
1. مقدمه
برقی به عنوان یک فرآیند الکتروشیمیایی تعریف می شود که در آن یک لایه نازک از فلز با استفاده از محلول الکترولیت روی یک بستر قرار می گیرد, یک آند, و یک کاتد.
این فرایند نه تنها عملکرد و دوام مواد پایه را تقویت می کند بلکه جذابیت و عملکرد بصری آن را بهبود می بخشد.
از نظر تاریخی, برقی از آزمایشات اوایل قرن نوزدهم به پیشرفته تبدیل شد,
سیستم های خودکار امروزه مورد استفاده قرار می گیرند, عمدتا ناشی از پیشرفت در علوم مواد و مقررات زیست محیطی است.
صنایعی مانند خودرو, هوا و فضا, الکترونیک, جواهرات, و دستگاه های پزشکی برای دستیابی.
در این مقاله, هدف ما تجزیه و تحلیل آبکاری از طریق لنزهای متعدد است - از مبانی علمی آن استفاده می کنیم, بهینه سازی فرآیند, ملاحظات طراحی, تأثیرات اقتصادی, چالش های زیست محیطی, و روندهای نوظهور.
این رویکرد چند بعدی درک کاملی از فناوری را که زیربنای اتمام سطح مدرن است ، تضمین می کند.
2. مبانی الکتروپلینگ
الکتروپلینگ چیست?
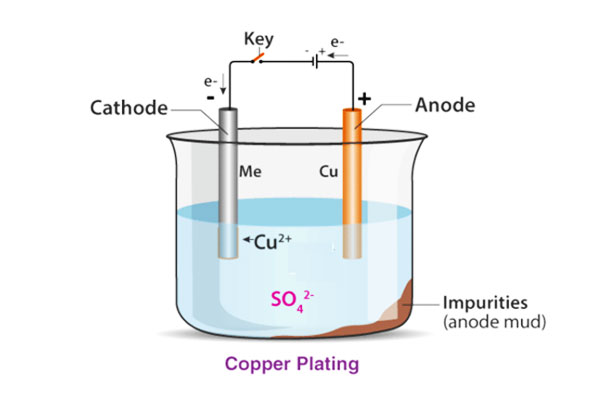
آبکاری شامل غوطه ور کردن بستر است (کاتب) و یک منبع فلزی (آنه) در یک محلول الکترولیت و سپس استفاده از جریان الکتریکی.
به عنوان الکترون جریان می یابد, یونهای فلزی از آند کاهش یافته و روی بستر قرار می گیرند, تشکیل نازک, روکش یکنواخت.
این فرایند خواصی مانند مقاومت در برابر خوردگی و دوام را بهبود می بخشد و در عین حال ظاهر مؤلفه را نیز تقویت می کند.
اصول الکتروشیمیایی
در قلب واکنشهای ردوکس دروغ آب. فلز موجود در آند در یون ها اکسیده می شود, که از طریق الکترولیت مهاجرت می کنند و روی کاتد کاهش می یابد.
به عنوان مثال, در حین تولید نیکل, اتم های نیکل از آند اکسید می شوند, به عنوان یون در محلول حل شوید, و متعاقباً به عنوان یک لایه جامد روی قطعه کار سپرده می شوند.
پارامترهای فرآیند کلیدی - مانند چگالی جریان, ولتاژ, ترکیب الکترولیت, و دما - به طور مستقیم بر کیفیت رسوب تأثیر می گذارد.
قابل توجه, تراکم جریان بالاتر می تواند نرخ رسوب را تسریع کند اما در صورت عدم کنترل دقیق ممکن است باعث اتمام سخت تر شود.
3. مبانی علمی و نظری
چشم انداز علوم مادی
کیفیت یک پوشش برقی به علم مادی در پشت آن بستگی دارد.
مکانیسم های پیوند اتمی و هسته ای تعیین می کند که چگونه فلز رسوب شده به بستر چسبیده است.
به عنوان مثال, تشکیل سایت های هسته اولیه و رشد بعدی می تواند به یک پوشش یکنواخت و متراکم منجر شود, که برای مقاومت در برابر خوردگی بسیار مهم است.
مطالعات نشان داده اند که بهینه سازی ترکیب الکترولیت و فعال سازی سطح می تواند چسبندگی را تا حداکثر بهبود بخشد 20%.
مدل های نظری
سینتیک الکترود, پدیده های حمل و نقل انبوه, و عوامل ترمودینامیکی در پیش بینی نتایج آبکاری ضروری هستند.
انتشار, مهاجرت, و همرفت همه بر نحوه حرکت یونهای فلزی در الکترولیت تأثیر می گذارد.
علاوه بر, بیش از حد مورد نیاز برای رسوب و شرایط تعادل ، کیفیت سپرده را دیکته می کند.
از مدل ها و شبیه سازی های ریاضی به طور فزاینده ای برای پیش بینی این تعامل استفاده می شود, منجر به فرآیندهای کنترل شده و کارآمدتر.
داده های تجربی و اعتبار سنجی
داده های تجربی این مدلهای نظری را تأیید می کنند.
به عنوان مثال, آبکاری نیکل به طور معمول با نرخ های مختلف سپرده می شود 1 به 3 میکرومتر در دقیقه, در حالی که پوشش های کروم تزئینی ممکن است ضخامت بین آنها را هدف قرار دهند 5 وت 10 μM.
چنین داده هایی برای بهینه سازی فرآیند و کنترل کیفیت بسیار مهم هستند, حتی یک 10% تغییر در چگالی جریان می تواند منجر به تفاوت های قابل توجه در ضخامت پوشش و عملکرد شود.
4. انواع برقی
الکتروپلینگ انواع تکنیک های طراحی شده برای رسوبات لایه های فلزی را بر روی بسترها شامل می شود, هر یک متناسب با برنامه های خاص و الزامات عملکرد.
با استفاده از روشهای مختلف, تولید کنندگان می توانند با خواص متمایز به روکش هایی دست یابند, از اتمام تزئینی گرفته تا لایه های محافظ با کارایی بالا.
در این بخش, ما انواع اصلی آبکاری را بررسی می کنیم, بحث در مورد روشهای استاندارد, تکنیک های تخصصی, و گزینه های در حال ظهور.
4.1 تکنیک های استاندارد برقی
روشهای استاندارد الکتروپلینگ ستون فقرات کاربردهای صنعتی را تشکیل می دهند.
این فرآیندهای معمولی با اطمینان پوشش های فلزی مانند نیکل را سپرده می دهند, کروم, مس, و طلا بر روی بسترها.
آبکاری نیکل و کروم
- آبکاری:
آبکاری نیکل به دلیل مقاومت و سختی در برابر خوردگی عالی مورد استفاده قرار می گیرد.
در کاربردهای خودرو و صنعتی, روکش های نیکل به طور معمول به ضخامت ها می رسند 5 وت 15 میکرونی.
به عنوان مثال, اجزای خودرو مانند قطعات موتور و شاسی اغلب از آبکاری نیکل استفاده می کنند تا عمر خدمات خود را در شرایط عملیاتی سخت تمدید کنند.
آبکاری - آبکاری:
آبکاری Chrome یک براق بالا ارائه می دهد, mirror-like finish, و مقاومت برجسته سایش. این کار در کاربردهای تزئینی و همچنین در صنایع سنگین استفاده گسترده ای پیدا می کند.
پوشش های کروم تزئینی معمولاً از 5 به 10 میکرون ضخامت, ارائه ظاهری تصفیه شده و محافظت از سطح قوی.

آبکاری مس و طلا
- آبکاری مس:
آبکاری مس باعث بهبود هدایت الکتریکی و عملکرد حرارتی می شود, ساختن آن به عنوان اصلی در کاربردهای الکترونیکی.
نرخ رسوب معمولی از 2 به 4 میکرون در دقیقه, اطمینان از پوشش های مداوم و قابل اعتماد در تابلوهای مدار و اتصالات. - آبکاری:
شناخته شده به دلیل هدایت و مقاومت برتر در برابر لکه گیری, آبکاری طلا در الکترونیک و جواهرات سطح بالا رایج است.
اگرچه آبکاری طلا معمولاً نازک تر است - اغلب کمتر از 5 میکرون - با افزایش عملکرد و ظاهر ، ارزش قابل توجهی را اضافه می کند.آبکاری

4.2 تکنیک های تخصصی الکتروپلینگ
فراتر از روشهای استاندارد, تکنیک های تخصصی با ارائه کنترل بیشتر و ویژگی های پوشش مناسب ، به چالش های صنعت منحصر به فرد می پردازند.
آبکاری
آبکاری پالس به جای یک جریان مستقیم ثابت ، از انفجارهای متناوب جریان الکتریکی استفاده می کند. این روش چندین مزیت کلیدی را ارائه می دهد:
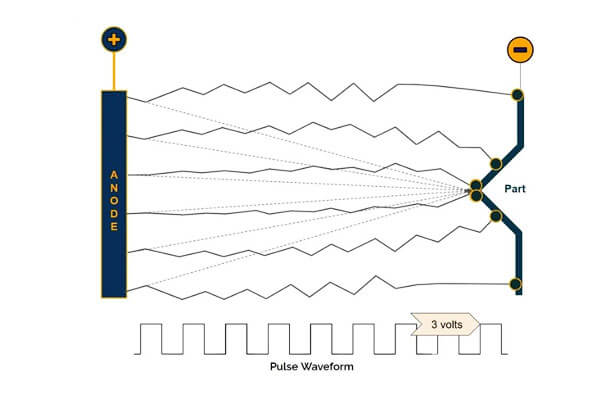
- کنترل پیشرفته:
آبکاری پالس امکان کنترل دقیق بر روی سینتیک رسوب را فراهم می کند, کاهش فشارهای داخلی و پالایش ریزساختار.
تحقیقات نشان می دهد که آبکاری پالس می تواند زبری سطح را تا حداکثر کاهش دهد 30% در مقایسه با روشهای معمولی. - کیفیت پوشش بهبود یافته:
این امر منجر به ساختار دانه ریز تر می شود, که چسبندگی و یکنواختی پوشش را تقویت می کند-برای کاربردهای با دقت بالا در هوافضا و ابزار پیشرفته.
آبکاری
آبکاری برس یک روش آبکاری موضعی است, ایده آل برای تعمیر و برنامه های کاربردی:
- برنامه هدفمند:
با استفاده از یک ابزار مانند برس, اپراتورها می توانند بدون غوطه ور شدن کل قسمت در حمام الکترولیت ، پوشش های فلزی را در مناطق آسیب دیده سپرده کنند. - ترمیم مقرون به صرفه:
آبکاری برس به ویژه در عملیات نگهداری مفید است, کاهش خرابی و صرفه جویی در هزینه با جلوگیری از گلدان های کامل قطعات.
خرد کننده
تکنیک های میکرو افزودنی رسوب لایه های فلزی فوق العاده نازک را که اغلب در محدوده زیر میکرون-برای وسایل الکترونیکی دقیق و وسایل نیمه هادی ضروری است ، امکان پذیر می کنند:
- کنترل دقیق:
میکرو روکش به پوشش های یکنواخت با ضخامت ها به طور معمول در زیر دست می یابد 1 میکرون, برای تابلوهای مدار با چگالی بالا و سیستم های میکروالکترومکانیکی بسیار مهم است (مگس). - علاوه بر این ماده حداقل:
این تکنیک تضمین می کند که وزن اضافه شده ضمن ارائه عملکرد پیشرفته مانند بهبود هدایت یا مقاومت در برابر خوردگی ، ناچیز باقی می ماند.
آبکاری (آبکاری)
آبکاری, اگرچه به شدت یک روش برقی نیست, با سپردن فلز بدون جریان الکتریکی خارجی ، شباهت های خود را به اشتراک می گذارد:
- یکنواختی روی سطوح پیچیده:
پوشش های یکنواخت حتی در سطوح نامنظم یا متخلخل, آن را برای مواد غیر رسانا که به یک لایه رسانا نیاز دارند ایده آل می کند. - استفاده گسترده صنعتی:
آبکاری نیکل الکترول, به عنوان مثال, به دلیل مقاومت در برابر خوردگی عالی و توانایی تشکیل سازگار در صنایع هوافضا و خودرو شیوع دارد, لایه متراکم.
4.3 تکنیک های در حال ظهور و ترکیبی
پیشرفت در فناوری منجر به توسعه تکنیک های ترکیبی شده است که نقاط قوت روش های مختلف را برای برآورده کردن خواسته های صنعتی در حال تحول ترکیب می کند.
تکنیک های الکتروپلینگ ترکیبی
- فرآیندهای ترکیبی:
تکنیک های هیبریدی با استفاده از سایر روشهای تصفیه سطح مانند پاشش حرارتی یا آنودایز کردن ، آبکاری را ادغام می کنند.
این ترکیبات با ادغام مزایای هر فرآیند با هدف افزایش عملکرد کلی.
به عنوان مثال, یک لایه برقی اولیه ممکن است با سمپاش حرارتی بیشتر درمان شود تا به ضخیم تر برسد, روکش قوی تر. - سفارشی سازی فرآیند:
مهندسان به طور فزاینده ای از ابزارهای شبیه سازی و یادگیری ماشین برای سفارشی کردن فرآیندهای ترکیبی استفاده می کنند.
این نوآوری های دیجیتال پارامترها را در زمان واقعی بهینه می کنند, کاهش زباله های مواد و اطمینان از کیفیت مداوم.
4.4 معیارهای تجزیه و تحلیل تطبیقی و انتخاب
انتخاب روش برقی مناسب به عوامل زیادی بستگی دارد. معیارهای زیر را در نظر بگیرید:
ماده بستر:
انتخاب تکنیک آبکاری اغلب به بستر بستگی دارد.
به عنوان مثال, اجزای الکترونیکی ظریف از میکرو آب افزاری بهره مند می شوند, در حالی که قطعات بزرگتر خودرو توسط آبکاری استاندارد نیکل یا کروم بهتر سرو می شوند.
خصوصیات پوشش مورد نظر:
عواملی مانند ضخامت, یکسان بودن, چسباندن, و قدرت مکانیکی بر روند انتخاب تأثیر می گذارد.
آبکاری, به عنوان مثال, برتری در برنامه هایی که کاهش استرس داخلی بسیار مهم است.
هزینه و کارآیی:
پیامدهای اقتصادی, از جمله سرمایه گذاری تجهیزات, هزینه های عملیاتی, و توان, همچنین نقش مهمی ایفا می کند.
در حالی که تکنیک های تخصصی مانند میکرو آب افزاری دقت برتر را ارائه می دهد, آنها ممکن است در مقایسه با روشهای معمولی هزینه های بالاتری داشته باشند.
ملاحظات زیست محیطی و نظارتی:
شیوه های پایدار و رعایت مقررات زیست محیطی ممکن است یک تکنیک را نسبت به دیگری طرفداری کند.
آبکاری الکترول و روشهای آبکاری پالس پیشرفته, به عنوان مثال, می تواند زباله های شیمیایی و مصرف انرژی را کاهش دهد.
5. فرآیند مشترک آبکاری
فرآیند آبکاری یک دنباله دقیق کنترل شده از مراحل است که یک بستر لخت را به یک مؤلفه روکش شده با عملکرد پیشرفته و خصوصیات زیبایی شناسی تبدیل می کند.
این فرآیند نه تنها خواصی مانند مقاومت در برابر خوردگی و هدایت را بهبود می بخشد بلکه نقش مهمی در کنترل کیفیت دارد.
زیر, ما در هر مرحله از فرآیند آبکاری جزئیات را شرح می دهیم, توسط داده ها و نمونه های دنیای واقعی پشتیبانی می شود, برای نشان دادن چگونگی کمک به هر مرحله به یک پایان با کیفیت بالا.
پیش درمانی و آماده سازی سطح
یک عملیات برقی موفق با آماده سازی کامل سطح شروع می شود.
این مرحله بسیار حیاتی است زیرا حتی پیشرفته ترین فناوری آبکاری نمی تواند بر مشکلات چسبندگی ناشی از آلاینده ها یا بی نظمی های سطحی غلبه کند.
- تمیز کردن و تخریب:
برای از بین بردن روغن باید بستر تمیز شود, خاک, و ناخالصی های دیگر.
مواد تمیز کننده متداول شامل راه حل ها و حلال های قلیایی است, که می تواند آلودگی سطح را بیش از حد کاهش دهد 95%.
به عنوان مثال, سیستم های تمیز کردن خودکار در صنعت خودرو اطمینان حاصل کنید که هر قسمت قبل از آبکاری ، استانداردهای پاکیزگی را رعایت می کند. - اچینگ و فعال سازی:
اچ اسید یا قلیایی هرگونه اکسیدهای باقیمانده را از بین می برد و سطح آن را سخت می کند, ایجاد ویژگی های میکروسکوپی که باعث افزایش پیوند مکانیکی می شود.
اچ مناسب می تواند چسبندگی پوشش را 15-20 ٪ بهبود بخشد. این مرحله برای فلزات مانند فولاد ضد زنگ از اهمیت ویژه ای برخوردار است, جایی که لایه های اکسید منفعل می توانند رسوب را مهار کنند. - شستشو:
شستشو با آب دیونیزه شده اطمینان حاصل می کند که تمام باقیمانده های شیمیایی برداشته می شوند. پروتکل های شستشو مداوم به حفظ شرایط سطح یکنواخت کمک می کنند, به حداقل رساندن نقص در پوشش نهایی.
عمل آبکاری
پس از تهیه بستر به درستی, عمل آبکاری آغاز می شود.

این مرحله شامل غوطه ور کردن قطعه کار تمیز شده در یک حمام الکترولیت است, جایی که یک جریان الکتریکی کنترل شده رسوب یونهای فلزی را بر روی سطح تسهیل می کند.
- ترکیب حمام الکترولیت:
محلول آبکاری حاوی نمک های فلزی حل شده و مواد افزودنی است که فرآیند رسوب را کنترل می کنند.
به عنوان مثال, یک حمام آبکاری نیکل ممکن است حاوی سولفات نیکل باشد, گلیکل کلرید, و اسید بوریک.
حفظ غلظت شیمیایی دقیق ، میزان رسوب مداوم را تضمین می کند, که به طور معمول از 1 به 3 میکرومتر در دقیقه برای کاربردهای صنعتی. - کنترل فعلی و ولتاژ:
استفاده از جریان مستقیم ، یون های فلزی را به سمت قطعه کار سوق می دهد (کاتب).
چگالی جریان بسیار مهم است: خیلی بلند, و روکش ممکن است خشن و متخلخ باشد; خیلی کم, و نرخ رسوب ناکارآمد خواهد بود.
سیستم های مدرن از کنترل های رایانه ای برای حفظ شرایط بهینه و تنظیم پارامترها در زمان واقعی استفاده می کنند. - مرحله رسوب:
در این مرحله, یونهای فلزی در کاتد کاهش می یابد, تشکیل یک لایه فلزی منسجم و چسبنده.
به عنوان مثال, پوشش های کروم برقی اغلب ضخامت 5-10 میکرومتر را هدف قرار می دهند, ارائه جذابیت تزئینی و مقاومت در برابر سایش تقویت.
فرآیندهای پس از درمان
بعد از رسوب, فرآیندهای پس از درمان ، پوشش برقی را تصفیه می کنند, اطمینان از دوام و عملکرد.
- شستشو و خشک کردن:
به دنبال آبگیری, قطعه کار کاملاً شستشو داده شده است تا هرگونه الکترولیت باقیمانده از بین برود.
سپس با استفاده از سیستم های هوایی اجباری یا مادون قرمز خشک می شود, که برای جلوگیری از لکه های آب یا خشک کردن ناهموار طراحی شده اند. - آب بندی و انفعال:
برخی از برنامه ها برای تقویت بیشتر مقاومت در برابر خوردگی به یک مرحله آب بندی اضافی نیاز دارند.
به عنوان مثال, بعد از آبکاری نیکل, یک درمان منفعل می تواند مقاومت پوشش در برابر تخریب محیط زیست را بهبود بخشد, گسترش عمر مؤلفه تا حداکثر 25%. - بازرسی و کنترل کیفیت:
اقدامات دقیق کنترل کیفیت, از جمله اندازه گیری ضخامت و تست های چسبندگی, اطمینان حاصل کنید که این پوشش مشخصات را رعایت می کند.
سیستم های بازرسی نوری و مکانیکی خودکار به طور گسترده ای استفاده می شود, کاهش نرخ قطعات معیوب به زیر 2%.
کنترل کیفیت و بهینه سازی فرآیند
حفظ کیفیت مداوم در طول فرآیند آبکاری ضروری است.
سیستم های مانیتورینگ یکپارچه پارامترهای کلیدی مانند چگالی جریان را ردیابی می کنند, دمای, و ترکیب شیمیایی.
این رویکرد داده محور به تولید کنندگان این امکان را می دهد تا روند را در زمان واقعی تنظیم کنند, اطمینان از یکنواختی و کاهش زباله.
- نظارت بر زمان واقعی:
سنسورها به طور مداوم شرایط را در حمام آبکاری اندازه می گیرند, هشدار دادن به اپراتورها به هرگونه انحراف. چنین سیستمهایی می توانند کارایی فرآیند را تا حداکثر بهبود بخشند 20%. - کنترل فرآیند آماری (SPC):
استفاده از روشهای SPC به شناسایی روندها و حفظ کیفیت در طول تولید بزرگ کمک می کند.
شرکت ها در هنگام استفاده از این استراتژی های کنترل کیفیت پیشرفته ، کاهش قابل توجهی در نرخ ضایعات و کار مجدد را گزارش می کنند.
6. مزایا و معایب آبکاری
مزایا
- خصوصیات عملکردی پیشرفته:
تولید آب به طور قابل توجهی مقاومت در برابر خوردگی را بهبود می بخشد, مقاومت در برابر پوشیدن, هدایت الکتریکی, و عملکرد حرارتی. - تطبیق پذیری زیبایی:
رسیدن به براق, اتمام یکنواخت در طیف گسترده ای از رنگ ها (طلا, نقره, کروم) برای کاربردهای تزئینی و کاربردی. - مقرون به صرفه برای تولید با حجم بالا:
پس از بهینه سازی, فرآیندهای آبکاری باعث کاهش زباله های مواد و افزایش طول عمر مؤلفه می شوند, صرفه جویی در طولانی مدت. - سفارشی سازی:
امکان کنترل ضخامت پوشش و خصوصیات خیاط برای پاسخگویی به خواسته های خاص برنامه.
معایب
- نگرانی های زیست محیطی و ایمنی:
استفاده از مواد شیمیایی خطرناک به پروتکل های سختگیرانه و پروتکل های ایمنی نیاز دارد. - سرمایه گذاری اولیه سرمایه اولیه:
راه اندازی یک تسهیلات تولیدی پیشرفته نیاز به سرمایه گذاری قابل توجهی در تجهیزات و زیرساخت ها دارد. - حساسیت روانی:
تنوع در ترکیب الکترولیت, درجه حرارت, و جریان در صورت عدم کنترل صحیح می تواند منجر به پوشش های متناقض شود. - محدودیت های مادی:
برخی از بسترها برای اطمینان از چسبندگی مناسب به پیش درمانی تخصصی نیاز دارند, افزودن پیچیدگی به روند.
7. کاربردهای آبکاری: کاربردها و مزایای خاص صنعت
برقی نقش مهمی در بازی دارد صنایع مختلف, تأمین کننده خواص سطح پیشرفته, محافظت در برابر خوردگی, جذابیت زیبایی, و پیشرفت های عملکردی.
در زیر اکتشاف مفصلی از کاربردهای آن در بخشهای اصلی آورده شده است.
صنعت خودرو
آبکاری به طور گسترده ای در تولید اجزای وسیله نقلیه برای بهبود دوام, مقاومت در برابر پوشیدن, و ظاهر.
برنامه های اصلی:
- آبکاری: در ضربه گیر استفاده می شود, کوره, و اصلاح برای جذابیت زیبایی و مقاومت در برابر خوردگی.
- آبکاری: برای اجزای موتور اعمال می شود, پیستون, و چرخ دنده برای مقاومت و ماندگاری را بپوشید.
- آبکاری روی و روی-نیکل: از اجزای زیربنایی محافظت می کند, اتصال دهنده, و قطعات شاسی از خوردگی و آسیب محیطی.
- آبکاری مس-نیکل-کروم: در سیستم های اگزوز برای مقاومت در برابر گرما و اکسیداسیون.
صنعت هوافضا
اجزای هواپیما نیاز دارند پوشش های با کارایی بالا مقاومت در برابر شدید تغییر دما, استرس مکانیکی, و محیط های خورنده.
برنامه های اصلی:
- آبکاری: در دنده فرود استفاده می شود, اتصال دهنده, و اجزای ساختاری بحرانی برای مقاومت در برابر خوردگی.
- آبکاری کروم سخت: برای سیلندرهای هیدرولیک اعمال می شود, یاتاقان های هواپیما, و شفت های توربین برای مقاومت بالا و دوام.
- آبکاری: تصویب کردن مقاومت در برابر اکسیداسیون و ثبات حرارتی در اجزای موتور جت.
الکترونیک و صنعت نیمه هادی
برق برای تولید ضروری است الکترونیکی مدارها, اتصالات, و میکرو مدزعات, تضمین کردن هدایت الکتریکی بالا و دوام.
برنامه های اصلی:
- آبکاری طلا و نقره: استفاده شده برای مخاطبین با هدایت بالا در تابلوهای مدار, اتصالات, و تراشه های نیمه هادی.
- آبکاری مس: در تابلوهای مدار چاپی اعمال می شود (PCB) به مسیرهای الکتریکی را تقویت کنید و بهبود اتلاف حرارتی.
- آبکاری نیکل و قلع: در اتصالات الکترونیکی استفاده می شود از اکسیداسیون جلوگیری کنید و از قابلیت اطمینان طولانی مدت اطمینان حاصل کنید.
برنامه های پزشکی و پزشکی
پزشکی دستگاه ها برای جلوگیری از پوشش های زیست سازگار و بادوام نیاز دارند پوشیدن, خوردگی, و آلودگی باکتریایی.
برنامه های اصلی:
- آبکاری طلا و نقره: در الکترودها استفاده می شود, ضربان ساز, و ابزارهای جراحی برای سازگاری و هدایت الکتریکی.
- نیکل تیتانیک (نیتی) پوشش: روی کاشت ارتوپدی و ابزارهای دندانپزشکی برای قدرت مکانیکی پیشرفته.
- آبکاری کروم و نیکل: برای اطمینان از ابزارهای جراحی و پروتز استفاده می شود استریل و مقاومت در برابر سایش.
جواهرات و کالاهای لوکس
آبکاری باعث تقویت می شود ظاهر, دوام, و ارزش از محصولات فلزی گرانبها.
برنامه های اصلی:
- آبکاری طلا و رودیوم: استفاده شده برای مقاومت و درخشش تارن در حلقه ها, ساعت, و لوازم جانبی لوکس.
- آبکاری نقره ای و پلاتین: اعمال شده برای تقویت مقاومت و درخشش خراش در جواهرات سطح بالا.
ماشین آلات و ابزارهای صنعتی
ابزارها و تجهیزات صنعتی تحت استرس مکانیکی شدید, نیاز به پوشش های محافظ برای گسترش عمر خدمات.
برنامه های اصلی:
- آبکاری کروم سخت: در مرگ استفاده می شود, قالب, و ابزارهای برش برای مقاومت و سختی سایش.
- آبکاری نیکل و کبالت: تقویت کردن مقاومت در برابر خوردگی و تحمل گرما در قطعات صنعتی سنگین.
8. ملاحظات طراحی برای آبکاری
سازگاری بستر
- نوع و شرایط بستر را ارزیابی کنید, اطمینان از مقاومت در برابر فرآیند آبکاری.
- برای به حداکثر رساندن چسبندگی و یکنواختی ، الزامات قبل از درمان را در نظر بگیرید.
مشخصات روکش
- ضخامت بهینه را تعیین کنید, پایان, و چسبندگی مورد نیاز بر اساس عملکرد و نیازهای زیبایی شناختی.
- برای راهنمایی پارامترهای فرآیند از شبیه سازی های طراحی و داده های تجربی استفاده کنید.
ادغام فرآیند
- یکپارچه سازی یکپارچه سازی در گردش کار تولیدی موجود را ادغام کنید.
- بین دسته و فرآیندهای مداوم بر اساس حجم تولید و مقرون به صرفه تصمیم بگیرید.
انطباق محیطی و ایمنی
- اطمینان حاصل کنید که فرایند آبکاری با مقررات بین المللی محیط زیست مطابقت دارد (به عنوان مثال, اژندره, رسیدن).
- برای محافظت از کارگران و محیط زیست ، پروتکل های مدیریت و ایمنی مناسب را اجرا کنید.
هزینه های و سود
- تأثیر اقتصادی آبکاری نسبت به سایر روشهای پایان را ارزیابی کنید.
- مزایای بلند مدت مانند عمر طولانی محصول و کاهش هزینه های نگهداری در برابر هزینه های اولیه سرمایه را در نظر بگیرید.
9. مقایسه آبکاری با سایر درمان های سطحی
در زیر یک مقایسه مستقیم در کنار هم از آبکاری با سایر روشهای معمول تصفیه سطح وجود دارد, خلاصه شاخص های کلیدی عملکرد.
| نشان | آبکاری | آندایز کردن | پوشش پودری | پوشش PVD/CVD | گالوانیزه کننده | اسپری حرارتی |
|---|---|---|---|---|---|---|
| فرآیند | رسوب فلزی الکتروشیمیایی | اکسیداسیون الکتروشیمیایی | پودر خشک الکترواستاتیک + پخت | پوشش فاز بخار در خلاء | حمام روی مذاب | اسپری مواد مذاب/نیمه مولدن |
| مواد معمولی | فلزات مختلف | آلومینیوم, تیتانیوم | فلزات, برخی از پلاستیک ها | فلزات, سرامیک, پلاستیک ها | فولاد, اتو کردن | فلزات, سرامیک, پلیمرها |
| مقاومت در برابر خوردگی | عالی (نیکل, کروم, آبکاری روی) | عالی (لایه اکسید) | عالی (پوشش) | عالی | خیلی بلند | خیلی بلند |
| مقاومت در برابر پوشیدن | خوب, بستگی به فلز دارد | عالی | خوب, مقاوم در برابر تراشه | برتر, سختی شدید | معتاد | عالی, در محیط های شدید استفاده می شود |
| جذابیت زیبایی | روشن, پایان های فلزی تزئینی | مات, می توان رنگ کرد | طیف گسترده ای از رنگ ها/بافت ها, بدون براق فلزی | پایان های فلزی و رنگی | کسل کننده, پایان صنعتی خشن | زبر, ظاهر صنعتی |
| دوام | متوسط تا زیاد | عالی | خیلی بلند, در برابر ترک خوردگی مقاومت می کند | بسیار بالا | زیاد برای قرار گرفتن در معرض فضای باز | بسیار بالا, هوافضا درجه |
| هزینه | متوسط تا زیاد | کم تا متوسط | در هر واحد برای فله کم است | عالی, به دلیل پردازش خلاء | کم, مقرون به صرفه برای فولاد | عالی, به تجهیزات تخصصی نیاز دارد |
| تأثیرات زیست محیطی | زباله های شیمیایی, مواد خطرناک | سازگار با محیط زیست, حداقل زباله | سازگار با محیط زیست, بدون VOC | حداقل زباله, فناوری سبز | زباله روی تولید می کند اما قابل بازیافت است | برخی از مواد ممکن است خطرناک باشند |
| برنامه | جواهرات, الکترونیک, خودرو, هوا و فضا | هوافضا, کالاهای مصرفی, ساخت و ساز | کالاهای مصرفی, قطعات صنعتی, معماری | ابزارهای برش, هوا و فضا, کاشت پزشکی | فولاد سازنده, پل, زیربنای خودرو | هوافضا, توربین, ایمپلنت های زیست پزشکی |
10. روندها و نوآوری های آینده
پیشرفت های تکنولوژیکی
- تکنیک های آبکاری پیشرفته:
آبکاری پالس را کاوش کنید, آبکاری, و میکرو روکش, که کنترل بیشتری بر رسوب و کاهش فشارهای داخلی ارائه می دهند. - ادغام دیجیتال:
تجزیه و تحلیل نحوه IoT, عده, و سیستم های نظارت بر زمان واقعی ، کنترل فرآیند و نگهداری پیش بینی را بهینه می کنند. - نانوتکنولوژی:
بررسی کنید که چگونه مواد افزودنی در مقیاس نانو عملکرد پوشش را بهبود می بخشد, دوام, و خصوصیات الکتریکی.
پویایی بازار و چشم انداز جهانی
- پیش بینی های موجود رشد بازار را نشان می دهد, با پیش بینی هایی که نشان دهنده CAGR از است 5-7% بیش از یک دهه آینده.
- در مورد روندهای منطقه ای بحث کنید, برجسته کردن تفاوت بین بازارها در آمریکای شمالی, اروپا, و آسیا و اقیانوسیه.
- فرصت های استراتژیک برای شرکت های سرمایه گذاری در فن آوری های سازگار با محیط زیست و پیشرفته را شناسایی کنید.
پایداری و تحولات نظارتی
- در مورد شیوه های نوظهور سازگار با محیط زیست تحقیق کنید, از جمله استفاده از الکترولیتهای مبتنی بر زیستی و فرآیندهای کم انتشار.
- پیش بینی کنید که چگونه مقررات در حال تحول باعث نوآوری و اتخاذ روشهای برقی سبز می شود.
11. پایان
به طور خلاصه, آبکاری یک فرآیند چند وجهی است که نقش مهمی در تقویت عملکرد دارد, دوام, و ظاهر مواد در طیف متنوعی از صنایع.
از طریق درک کامل از اصول علمی آن, بهینه سازی فرآیند, و ملاحظات طراحی, تولید کنندگان می توانند برای دستیابی به کیفیت و پایداری محصول برتر از آب استفاده کنند.
پیشرفت در ادغام دیجیتال, نانوتکنولوژی, و شیوه های سازگار با محیط زیست نوید می بخشد تا بیشتر کارایی و سازگاری محیطی برقی را افزایش دهد.
همچنان که بازارهای جهانی در حال تحول هستند, توانایی نوآوری و سازگاری در آبکاری برای حفظ رقابت و پیشرفت صنعتی بسیار مهم خواهد بود.
اگر به دنبال کیفیت بالا هستید خدمات درمانی سطحی, انتخاب LangHe تصمیم مناسبی برای نیازهای تولید شماست.

