1. Hvad er duktilt støbejern?
Dukes støbejern—Ten kaldet nodulær eller sfæroidal grafitjern - Belang til familien af støbte strygejern, men adskiller sig ved dens Spheroidal grafitindeslutninger.
I modsætning til gråt jern, som indeholder flake -lignende grafit, der skaber stresskoncentratorer og skørhed, Duktil Iron's nodulære grafit modstår knækinitiering og fremmer tåresistente brudopførsel.
Udviklet i de tidlige 1940'ere og kommercialiseret af International Nickel Company i 1948,
Duktil jern revolutionerede tunge stødskomponenter ved at kombinere rollebesætning, høj trækstyrke (op til 1000 MPA i specialkvaliteter), og Bemærkelsesværdig duktilitet (Forlængelse så høj som 20% I fuldt ferritiske kvaliteter).
Dens matrix kan variere fra fuldt ferritisk - med maksimal duktilitet - til fuldt perlitisk - at maksimere styrke - hvilket giver ingeniører til at skræddersy egenskaber på tværs af et spektrum af 400–1000 MPa UTS og 10–20% forlængelse.
Ved at forstå dens unikke nodulære mikrostruktur og justerbare matrixfaser, Designers udnytter duktilt jern for at imødekomme streng sikkerhed, levetid, og omkostningsmål.

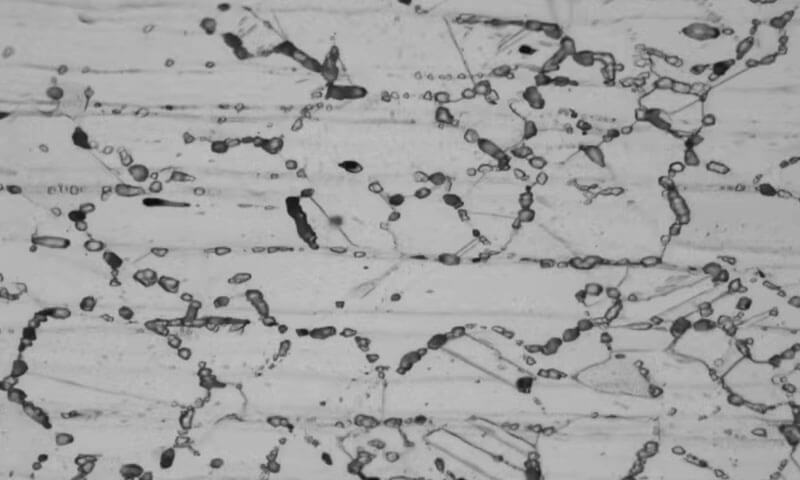
2. Mikrostruktur og kemi
Duktil støbejern henter sin ekstraordinære kombination af styrke, Duktilitet, og træthedsmodstand fra en omhyggeligt konstrueret mikrostruktur.
Især to funktioner - FRAFITE MORFOLOGI OG MATRIX -FASES SAMMET - Definer dens mekaniske opførsel.
Grafit -morfologi: Knuder vs.. Flager
I modsætning til Gray Iron's flake grafit, som skaber skarpe knækinitierende stresskoncentratorer, Duktil jernformer næsten sfæriske grafitknudler.
Typiske knudepunktstællinger spænder fra 100 til 300 knuder/mm², med nodularitet ovenfor 80% Sikring af optimal crack -arresterende ydeevne.
Undersøgelser viser, at et nodulantal over 200/mm² kan øge trækstyrken med op til 15% og dobbelt påvirkning energiabsorption sammenlignet med lavere knudedensitet.
Nøgle takeaway: Spheroidal grafit afbryder revne stier, Fremme af duktil brud og energiabsorption snarere end sprød spaltning.
Matrixfaser: Ferrit, Pearlite, og blandede strukturer
Jernmatrixen omkring disse knuder yderligere skræddersy mekaniske egenskaber:
- Fuldt ferritisk matrix
-
- Sammensætning: ≥ 90% Ferrit
- Egenskaber: Forlængelse op til 20%, Uts rundt 350–450 MPa
- Applikationer: Komponenter, der kræver høj duktilitet, såsom chokabsorberende huse
- Pearlitisk matrix
-
- Sammensætning: ≥ 90% Pearlite
- Egenskaber: Uts op til 650–800 MPa, Forlængelse begrænset til 6–8%
- Applikationer: Høj styrke gear og aksler
- Blandet ferrit -pearlite
-
- Sammensætning: Afbalancerede faser (F.eks., 50:50)
- Egenskaber: Uts 400–550 MPa med forlængelse 10–15%
- Applikationer: Generelle støbning af støbegods, der kombinerer styrke og sejhed
Producenter justerer kølehastigheder - ved hjælp af formkuld eller isolerede sektioner - for at flytte forholdet mellem ferrit -udretter og ramme ydelsesmål.
Legeringselementer og inokulation
Præcis legeringskemi og inokulationspraksis understøtter konsistent noduledannelse og matrixkontrol:
- Kulstof (3.2–3,6%) og Silicium (1.8–2,8%) Indstil basislinjen for støbbarhed og grafitstabilitet.
- Magnesium (0.02–0,06%) Fungerer som en kraftfuld nodulisator; Utilstrækkelig Mg fører til uregelmæssige grafitformer.
- Cerium eller sjældne jordarter (0.005–0,02%) FORSIGTIGE NODULE GEOMETRY OG REDE RESIDUALE CARBIDES.
Støberier introducerer disse elementer via inokulanter—Ferrosilicon -Magnesium legeringer tilføjet kl 0.2–0,4% efter vægt lige før hældning.
Korrekt inokulation sænker sandsynligheden for grafitdegeneration, sikre en ensartet nodulær struktur.
For eksempel, Stigende MG fra 0.03% til 0.05% kan hæve knudepunktet med 20%, øge træthedslivet ved 30% i roterende komponenter.
3. Standardklassifikationer & Karakterer
ASTM A536 -klassebetegnelser
ASTM A536 -standarden bruger et system med tre nummer (F.eks., 65–45–12) hvor hvert nummer repræsenterer et mekanisk benchmark:
- 65 angiver en minimum ultimativ trækstyrke (Uts) af 650 MPA.
- 45 Specificerer en minimumsudbyttestyrke (0.2% Offset) af 450 MPA.
- 12 angiver en minimum forlængelse ved brud på 12 procent.
A536 Definerer tre hovedkarakterer efter trækstyrke, udbyttestyrke, og forlængelse:
- 65–45–12: Uts ≥ 650 MPA, Ys ≥ 450 MPA, Forlængelse ≥ 12%
- 80–55–06: Uts ≥ 800 MPA, Ys ≥ 550 MPA, Forlængelse ≥ 6%
- 100–70–03: Uts ≥ 1000 MPA, Ys ≥ 700 MPA, Forlængelse ≥ 3%

En -GJS Nomen Classes
I Europa, I 1563 Definerer nodulære strygejern med etiketter som GJS -400-15 eller GJS -600-3:
- GJS står for “Grafite Spheroidal,”Angiver nodulær grafit.
- Det første nummer (F.eks., 400) er lig med UTS i MPA (GJS-400-15 → 400 MPA).
- Det andet nummer (F.eks., 15) giver forlængelse i procent.
Dette metriske system stemmer tæt sammen med ASTM -kvaliteter: GJS -400-15 svarer omtrent til ASTM A536 65–45–12, Mens GJS -600-3 matcher 100–70–03.
4. Grundlæggende mekaniske egenskaber
Dette afsnit undersøger sine vigtigste målinger - tensil og udbyttestyrke, duktilitet og påvirkningssejhed, og hårdhed - og forklarer, hvordan standardiserede tests verificerer hver attribut.
Træk- og udbyttestyrke
Duktil Iron's trækstyrke spænder bredt fra 350 MPA i fuldt ferritiske kvaliteter op til 1000 MPA i specialitet, Legeringer med høj styrke.
- Generelle purpose -kvaliteter såsom ASTM A536 65–45–12 udviser ultimative trækstyrker rundt 650 MPA og udbytte styrker i nærheden 450 MPA.
- Kvaliteter med høj styrke (80–55–06) Skub trækstyrke til 800 MPA ved et udbytte af 550 MPA, Mens austempered varianter let overstiger 1000 MPA.
Standard trækprøvning følger ASTM E8, som ordinerer en konstant krydshastighed og en hunde -bone -prøvegeometri.
Udbyttestyrke - Bestemt kl 0.2% Offset - indikerer indtræden af permanent deformation, Vejledende designere til at vælge sikkerhedsfaktorer og belastningsgrænser.

Duktilitet og påvirkningssejhed
Duktilitet, målt som forlængelse ved brud, varierer fra 6% på fuldt perlitiske strygejern til over 20% I fuldt ferritiske kvaliteter.
For de fleste blandede -matrix støbegods (F.eks., 50:50 Ferrit - Pearlite), Ingeniører kan forvente 12–15% Forlængelse, At slå en praktisk balance mellem formbarhed og styrke.
Påvirkning af sejhed, vurderet via Charpy V -Notch -tests (ASTM E23), falder typisk mellem 30 J og 60 J Ved stuetemperatur.
Desuden, ferritiske kvaliteter absorberer ofte over 70 J, Gør dem ideelle til komponenter, der er underlagt chokbelastning og dynamiske spændinger.
Disse værdier understreger duktil jerns evne til at deformeres plastisk under pludselige belastninger, Reduktion af katastrofale brudrisici.
Hårdhed og slidstyrke
Hårdhed korrelerer tæt med både trækstyrke og slidstyrke.
Duktil Iron's Brinell -hårdhedsnummer (Bnn) normalt spænder 170–280 HB, med typiske kvaliteter klynger rundt 190–230 HB.
Derudover, Rockwell Hardness -tests (F.eks., HR B -skala) Tilbud hurtigt, Bekræftelse på stedet af varmebehandling og matrixtilstand.
Som tommelfingerregel, hver 50 Hb stigning i Brinell -hårdhed svarer til en 150–200 MPa Stig i trækstyrke.
Følgelig, overfladehugget eller austempered duktile strygejern - med BHN -værdier overskrider 300—Kan udholde slibemiljøer og højcykleklusning uden at ofre kerne sejhed.
Resumé af nøgleegenskaber
| Ejendom | Typisk rækkevidde | Teststandard |
|---|---|---|
| Ultimate trækstyrke | 350–1000 MPa | ASTM E8 |
| Udbyttestyrke (0.2% Offset) | 250–700 MPa | ASTM E8 |
| Forlængelse ved brud | 6–20% | ASTM E8 |
| Charpy Impact Energy | 30–70 j (Room temp) | ASTM E23 |
| Brinell hårdhed (Bnn) | 170–280 | ASTM E10 |
5. Træthed og brudadfærd
Duktil jern udmærker sig i træthed, fordi dens sfæriske grafitknudler distribuerer stress og langsom vækst vækst.
Ved roterende -flydende test, 65–45–12 prøver overlever 10⁶ cykler ved stressamplituder af 200 MPA, sammenlignet med 80 MPA i gråt jern.
Crack -initiering forekommer ofte ved overfladeindeslutninger, Men nodulær grafit forsinker forplantning.
Sammenlignet med stål med lavlegeret, Duktilt jern opnår ækvivalent livets træthedsliv med 20-30% lavere densitet, Tilbyder vægtbesparelser i cykliske applikationer.
6. Forhøjet temperatur og krybe egenskaber
Når komponenter står over for vedvarende belastninger ved forhøjede temperaturer, Duktilt støbejern viser sig bemærkelsesværdigt elastisk.
Ingeniører implementerer ofte kvaliteter som 65–45–12 i udstødningsmanifolder, Turboladere huse, og andre hot -afsnit -dele, fordi det opretholder styrke og modstår tidsafhængig deformation op til omtrent 300 ° C..
Termisk stabilitet af mekanisk styrke
Straks efter opvarmning, Duktilt jern gennemgår nogle blødgøring.
For en blandet ferrit -pearlite -kvalitet (F.eks., 65–45–12), Rummetemperatur Trækstyrke i nærheden af 650 MPA falder til omkring 550–580 MPa på 250 ° C. (≈ 85–90% tilbageholdelse).
På 300 ° C., UTS måler stadig nogenlunde 500 MPA, gør det muligt for designere at stole på forudsigelig belastningskapacitet i miljøer med høj temperatur.

Kryb modstand og estimering af levetid
Kryb - langsom, Irreversibel deformation under konstant belastning - bliver kritiske i varme -afsnitkomponenter.
Krybtestene på 65–45–12 duktile jernshow Primær og sekundær krybe opførsel ved 250 ° C. under en stress af 200 MPA:
- Primær kryb (Silfrekvensen decelererer) spænder over den første 100–200 timer.
- Sekundær (steady -state) kryb indtægter med en lav belastningshastighed på 10⁻⁷ S⁻¹, antyder mindre end 1% Yderligere forlængelse over 1 000 h.
Ekstrapolering via parameteren Larson - Miller, Ingeniører forudsiger 10 000 h til 1% krybbestamme på 200 MPA/300 ° C., Matchende servicekrav til mange turboladere og udstødningsmanifolds.
Krybmekanismer i duktilt jern
Kryb i duktilt jern involverer dislokation glide inden i den ferritiske matrix og glidning ved ferrit -pearlite -grænseflader.
Grafitknudler fungerer som forhindringer, Yderligere bremser deformation. Sammenlignet med grå jern, Duktilt jern demonstrerer 2–3 × Højere krybbrudde liv under identiske stress -temperaturforhold.
Typiske applikationer med høj temperatur
- Udstødningsmanifolds: Med spids overfladetemperaturer op til 600 ° C., Bagstrukturen ser 200–300 ° C i drift.
Duktil Iron's evne til at udholde cykling mellem omgivende og 300 ° C uden at revne gør det ideelt. - Turboladere huse: Konstant eksponering for 350–450 ° C. Udstødningsgas kræver både termisk stødmodstand og krybe stabilitet.
Karakterer som 80–55–06 (800 Mpa uts) tjener ofte her, Tak til deres højere perlitindhold og matrixstabilitet.
Designimplikationer
I betragtning af disse data, designere burde:
- Specificer karakterer ved driftstemperatur: Brug ferritiske kvaliteter til op til 250 ° C., og blandede eller perlerede kvaliteter (F.eks., 80–55–06) Når temperaturerne svæver tættere på 300 ° C..
- Konto for krybning: Inkorporere 1–2% Yderligere sektionstykkelse i langvarige krybningsapplikationer for at kompensere for forventet belastning over levetiden.
- Anvend sikkerhedsfaktorer: Forøg designstressmargener med 20–30% Over stabil tilstand krybstress for at beskytte sig mod uventede termiske pigge.
7. Fremstilling & Varmbehandlingseffekter
Mens duktile støbejerns mikrostruktur og sammensætning sætter scenen for dets mekaniske egenskaber, de Fremstillingsproces og Post -cast varmebehandlinger Bestem den endelige præstation.
Ved at kontrollere Hældningsparametre, kølehastigheder, Nodultælling, og Termisk behandling, Støberier skræddersy duktilt jern for at imødekomme strenge applikationskrav.
Hældningspraksis og afkølingshastighed
Støberier hælder smeltet duktilt jern ved temperaturer mellem 1420 ° C og 1480 ° C. For at sikre komplet skimmelfyldning uden overdreven oxidation.
Efter hældning, de kølehastighed, påvirket af mugmateriale, Sektionstykkelse, og brug af kulderystelser, dikterer ferrit -pearlite balance.
For eksempel, -en 15 mm vægafsnit afkølet ved 5 ° C/s giver typisk ~ 60% perlit, øge trækstyrken til 550 MPA med 8% Forlængelse.
I modsætning hertil, Det samme afsnit afkøles ved 1 ° C/s Udvikler ~ 80% ferrit, opnåelse 400 Mpa uts og 15% Forlængelse.
Ingeniører udnytter disse afkølingshastighedseffekter for at optimere støbegods: Hurtigere afkøling til gear med høj styrke, langsommere afkøling for påvirkningsresistente huse.

Nodulantal og inokulationsteknikker
Grafit -nodularitet - målt som procentdel af nodulær grafit vs. Det samlede grafitområde - stærkt afhænger af inokulation.
Foundry -inokulation tilføjer 0.2–0,4% Ferrosilicon -Magnesium -legering til skylden, producerer 80–95% nodularitet og 150–250 knuder/mm².
Til kritiske slidoverflader, sag inokulation (“Overfladeinokulation”) Forstørner den sidste hældestrøm, hæver overfladeknodetætheden af 10–20% uden at ændre kerne mikrostruktur.
Denne dobbelte tilgang sikrer ensartede mekaniske egenskaber i hele tykke sektioner og maksimerer slidstyrke, hvor den betyder mest.
Varmebehandlingsmetoder
Varmebehandling er et kraftfuldt værktøj til skræddersy de mekaniske egenskaber af duktilt støbejern til specifikke ingeniørapplikationer. Almindeligt anvendte teknikker inkluderer:
- Udglødning: Typisk udført ved 870–950 ° C, efterfulgt af langsom ovnkøling, Udglødning omdanner perlerne matrixer til ferritiske, meget forbedring af duktilitet og påvirkningsmodstand.
Det bruges ofte til komponenter, der kræver høj sejhed og lav skørhed. - Normalisering: Udført ved ~ 900 ° C med luftkøling, Denne proces finjusterer kornstrukturen og fremmer en mere ensartet perlitisk eller blandet matrix.
Det forbedrer både styrke og bearbejdelighed, Gør det velegnet til gear, Hubs, og parenteser. - Østlig temperering: Denne avancerede varmebehandling omdanner duktilt jern til Austempered duktilt jern (Adi) Ved at slukke støbningen i et saltbad (~ 250–400 ° C.) og holder indtil en bainitisk matrix danner.
Den resulterende struktur udviser overlegen styrke (op til 1,400 MPA) og slidstyrke, mens du opretholder rimelig duktilitet.
Processtyring og konsistens
Opretholdelse af stram processtyring - monitorering af hældningstemperatur inden for ± 10 ° C, Sporing af inokulanttilsætning inden for ± 0,02%, og verificering af formtemperaturer - er at være batch -til -batch -gentagelighed.
In-situ-termoelementer og automatiserede inokulationssystemer Alert operatører til afvigelser, Forebyggelse af mikrostrukturelle afvigelser såsom nodularitet falder nedenfor 75% eller overdreven dannelse af karbid.
Disse kvalitetskontrol måler fastholdning af mekaniske egenskabsmål og minimerer skrothastigheder.
8. Anvendelser af duktilt jern
Bilindustri
- Krumtapaksler - På grund af deres høje træthedsmodstand og sejhed, Duktile jern krumtapaksler kan modstå millioner af cykler under dynamiske belastninger.
- Differentialtilfælde og gear - fordel af legeringens slidstyrke og evne til at absorbere chok.
- Styring af knoker, Kontrolarme, og ophængskomponenter - Hvor en kombination af duktilitet og høj trækstyrke sikrer både sikkerhed og ydeevne.
Pumper og ventiler
- Pumpehuse og skader
- Ventillegemer til vand, olie, og gassystemer
- Rørbeslag og flanger i kommunale og industrielle anvendelser

Vind og vedvarende energi
- Gearkassehuse
- Rotor Hubs
- Bærende luftfartsselskaber
Landbrug og tungt udstyr
Komponenter såsom akselhuse, parenteser, og sporuller støbes fra duktilt jern for dets evne til at modstå deformation under store belastninger og dets lette fremstilling i komplekse former.
Olie, Gas, og marine industrier
- Rørledningssystemer
- Offshore platformkomponenter
- Subsea manifolds
9. Sammenlignende analyse med andre materialer
Her er en omfattende sammenligningstabel, der konsoliderer ydelsesegenskaberne ved duktilt støbejern, Grå støbejern, Smedet stål, og austempered duktilt jern (Adi) ind i et professionelt bord:
| Ejendom | Grå støbejern | Duktilt støbejern | Smedet stål (F.eks., Aisi 1045) | Austempered duktilt jern (Adi) |
|---|---|---|---|---|
| Grafit -morfologi | Flake | Sfæroidal (Nodulær) | Ingen | Sfæroidal i ausferritisk matrix |
| Trækstyrke (MPA) | 150–300 | 450–700 | 600–850 | 900–1.400 |
| Udbyttestyrke (MPA) | ~ 100–200 | 300–500 | 350–600 | 600–1.200 |
| Forlængelse (%) | <1 | 5–20 | 12–20 | 2–10 |
| Træthedsstyrke (MPA) | <150 | 200–300 | 300–400 | 300–450 |
| Hårdhed (Hb) | 130–220 | 150–250 | 170–280 | 250–550 |
| Densitet (g/cm³) | ~ 7.1 | ~ 7.0 | ~ 7.85 | ~ 7.0 |
| Konsekvensmodstand | Dårlig | Moderat til høj | Høj | Høj |
| Bearbejdningsevne | Fremragende | Fremragende | Moderat til godt | Moderat |
| Slidstyrke | Lav | Moderat | Moderat | Fremragende |
| Termisk ledningsevne | Høj | Moderat | Lav | Moderat |
| Koste | Lav | Moderat | Høj | Højere (På grund af varmebehandling) |
| Applikationer | Motorblokke, huse | Krumtapaksler, Gear, pumper | Aksler, Strukturelle dele | Gear, SPOCKETS, slidbestandige dele |
10. Konklusion
Duktile støbejern står ved vejkrydset af omkostningseffektiv støbning og høj mekanisk ydeevne.
Dens Nodulær grafit Struktur giver styrke, sejhed, og træthedsmodstand, Mens legering og behandling tillader fin -drisning til specifikke applikationer.
Ved at overholde standardklassifikationer, Kontrol af mikrostruktur, og implementering af strenge kvalitetsprotokoller, Ingeniører udnytter duktilt jern til at producere sikkert, holdbar, og økonomiske komponenter.
Som innovationer som Adi og additivfremstilling opstår, Duktilt støbejern fortsætter med at udvikle sig, Forstærkning af sin rolle som hjørnestenmateriale i moderne teknik.
Langhe er det perfekte valg til dine produktionsbehov, hvis du har brug for høj kvalitet Duktile støbejernsprodukter.