
1. Esittely
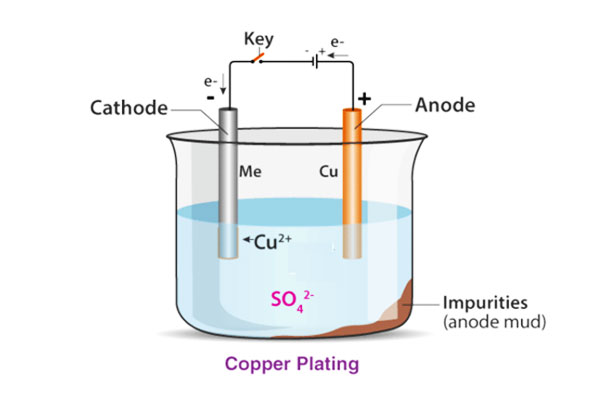
Sähköplantointi määritellään sähkökemialliseksi prosessiksi, jossa ohut metallikerros kerrostuu substraattiin elektrolyyttiliuoksella, anodi, ja katodi.
Tämä prosessi ei vain paranna perusmateriaalin suorituskykyä ja kestävyyttä, vaan myös parantaa sen visuaalista vetovoimaa ja toiminnallisuutta.
Historiallisesti, elektrolanointi kehittyi 1800-luvun alkupuolen kokeista hienostuneiksi,
Nykyään käytetyt automatisoidut järjestelmät, Materiaalitieteen ja ympäristömääräysten edistysaskeleet johtuvat suurelta osin.
Teollisuus, kuten autoteollisuus, ilmailu-, elektroniikka, korut, ja lääkinnälliset laitteet luottavat elektrolanointiin johdonmukaisten ja korkealaatuisten viimeistelyjen saavuttamiseksi.
Tässä artikkelissa, Pyrimme analysoimaan elektrolanointia useiden linssien kautta - tutkimaan sen tieteellisiä perusteita, prosessin optimointi, Suunnittelun näkökohdat, taloudelliset vaikutukset, Ympäristöhaasteet, ja nousevat trendit.
Tämä moniulotteinen lähestymistapa varmistaa kattavan ymmärryksen tekniikasta, joka taustalla on modernin pinnan viimeistely.
2. Sähköpuhdistuksen perusteet
Mikä on sähköpuhelinta?
Elektropanoiva Sisältää substraatin upottamisen (katodi) ja metallilähde (anodi) elektrolyyttiliuoksessa ja sitten sähkövirran levittäminen.
Kun elektronit virtaavat, Anodin metalli -ionit vähenevät ja talletetaan substraattiin, Muodostaminen ohut, yhtenäinen pinnoite.
Tämä prosessi parantaa ominaisuuksia, kuten korroosionkestävyyttä ja kestävyyttä, samalla kun se parantaa komponentin ulkonäköä.
Sähkökemialliset periaatteet
Elellingisoivan valheiden redox -reaktioiden ytimessä. Anodin metalli hapettuu ioneiksi, jotka kulkevat elektrolyytin läpi ja vähenevät katodissa.
Esimerkiksi, nikkelin sähköpuhdistuksen aikana, Anodista hapetus nikkeliatomit, liukene liuokseen ionina, ja talletetaan myöhemmin kiinteänä kerroksena työkappaleelle.
Avainprosessiparametrit - kuten virrantiheys, jännite, elektrolyytti, ja lämpötila - vaikuttaa suoraan laskeutumisen laatuun.
Erityisesti, Suuremmat virrantiheydet voivat nopeuttaa laskeutumisnopeuksia, mutta voi myös aiheuttaa karkeampaa viimeistelyä, jos niitä ei ole huolellisesti hallita.
3. Tieteelliset ja teoreettiset perusteet
Materiaalitieteen näkökulma
Sähköpinnoituksen laatu riippuu merkittävästi sen takana olevasta materiaalitieteestä.
Atomien sidos- ja ytimekanismit määrittävät, kuinka hyvin kerrostettu metalli tarttuu substraattiin.
Esimerkiksi, Alkuperäisten ytimenmuodostuskohtien muodostuminen ja sitä seuraava kasvu voi johtaa tasaiseen ja tiheään pinnoitteeseen, mikä on kriittistä korroosionkestävyyden kannalta.
Tutkimukset ovat osoittaneet, että elektrolyyttikoostumuksen ja pinnan aktivoinnin optimointi voi parantaa tarttuvuutta 20%.
Teoreettiset mallit
Elektrodikinetiikka, massakuljetusilmiöt, ja termodynaamiset tekijät ovat välttämättömiä pinnoitustulosten ennustamisessa.
Levitys, muuttoliike, ja konvektio vaikuttavat kaikki metalli -ionien liikkumiseen elektrolyytin sisällä.
Lisäksi, Talletus- ja tasapaino -olosuhteisiin vaadittava ylipotentiaali määrää talletuksen laadun.
Matemaattisia malleja ja simulaatioita käytetään yhä enemmän näiden vuorovaikutusten ennustamiseen, johtaa hallittuihin ja tehokkaampiin prosesseihin.
Empiirinen tieto ja validointi
Empiirinen tieto vahvistaa nämä teoreettiset mallit.
Esimerkiksi, Nikkelipinnoitus on tyypillisesti talletuksia nopeudella 1 kohtaan 3 µm minuutissa, kun taas koristeelliset kromipinnoitteet saattavat kohdistaa paksuudet 5 ja 10 µm.
Tällaiset tiedot ovat kriittisiä prosessien optimoinnissa ja laadunvalvonnassa, kuten jopa a 10% Virtatiheyden vaihtelu voi johtaa huomattaviin eroihin pinnoitteen paksuudessa ja suorituskyvyssä.
4. Elektropanittyypit
Elektropanointi kattaa erilaisia tekniikoita, jotka on suunniteltu metallikerroksen tallettamiseksi substraateille, Jokainen räätälöity tiettyihin sovelluksiin ja suorituskykyvaatimuksiin.
Hyödyntämällä erilaisia menetelmiä, Valmistajat voivat saavuttaa pinnoitteet, joilla on erilliset ominaisuudet, Koristeellisista viimeistelyistä korkean suorituskyvyn suojakerroksiin.
Tässä osassa, Tutkimme ensisijaisia elektrolantointityyppejä, Keskustelu standardimenetelmistä, erikoistuneet tekniikat, ja nousevat vaihtoehdot.
4.1 Tavalliset elektropnointitekniikat
Tavalliset elektronointimenetelmät muodostavat teollisuussovellusten selkärangan.
Nämä tavanomaiset prosessit tallettavat luotettavasti metallipäällysteitä, kuten nikkeli, kromi, kupari, ja kultaa substraateille.
Nikkeli- ja kromipinnoitus
- Nikkelipinnoitus:
Nikkelipinnoitusta käytetään laajasti sen erinomaiseen korroosionkestävyyteen ja kovuuteen.
Auto- ja teollisuussovelluksissa, Nikkelipinnoitteet saavuttavat tyypillisesti paksuuden välillä 5 ja 15 mikronit.
Esimerkiksi, Autoteollisuuden komponentit, kuten moottorin osat ja alusta.
Nikkelipinnoitus - Kromipinnoitus:
Chrome Pinning tarjoaa kiiltävän, peilimainen viimeistely, ja erinomainen kulutuskestävyys. Se löytää laajaa käyttöä koristeellisissa sovelluksissa ja raskaassa teollisuudessa.
Koristeelliset kromipinnoitteet vaihtelevat yleensä 5 kohtaan 10 mikronit, tarjoamalla sekä hienostunut ulkonäkö että vankka pintasuojaus.

Kupari ja kultainen pinnoitus
- Kupari:
Kuparipinnoitus parantaa sähkönjohtavuutta ja lämmön suorituskykyä, tekemällä siitä niitti elektronisissa sovelluksissa.
Tyypilliset laskeutumisnopeudet vaihtelevat 2 kohtaan 4 mikronit minuutissa, Piirilevyjen ja liittimien johdonmukaisten ja luotettavien pinnoitteiden varmistaminen. - Kultapinnoitus:
Tunnetaan ylemmästä johtavuudestaan ja torjumisesta, Kultapinnoitus on yleistä huippuluokan elektroniikassa ja koruissa.
Vaikka kultapinnoitus on yleensä ohuempaa - usein vähemmän kuin 5 Mikronit - se lisää merkittävää arvoa parantamalla sekä suorituskykyä että ulkonäköä.Kultapinnoitus

4.2 Erikoistuneet elektropnointitekniikat
Vakiomenetelmien ulkopuolella, Erikoistuneet tekniikat käsittelevät ainutlaatuisia teollisuuden haasteita tarjoamalla parempia hallinta- ja räätälöityjä päällysteominaisuuksia.
Pulssi
Pulssipinnoitus käyttää ajoittaisia sähkövirran purskeita vakiona suorapuheen sijaan. Tämä menetelmä tarjoaa useita keskeisiä etuja:
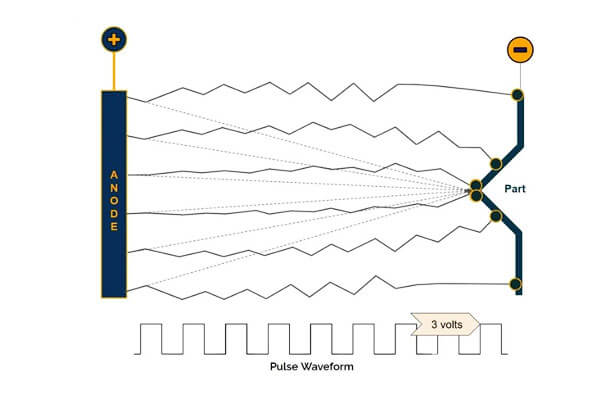
- Parantunut ohjaus:
Pulssipinnoitus mahdollistaa tarkan hallinnan kerrostumukinetiikassa, sisäisten rasitusten vähentäminen ja mikrorakenteen puhdistaminen.
Tutkimukset osoittavat, että pulssipinnoitus voi vähentää pinnan karheutta jopa 30% verrattuna tavanomaisiin menetelmiin. - Parannettu pinnoitteen laatu:
Se johtaa hienompaan viljarakenteeseen, joka parantaa pinnoitteen tarttuvuutta ja yhdenmukaisuutta-elinkykyä korkean tarkkaan sovelluksiin ilmailu- ja edistyneessä työkalussa.
Harjapinnoitus
Harjapinnoitus on paikallinen pinnoitustekniikka, Ihanteellinen korjaus- ja kosketussovelluksiin:
- Kohdennettu sovellus:
Käyttämällä harjamaista työkalua, Operaattorit voivat valikoivasti tallettaa metallipinnoitteita vaurioituneille alueille upottamatta koko osaa elektrolyyttikylvyn. - Kustannustehokas korjaus:
Harjapinnoitus osoittautuu erityisen hyödylliseksi huoltotoimissa, Käynnistimien vähentäminen ja kustannusten säästäminen välttämällä osien täydellistä uudelleenleikkausta.
Mikropaloitus
Mikrolevystekniikat mahdollistavat ultra-ohuneiden metallikerrosten-usein submikronisarjan-välttämättömän tarkkuuselektroniikan ja puolijohdealaitteiden saostumisen:
- Tarkkuusohjaus:
Mikropanta saavuttaa tasaiset pinnoitteet, joiden paksuus on tyypillisesti alla 1 mikroni, Tärkeää tiheyden piirilevyille ja mikroelektromekaanisille järjestelmille (Mems). - Minimaalinen materiaalin lisäys:
Tämä tekniikka varmistaa, että lisätty paino pysyy vähäisenä samalla kun se tarjoaa parannettua toiminnallisuutta, kuten parantunut johtavuus tai korroosionkestävyys.
Elektrolitio (Kemiallinen pinnoitus)
Elektrolitio, Vaikka se ei ole ehdottomasti sähkösopulointimenetelmä, jakaa yhtäläisyyksiä tallettamalla metalli ilman ulkoista sähkövirtaa:
- Yhdenmukaisuus monimutkaisilla pinnoilla:
Se tuottaa tasaiset pinnoitteet jopa epäsäännöllisillä tai huokoisilla pinnoilla, Tekijä on ihanteellinen johtamattomille materiaaleille, jotka vaativat johtavan kerroksen. - Laaja teollisuuskäyttö:
Elektrolitio nikkelipinnoitus, esimerkiksi, on yleinen ilmailu- ja autoteollisuudessa sen erinomaisen korroosionkestävyyden ja kyvyn muodostamisen vuoksi johdonmukainen, tiheä kerros.
4.3 Nousevat ja hybridi -tekniikat
Teknologian kehitys on johtanut hybridi-tekniikoiden kehittämiseen, joissa yhdistyvät erilaisten menetelmien vahvuudet jatkuvasti kehittyneiden teollisuusvaatimusten täyttämiseksi.
Hybridi sähkösopulantotekniikat
- Yhdistelmäprosessit:
Hybriditekniikat integroivat sähkösopulaation muihin pintakäsittelymenetelmiin, kuten lämpösuihkumiseen tai anodisointiin.
Näiden yhdistelmien tarkoituksena on parantaa yleistä suorituskykyä yhdistämällä kunkin prosessin edut.
Esimerkiksi, Alkuperäinen elektropnoitu kerros voidaan käsitellä edelleen lämpösuihkutuksella paksumman saavuttamiseksi, Vahempi pinnoite. - Prosessin mukauttaminen:
Insinöörit käyttävät yhä enemmän simulointityökaluja ja koneoppimista hybridiprosessien mukauttamiseen.
Nämä digitaaliset innovaatiot optimoivat parametrit reaaliajassa, Materiaalijätteen vähentäminen ja yhdenmukaisen laadun varmistaminen.
4.4 Vertaileva analyysi ja valintakriteerit
Oikean sähköpuhdistusmenetelmän valitseminen riippuu joukosta tekijöitä. Harkitse seuraavia kriteerejä:
Substraattimateriaali:
Pinnoitustekniikan valinta riippuu usein substraatista.
Esimerkiksi, Herkät elektroniset komponentit hyötyvät mikrolevystä, kun taas suurempia autojen osia palvelee paremmin tavallinen nikkeli tai kromipinnoitus.
Haluttu pinnoitusominaisuudet:
Tekijät, kuten paksuus, yhtenäisyys, tarttuvuus, ja mekaaninen lujuus vaikuttavat valintaprosessiin.
Pulssi, esimerkiksi, Evenee sovelluksissa, joissa sisäisen stressin vähentäminen on kriittistä.
Kustannukset ja tehokkuus:
Taloudelliset vaikutukset, mukaan lukien laiteinvestoinnit, toimintakustannukset, ja läpäisy, on myös merkittävä rooli.
Vaikka erikoistuneet tekniikat, kuten mikrolevy, tarjoavat erinomaisen tarkkuuden, niille voi aiheuttaa korkeampia kustannuksia verrattuna tavanomaisiin menetelmiin.
Ympäristö- ja sääntelynäkökohdat:
Kestävät käytännöt ja ympäristömääräysten noudattaminen voivat suosia yhtä tekniikkaa toiseen nähden.
Elektrolitio pinnoitus ja edistyneet pulssipinnoitusmenetelmät, esimerkiksi, voi vähentää kemiallista jätettä ja energiankulutusta.
5. Yleinen sähköpuhdistusprosessi
Sähköprosessi on huolellisesti kontrolloitu vaihejärjestys, joka muuttaa paljaan substraatin päällystetyksi komponentille, jolla on parannettu suorituskyky ja esteettiset ominaisuudet.
Tämä prosessi ei vain paranna ominaisuuksia, kuten korroosionkestävyyttä ja johtavuutta, vaan sillä on myös kriittinen rooli laadunvalvonnassa.
Alla, Yksityiskohtaisesti jokainen elektropnointiprosessin vaihe, Tietojen ja reaalimaailman esimerkkien tukemana, havainnollistaa, kuinka kukin vaihe edistää korkealaatuista viimeistelyä.
Esikäsittely ja pinnan valmistus
Menestyvä sähkösopulointioperaatio alkaa perusteellisella pinnan valmistuksella.
Tämä vaihe on elintärkeä, koska edes edistynein pinnoitustekniikka ei voi ylittää epäpuhtauksien tai pinnan epäsäännöllisyyden aiheuttamia tarttuvuusongelmia.
- Puhdistus ja rasvanpoisto:
Substraatti on puhdistettava öljyjen poistamiseksi, lika, ja muut epäpuhtaudet.
Yleisiä puhdistusaineita ovat alkaliset liuokset ja liuottimet, jotka voivat vähentää pinnan saastumista ohi 95%.
Esimerkiksi, Autoteollisuuden automatisoidut puhdistusjärjestelmät varmistavat, että kukin osa täyttää tiukat puhtausstandardit ennen pinnoitusta. - Syövytys ja aktivointi:
Happo- tai alkalinen etsaus poistaa kaikki jäännösoksidit ja karhentaa pintaa, Mikroskooppisten ominaisuuksien luominen, jotka parantavat mekaanista sitoutumista.
Oikea etsaus voi parantaa pinnoitteen tarttumista 15–20%. Tämä vaihe on erityisen tärkeä metalleille, kuten ruostumattomasta teräksestä, missä passiiviset oksidikerrokset voivat estää laskeutumista. - Huuhtelu:
Huuhtelu deionisoidulla vedellä varmistaa, että kaikki kemialliset jäännökset poistetaan. Johdonmukaiset huuhteluprotokollat auttavat ylläpitämään tasaisia pintaolosuhteita, minimoida viat lopullisessa pinnoitteessa.
Pinnoitusoperaatio
Kun substraatti on valmistettu asianmukaisesti, Pinnoitusoperaatio alkaa.

Tämä vaihe sisältää puhdistetun työkappaleen upottamisen elektrolyyttikylveen, missä hallittu sähkövirta helpottaa metalli -ionien laskeutumista pintaan.
- Elektrolyyttikylvyn koostumus:
Pinnoitusliuos sisältää liuenneen metallisuolan ja lisäaineet, jotka hallitsevat laskeutumisprosessia.
Esimerkiksi, Nikkelipinnoituskylpy voi sisältää nikkelisulfaattia, nikkelikloridi, ja boorihappo.
Tarkkojen kemiallisten pitoisuuksien ylläpitäminen varmistaa yhdenmukaiset laskeutumisnopeudet, jotka tyypillisesti vaihtelevat 1 kohtaan 3 µm minuutissa teollisuussovelluksissa. - Virran ja jännitteen ohjaus:
Suoravirta käyttää metalli -ioneja kohti työkappalaa (katodi).
Nykyinen tiheys on kriittinen: liian korkea, ja pinnoite voi tulla karkea ja huokoinen; liian matala, ja laskeutumisnopeus on tehoton.
Nykyaikaiset järjestelmät käyttävät tietokoneistettuja säätimiä optimaalisten olosuhteiden ylläpitämiseen ja parametrien säätämiseen reaaliajassa. - Talletusvaihe:
Tämän vaiheen aikana, Metalli -ionit vähenevät katodissa, Koherentin ja tarttuvan metallikerroksen muodostaminen.
Esimerkiksi, Sähkökannaiset kromipinnoitteet kohdistuvat usein 5–10 um: n paksuuteen, Tarjoaa sekä koristeellista vetovoimaa että parannettua kulumiskestävyyttä.
Käsittelyprosessit
Talletuksen jälkeen, Käsittelyn jälkeiset prosessit tarkentavat elektropoitua päällystettä, kestävyyden ja suorituskyvyn varmistaminen.
- Huuhtelu ja kuivaus:
Sähköpuhdistuksen jälkeen, Työkappale huuhdeltaan perusteellisesti jäljellä olevien elektrolyyttien poistamiseksi.
Sitten se kuivataan käyttämällä pakko-ilma- tai infrapunasysteemejä, jotka on suunniteltu välttämään vesipisteitä tai epätasaista kuivausta. - Sinetöinti ja passivointi:
Jotkut sovellukset vaativat ylimääräisen tiivistysvaiheen korroosionkestävyyden parantamiseksi edelleen.
Esimerkiksi, Nikkelipinnoituksen jälkeen, Passivointihoito voi parantaa pinnoitteen vastustuskykyä ympäristön pilaantumiseen, pidentämällä komponentin käyttöikäistä 25%. - Tarkastus ja laadunvalvonta:
Tiukat laadunvalvontatoimenpiteet, mukaan lukien paksuusmittaukset ja tarttuvuuskokeet, Varmista, että pinnoite täyttää eritelmät.
Automaattisia optisia ja mekaanisia tarkastusjärjestelmiä käytetään laajasti, Alla olevien viallisten osien nopeuden vähentäminen 2%.
Laadunvalvonta ja prosessien optimointi
Jatkuvan laadun ylläpitäminen koko elektrolanointiprosessin ajan on välttämätöntä.
Integroidut valvontajärjestelmät Seuraa avainparametreja, kuten virrantiheys, kylpylämpötila, ja kemiallinen koostumus.
Tämän tietopohjaisen lähestymistavan avulla valmistajat voivat säätää prosessia reaaliajassa, Yhdenmukaisuuden varmistaminen ja jätteiden vähentäminen.
- Reaaliaikainen seuranta:
Anturit mittaavat jatkuvasti olosuhteita pinnoituskylvyssä, varoittavat operaattorit mahdollisista poikkeamista. Tällaiset järjestelmät voivat parantaa prosessin tehokkuutta jopa 20%. - Tilastollinen prosessien hallinta (SPC):
SPC -menetelmien käyttäminen auttaa tunnistamaan trendit ja ylläpitämään laatua suurilla tuotantojoukkueilla.
Yritykset ilmoittavat romumahousujen ja uudelleenmuodostuneiden huomattavan alenemisen käytettäessä näitä edistyneitä laadunvalvontastrategioita.
6. Sähköpuhelun edut ja haitat
Edut
- Parannettu funktionaaliset ominaisuudet:
Sähköplantointi parantaa merkittävästi korroosionkestävyyttä, kulumiskestävyys, sähkönjohtavuus, ja lämpösuorituskyky. - Esteettinen monipuolisuus:
Saavuttaa kiiltävä, yhtenäiset viimeistelyt monissa väreissä (kulta, hopea, kromi) koristeellisiin ja toiminnallisiin sovelluksiin. - Kustannustehokas suuren määrän tuotantoon:
Kun optimoitu, Sähköprosessit vähentävät materiaalijätteitä ja pidentävät komponenttien elinkaarta, Pitkäaikaisten säästöjen toimittaminen. - Räätälöinti:
Kyky hallita pinnoitteen paksuutta ja räätälöimiä ominaisuuksia vastaamaan tiettyjä sovellusvaatimuksia.
Haitat
- Ympäristö- ja turvallisuusongelmat:
Vaarallisten kemikaalien käyttö vaatii tiukat jätehuolto- ja turvallisuusprotokollat. - Suuri alkuinvestointi:
Kehittyneen sähköpuhdistuslaitoksen perustaminen vaatii merkittäviä investointeja laitteisiin ja infrastruktuuriin. - Prosessin herkkyys:
Elektrolyytikoostumuksen vaihtelu, lämpötila, ja virta voi johtaa epäjohdonmukaisiin pinnoitteisiin, jos niitä ei hallita oikein. - Aineelliset rajoitukset:
Jotkut substraatit vaativat erikoistunutta esikäsittelyä asianmukaisen tarttumisen varmistamiseksi, lisäämällä prosessiin monimutkaisuutta.
7. Elektrolanoivan sovellukset: Teollisuuskohtaiset käytöt ja edut
Sähköpuhdistuksella on ratkaiseva rooli eri toimialat, tarjonta Parannetut pinnan ominaisuudet, korroosiosuojaus, esteettinen vetoomus, ja toiminnalliset parannukset.
Alla on yksityiskohtainen etsintä sen sovelluksista suurten sektoreiden välillä.
Autoteollisuus
Sähköpuhdistusta käytetään laajasti ajoneuvokomponenttien valmistus kestävyyden parantamiseksi, kulumiskestävyys, ja ulkonäkö.
Avainsovellukset:
- Kromipinnoitus: Käytetään puskureissa, grillit, ja leikata jtk esteettinen vetoomus ja korroosiokestävyys.
- Nikkelipinnoitus: Levitetään moottorin komponentteihin, mäntä, ja vaihteet kuluta vastus ja pitkäikäisyys.
- Sinkki ja sinkki-nikkelipinnoitus: Suojaa komponentit, kiinnittimet, ja rungon osat korroosio- ja ympäristövahinko.
- Kupari-nikkelikromi pinnoitus: Käytetään pakojärjestelmissä lämpö- ja hapettumiskestävyys.
Ilmailu-
Lentokonekomponentit vaativat Suorituskykyiset pinnoitteet kestämään äärimmäistä lämpötilan vaihtelut, mekaaninen jännitys, ja syövyttävät ympäristöt.
Avainsovellukset:
- Kadmiumpinnoitus: Käytetään laskutelineessä, kiinnittimet, ja kriittiset rakennekomponentit korroosionkestävyys.
- Kova kromi: Levitetty hydraulisiin sylintereihin, lentokoneiden laakerit, ja turbiiniakselit korkea kulumiskestävyys ja kestävyys.
- Nikkelipinnoitus: Tarjoaa hapettumiskestävyys ja lämpöstabiilisuus Jet -moottorin komponenteissa.
Elektroniikan ja puolijohdeteollisuus
Sähköpannointi on välttämätöntä valmistukselle elektroninen piirit, liittimet, ja mikrokomponentit, varmistaa korkea sähkönjohtavuus ja kestävyys.
Avainsovellukset:
- Kulta- ja hopeapinnoitus: Käyttää korkean johtavuuden kontaktit piirilevyissä, liittimet, ja puolijohdepiirit.
- Kupari: Levitetään painettuihin piirilevyihin (Piirilevy) kohtaan parantaa sähköreittejä ja parantaa lämmön hajoamista.
- Nikkeli ja tina: Käytetään elektronisissa liittimissä Estä hapettuminen ja varmista pitkäaikainen luotettavuus.
Lääketieteelliset ja lääketieteelliset sovellukset
Lääketieteellinen Laitteet vaativat biologisesti yhteensopivia ja kestäviä pinnoitteita käyttää, korroosio, ja bakteerien saastuminen.
Avainsovellukset:
- Kulta- ja hopeapinnoitus: Käytetty elektrodeissa, tahdistimet, ja kirurgiset välineet biologinen yhteensopivuus ja sähkönjohtavuus.
- Nikkelititanium (Niti) Pinnoitteet: Sovellettu ortopedisiin implantteihin ja hammastyökaluihin parantunut mekaaninen lujuus.
- Kromi- ja nikkelipinnoitus: Käytetään kirurgisissa työkaluissa ja proteesissa steriiliys ja kulutusvastus.
Korut ja ylellisyystavarat
Elektrolanointi parantaa esiintyminen, kestävyys, ja arvo jalometallituotteita.
Avainsovellukset:
- Kulta- ja rodiumpinnoitus: Käyttää hämärä ja kiilto renkaissa, kellot, ja ylellisyystarvikkeet.
- Hopea- ja platinapinnoitus: Sovellettu parantamaan naarmuuntumiskestävyys ja kirkkaus huippuluokan koruissa.
Teollisuuskoneet ja työkalut
Teollisuustyökalut ja laitteet käyvät läpi voimakas mekaaninen jännitys, vaaditaan suojapinnoitteita palvelun käyttöikän pidentämiseksi.
Avainsovellukset:
- Kova kromi: Käytetty kuolemassa, muotit, ja työkalujen leikkaus hankauskestävyys ja kovuus.
- Nikkeli ja koboltti: Parantaa korroosionkestävyys ja lämmöntoleranssi raskaissa teollisuusosissa.
8. Suunnittelun näkökohdat elektrolanointia varten
Substraatin yhteensopivuus
- Arvioi substraatin tyyppi ja tila, Varmistetaan, että se kestää elektropnointiprosessia.
- Harkitse esikäsittelyvaatimuksia tarttuvuuden ja yhdenmukaisuuden maksimoimiseksi.
Pinnoitusmääritykset
- Määritä optimaalinen paksuus, viimeistely, ja tarttuvuus tarvitaan suorituskyvyn ja esteettisten vaatimusten perusteella.
- Käytä suunnittelusimulaatioita ja empiiristä tietoa prosessiparametrien ohjaamiseen.
Prosessien integraatio
- Integroi sähköplantointi saumattomasti olemassa oleviin valmistusten työnkulkuihin.
- Päätä erän ja jatkuvien prosessien välillä, jotka perustuvat tuotannon määrään ja kustannustehokkuuteen.
Ympäristö- ja turvallisuuden noudattaminen
- Varmista, että sähköpuhdistusprosessi täyttää kansainväliset ympäristömääräykset (ESIM., EPA, Tavoite).
- Toteuttaa asianmukaiset jätehuolto- ja turvallisuusprotokollat työntekijöiden ja ympäristön suojelemiseksi.
Kustannus-hyötykompromissit
- Arvioi sähköiskun taloudelliset vaikutukset suhteessa muihin viimeistelymenetelmiin.
- Harkitse pitkäaikaisia etuja, kuten pidennetty tuoteikä ja alennetut ylläpitokustannukset alkuperäisissä investointeissa.
9. Sähköplantoinnin vertailu muihin pintakäsittelyihin
Alla on suora vierekkäinen vertailu elektrolanointiin muihin yleisiin pintakäsittelymenetelmiin, Yhteenveto avainsuoritusindikaattoreista.
| Ominaisuus | Elektropanoiva | Anodisoiva | Jauhepäällyste | PVD/CVD -pinnoite | Galvanoiva | Lämmön suihkutus |
|---|---|---|---|---|---|---|
| Käsitellä | Sähkökemiallinen metallin laskeuma | Sähkökemiallinen hapettuminen | Sähköstaattinen kuivajauhe + parannus | Höyryfaasipinnoite tyhjössä | Sulan sinkkihaute | Sulan/puoliksi molten-materiaalin ruiskuttaminen |
| Tyypilliset materiaalit | Eri metallit | Alumiini, titaani | Metallit, Joitakin muoveja | Metallit, keramiikka, muovit | Teräs, rauta | Metallit, keramiikka, polymeerit |
| Korroosionkestävyys | Korkea (nikkeli, kromi, sinkkipinnoitus) | Korkea (oksidikerros) | Korkea (epoksipinnoitteet) | Erinomainen | Erittäin korkea | Erittäin korkea |
| Kulumiskestävyys | Hyvä, riippuu metallista | Erinomainen | Hyvä, sirukestävä | Ylempi, äärimmäinen kovuus | Kohtuullinen | Erinomainen, käytetään äärimmäisissä ympäristöissä |
| Esteettinen vetoomus | Kirkas, koristeelliset metalliset viimeistelyt | Matta, voidaan värjätä | Laaja värivalikoima/tekstuuria, ei metallista kiiltoa | Metalliset ja värilliset viimeistelyt | Tylsä, karkea teollisuuspinta | Karkea, teollisuuden ulkonäkö |
| Kestävyys | Kohtalainen | Korkea | Erittäin korkea, vastustaa halkeilua | Erittäin korkea | Korkea ulkona altistumiseen | Erittäin korkea, ilmailu- |
| Maksaa | Kohtalainen | Matala- ja kohtalainen | Matala yksikköä kohti irtotavaraa | Korkea, tyhjiökäsittelyn vuoksi | Matala, Kustannustehokas teräkselle | Korkea, vaatii erikoistuneita laitteita |
| Ympäristövaikutukset | Kemiallinen jäte, vaaralliset materiaalit | Ympäristöystävällinen, minimaalinen jäte | Ympäristöystävällinen, ei VOC -yhdisteitä | Minimaalinen jäte, vihreä tekniikka | Tuottaa sinkkijätteitä, mutta kierrätettävä | Jotkut materiaalit voivat olla vaarallisia |
| Sovellukset | Korut, elektroniikka, autoteollisuus, ilmailu- | Ilmailu-, kulutustavarat, rakennus | Kulutustavarat, teollisuusosat, arkkitehtuuri | Leikkaustyökalut, ilmailu-, lääketieteelliset implantit | Rakenteellinen teräs, sillat, autoteollisuus | Ilmailu-, turbiinit, lääketieteelliset implantit |
10. Tulevat trendit ja innovaatiot
Teknologinen kehitys
- Edistyneet pinnoitustekniikat:
Tutustu pulssipinnoitukseen, harjapinnoitus, ja mikrolevy, jotka tarjoavat parannettua hallintaa laskeutumisesta ja vähentyneistä sisäisistä jännityksistä. - Digitaalinen integraatio:
Analysoi kuinka Internet, AI, ja reaaliaikaiset seurantajärjestelmät optimoivat prosessin hallinnan ja ennustavan ylläpidon. - Nanoteknologia:
Tutki, kuinka nano-mittakaavan lisäaineet parantavat pinnoitteen suorituskykyä, kestävyys, ja sähköiset ominaisuudet.
Markkinoiden dynamiikka ja globaalit näkymät
- Nykyiset ennusteet osoittavat markkinoiden kasvun, projektioilla, jotka osoittavat CAGR: n 5-7% seuraavan vuosikymmenen aikana.
- Keskustele alueellisista suuntauksista, korostavat eroja Pohjois -Amerikan markkinoiden välillä, Eurooppa, ja Aasian ja Tyynenmeren alue.
- Tunnista strategiset mahdollisuudet yrityksille, jotka investoivat ympäristöystävällisiin ja edistyneisiin sähköpuhdistustekniikoihin.
Kestävyys ja sääntelyn kehitys
- Tutki nousevia ympäristöystävällisiä käytäntöjä, mukaan lukien biopohjaisten elektrolyyttien ja matalan säteilyprosessien käyttö.
- Ennusta, kuinka kehittyvät säännökset johtavat lisäinnovaatioihin ja vihreiden elektrolanointimenetelmien käyttöönottamiseen.
11. Johtopäätös
Yhteenvetona, Elektropanointi on monipuolinen prosessi, jolla on tärkeä rooli suorituskyvyn parantamisessa, kestävyys, ja materiaalien ulkonäkö monenlaisilla toimialoilla.
Sen tieteellisten periaatteiden perusteellisen ymmärtämisen kautta, prosessin optimointi, ja suunnittelun näkökohdat, Valmistajat voivat hyödyntää elektrolanointia paremman tuotteen laadun ja kestävyyden saavuttamiseksi.
Edistyminen digitaalisessa integraatiossa, nanoteknologia, ja ympäristöystävälliset käytännöt lupaavat parantaa edelleen sähkösopulaation tehokkuutta ja ympäristöä koskevaa yhteensopivuutta.
Koska globaalit markkinat kehittyvät edelleen, Kyky innovoida ja sopeutua elektropnointiin pysyy tärkeänä kilpailukyvyn ylläpitämisessä ja teollisuuden edistymisessä.
Jos etsit korkealaatuista pintakäsittelypalvelut, valinta LangHe on täydellinen päätös valmistustarpeisiisi.

