaar naar vast wordt genoemd stolling.
In metallurgische taal, het wordt ook wel genoemd primaire kristallisatie, omdat er sprake is van nucleatie, kristal groei, en de vorming van de uiteindelijke metaalstructuur.
Vanuit het perspectief van warmteoverdracht, Echter, Stollen kan het best worden begrepen als het proces waarbij warmte van het gietstuk naar de mal stroomt en vervolgens naar de omgeving.
Deze twee gezichtspunten beschrijven dezelfde gebeurtenis, maar ze benadrukken verschillende technische vragen.
De metallurgische visie vraagt: Hoe ontstaan kernen? Hoe groeien granen? Wat voor structuur ontstaat er??
De thermische weergave vraagt: Hoe snel verliest het gietstuk warmte? Waar begint het stollen? Waar kunnen krimpdefecten optreden?? Hoe kan het proces gecontroleerd worden??
Voor investeringsgieten, vooral het thermische zicht is praktisch. Veel voorkomende gietfouten, zoals foutieve uitvoeringen, krimpholtes, microkrimp, hete tranen, gasporositeit, segregatie, en insluitsels – zijn nauw verbonden met hoe het gietstuk stolt.
Een goed begrip van stolling is daarom essentieel voor het ontwerpen van poorten, stijgen, schaaldikte, temperatuur voorverwarmen, koelende omstandigheden, en directionele bevriezingsstrategie.
1. Waarom stolling belangrijk is bij het gieten van investeringen
Een gietstuk mislukt niet alleen omdat het metaal verkeerd is gegoten. Heel vaak, de oorzaak ligt in de manier waarop het metaal na het gieten stolde.
Als het stollen te snel gaat in de verkeerde regio, een sectie kan bevriezen voordat deze volledig is gevoed.
Als het te langzaam is, krimp en segregatie kunnen ernstiger worden.
En als het temperatuurveld ongelijkmatig is, hete plekken kunnen vloeibaar blijven lang nadat de omringende schaal is verstijfd, het creëren van de omstandigheden voor gaatjes of scheuren.
Investeringsgieten is vooral gevoelig omdat het proces gebruik maakt van een keramische schaal in plaats van een dikke laag, zeer isolerende zandvorm.
Die schaal kan worden ontworpen voor precisie en fijne details, maar het betekent ook dat de thermische omgeving zeer bewust is.
Schaaldikte, voorverwarmen, coating, isolatie, en de giettemperatuur van metaal bepalen allemaal het temperatuurveld en bepalen daarom de uiteindelijke kwaliteit van het gietstuk.
In de praktijk, stolling is de verborgen architectuur van een gietstuk. De mal kan de geometrie bepalen, maar stolling definieert de interne realiteit.
2. Temperatuurveld van investeringsgietstukken

Basisconcept van giettemperatuurveld
Bijna alle fysische verschijnselen die optreden tijdens het stollen van het gieten zijn temperatuurafhankelijke thermodynamische functies.
Het kernonderzoeksdoel van stollingswarmteoverdracht is het monitoren van dynamische temperatuurveldvariaties in gietstukken en keramische omhulsels in de loop van de tijd.
Door de temperatuurveldverdeling te analyseren, ingenieurs kunnen kritische productie-indicatoren nauwkeurig voorspellen:
real-time grootte van stollingszones op doorsneden, voortplantingssnelheid van stollingsfronten, ruimtelijke verdeling van krimpdefecten, en totale stollingstijd.
Deze analytische gegevens bieden betrouwbare theoretische ondersteuning voor het ontwerp van poortsystemen, stijgleiding opstelling, en aanvullende koelingsmaatregelen.
In de daadwerkelijke productie van investeringsgietstukken, conventionele hulpprocessen zoals het inpakken van schelpkatoen, waterkoeling, plaatsing van koelijzer, verdikking van de coating,
en geforceerde luchtkoeling veranderen in wezen de verdeling van het temperatuurveld om de koelsequenties te reguleren.
Hoewel complexe wiskundige modellen en thermodynamische formules worden toegepast in numerieke simulatieberekeningen,
dit artikel vereenvoudigt abstracte wiskundige afleidingen en richt zich op praktische industriële warmteoverdrachtsprincipes voor intuïtief begrip.
Praktische kenmerken van warmteoverdracht bij massaproductie
Het meeste productiepersoneel heeft de neiging het koelproces te simpel te maken, het louter beoordelen van de stollingsstatus aan de hand van intuïtieve afkoeltijd, terwijl complexe interne warmtegeleidingsmechanismen worden genegeerd.
Bij investeringsgieten, het totale warmtedissipatiesysteem omvat warmtestraling en convectie van keramische omhulsels naar de atmosferische omgeving.
Verschillende methoden voor het plaatsen van koeling hebben een aanzienlijke invloed op de efficiëntie van de warmteoverdracht: afgewerkte schalen kunnen op koelrekken worden geplaatst, zand bedden, of begraven in opvulzand.
Het storten van begraven zand is een typische koelmethode met laag rendement. Dikke zandlagen isoleren de keramische schaal, waardoor de externe warmteafvoer drastisch wordt vertraagd.
Langdurig vasthouden aan hoge temperaturen verlengt niet alleen de stollingscycli, maar veroorzaakt ook nadelige chemische reacties op defecte schaalmaterialen, wat leidt tot chemische zandhechting, oppervlakte putjes, porositeit van de slak, en moeilijke verwijdering van de schaal.
In een extreem hypothetisch scenario, als de keramische schaal absolute thermische isolatie bereikt zonder warmtegeleiding of straling, De gesmolten legering binnenin zal nooit volledig stollen,
wat intuïtief de beslissende rol van warmteafvoer bij het stollen aantoont.
Heterogene koeling veroorzaakt door structurele & Verschillen in schaaldikte
Industriële gietstukken bevatten onvermijdelijk ingewikkelde geometrische kenmerken, inclusief groeven, innerlijke holtes, scherpe hoeken, en overgangsbochten.
Deze complexe structuren resulteren in een ongelijkmatige dikte van de keramische schaal. Zelfs voor identieke posities op dezelfde partij producten, inconsistente handmatige coatingbewerkingen leiden tot een niet-uniforme schaaldikte.
Een ongelijkmatige thermische weerstand van de schaal verstoort de natuurlijke afkoeling: oorspronkelijk vooraf ingestelde zones voor snelle stolling vertragen de stolling, terwijl gebieden met dikke secties met voedingsbehoeften voortijdig afkoelen.
Deze verstoorde stollingssequentie veroorzaakt direct abnormale krimpholtes en plaatselijke porositeit.
Latente kristallisatiewarmte & Interne thermische spanning
Voorbij macroscopische warmteafvoer van de schaal, de latente kristallisatiewarmte is een vaak over het hoofd geziene kernfactor.
Tijdens de transformatie van vloeistof naar vaste stof, legeringen geven voortdurend latente warmte af, die aangrenzende gestolde zones opnieuw verwarmt en de daaropvolgende voortgang van het stollen vertraagt.
In tegenstelling tot de vereenvoudigde kennis van laag-voor-laag uiterlijke verharding, het feitelijke stollingsvlak is onregelmatig en fluctuerend.
Verder, ongelijkmatige warmtegeleiding genereert niet-uniforme interne thermische spanning door het hele gietstuk.
Overmatig geconcentreerde thermische spanning plant zich voort langs korrelgrenzen en structurele zwakke punten, uiteindelijk vorming van defecten bij warmscheuren en koudscheuren.
Momenteel, reguliere gietsimulatiesoftware vertrouwt op thermodynamische wiskundige modellen om de temperatuurveldverdeling te berekenen, het voorspellen van de duur van de stolling en de locaties van krimpdefecten.
Het is opmerkelijk dat initiële randvoorwaarden zoals schaaltemperatuur, omgevingstemperatuur, en de giettemperatuur van de legering bepalen direct de nauwkeurigheid van de simulatie.
3. Sleutelfactoren die de stolling beïnvloeden
| Factor | Waar het invloed op heeft | Technische consequentie |
| Thermische diffusiviteit van metaal | Hoe snel de temperatuur in het gietstuk gelijk wordt | Hoge diffusiteit produceert een vlakker temperatuurprofiel en kleinere gradiënten; lage diffusiviteit zorgt voor steilere gradiënten. |
| Latente kristallisatiewarmte | Hoeveel warmte komt er vrij bij bevriezing | Hogere latente warmte verlengt de stolling en vlakt het temperatuurveld af. |
| Stollingstemperatuur | Het temperatuurniveau waarbij bevriezing optreedt | Hogere vriestemperaturen verhogen over het algemeen de thermische gradiënten en de verwarming van de schimmel. |
Thermische eigenschappen van schimmels |
Hoe snel de schaal warmte absorbeert en overdraagt | Een snellere warmteabsorptie versnelt het stollen, maar kan ook de gradiëntintensiteit verhogen. |
| Giettemperatuur | Initiële thermische energie in de smelt | Hogere oververhitting vertraagt het stollen; lagere oververhitting verkort de bevriezingstijd, maar kan het risico op mislopen vergroten. |
| Wanddikte gieten | Warmte-inhoud en vriestijd | Dikke delen koelen langzamer af en hebben een grotere kans op krimpdefecten. |
| Geometrie en hoekontwerp | Lokale warmteconcentratie en gerichte bevriezing | Krommen, hoeken, en sectieovergangen kunnen, afhankelijk van de vorm, hotspots creëren of de koeling verbeteren. |
4. Invloed van metaaleigenschappen op stolling
Thermische diffusiteit
Thermische diffusiviteit beschrijft hoe snel warmte zich door een materiaal verspreidt.
In een casting, een hogere thermische diffusie betekent dat het temperatuurverschil tussen oppervlak en centrum sneller verdwijnt. Het resultaat is een uniformer temperatuurveld.
Een lagere thermische diffusie betekent dat de warmte langer in het midden blijft zitten, waardoor een steiler temperatuurprofiel ontstaat.
Dit is van belang omdat de richting en snelheid van bevriezing afhangen van hoe snel warmte door het metaal kan bewegen.
Al het overige gelijk, metalen met een lage thermische diffusie hebben de neiging te stollen met een sterkere temperatuurgradiënt en een groter risico op interne hotspots.
Latente warmte
Wanneer gesmolten metaal stolt, er komt latente warmte vrij. Deze warmte verdwijnt niet onmiddellijk; het moet in de schaal worden overgebracht voordat het invriezen kan plaatsvinden.
Een grotere latente warmte betekent dat het gietstuk meer energie moet afgeven voordat volledige stolling wordt bereikt. Dat heeft de neiging de vriestijd te verlengen en het temperatuurveld af te vlakken.
Vriestemperatuur
De absolute stollingstemperatuur is ook van belang. Een metaal dat bij een hogere temperatuur bevriest, laat het matrijssysteem langer warm.
Het temperatuurverschil tussen het gietoppervlak en het inwendige van de schaal kan groter worden, die het temperatuurveld en de waarschijnlijke locatie van defecten beïnvloedt.
In het algemeen, lagersmeltende non-ferrolegeringen vertonen doorgaans een ander koelgedrag dan staal en ijzer met een hogere temperatuur, Dat is een van de redenen waarom investeringsgieten anders reageert, afhankelijk van de legeringsfamilie.
5. Invloed van schimmel- en schaaleigenschappen
De schaal is niet passief. Het is een actieve thermische partner bij het stollen.

Warmte-absorptie van de schaal
Een schaal die snel warmte absorbeert, versnelt het stollen.
Dat kan handig zijn als precisie of cyclustijd belangrijk is, maar het kan ook een scherpere temperatuurgradiënt creëren.
Een schaal die de warmte langzamer absorbeert, verlengt de stollingstijd en kan het temperatuurveld vlakker maken, maar het kan ook het risico op krimp vergroten als de voeding niet goed is ontworpen.
Schaal voorverwarmen
Bij investeringsgieten, voorverwarmen van de schaal is een belangrijke procesvariabele.
Een hetere schaal vermindert thermische schokken en kan de vulling verbeteren, maar het vermindert ook de thermische drijvende kracht voor stolling aan het begin.
Een koelere schaal onttrekt sneller warmte, maar kan risico's op vloeien of verkeerd lopen veroorzaken als het metaal tijdens het vullen te snel zijn temperatuur verliest.
Shell preheat is dus een balans tussen vullend vermogen En controle op stolling.
Schaaldikte en lokale coating
De lokale schaaldikte kan variëren vanwege de schaalbouwtechniek, geometrie, en praktijk van de operator. Dikkere schaaldelen isoleren meer en koelen anders dan dunnere delen.
Dit kan onbedoeld de stollingsvolgorde veranderen, waardoor het “juiste” gebied te vroeg bevriest of het “verkeerde” gebied te lang vloeibaar blijft.
Dat is de reden waarom schaaluniformiteit zo belangrijk is. Een ongelijkmatige schaaldikte kan een gietstuk dat er goed uitziet, transformeren in een gietstuk met verborgen krimp- of vervormingsproblemen.
6. Invloed van gietomstandigheden
De gietomstandigheden bepalen niet alleen of de mal vult. Ze bepalen ook het startpunt van stolling.

Oververhitting
Oververhitting is de hoeveelheid waarmee de temperatuur van het gesmolten metaal de liquidus- of bevriezingsdrempel overschrijdt.
Een bescheiden hoeveelheid oververhitting zorgt ervoor dat het metaal lang genoeg vloeibaar blijft om de mal te vullen.
Maar als de oververhitting te hoog is, het verhoogt effectief de thermische energie die de schaal moet verwijderen voordat het bevriezen kan beginnen.
Meer oververhitting betekent meestal:
- langere stollingstijd,
- een vlakker of vertraagd vriesfront,
- hogere thermische belasting van de schaal,
- en mogelijk een groter risico op segregatie of vervorming als het koeltraject niet wordt gecontroleerd.
Gietsnelheid
De gietsnelheid beïnvloedt zowel de vulkwaliteit als de thermische stabiliteit. Te langzaam, en het metaal kan beginnen te bevriezen voordat de holte vol is.
Te snel, en turbulentie, meegevoerd gas, of schelperosie kan optreden. Dankzij de ideale gietsnelheid kan de mal soepel worden gevuld, terwijl een controleerbaar thermisch veld behouden blijft.
Giettemperatuur vs. metalen soort
Het effect van de giettemperatuur is afhankelijk van de legering en de gietroute.
In sommige systemen, vooral die met een hoge thermische geleidbaarheid van de mal of metalen mallen, overtollige oververhitting gaat snel verloren en het effect kan minder dramatisch zijn.
Bij investeringsgieten, Echter, De eigenschappen van de schaal en de geometrie van het onderdeel maken de giettemperatuur vaak tot een zeer belangrijke variabele.
7. Invloed van gietgeometrie
Gietgeometrie speelt een centrale rol in het stollingspad.
Wanddikte
Dikke delen houden meer warmte vast en stollen langzamer. Dunne delen bevriezen snel.
Dit verschil creëert een gericht bevriezingspatroon dat opzettelijk kan worden gebruikt, als het slecht ontworpen is, kan gebreken veroorzaken.
Vorm en hoeken
Vorm verandert de lokale koelomgeving. Convexe oppervlakken koelen over het algemeen anders af dan vlakke oppervlakken, omdat het omringende schaalvolume dat beschikbaar is om warmte te absorberen, verandert.
Holle oppervlakken en interne hoeken koelen vaak langzamer af omdat de schaalmassa eromheen beperkter is en het warmtestroompad minder gunstig is.
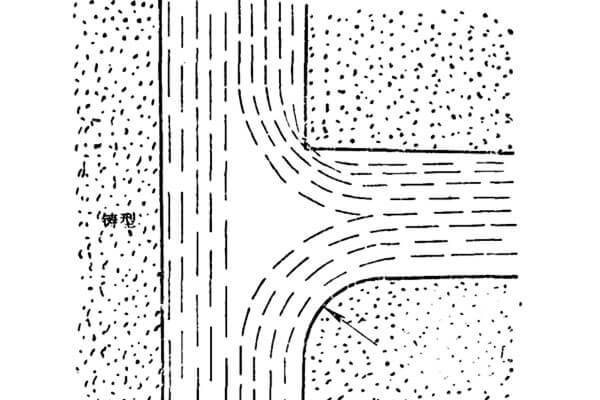
Straal versus scherpe hoek
Een scherpe binnenhoek is een klassieke hotspotlocatie.
Het vervangen van een scherpe binnenhoek door een straal vergroot het warmteoverdrachtsgebied en helpt de hoek gelijkmatiger te stollen.
Dat is de reden waarom interne filets vaak worden gebruikt om heetscheuren en krimpconcentraties te verminderen.
Een veel voorkomend misverstand is dat een straal eenvoudigweg “dikte toevoegt” en daarom langzamer moet afkoelen.
In werkelijkheid, het grotere warmteoverdrachtsoppervlak kan groter zijn dan de toegevoegde lokale massa, het stollingsgedrag eerder verbetert dan verslechtert.
Sectieovergangen
Een plotselinge verandering van dik naar dun gedeelte kan de bevriezingsvolgorde verstoren.
Het dunne gedeelte kan eerst bevriezen en het dikkere gedeelte isoleren, die dan kwetsbaar wordt voor krimp.
Een goed gietontwerp vermijdt waar mogelijk abrupte thermische discontinuïteiten.
8. Stollingsmodi en hun praktische betekenis
Stolling kan in grote lijnen worden begrepen in termen van hoe het vriesfront door het onderdeel vordert.
Directionele stolling
Dit is het ideale geval bij het gieten van ontwerpen. Het metaal stolt geleidelijk vanaf het ene uiteinde of oppervlak naar een stijgbuis of voedingsgebied, zodat vloeibaar metaal de krimpzone continu kan voeden.
Directionele stolling is de basis van een degelijk gietontwerp, omdat het krimpholtes helpt voorkomen.
Chillende verharding
Als een lokaal gebied te vroeg bevriest omdat het snel warmte verliest, het kan zich gedragen als een gekoelde zone.
Dit kan in bepaalde gevallen nuttig zijn, maar als het verharde gebied de voeding naar andere gebieden blokkeert, krimpfouten kunnen het gevolg zijn.
Gelijktijdige stolling
Als een groot deel van het volume vrijwel tegelijkertijd bevriest, krimpvoeding wordt moeilijk.
Deze modus is doorgaans minder wenselijk, tenzij het proces specifiek is ontworpen om dit te ondersteunen.
Het praktische doel bij precisiegieten is meestal het beheersen van de stolling, zodat voeding mogelijk blijft totdat de laatste kritieke hotspot is bevroren.
9. Veelvoorkomende defecten gevormd tijdens stolling
Veel gietfouten ontstaan tijdens de invriesfase, niet tijdens het gieten.
Krimp holte
Terwijl vloeibaar metaal stolt, het contracteert. Als de samentrekking niet wordt gevoed door nabijgelegen vloeibaar metaal, er kan zich een holte vormen in het laatste gebied dat bevriest.
Microkrimp of krimpporositeit
In plaats van één zichtbare holte, het gietstuk kan veel kleine interne holtes bevatten in een gebied met onvoldoende voeding.
Deze zijn vooral schadelijk bij gietstukken met hoge prestaties, omdat ze de sterkte en lekweerstand kunnen verminderen.
Hete tranen
Als een gietstuk tijdens het krimpen wordt tegengehouden en de schaal of geometrie vrije samentrekking verhindert, Er kunnen barsten optreden terwijl het metaal nog gedeeltelijk vast is.
Scherpe hoeken, abrupte sectiewijzigingen, en slecht gecontroleerde thermische gradiënten vergroten dit risico.
Segregatie
Tijdens het stollen, legeringselementen blijven mogelijk niet perfect uniform.
Er kunnen lokale verschillen in samenstelling ontstaan tussen regio's die vroeg en laat vriezen. Dit kan de mechanische eigenschappen en het corrosiegedrag beïnvloeden.
Gasporositeit
Als er gas in de smelt aanwezig is of als de schaal niet goed kan ventileren, gaszakken kunnen vast komen te zitten als het metaal bevriest.
Dit is vooral ernstig bij precisiegietstukken waarbij de interne stevigheid van belang is.
10. Hoe stolling wordt beheerst bij het gieten van investeringen
Het doel van procesontwerp is niet simpelweg om het metaal te laten bevriezen. Het is om het op een gecontroleerde manier te laten bevriezen.
Praktische methoden omvatten:
- het kiezen van een geschikte giettemperatuur,
- voorverwarmen van de schaal tot het juiste niveau,
- het controleren van de schaaldikte en coating,
- het ontwerpen van poorten en stijgbuizen voor gericht bevriezen,
- gebruik waar nodig koude rillingen of plaatselijke isolatie,
- het beheren van de koelomstandigheden na het gieten,
- en het temperatuurveld zo voorspelbaar mogelijk houden.
In veel gieterijen, wat een “gietfoutprobleem” lijkt te zijn, is in werkelijkheid een stollings-controleprobleem.
Als het temperatuurveld verkeerd is, geen enkele stroomafwaartse inspectie kan het onderdeel volledig herstellen.
11. Conclusie
Investeringsgieten wordt vaak bewonderd vanwege de precisie en oppervlaktekwaliteit, maar deze kwaliteiten worden alleen bereikt als stolling goed wordt begrepen en gecontroleerd.
De overgang van vloeibaar naar vast is waar de interne structuur wordt gecreëerd, waar voedsel behouden blijft of verloren gaat, en waar de meeste grote gietfouten worden voorkomen of geboren.
De centrale les is eenvoudig: een goed gietgietstuk wordt niet alleen correct gegoten, maar correct ingevroren.
Het temperatuurveld, schild gedrag, giet conditie, en gietgeometrie werken allemaal samen om te bepalen of het laatste onderdeel goed wordt, stabiel, en nuttig.
Het begrijpen van stolling is daarom geen theoretische exercitie. Het is een van de meest praktische vaardigheden in de investeringsgiettechniek.

