Indledning
Duktil jernstøbning repræsenterer en betydelig udvikling inden for støbejernsteknologi, Kombination af omkostningseffektivitet og støbbarhed af traditionelt gråt jern med mekaniske egenskaber, der konkurrerer med nogle stål.
Kendt for sin nodulære eller sfæroide grafitstruktur, Duktilt jern tilbyder forbedret duktilitet, sejhed, og træthedsmodstand, Gør det til et vigtigt materiale i moderne teknik.
Det er vidt brugt på tværs bilindustrien, Vandværker, tungt maskiner, og energisektorer, erstatter ofte gråt jern og stål på grund af dets overlegne præstation og økonomiske fordele.
I de seneste årtier, Skiftet fra gråt jern til duktilt jern er blevet drevet af efterspørgslen efter lettere, stærkere, og mere pålidelige komponenter, især i brancher, hvor sikkerhed og holdbarhed er af største vigtighed.
Denne artikel indeholder en Omfattende og professionel analyse af duktil jernstøbning, dækker dens sammensætning, egenskaber, Fremstillingsprocesser, applikationer, og fremtidige tendenser.
1. Hvad er duktilt jern?
Duktilt jern, også kendt som Nodulært støbejern eller sfæroidalt grafitjern (SG Iron), er en type støbejern, der udstiller overlegen duktilitet og sejhed Sammenlignet med traditionelt gråt støbejern.
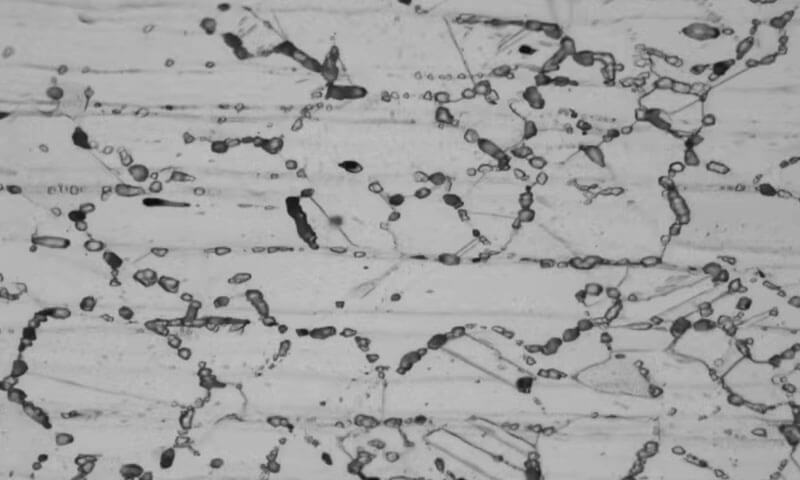
Den vigtigste forskel ligger i Grafit -morfologi: Mens gråt jern indeholder flakeformet grafit, duktile jernfunktioner Grafitknudler (sfæriske eller sfæride partikler) der forbedrer dens mekaniske egenskaber markant.

Historisk baggrund
Duktilt jern blev først opdaget i 1943 af Keith Millis, der demonstrerede, at tilføjelse af en lille mængde magnesium (eller cerium) Til smeltet jern fik grafitten til at dannes i sfæriske knuder i stedet for flager.
Denne mikrostrukturelle transformation resulterede i et materiale med høj trækstyrke og forlængelse, Gør det til et overlegent alternativ til gråt jern til krævende applikationer.
Nøgleegenskaber og fordele
- Højere duktilitet og sejhed: Duktil Jerns nodulære grafitstruktur minimerer stresskoncentrationen, fører til bedre påvirkningsmodstand og forlængelse (op til 18% For visse kvaliteter).
- Overlegen træthedsmodstand: Fraværet af grafitflager reducerer revnitiering, øget træthedsstyrke.
- Alsidighed: Ved at ændre matrixmikrostrukturen (ferritisk, Pearlitic, eller austempered), Duktile jernegenskaber kan tilpasses til specifikke applikationer.
2. Kemisk sammensætning af duktilt jern
Den kemiske sammensætning af duktilt jern kontrolleres omhyggeligt for at opnå sin unikke kombination af styrke, Duktilitet, og bearbejdelighed.
Tilføjelsen af små mængder af Magnesium (Mg) eller andre noduliserende elementer (såsom cerium) Under smelteprocessen omdanner grafitstrukturen fra flager (som i grå jern) til sfæroidale knuder, som forbedrer mekanisk ydeevne markant.
Standard kemisk sammensætning af duktile jernkvaliteter (ASTM A536)
| Element | Symbol | Typisk rækkevidde (WT%) | Rolle i legering |
| Kulstof | C | 3.2 – 3.6 | Grafitdannelse, styrke, og rollebesætning |
| Silicium | Og | 2.2 – 2.8 | Fremmer ferrit og forbedrer korrosionsbestandighed |
| Magnesium | Mg | 0.03 – 0.05 | Noduldannelse og mikrostrukturkontrol |
| Mangan | Mn | ≤ 0.3 | Forbedrer styrke, men skal kontrolleres |
| Svovl | S | ≤ 0.01 | Skal minimeres for at sikre korrekt nodularisering |
| Fosfor | S | ≤ 0.05 | Kontrolleret for at undgå omfavnelse |
| Jern | Fe | Balance | Matrixmateriale |
3. Duktile jernstøbningsmetoder
Duktilt jern kan støbes ved hjælp af en række metoder, Hver tilbyder unikke fordele for specifik Del geometrier, Krav til overfladekvalitet, Produktionsvolumener, og mekaniske ejendomsforventninger.
Valg af den rigtige metode er afgørende for afbalancering koste, præstation, og produktionseffektivitet.
Sandstøbende duktil jern
- Oversigt:
Sandstøbning er Mest udbredt metode For duktilt jern på grund af dets alsidighed og evne til at håndtere både små og meget store komponenter (vejer op til flere tons).
Processen bruger en Genanvendeligt mønster til dannelse af et formhulrum i sand, hvor smeltet jern hældes.
Formmaterialet er ofte grønt sand (Silicasand bundet med ler), Selvom kemisk bundet sand også bruges til bedre overfladefinish og styrke. - Fordele:
-
- Ideel til komplekse geometrier og store komponenter.
- Omkostninger til lavt værktøj sammenlignet med permanente formprocesser.
- Velegnet til både prototype og mellemstore produktionskørsler.
- Begrænsninger:
-
- Lavere overfladefinish og dimensionel nøjagtighed end præcisionsmetoder.
- Kræver post-maskering for strammere tolerancer.
Duktil jernskalforme støbning
- Oversigt:
Shell Mold Casting er en præcisionsvariant af sandstøbning der bruger en tynd skal af Harpiksovertrukket sand at danne formen, hvilket resulterer i bedre overfladefinish og strammere dimensionel kontrol.
Det foretrækkes ofte for mellemstore duktile jerndele med komplekse geometrier, såsom motorkomponenter og gearhuse. - Fordele:
-
- Overlegen overfladefinish (Ra ~ 3,2 um).
- Bedre gentagelighed og nøjagtighed sammenlignet med grønt sand.
- Velegnet til mellem-til-høje produktionsmængder.
- Begrænsninger:
-
- Højere formforberedelsesomkostninger.
- Begrænset til ekstremt store støbegods.
Duktil jerninvesteringsstøbning (Lost-Wax casting)
- Oversigt:
Investeringsstøbning, også kaldet Lost-Wax casting, involverer at skabe et voksmønster, der er belagt med ildfast materiale til dannelse af en keramisk skal.
Når voks er smeltet væk, smeltet duktilt jern hældes i formen. Denne metode er meget værdsat for Præcisionsdele, der kræver geometri og minimal bearbejdning næsten nettoformet og minimal bearbejdning.
Produkt af duktilt jerninvesteringsstøbning - Fordele:

-
- Fremragende overfladefinish (Ra ~ 1,6-3,2 um).
- I stand til at producere komplicerede design med tynde vægge og komplekse funktioner.
- Reducerer materialeaffald og efterbehandling.
- Begrænsninger:
-
- Høje produktionsomkostninger og arbejdskrævende proces.
- Bedst egnet til mindre komponenter (typisk <50 kg).
Centrifugalstøbende duktil jern
- Oversigt:
Centrifugalstøbning er vidt brugt til Cylindrisk eller rørformet duktil jerndele, såsom rør og bøsninger.
Processen involverer at hælde smeltet jern i en Spinning skimmel, Hvor centrifugalkraft distribuerer metallet langs formen vægge, producerer tæt og defektfri støbegods. - Fordele:
-
- Producerer komponenter med høj densitet med minimal porøsitet.
- Finkornet mikrostruktur forbedrer mekanisk styrke.
- Ideel til hule sektioner og trykklassificerede komponenter.
- Begrænsninger:
-
- Begrænset til rotationelt symmetriske former.
- Kræver dyre, Specialiserede maskiner.
Duktilt jern mistet skumstøbning (LFC)
- Oversigt:
Mistet skumstøbning er en Moderne innovation der bruger en skum (polystyren) mønster som fordamper, når smeltet metal hældes i formen.
Det er velegnet til Komplekse dele uden behov for udkast til vinkler og kan minimere bearbejdning. - Fordele:
-
- Aktiverer meget kompliceret, Næsten-netformede design.
- Eliminerer behovet for kerner og afskedslinjer.
- Krav til lavere montering.
- Begrænsninger:
-
- Høje omkostninger til skummønstre.
- Kræver omhyggelig formfyldning for at undgå defekter.
Duktil jern kontinuerlig støbning (Til duktile jernstænger)
- Oversigt:
Kontinuerlig støbning bruges til at producere faste stænger, billetter, og profiler med konsistente mekaniske egenskaber og reduceret porøsitet.
Smeltet jern hældes i en afkølet form, der bevæger sig kontinuerligt, danner lange materiale længder. - Fordele:
-
- Høj produktivitet og ensartet kvalitet.
- Reducerer bearbejdning og materialeaffald.
- Omkostningseffektiv til rå aktieproduktion.
- Begrænsninger:
-
- Ikke egnet til indviklede former eller komplekse dele.
4. Duktil jernstøbningsproces
Den duktile jernstøbningsproces er en omhyggeligt kontrolleret sekvens af smeltning, Nodularisering, inokulation, støbning, og efterbehandling For at sikre det ønskede Nodulær grafitmikrostruktur og mekaniske egenskaber.
I modsætning til gråt jern, At opnå den sfæroidale grafitstruktur i duktilt jern kræver Præcis magnesium- eller ceriumbehandling og tæt overvågning af Kemisk sammensætning, kølehastighed, og hældningsforhold.

4.1 Smeltning og legering
- Smeltning: Induktionsovne (1400–1500 ° C.) Smelt svinejern + 60–80% genanvendt duktil jernskrot (beholder 95% af jomfruelige egenskaber).
- Legeringskontrol: Spektrometrisk analyse sikrer, at sammensætning forbliver inden for ASTM -intervaller (F.eks., C = 3.4 ± 0,1%, Og = 2.5 ± 0,1%).
4.2 Nodularisering
- Behandle: Magnesium (som Fe-mg legering, 6–8% mg) føjes til smeltet jern ved 1400 ° C. Denne "behandling" bryder flake grafit til kugler, med 0,03–0,05% resterende MG krævet for fuld effekt.
- Kritisk kontrol: Svovl skal være <0.03% (Mg:S -forholdet ≥1,5:1) For at undgå noduledegeneration.
4.3 Inokulation
- Formål: Refiner grafitknudler (5–20 knuder/mm²) og forhindrer "chill" (Skørt martensitdannelse).
- Behandle: Ferrosilicon (75% Og) Tilføjet post-nodularisering ved 0,2–0,5% efter vægt. Inokulanter som calcium-silicon forbedrer knudepunktets ensartethed yderligere.
4.4 Skimmelsdesign og hældning
- Formmaterialer: Grønt sand (lave omkostninger, genanvendelig) For generelle dele; harpiksbundet sand (Bedre tolerance) For præcisionskomponenter.
- Gating/Risering: Port designet til at minimere turbulens (hastighed <1.5 m/s) For at undgå oxidindeslutninger. Stigerør (10–15% af delvolumen) Foder krympning, Kritisk for tykke sektioner (>25 mm).
- Hældningstemperatur: 1300–1350 ° C. (Lavere end gråt jern for at undgå MG -udbrændthed).
4.5 Afkøling og ryster
- Kølehastighed: 5–20°C/min (Sandforme) Fremme ensartet knudeformation. Hurtigere afkøling (20–30°C/min) I metalforme øger perlitindhold, øge styrke.
- Shakeout: Skimmel vibreres for at frigive støbningen; kerner (til interne funktioner) fjernes via vandstråle.
4.6 Post-casting operationer
- Rensning: Skud sprængning fjerner resterende sand, Opnå RA 12,5–25 μm (sandstøbning) eller RA 1,6–6,3 μm (Investeringsstøbning).
- Bearbejdning: CNC drejer/Fræsning opnår tolerancer ± 0,01 mm for kritiske funktioner (F.eks., bærer boringer).
Duktil Iron's bearbejdelighed er 80% det med grå jern (værktøjsslitage 10–15% højere). - Varmebehandling: Forbedrer mekaniske egenskaber (F.eks., Udglødning for duktilitet, austempering for høj styrke).
- Belægning: Maling eller galvanisering (til korrosionsbestandighed i udendørs applikationer).
5. Varmebehandling af duktil jernstøbning
Varmebehandling spiller en afgørende rolle i forbedring af de mekaniske egenskaber og ydeevne af duktile jernstøbninger.
Ved omhyggeligt at kontrollere de termiske cyklusser, Producenter kan skræddersy mikrostrukturen for at opnå den ønskede styrkebalance, Duktilitet, sejhed, og slidstyrke.

Udglødning
- Formål:
Udglødning lindrer interne spændinger forårsaget af støbning og bearbejdning, Forbedrer duktiliteten, og forbedrer bearbejdelighed. - Behandle:
-
- Typisk udført ved temperaturer mellem 850° C og 950 ° C..
- Blødningstid afhænger af støbningstykkelse, som regel 1 til 4 timer.
- Langsom afkøling inde i ovnen eller i stadig luft for at undgå termisk stød.
Normalisering
- Formål:
Normalisering påføres for at forbedre slidstyrke, Dimensionel stabilitet, og styrke. - Behandle:
-
- Opvarmning af støbningen til 900° C - 950 ° C. efterfulgt af luftkøling.
- Kølehastighed hurtigere end udglødning, men langsommere end slukning.
Østlig temperering (Austempered duktilt jern - ADI)
- Formål:
Austempering omdanner duktilt jern til Austempered duktilt jern (Adi), en høj styrke, slidbestandigt, og træthedsresistent materiale. - Behandle:
-
- Opvarmning af støbningen til austenitizing temperatur (850° C - 900 ° C.).
- Hurtig slukning i et smeltet saltbad, der blev opretholdt ved 250° C - 400 ° C. I en bestemt tid (1–3 timer).
- Afkøling til stuetemperatur.
6. Mekaniske egenskaber ved duktil jernstøbning
| Ejendom | Grad 60-40-18 | Grad 65-45-12 | Grad 80-55-06 | Austempered duktilt jern (Adi) |
| Trækstyrke (MPA) | ≥ 415 | ≥ 450 | ≥ 550 | 900 – 1500 |
| Udbyttestyrke (MPA) | ≥ 275 | ≥ 310 | ≥ 415 | 700 – 1000 |
| Forlængelse (%) | ≥ 18 | ≥ 12 | ≥ 6 | 6 – 10 |
| Hårdhed (Hb) | 180 – 210 | 190 – 230 | 220 – 270 | 300 – 400 |
| Påvirkning af sejhed (J/cm²) | 5 – 10 | 7 – 12 | 10 – 15 | 10 – 20 |
7. Fordele ved duktil jernstøbning
Duktil jernstøbning tilbyder en unik kombination af mekanisk styrke, sejhed, omkostningseffektivitet, og designfleksibilitet, Gør det til et af de mest anvendte støbejernsmaterialer i forskellige brancher.

Overlegen mekanisk styrke og sejhed
- Duktilt jern opnår Trækstyrker mellem 415–690 MPa (60–100 ksi), med høj udbyttestyrke og fremragende træthedsmodstand.
- De Nodulær grafitmikrostruktur forhindrer spredningsformering, Tilbyder højere påvirkning af sejhed sammenlignet med gråt støbejern, som er tilbøjelig til skørhed.
Forbedret duktilitet og forlængelse
- Standardkarakterer som ASTM A536 60-40-18 udvise forlængelsesværdier op til 18%, langt overskrider <2% Forlængelse set i gråt jern.
- Denne duktilitet giver komponenter mulighed for at absorbere chokbelastninger uden fiasko, Gør det velegnet til bilindustrien og tunge maskiner.
Fremragende vibrationsdæmpning
- Duktilt jern bevarer de overlegne vibrationsdæmpningsegenskaber af støbejern, hvilket er gavnligt for komponenter såsom Maskinværktøjsbaser, pumper, og kompressorhus, Reduktion af støj og vibrationer.
Omkostningseffektivitet vs.. Stålstøbning
- Sammenlignet med stål, Duktilt jern er 30–40% billigere På grund af lavere smelteenergikrav og enklere støbningsprocesser.
- Det giver lignende styrke-til-vægt ydeevne som stål, mens den tilbyder Bedre bearbejdelighed, Reduktion af de samlede produktionsomkostninger.
Kompleks formstøbning
- Duktil Iron's fremragende fluiditet muliggør Produktion af indviklede og tyndvæggede støbegods med næsten netformer, Minimering af bearbejdning og materialeaffald.
- Det er velegnet til komponenter som motorblokke, Gearhuse, og ventiler der kræver komplekse geometrier.
Alsidige varmebehandlingsmuligheder
- Egenskaber kan være skræddersyet gennem varmebehandling (udglødning, Normalisering, eller austempering), muliggør en bred vifte af mekaniske egenskaber fra høj duktilitet til ekstrem slidstyrke (Som i austempered duktilt jern - ADI).
Bær og træthedsmodstand
- Med Korrekt legering og varmebehandling, Duktilt jern kan opnå høj hårdhed (op til 400 HB i Adi) og overlegen træthedsstyrke, Ideel til komponenter, der er udsat for Gentagen belastning eller slibende forhold.
8. Begrænsninger af duktil jernstøbning
- Lavere korrosionsmodstand: Kræver belægninger eller galvanisering i aggressive miljøer.
- Krympning og porøsitetsrisici: Kræver præcis kontrol under casting.
- Præstationsbegrænsninger ved lave temperaturer: Sprød opførsel under kryogene tilstande.
9. Store påføringer af duktil jernstøbning
Duktile jernstøbninger bruges i vid udstrækning på tværs af adskillige brancher på grund af deres fremragende styrke, Duktilitet, slidstyrke, Vibrationsdæmpning, og omkostningseffektivitet.

Bilindustri
Duktilt jern er et foretrukket materiale i bilproduktion for dets evne til at modstå dynamiske belastninger, modstå slid, og reducer produktionsomkostningerne gennem næsten netto-formstøbning.
- Motorkomponenter: krumtapaksler, knastaksler, Cylinderhoveder, timing gear.
- Suspensionsdele: Kontrolarme, Styring af knoker, hjulknudepunkter.
- Transmission og drivetrain: differentielle luftfartsselskaber, Gearhuse, bærer hætter.
Vand- og spildevandsinfrastruktur
Dens korrosionsmodstand, bearbejdningsevne, og lang levetid gør duktil jern ideel til vandrelaterede applikationer.
- Rør og fittings: Duktilt jernrør (DUKKERT) er vidt brugt til drikkevand, spildevand, og stormdreneringssystemer.
- Ventiler og hydranter: portventiler, Sommerfuglventiler, Brandbrændere.
Tungt maskiner og industrielt udstyr
Forholdet mellem høj styrke og vægt og vibrationsdæmpning gør duktilt jern velegnet til komponenter i maskiner og udstyr.
- Pumpehuse, Kompressordele, bærende huse.
- Maskinværktøjsbaser: drejebænke, Fræsemaskiner, Slibemaskiner.
- Landbrugsudstyr: Gearkasser, rammer, huse.
Energi og kraftproduktion
Duktilt jern understøtter den voksende efterspørgsel efter holdbar, kraftige komponenter i vind, Hydro, og konventionelle energisystemer.
- Vindmøllehubs, bremsekomponenter, og gearreduktionsmidler.
- Hydrauliske og dampturbiner: kabinet og strukturelle støbegods.
- Generator og motoriske huse.
Jernbane og transport
Brugt i strukturelle og mekaniske dele til dens sejhed og modstand mod cyklisk belastning.
- Jernbanehjul, bremsesko, og koblinger.
- Spor komponenter: Ankre, plader, Fastgørelsesmidler.
Konstruktion og infrastruktur
Materialets holdbarhed og lave vedligeholdelseskrav gør det til en standard i offentlige arbejder og opbygning af hardware.
- Manhole dækker, dræningsriste, Gadebelysningsbaser.
- Strukturelle støbegods: Søjler, parenteser, Arkitektoniske komponenter.
Minedrift og jordbevægende udstyr
Duktilt jern bruges i barske miljøer på grund af dets slid- og påvirkningsmodstand.
- Spor sko, SPOCKETS, bøsninger, og boligkomponenter.
- Knusning og screeningsudstyrsdele.
10. Duktil Iron Vs. Andre støbningsmaterialer
Duktilt jern skiller sig ud blandt støbte materialer på grund af dets kombination af styrke, Duktilitet, slidstyrke, og omkostningseffektivitet.
| Ejendom / Materiale | Duktilt jern (ASTM A536) | Grå støbejern | Kulstofstål (Aisi 1020) | Aluminiumslegering (A356) |
| Trækstyrke (MPA) | 420–700 | 150–300 | 400–550 | 200–300 |
| Udbyttestyrke (MPA) | 240–500 | N/a (sprød brud) | 250–350 | 130–200 |
| Forlængelse (%) | 2–18 | <1 | 15–25 | 5–12 |
| Densitet (g/cm³) | 7.1 | 7.2 | 7.8 | 2.7 |
| Dæmpningskapacitet | Fremragende | Fremragende | Moderat | Lav |
| Bearbejdningsevne | Meget god | Fremragende | Moderat | Fremragende |
| Korrosionsmodstand | Moderat (Kræver belægning) | Moderat (porøse oxider) | Lav (Kræver belægning) | Høj (naturligt oxidlag) |
| Koste (slægtning) | Lav | Lav | Højere | Højere |
| Støbning af kompleksitet | Høj | Høj | Moderat | Moderat |
11. Konklusion
Duktil jernstøbning tilbyder en enestående balance mellem styrke, Duktilitet, omkostningseffektivitet, og rollebesætning, Gør det til et foretrukket materiale på tværs af industrier såsom bilindustrien, Vandværker, og tunge maskiner.
Dets evne til at bygge bro mellem ydelsesgabet mellem gråt jern og stål har cementeret sin status som et alsidigt teknisk materiale.
Ser fremad, udviklingen af Adi (Austempered duktilt jern) og bæredygtig støberi-praksis vil fortsætte med at forbedre ydelsen og miljøvenligheden af duktile jernkomponenter.
Langhe tilbyder duktile jernstøbningstjenester
På Langhe, Vi er specialiserede i at levere højtydende duktile jernstøbninger ved hjælp af et fuldt spektrum af avancerede støbningsteknologier.
Om dit projekt kræver fleksibiliteten af Grøn sandstøbning, præcisionen af Shell Mold eller Investeringsstøbning, styrken og konsistensen af metalform (Permanent skimmel) støbning, eller den densitet og renhed leveret af Centrifugal og mistet skumstøbning,
Langhe Har ingeniørekspertise og produktionskapacitet til at opfylde dine nøjagtige specifikationer.
Vores facilitet er udstyret til at håndtere alt fra prototypeudvikling til fremstilling med høj volumen, understøttet af streng kvalitetskontrol, Materiel sporbarhed, og metallurgisk analyse.
Fra bil- og energisektorer til infrastruktur og tunge maskiner, Langhe leverer brugerdefinerede casting -løsninger, der kombinerer metallurgisk ekspertise, Dimensionel nøjagtighed, og langvarig præstation.
FAQS
Hvordan adskiller duktilt jern fra gråt jern?
Duktilt jern indeholder sfæriske grafitknudler (via magnesiumtilsætning), Aktivering af 10-20% forlængelse og hård sejhed. Grå jern har flake grafit, Gør det sprødt (<1% Forlængelse).
Hvad er Adi, Og hvornår bruges det?
Austempered duktilt jern (Adi) er varmebehandlet til at danne en bainitisk matrix, Tilbyder 100–150 ksi trækstyrke. Brugt i applikationer med høj belastning som vindmøllehub og racerkomponenter.
Hvorfor er magnesium kritisk i duktilt jern?
Magnesium omdanner flake -grafit til kugler, Fjernelse af stresskoncentration og muliggør duktilitet. Restmagnesium (0.03–0,05%) sikrer effekten.
Hvordan sammenligner duktil jern med stål i omkostninger?
Duktilt jern er 30-50% billigere end stålstøbninger til ækvivalent styrke, med bedre rollebesætning reducerer produktionstiden med 20-30%.
Hvad er den maksimale servicetemperatur for duktilt jern?
Det fungerer pålideligt op til 400 ° C. Over 500 ° C., Styrken falder forbi 30% På grund af perlit nedbrydning.