
Pengenalan
Dalam Pelaburan Pelaburan, peringkat mencurah adalah salah satu momen paling kritikal dalam keseluruhan rantaian proses.
Pada masa logam cair sampai ke cangkerang, corak lilin telah pun dikeluarkan, cengkerang seramik telah dibakar, dan geometri bahagian telah dikunci ke dalam sistem terma yang rapuh.
Pada ketika ini, faundri tidak lagi berurusan dengan bentuk semata-mata; ia menguruskan masalah berganding kebersihan logam, kestabilan aliran, kawalan suhu, integriti cangkang, dan tingkah laku pemejalan.
Banyak kecacatan pelakon pelaburan yang kelihatan seperti "kecacatan faundri" sebenarnya kecacatan proses menuang.
Mereka sering dicipta oleh ketidakpadanan antara kualiti cair dan keadaan rongga dan bukannya oleh satu kesilapan terpencil.
Contoh yang paling biasa ialah Kemasukan, keliangan, dan salah larian atau kecacatan penutup sejuk.
Masalah ini amat sensitif dalam tuangan ketepatan kerana tuangan pelaburan sering dipilih khusus untuk dinding nipis, laluan kompleks, dan geometri jaring hampir.
Apabila proses penuangan tidak stabil, ciri-ciri yang menjadikan pemutus pelaburan bernilai boleh menjadi kawasan yang paling terdedah kepada kegagalan.
Artikel ini menganalisis kecacatan utama yang dijana semasa menuang, menerangkan metalurgi dan akar prosesnya, dan meringkaskan langkah pembetulan praktikal yang boleh dilaksanakan dalam pengeluaran.
1. Kecacatan Kemasukan Slag
1.1 Definisi dan kepentingan teknikal
Kemasukan sanga adalah salah satu kecacatan yang paling serius dan kerap ditemui dalam tuangan pelaburan semasa peringkat penuangan.
Ia merujuk kepada bahan asing bukan logam atau sebatian oksida/sulfida terhasil dalaman terperangkap di dalam tuangan atau melekat pada permukaannya selepas pemejalan.
Kerana kemasukan ini mengganggu kesinambungan matriks logam, mereka menjadi titik lemah tempatan yang boleh mengurangkan kekuatan tegangan, kesan ketangguhan, Kehidupan Keletihan, dan, dalam kes kritikal, sesak tekanan dan kebolehpercayaan perkhidmatan.
Dalam tuangan ketepatan, kemasukan sanga amat berbahaya kerana proses ini sering digunakan untuk komponen dengan dinding nipis, laluan aliran kompleks, dan keperluan prestasi yang ketat.
Malah kemasukan kecil boleh bertindak sebagai tapak permulaan retak, titik permulaan kakisan, atau kecacatan nukleasi keletihan di bawah pemuatan berulang.

1.2 Klasifikasi kemasukan sanga
Dari sudut metalurgi dan proses, kemasukan sanga secara amnya dibahagikan kepada kemasukan eksogen dan kemasukan endogen.
Perbezaan itu penting kerana kedua-dua jenis mempunyai asal usul yang berbeza, morfologi yang berbeza, dan strategi kawalan yang berbeza.
Kemasukan eksogen
Kemasukan eksogen datang dari di luar logam cair. Ia adalah bahan cemar asing yang tidak disengajakan yang diperkenalkan semasa lebur, pemindahan, atau mencurah-curah.
Sumber biasa termasuk:
- hakisan refraktori dan mengelupas daripada lapisan relau atau senduk menuang,
- sanga terapung yang terbentuk oleh pengoksidaan logam cair yang bersentuhan dengan udara,
- pasir cengkerang atau serpihan salutan dicuci dari rongga acuan,
- dan serpihan daripada sebarang bahan yang menyentuh cair dalam laluan aliran.
Kemasukan ini biasanya lebih besar, lebih tidak teratur, dan lebih diedarkan secara rawak daripada kekotoran yang dihasilkan secara dalaman.
Mereka sering muncul berhampiran permukaan tuangan, di kawasan berdinding tebal, atau di zon di mana pergolakan atau percikan logam adalah teruk.
Kerana ia adalah bahan cemar luaran, mereka sering dikaitkan dengan kebersihan cair yang buruk, penyingkiran sanga tidak mencukupi, atau amalan menuang yang tidak stabil.
Kemasukan endogen
Kemasukan endogen ialah terbentuk di dalam aloi cair itu sendiri melalui tindak balas kimia semasa lebur, rawatan, atau pemejalan.
Mereka tidak dibawa masuk dari luar; ia dihasilkan oleh kelakuan metalurgi leburan.
Dalam banyak tuangan pelaburan ferus, contoh biasa ialah magnesium- dan pembentukan kemasukan berkaitan sulfur selepas rawatan pengubahsuaian atau nodularisasi.
Kemasukan ini biasanya lebih halus, lebih tersebar, dan lebih sukar untuk dikeluarkan daripada yang eksogen.
Kerana ia berasal dari tindak balas dalaman, mereka boleh kekal terampai dalam cair dan terperangkap di seluruh bahagian tuangan dan bukannya hanya berhampiran permukaan.
1.3 Punca utama pembentukan kemasukan sanga
Kemasukan sanga jarang disebabkan oleh satu kesilapan. Ia biasanya hasil daripada gabungan Kimia aloi, menuangkan suhu, Reka bentuk gating, Cairkan kebersihan, dan kualiti acuan.
Pengaruh silikon
Silikon memainkan peranan penting kerana sebatian silikon oksida adalah salah satu juzuk utama banyak kecacatan berkaitan sanga..
Jika kandungan silikon terlalu tinggi, leburan boleh menghasilkan lebih banyak produk oksida lebur rendah, yang meningkatkan kelikatan dan menyukarkan kekotoran terapung keluar daripada logam cecair.
Hasilnya ialah kecenderungan yang lebih besar untuk oksida dan zarah sanga kekal terperangkap dalam tuangan.
Pengaruh sulfur
Sulfur amat berbahaya dalam tuangan berasaskan besi kerana sulfida mempunyai takat lebur yang lebih rendah daripada logam asas dan boleh memendakan awal semasa pemejalan.
Ini meningkatkan kelikatan cair dan mengurangkan keupayaan sanga dan kekotoran oksida untuk naik ke permukaan untuk disingkirkan.
Apabila kandungan sulfur terlalu tinggi, leburan menjadi lebih terdedah kepada pemerangkapan sanga dan kemasukan.
Pengaruh magnesium dan unsur nadir bumi
Sisa magnesium dan unsur nadir bumi boleh teroksida dengan mudah pada suhu tinggi.
Produk pengoksidaan mereka menyumbang kepada kemasukan oksida halus dan zarah sanga komposit.
Jika paras sisa berlebihan, bilangan kekotoran endogen meningkat dengan mendadak, terutamanya dalam aloi yang telah pun menjalani rawatan atau pengubahsuaian.
Pengaruh suhu menuang
Suhu penuangan adalah salah satu faktor yang paling kritikal dalam kawalan sanga.
- Jika suhu terlalu rendah, cair menjadi lebih likat, dan oksida atau sanga tidak boleh naik dan terpisah dengan berkesan. Mereka kekal digantung dan terperangkap dalam pemutus.
- Jika suhu terlalu tinggi, sanga terapung mungkin menjadi terlalu nipis dan sukar untuk diselak sepenuhnya. Sanga sisa kemudian boleh mengalir ke dalam rongga acuan bersama-sama dengan cair.
Dalam amalan, penuangan suhu rendah selalunya merupakan punca yang lebih biasa bagi sisa tuangan berkaitan kemasukan kerana ia menggabungkan kecairan yang lemah dengan pengasingan kekotoran yang lemah.
Pengaruh reka bentuk sistem gating
Sistem gating yang direka bentuk dengan buruk boleh menukar cair bersih menjadi tuangan yang rosak.
Jika sistem tidak dapat menenangkan aliran cair atau mengekalkan sanga sebelum rongga terisi, pergolakan akan menarik zarah sanga dan oksida ke dalam tuangan.
Sebaik sahaja pergolakan bermula, malah cair yang ditapis dengan baik boleh tercemar semasa pengisian.
Pengaruh kualiti cangkerang
Cangkang itu sendiri boleh menjadi sumber kecacatan sanga.
Jika permukaan cangkerang kasar, lemah, dipadatkan secara longgar, atau tercemar dengan pasir gembur atau serpihan salutan, aloi cair boleh menghakis permukaan dan mewujudkan kemasukan bukan logam sekunder.
Kecacatan cangkang dan kimia cair sering berinteraksi, itulah sebabnya kualiti cangkerang yang lemah boleh melipatgandakan keadaan penuangan yang sudah sukar.
1.4 Morfologi dan mekanisme kerosakan
Kemasukan sanga merosakkan tuangan dalam lebih daripada satu cara. Mereka mungkin muncul sebagai:
- zarah terbenam permukaan,
- pencemaran bawah permukaan,
- kemasukan tidak teratur memanjang,
- jalur kemasukan berkelompok,
- atau poket bukan logam dalaman.
Kesan mereka teruk kerana mereka:
- mengurangkan kawasan galas beban yang berkesan,
- mewujudkan kepekatan tekanan tempatan,
- melemahkan rintangan keletihan,
- meningkatkan risiko penyebaran retak,
- dan mengurangkan integriti kakisan dan tekanan.
Dalam bahagian tuangan ketepatan, walaupun kemasukan kecil mungkin menjadikan komponen tidak sesuai untuk perkhidmatan kritikal kerana kecacatan mungkin kekal tidak kelihatan sehingga bahagian itu memasuki operasi.
1.5 Langkah-langkah pencegahan dan pemulihan
Kawalan komposisi aloi yang tepat
Lapisan kawalan pertama ialah kimia cair.
Sulfur hendaklah disimpan di bawah ambang proses kritikal, dan lebihan silikon, magnesium, atau sisa nadir bumi harus dikawal dengan berhati-hati untuk mengurangkan penjanaan kemasukan oksida dan sulfida dalaman.
Meningkatkan amalan peleburan dan pegangan
Cairan hendaklah diketuk dengan betul, dibenarkan untuk berdiri jika amalan proses membenarkan, dan disapu dengan teliti sebelum dituangkan.
Tempoh penahanan yang tenang membantu kemasukan terapung ke atas supaya ia boleh dialih keluar. Perlindungan permukaan dan amalan anti-pengoksidaan juga boleh mengurangkan pembentukan sanga sekunder.
Optimumkan sistem gating
Sistem gating harus menggalakkan kelancaran, pengisian lamina dan mengelakkan percikan cair.
Perangkap sanga, sambungan pelari, dan penapis buih seramik boleh ditambah jika perlu untuk memintas sanga terapung sebelum ia mencapai rongga tuangan.
Tingkatkan kebersihan dan kekuatan cangkang
Cangkang harus padat secara seragam, kering sepenuhnya, dan kukuh dari segi struktur.
Sebelum pemasangan dan penuangan, rongga mesti dibersihkan sepenuhnya daripada sisa pasir, serpihan salutan longgar, atau serpihan yang boleh tertanggal semasa pengisian.
1.6 Kesimpulan kejuruteraan
Kemasukan sanga ialah contoh klasik kecacatan yang terletak di persimpangan metalurgi, disiplin proses, dan kualiti acuan.
Ia tidak mencukupi untuk membersihkan cair; alirannya juga mestilah tenang, cangkerang mestilah bunyi, dan kimia mesti kekal dalam tetingkap operasi yang stabil.
Oleh itu, strategi pencegahan yang paling berkesan adalah sistemik: mengawal aloi, menghaluskan cair, melindungi rongga, dan reka bentuk laluan gating untuk mengelakkan kekotoran daripada tuangan.
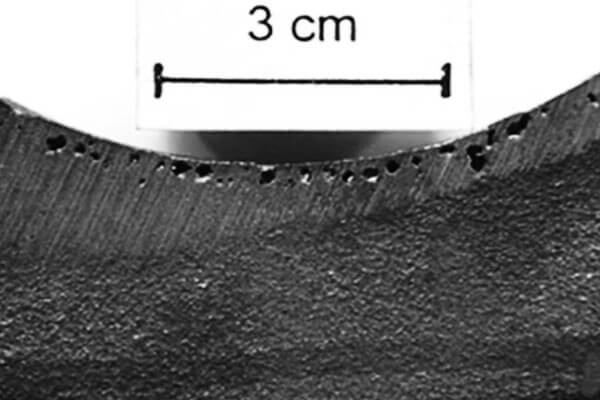
2. Kecacatan Keliangan
Keliangan adalah salah satu kecacatan yang paling kerap dan merosakkan secara komersial dalam pemutus pelaburan.
Ia merujuk kepada rongga atau lompang berkaitan gas terbentuk di dalam tuangan semasa mengisi acuan atau pemejalan.
Lompang ini mungkin kelihatan sebagai liang sfera, lubang jarum memanjang, mikrovoid berkelompok, atau rangkaian rongga yang tidak teratur bergantung pada sistem aloi, keadaan mencurah, dan tingkah laku shell.
Dalam pengeluaran pemutus pelaburan piawai moden, keliangan reaktif dan keliangan termendak telah dikawal dengan berkesan,
tetapi keliangan invasif—keliangan yang disebabkan oleh penuangan yang tidak stabil, pengudaraan yang lemah, dan ekzos cangkang yang tidak mencukupi—masih kekal sebagai salah satu sumber sekerap yang paling biasa.
Kerana keliangan selalunya tersembunyi secara dalaman, ia amat berbahaya dalam tuangan ketepatan, bahagian menanggung tekanan, dan komponen kritikal keletihan.
2.1 Apa yang menjadikan keliangan begitu serius
Keliangan bukan sahaja kecacatan permukaan yang boleh dilihat. Ia juga melemahkan integriti dalaman tuangan oleh:
- mengurangkan kawasan galas beban yang berkesan,
- mengganggu kesinambungan matriks logam,
- menurunkan kekuatan keletihan,
- mengurangkan sesak tekanan,
- dan mencipta tapak permulaan retak di bawah pemuatan perkhidmatan.
Untuk tuangan pelaburan yang kompleks, walaupun gugusan liang yang agak kecil boleh menjejaskan fungsi keseluruhan bahagian.
Itulah sebabnya kawalan keliangan dianggap sebagai isu kualiti proses penuh dan bukannya kebimbangan peringkat penamat.
2.2 Mekanisme pembentukan utama
Keliangan dalam tuangan pelaburan biasanya dihasilkan apabila gas tidak dapat keluar dari rongga acuan, cair, atau sistem gating sebelum logam membeku.
Mekanisme teras berkait rapat dengan kapasiti ekzos, mencurah kestabilan, kebolehtelapan cangkang, dan mencairkan kebersihan.
Ekzos rongga tidak mencukupi
Jika rongga acuan tidak mempunyai kapasiti pengudaraan yang mencukupi, gas di dalam cangkerang tidak dapat melarikan diri dengan cukup cepat semasa mengisi.
Apabila logam cair semakin maju, ia memerangkap gas dan mengelaknya di dalam tuangan.
Hasilnya selalunya keliangan dalaman tertutup, terutamanya di kawasan pengisian terakhir atau di hujung rongga terpencil.
Ini adalah salah satu punca paling langsung dan biasa keliangan invasif dalam tuangan ketepatan.
Suhu menuang yang tidak betul
Suhu penuangan mempunyai kesan langsung pada kecairan logam dan kelakuan pelepasan gas.
- Jika suhu terlalu rendah, leburan kehilangan kecairan terlalu cepat, pengisian menjadi tidak stabil, dan gas tidak boleh naik dan keluar sebelum pemejalan.
- Jika suhu terlalu tinggi, logam boleh meningkatkan kecenderungan pengoksidaan atau mewujudkan ketidakstabilan proses lain, yang juga boleh menyumbang kepada pembentukan liang.
Oleh itu, tetingkap haba yang tidak dikawal dengan baik menghasilkan pembekuan pramatang atau pengisian tidak stabil, kedua-duanya meningkatkan risiko keliangan.
Kelajuan menuang yang tidak betul
Kelajuan menuang mestilah stabil dan berterusan. Jika tuang terlalu perlahan, rongga mungkin terisi dengan cara yang terganggu atau tidak stabil, mewujudkan pergolakan dan membenarkan udara ditarik ke dalam aliran.
Jika aliran tidak seimbang dengan betul, bahagian hadapan cecair boleh berulang kali mendedahkan dan menutup semula gas rongga, memerangkapnya apabila logam itu mengeras.
Inilah sebabnya keliangan sering tertumpu pada zon peralihan aliran dan pada perubahan bahagian yang kompleks.
Kebolehtelapan cangkang yang lemah
Cangkang itu sendiri mesti membenarkan gas keluar. Jika cangkerang mengandungi kelembapan berlebihan, abu yang berlebihan, pengedaran refraktori yang lemah, atau kebolehtelapan rendah, gas tidak boleh bergerak keluar dari rongga dengan cekap.
Gas yang terperangkap kemudiannya terkunci ke dalam tuangan sebagai keliangan.
Ini adalah isu kualiti acuan sama seperti isu mencurah-curah. Cangkerang dengan kelakuan pengudaraan yang lemah akan mewujudkan keliangan walaupun logam itu sendiri agak bersih.
Reka bentuk gating yang rosak
Sistem gating yang lemah boleh menimbulkan pergolakan, percikan, entrainment udara, dan perangkap gas tempatan.
Jika susun atur pelari dan ingate tidak menyokong lancar, pengisian lamina, bahagian hadapan cair akan menyeret udara dan gas rongga ke dalam dinding tuangan.
Ini amat berbahaya pada bahagian dinding nipis atau laluan aliran panjang, di mana bahagian hadapan logam mesti kekal secara terma dan hidrodinamik stabil sehingga rongga terisi sepenuhnya.
Bahan bantu yang tidak standard
Bahan bantu seperti inokulan, aditif, atau ejen rawatan boleh membawa lembapan atau gas sisa jika ia tidak dikeringkan atau disediakan dengan betul.
Di samping itu, jika logam lebur tidak dibersihkan dengan secukupnya dan sanga kekal dalam laluan aliran, gabungan keliangan sanga kecacatan mungkin timbul.
Kecacatan jenis ini lebih sukar dikawal kerana ia bukan masalah gas semata-mata; ia adalah masalah gandingan gas-dan-kemasukan.
Tiada operasi menuang di tapak
Beberapa keliangan disebabkan oleh disiplin menuang yang lemah di tapak.
Jika gas mudah terbakar di dalam rongga tidak dinyalakan dengan betul atau habis semasa menuang, mereka mungkin terperangkap dan dipadatkan ke dalam tuangan.
Ini amat relevan apabila rongga acuan mengandungi sisa produk meruap yang harus dikeluarkan sebelum rongga ditutup..
2.3 Morfologi keliangan biasa
Keliangan boleh muncul dalam beberapa bentuk:
- lubang jarum halus bertaburan di seluruh bahagian,
- pori berkelompok di kawasan berdinding tebal atau kawasan panas,
- rongga bawah permukaan tersembunyi di bawah kulit,
- rangkaian liang berterusan di zon pengudaraan yang buruk,
- struktur keliangan sanga bercampur disebabkan oleh kedua-dua terperangkap gas dan kemasukan kekotoran.
Semakin kompleks geometri, semakin besar kemungkinan keliangan akan tertumpu di zon isian akhir, kawasan paling tebal, atau peralihan antara bahagian nipis dan tebal.
2.4 Langkah-langkah pencegahan dan kawalan
Optimumkan rongga ekzos
Acuan hendaklah dilengkapi dengan pin ekzos yang mencukupi, lubang angin, atau jalur bolong, terutamanya pada jawatan tertinggi dan terakhir.
Kapasiti pengudaraan hendaklah mencukupi untuk mengeluarkan gas sebelum bahagian hadapan logam menutup rongga.
Peraturan reka bentuk praktikal adalah untuk memastikan bahawa jumlah luas keratan rentas ekzos dipadankan secukupnya dengan kawasan ingat supaya gas rongga dapat keluar dengan cepat dan berterusan.
Seragamkan reka bentuk gating
Konsep gating separa terbuka atau separa tertutup selalunya berguna kerana ia membolehkan penstabilan aliran yang lebih baik dan mengurangkan pergolakan secara tiba-tiba.
Penapis buih seramik boleh dipasang dalam pelari untuk membantu meluruskan aliran dan mengurangkan terperangkap udara atau oksida.
Sistem gating hendaklah bersaiz untuk kelajuan menuang sebenar, tidak disalin daripada templat generik. Kestabilan aliran ialah salah satu pembolehubah kawalan keliangan yang paling penting dalam pemutus pelaburan.
Kawal suhu penuangan dengan tepat
Leburan mesti disimpan dalam tetingkap haba yang stabil. Suhu harus cukup tinggi untuk mengekalkan kecairan, tetapi tidak begitu tinggi sehingga meningkatkan risiko tindak balas atau ketidakstabilan proses.
Untuk pengeluaran batch, suhu penuangan hendaklah dikekalkan konsisten dari bahagian ke bahagian, kerana serakan suhu adalah salah satu sebab utama keliangan berbeza-beza di seluruh lot pengeluaran.
Kawal selia parameter proses shell
Kebolehtelapan cangkang, kekuatan cangkerang, dan kekeringan cengkerang semuanya mesti dikawal bersama.
Kandungan lembapan, kekompakan, dan kualiti pengawetan haba hendaklah disimpan dalam tetingkap proses yang diperlukan oleh aloi dan ketebalan bahagian.
Jika cangkerang terlalu lembap atau terlalu padat, gas tidak dapat keluar dengan berkesan dan keliangan meningkat.
Seragamkan operasi menuang
Sebelum mencurah, cair hendaklah dibersihkan sepenuhnya dan dinyahlaj dengan betul. Bahan tambahan hendaklah dikeringkan dengan sempurna.
Semasa menuang, penyalaan rongga atau amalan pelepasan gas hendaklah dilakukan di mana diperlukan oleh laluan proses. Tuangkan harus lancar, stabil, dan tidak terganggu.
2.5 Kesimpulan kejuruteraan
Keliangan adalah kecacatan pemutus pelaburan yang paling biasa kerana ia terletak di persimpangan pengaliran acuan, suhu cair, kestabilan aliran, kualiti cangkerang, dan disiplin pengendali. Tidak cukup hanya "menuangkan lebih panas" atau "membuang lebih banyak".
Kawalan yang berkesan memerlukan sistem yang seimbang: cangkerang mesti bernafas, leburan mesti mengalir dengan bersih, gating mesti membimbing logam dengan lancar, dan operasi menuang mesti mengelakkan terperangkap gas dari awal.
3. Cold Shut dan Kecacatan Misrun
Cold shut dan misrun adalah antara kecacatan berkaitan penuangan yang paling ciri dalam pemutus pelaburan, terutamanya dalam dinding nipis, aliran panjang, dan bahagian kompleks geometri.
Kedua-dua kecacatan mencerminkan masalah asas yang sama: logam cair kehilangan terlalu banyak tenaga haba, terlalu awal, sebelum rongga diisi sepenuhnya dan koheren.
Hasilnya ialah sama ada tuangan yang tidak lengkap atau tuangan yang kelihatan lengkap secara luaran tetapi mengandungi lemah, antara muka hadapan logam tidak bercantum.
Dalam tuangan ketepatan, kecacatan ini amat merosakkan kerana ia biasanya berlaku di kawasan yang paling sukar untuk dibaiki: hujung rusuk, bahagian nipis, sudut rongga terpencil, ciri-ciri seperti bilah, dan peralihan yang tajam.
Tidak seperti beberapa kecacatan permukaan yang boleh dibersihkan atau dicampur, penutupan sejuk dan salah jalan sering menunjukkan bahawa bahagian itu telah gagal mencapai kesinambungan metalurgi dari awal pemejalan.

3.1 Membezakan penutup sejuk daripada misrun
Walaupun kedua-dua kecacatan itu berkait rapat, mereka tidak sama.
- Mesir berlaku apabila logam cair gagal memenuhi rongga sepenuhnya. Pemutus tamat sebelum waktunya, dan beberapa wilayah masih belum terisi.
- Menutup sejuk berlaku apabila dua bahagian hadapan logam bertemu semasa mengisi tetapi tidak bercantum sepenuhnya. Pemutus mungkin kelihatan lengkap, tetapi garis penumpuan kekal lemah, dilipat, atau seperti jahitan.
Dalam amalan, misrun adalah lebih biasa pada had luar kebolehisian, manakala penutup sejuk muncul di mana bahagian hadapan aliran berkumpul selepas kehilangan tenaga haba atau kecairan.
3.2 Mekanisme pembentukan teras
Suhu menuang rendah
Punca paling langsung penutupan sejuk dan salah jalan adalah suhu menuang tidak mencukupi.
Jika cair memasuki rongga cangkerang dengan rizab haba yang terlalu sedikit, kecairannya menurun dengan cepat apabila haba diserap oleh cangkerang, sistem gating, dan permukaan rongga sekeliling.
Dalam laluan aliran panjang atau sempit, bahagian hadapan logam mungkin mula membeku sebelum rongga terisi sepenuhnya.
Ini amat kritikal dalam penuangan pelaburan kerana rongga selalunya berdinding nipis dan mempunyai nisbah permukaan-kepada-isipadu yang tinggi.
Logam kehilangan suhu dengan cepat, dan penyimpangan proses yang kecil pun boleh menyebabkan bahagian hadapan isian terhenti atau bercantum dengan teruk.
Kebolehtelapan cangkang yang lemah
Jika cangkerang tidak keluar dengan betul, tekanan gas terkumpul di dalam rongga dan bertindak sebagai daya balas terhadap hadapan logam yang memajukan.
Logam kemudiannya terisi dengan lebih perlahan dan kurang mantap. Isi yang lebih perlahan memanjangkan masa logam terdedah kepada kehilangan haba, yang menjadikan pembekuan pramatang lebih berkemungkinan.
Ini bermakna kebolehtelapan yang lemah bukan sahaja meningkatkan kecacatan berkaitan gas; ia juga boleh mencetuskan penutupan sejuk dengan mengurangkan halaju pengisian berkesan dan memaksa bahagian hadapan cair menjadi rejim terma yang tidak stabil.
Bahagian sistem gating bersaiz kecil
Sistem gating yang terlalu sempit menyekat penghantaran logam. Apabila keratan rentas pelari dan ingat terlalu kecil, kadar aliran menurun dan rongga terisi terlalu perlahan.
Semakin lama logam menghabiskan perjalanan melalui sistem, semakin banyak haba yang hilang. Akibatnya, bahagian hadapan boleh menjadi kukuh sebelum semua laluan aliran bergabung menjadi struktur bunyi.
Ini adalah salah satu punca yang paling biasa berkaitan reka bentuk penutupan sejuk.
Sesuatu bahagian boleh menjadi sempurna dalam teori tetapi masih gagal jika saluran penghantaran logam terlalu lemah untuk geometri sebenar.
Besen atau cawan tuang yang tercemar
Baki sanga, Filem oksida, atau lampiran permukaan lain di dalam cawan tuang boleh menyerap haba daripada cair yang masuk dan mengurangkan suhu menuang berkesan pada permulaan pengisian.
Mereka juga boleh menjejaskan kestabilan aliran awal, mewujudkan kehilangan haba tambahan dan ketidakteraturan aliran.
Pencemaran jenis ini amat berbahaya kerana ia menjejaskan peringkat awal pengisian, apabila rizab haba adalah yang paling penting.
3.3 Mengapa tuangan kompleks lebih terdedah
Tutup sejuk dan misrun tertumpu tuangan dinding nipis dan geometri kompleks kerana bentuk tersebut menggabungkan semua keadaan yang paling teruk:
- kehilangan haba yang cepat,
- jarak isian panjang,
- peralihan bahagian,
- penumpuan hadapan aliran,
- dan mengurangkan margin pemakanan.
A mudah, tuangan tebal mungkin bertolak ansur dengan kesilapan haba yang kecil. Tuangan ketepatan dengan rangkaian rusuk, poket, atau dinding nipis selalunya tidak boleh.
Itulah sebabnya kecacatan ini sangat dikaitkan dengan ketidakpadanan proses dan bukannya kegagalan aloi kasar.
3.5 Langkah-langkah pencegahan dan pembetulan
Meningkatkan kapasiti aliran dalam sistem gating
Sistem pelari dan ingat hendaklah cukup besar untuk menghantar logam dengan cepat dan mantap ke dalam rongga.
Jika penapis buih seramik digunakan, ia harus bersaiz supaya mereka meningkatkan kawalan aliran tanpa mencekik kadar penghantaran.
Matlamatnya bukan semata-mata untuk membiarkan logam berlalu, tetapi untuk membiarkannya berlalu cukup cepat dan cukup lancar untuk mengelakkan pembekuan pramatang.
Memperbaiki pengudaraan cangkerang dan ekzos rongga
Cangkerang harus membenarkan gas keluar dengan bebas dari sudut mati, hujung terpencil, dan zon dinding nipis. Kebolehtelapan yang lebih baik mengurangkan tekanan terbalik dan menyokong pengisian berterusan.
Laluan ekzos tambahan boleh ditambah di kawasan yang berkemungkinan bertakung aliran.
Naikkan suhu tuang dalam tingkap selamat
Cairan harus memasuki rongga yang cukup panas untuk mengekalkan kecairan dan kesinambungan haba.
Namun begitu, suhu mesti kekal dalam tetingkap proses selamat aloi untuk mengelakkan pengoksidaan atau tindak balas yang berlebihan dengan cangkerang.
Objektifnya bukan suhu maksimum, tetapi margin haba yang mencukupi.
Bersihkan cawan tuang dan laluan pindahkan dengan teliti
Sebelum setiap tuang, besen menuang, cawan, dan permukaan pagar atas hendaklah dibersihkan daripada sanga, pembentukan oksida, dan baki lampiran.
Ini menghalang kehilangan haba tempatan dan mengelakkan pengenalan gangguan aliran pada peringkat pengisian yang paling sensitif.
4. Jadual Ringkasan Kecacatan Penuangan Biasa
| Jenis kecacatan | Penampilan biasa | Punca utama | Ubat utama |
| Kemasukan / Slag | Zarah asing tertanam, pencemaran permukaan, kelemahan tempatan | Pengalihan sanga, hakisan refraktori, pergolakan | Cair bersih, tenang mencurah, penapisan, kebersihan cangkang |
| Keliangan gas | Liang pori bulat atau tidak teratur, selalunya berhampiran permukaan atau zon tebal | Pelepasan lemah, kelembapan, gas terlarut, mengisi turbulen | Cangkang kering, meningkatkan pengudaraan, menstabilkan tuang, mengurangkan gas dalam cair |
| Keliangan pengecutan | Lompang dalaman atau mikrovoid berkelompok | Makan yang tidak mencukupi, tempat panas, kawalan pemejalan yang lemah | Reka bentuk semula penaik, meningkatkan pemejalan arah |
| Mesir | Isian tidak lengkap | Suhu rendah, aliran perlahan, cangkerang sejuk | Naikkan suhu logam, Panaskan cangkang, besarkan gating |
| Menutup sejuk | Jahitan atau bahagian hadapan aliran tidak bercantum | Percantuman yang lemah disebabkan bahagian hadapan yang membeku | Meningkatkan margin terma, meningkatkan kelajuan isian, mengoptimumkan reka bentuk rongga |
5. Kesimpulan
Proses penuangan adalah peringkat kawalan teras kualiti tuangan pelaburan, dan kemasukan sanga, keliangan dan penutupan sejuk adalah tiga kecacatan biasa yang disebabkan oleh proses dengan korelasi logik yang jelas dan perbezaan mekanisme pembentukan.
Kemasukan sanga terutamanya disebabkan oleh komposisi logam cair yang tidak memenuhi syarat dan penyingkiran sanga yang tidak mencukupi; kecacatan keliangan berpunca daripada ekzos rongga yang lemah dan entrainment pengisian bergelora;
penutupan sejuk didominasi oleh kecairan logam cair yang tidak mencukupi dan pengisian tertunda disebabkan oleh suhu rendah dan reka bentuk gating yang tidak munasabah.
Semua kecacatan akibat penuangan boleh dikawal dan boleh dielakkan melalui pengurusan proses piawai.
Kawalan komposisi yang tepat, reka bentuk sistem gating yang dioptimumkan, padanan parameter suhu piawai dan operasi di tapak piawai adalah empat dimensi teras pencegahan kecacatan.
Dalam pengeluaran perindustrian sebenar, penambahbaikan proses yang disasarkan hendaklah dijalankan mengikut ciri-ciri struktur tuangan yang berbeza dan peraturan pengedaran kecacatan, merealisasikan kawalan gelung tertutup keseluruhan proses daripada peleburan logam cair, pembuatan cangkerang kepada operasi menuang.
Ini boleh mengurangkan kadar kecacatan penuangan dengan berkesan, meningkatkan kekompakan dalaman dan kualiti permukaan tuangan pelaburan, dan memaksimumkan kecekapan pengeluaran komprehensif dan kebolehpercayaan perkhidmatan produk tuangan pelaburan ketepatan.

