
1. Bevezetés
A mérnöki és anyagtudományban, A megkülönböztetés a törés vagy töréspont több mint szemantikus - meghatározza a biztonságot, teljesítmény, és a kritikus komponensek életciklusa.
Míg a „törés” az anyag elválasztásának tényleges eseményére utal, A „töréspontot” gyakran úgy értik, mint a végső küszöböt, amelyen túl katasztrofális kudarc következik be.
Ezek a fogalmak különösen jelentősek űrrepülés, autóipari, orvosbiológiai, és az építőmérnök, Ahol a kudarc életvesztést okozhat, környezeti katasztrófa, vagy gazdasági károk.
Az ilyen kockázatok hatékony kezelése érdekében, A mérnököknek meg kell érteniük a A meghibásodás mechanikája, Válassza ki a megfelelő anyagokat, Szigorú tesztelést végezzen, és alkalmazzon fejlett modellezési technikákat.
Ez a cikk a törés viselkedésének multi-perspektív elemzését kínálja, tesztelési szabványok, valós alkalmazások, és a jövőbeli innovációk.
2. Mi a törés vagy a töréspont?
A törés vagy töréspont egy anyagra utal a a kritikus határ, amelyen már nem tudja ellenállni az alkalmazott stressznek, és végül kudarcot vall Töréssel vagy repedéssel.
Ez a pont jelöli a az anyag vége annak képessége, hogy deformálódjon, akár elasztikusan, akár plasztikusan, És a Teljes szerkezeti hiba kezdeményezése.
Kulcsdefiníciók:
- Töréspont: Az a pont, amelyen az anyag két vagy több darabra osztódik a repedések kialakulása és terjedése miatt.
- Töréspont: Gyakran felcserélhetően használják a törési ponttal, utal a maximális feszültség Az anyag elviselheti Katasztrofális kudarc előtt.
- Végső szakítószilárdság (UTS): A maximális feszültség Egy anyag képes ellenállni, miközben nyújtják vagy meghúzzák a nyakkendő előtt.
Viszont, A tényleges törés előfordulhat, ha az UT, az anyagtípustól és a teszt körülményeitől függően.
3. A kudarc alapvető mechanikája
Az alapvető mechanika megértése, amely töréshez vagy töréshez vezet, a mérnöki rendszerek szerkezeti kudarcának előrejelzésének és megelőzésének sarokköve.
Az anyagok az alkalmazott terhelésekre az elasztikus és a plasztikai deformáció kombinációjával reagálnak, mielőtt végül elérik a kritikus határértéket - gyakran a törésnek a csúcspontja.
Ez a szakasz felvázolja, hogy a stressz hogyan, feszültség, és a belső anyag tulajdonságai szabályozzák ezt a kudarchoz vezető utat.
Stressz és feszültség viselkedés
Amikor terhelést alkalmaznak egy anyagra, belső ellenállást tapasztal a feszültség, és az alak vagy méret megváltoztatásával reagál, nevezett feszültség.
A stressz és a feszültség közötti kapcsolatot általában a feszültség -feszültséggörbe, amely jellemzi a mechanikai viselkedés különböző szakaszait.
Elasztikus vs. Műanyag deformáció
- Elasztikus deformáció visszafordítható. Szerint Hooke törvénye, A stressz arányos a feszültséggel a rugalmasság.
- Műanyag deformáció, viszont, állandó. Miután az anyag meghaladja annak hozamszilárdság, A szerkezet visszafordíthatatlan változásain megy keresztül.
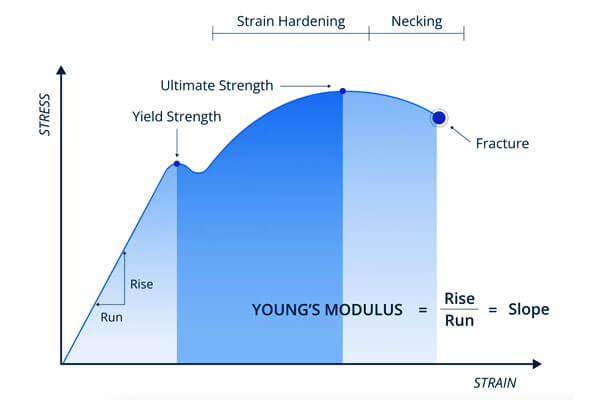
A feszültség -feszültség görbe kulcsfontosságú pontjai:
| Paraméter | Leírás |
|---|---|
| Folyáshatár | A stressz szint, amelyen túl a műanyag deformáció kezdődik |
| Végső szakítószilárdság (UTS) | Az anyag maximális feszültsége ellenállhat, miközben meghosszabbítja |
| Töréspont | Az a pont, amelyen az anyag végül megszakad vagy meghibásodik |
Például, lágyacél Általában megkülönböztetett hozampontot és UT -t mutatnak körül 370 MPA és 450 MPA, illetőleg, Mielőtt a nyakalkotás után kissé alacsonyabb feszültséggel törne.
A meghibásodási anyagi tulajdonságok
Az anyag meghibásodási viselkedését önmagában nem a stressz-feszültség viselkedése szabályozza.
Belső anyagi tulajdonságok Pivotális szerepeket is játszanak, Különösen annak meghatározásakor, hogy az anyag hogyan szívja fel és újraelosztja a stresszt.
Szívósság, Hajlékonyság, és keménység
- Szívósság az anyag azon képessége, hogy elnyelje az energiát a repedés előtt - gyakran a terület a feszültség -feszültség görbe alatt.
- Hajlékonyság meghatározza, hogy az anyag milyen mértékben deformálódhat a kudarc előtt, Általában mért meghosszabbítás vagy csökkentés a területen.
- Keménység tükrözi az anyag ellenállását a lokalizált plasztikus deformációval szemben, Bár a nagy keménység néha korrelálhat a törékenységgel.
Mikroszerkezeti tényezők
Mikroszkopikus szinten, Számos belső tulajdonság befolyásolja a mechanikai hibát:
- Szemcseméret: A finomabb szemcsék gyakran javítják mind az erőt, mind a keménységet a gabonahatár erősítése miatt (Előcsarnok -effektus).
- Zárvány: A nem fémes részecskék vagy szennyező anyagok stressz emelőkként működhetnek és repedéseket kezdeményezhetnek.
- Másodikfázisú részecskék: Többfázisú ötvözetekben (PÉLDÁUL., acélok vagy titánötvözetek), A fázisok közötti eloszlás és kohézió befolyásolja a repedések kezdeményezését és terjedését.
Példaként, Alumíniumötvözetek kisebb gabonamérettel és kevesebb zárványt érhet el Törési szilárdsági értékek fent 30 MPA√M, hogy megfelelővé tegyék őket repülőgép -bőrhez.
4. Törési mechanika alapvető elemek
Míg az anyagok klasszikus szilárdsága a stresszre és a feszültségre összpontosít a hibamentes struktúrákban, törésmechanika áthidalja a szakadékot az idealizált elmélet és a valós kudarcok között.
Kifejezetten figyelembe veszi a jelenlétét repedések vagy hibák, Felismerve, hogy a legtöbb anyag olyan hiányosságokat tartalmaz, amelyek szolgáltatási körülmények között növekedhetnek.
A törés mechanikája lehetővé teszi a mérnökök számára, hogy megjósolják, mikor egy repedés ellenőrizetlenül - hirtelen kudarcra - és az ilyen eredmények ellen történő megtervezését -.
Ez a mező különösen létfontosságú a biztonsági kritikus ágazatokban, például az űrben, nyomó edények, és atomenergia.
Törésmódok
A repedések az alkalmazott terhelés típusától és irányától függően többféle módon terjedhetnek. A törés mechanikája ezeket besorolja Három alapvető mód:
- I. mód (Nyitó üzemmód): A repedési felületeket a repedés síkjára merőlegesen húzzák el. Ez a mérnöki alkalmazások leggyakoribb és legkritikusabb módja.
- II. (Csúszó mód): Síkon belüli nyírás, ahol a repedésfelületek az elülső részével párhuzamosan csúsznak egymásra.
- III. (Elszakadás mód): Síkon kívüli nyírási, Ahol a repedés felületei könnyes vagy olló mozgással mozognak.
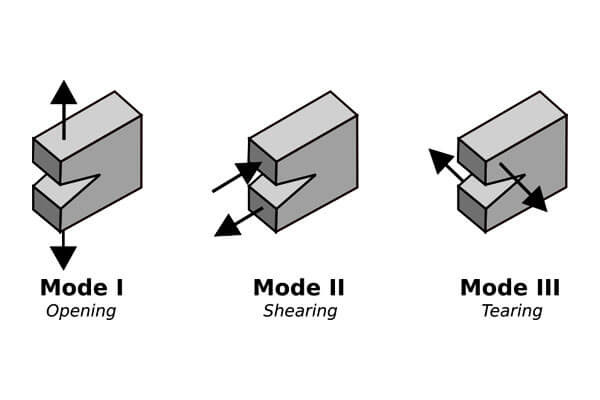
Valós forgatókönyvekben, A repedések gyakran megtapasztalják vegyes üzemmódú terhelés, ezeknek az alapvető módoknak a két vagy több kombinálása.
Törési szilárdság: K₁ és k₁c
Annak számszerűsítéséhez, hogy az anyag ellenálljon a repedés terjedésével szemben az I. módban, A törésmechanika a stressz intenzitási tényezőt használja (K -):
- K₁: Leírja a stresszmező intenzitását a repedés hegyén.
- K₁c (Törési szilárdság): A K₁ kritikus értéke, amelyen gyors törés történik.
A törés állapota akkor érik el, amikor:
K1 ≥K₁C
A törési szilárdsági értékek anyagonként jelentősen változnak:
- Alumíniumötvözetek: K₁c ≈ 25–35 mpa√m
- Nagy szilárdságú acélok: K₁c ≈ 50–100 mpa√m
- Kerámia: K₁c < 5 MPA√M (Nagy szilárdságú, de törékeny)
Minél magasabb a K₁C, Minél ellenállóbb az anyag, hogy repedje meg a növekedést.
Ez a paraméter különösen fontos a szakító vagy ütési betöltés alatt álló alkatrészeknél, mint például repülőgépbőr vagy nyomás edények.
Energia-alapú kritériumok: Griffith elmélete
A stressz -elemzés mellett, A törés is értelmezhető energiafogalmak.
A Griffith kritérium, Eredetileg törékeny anyagokra fejlesztették ki, kijelenti, hogy a repedés akkor terjed, amikor a elengedett energia A repedés meghosszabbításától kezdve meghaladja a energia szükséges Új felületek létrehozásához.
Griffith a repedés terjedésének állapota az:
G≥GC
Ahol:
- G a feszültségenergia -felszabadulási sebesség
- G_C a kritikus energiakibocsátási sebesség, vagy az anyag törési szilárdsága energiában (gyakran gicg_ néven jelölik{IC}GIC az I módhoz)
Ez a kritérium különösen hasznossá válik a törés megértéséhez kompozitok, kerámia, és polimerek, Ahol a felszíni energia megfontolások dominálnak.
Repedési hegy plaszticitása: Lefm vs. EPFM
A törés mechanikáját gyakran két fő ágra osztják, attól függően, hogy mekkora plasztikus deformáció történik a repedés hegyén:
- Lineáris elasztikus törésmechanika (Lefm): Kis méretű plaszticitást feltételez; törékeny vagy nagy szilárdságú anyagokra alkalmazható.
- Elasztikus műanyag törésmechanika (EPFM): Akkor használják, ha a műanyag zóna jelentős, gyakran bevonva a J-integrális mint a törésállóság mértéke.
Például:
- Törékeny anyagok, mint például az üveg → LEFM érvényes
- Duktilis fémek nagy terhelés alatt → EPFM előnyben részesített
Az ASTM E1820 szerint, a J-integrális módszer megbízható mértékben biztosítja a törési rezisztenciát olyan anyagok esetében, ahol a K₁C nem használható pontosan a nemlineáris viselkedés miatt.
Repedés növekedése és stabilitása
A repedés viselkedésének megértése nem csak a kezdeményezésről szól, hanem magában foglalja is repedés terjedése és stabilitása:
- Stabil repedésnövekedés: A repedés lassan halad előre a növekvő terhelés mellett; tipikus a csillogó törésben.
- Instabil repedésnövekedés: Hirtelen, Katasztrofális törés kis figyelmeztetéssel; a törékeny anyagokra jellemző jellemző.
A mérnökök gyakran használják R-görbék (Ellenállási görbék) A repedés növekedési ellenállásának ábrázolása a repedés kiterjesztése ellen, amely elősegíti a károsodási tolerancia értékelését.
5. A törés és a meghibásodási módok típusai
Az anyagi kudarc nem jelentkezik egyedi módon.
Helyette, Különböző törési mechanizmusokon és meghibásodási módokon keresztül nyilvánul meg, mindegyiket az anyagösszetétel befolyásolja, rakodási feltételek, szolgáltatási környezet, És az idő.
Ezeknek a meghibásodási módoknak a megértése kritikus jelentőségű a mérnökök számára a megfelelő anyagok kiválasztásához, Robusztus struktúrák tervezése, és hajtsa végre a proaktív karbantartási stratégiákat.
Az alábbiakban bemutatjuk a mérnöki alkalmazásokban tapasztalt legjelentősebb törés- és meghibásodási típusok bontását:
Törékeny törés
Törékeny törés kevés vagy egyáltalán nem műanyag deformációval történik, és gyorsan elterjedt az indítás után. Gyakran katasztrofális és minimális figyelmeztetést ad.
- Mechanizmus: Általában a kristálylográfiai síkok mentén hasítást jelent.
- Hőmérsékleti érzékenység: Gyakori a testközpontú köbméterben (BCC) olyan fémek, mint az alacsony széntartalmú acél nulla hőmérsékleten.
- Törésfelület: Lakás, szemcsés, és megjelenítheti a folyó mintáit vagy az eredet felé mutató chevronokat.
- Példa: Az 1940-es évek Liberty hajók törékeny töréseket tapasztaltak az alacsony hőmérsékleti szolgáltatás és a rossz hegesztési szilárdság miatt.
Törési szilárdság (K₁c) törékeny anyagokban lehet olyan alacsony, mint 1–5 MPA√M, hogy nagyon hajlamossá tegyék őket a repedés terjedésére.
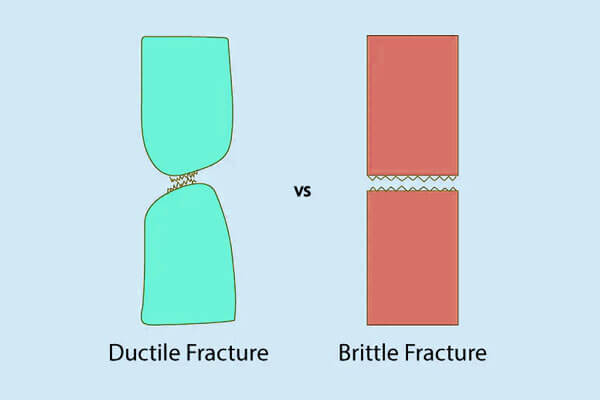
Csillapító törés
Csillapító törés a meghibásodás előtti jelentős plasztikus deformációt foglal magában, és több energiát szív be, mint a törékeny törés, Biztonsági szempontból általában kívánatosabbá tenni.
- Színpad: Kezdeményezés (érvénytelen nukleáció), növekedés (mikrovoid összeillesztés), és a végső törés (nyíró ajakképződés).
- Törésfelület: Tompított megjelenés pásztázó elektronmikroszkópos vizsgálat alatt (Melyik).
- Tipikus anyagok: Alumíniumötvözetek, szerkezeti acélok, réz.
- Előnyök: Figyelmeztető jeleket biztosít a hiba előtt, mint például a nyakalás.
Például, AISI 1018 acél bebizonyítja 20% Meghosszabbítás a törés előtt, A magas szintű rugalmasság jelzése.
Fáradtság -törés
Fáradtság meghibásodás elszámol 80% üzemi kudarcokból A ciklikus terhelésnek kitett fémkomponensekben.
- Színpad: Repedés kezdeményezése → repedés terjedése → Végső törés.
- Kulcsfontosságú paraméterek:
-
- S - N görbék: Mutassa meg a stressz amplitúdó közötti kapcsolatot (S) és a kudarc ciklusainak száma (N).
- Felületi jellemzők: Tengerparti jelek és vonatok, amelyek feltárják a repedés növekedésének történetét.
Példa: A repülőgép szárnyszürkék ciklikus aerodinamikai terhelés miatt fáradtság -meghibásodást tapasztalnak, aprólékos ellenőrzési rutinok megkövetelése.
Kúszórepedés
Kúszás az időfüggő deformáció állandó terhelés mellett megemelkedett hőmérsékleten, végül vezet kúszórepedés.
- Tipikus anyagok: Fémek >0.4 TM (ahol tm = olvadási hőmérséklet), mint például nikkel-alapú szuperfémek a turbinákban.
- Színpad:
-
- Elsődleges (csökkenő feszültség sebesség)
- Másodlagos (egyensúlyi állapotú kúszó)
- Harmadlagos (Gyorsított kúszó, ami repedéshez vezet)
- Kúszó élet előrejelzése: Gyakran az alapja Larson - Miller paraméter (LMP) vagy Norton - Bailey törvény.
Példa: Jet motor turbina pengéi, amelyek Inconel -ötvözetekből állnak, ellenállnak a kúszásnak 1000° C, A stressz repedési idők túllépve 10,000 óra Szolgáltatási terhelések alatt.
Környezeti repedés
Környezetvédelmi szempontból segített repedés (Eac) magában foglalja a környezeti interakciók által kiváltott vagy felgyorsítást.
Stressz-korrózió-repedés (SCC):
- Érzékeny ötvözetekben fordul elő húzóstressz és egy specifikus korrozív környezetben (PÉLDÁUL., klorid-indukált SCC rozsdamentes acélból).
- Gyakran a granuláris természetben.
Hidrogén ölelés:
- A hidrogénatomok fémekké diffundálnak, A rugalmasság csökkentése és a korai törés okozása.
- Kritikus a nagy szilárdságú acélokban és titánötvözetekben.
Például, nagy szilárdságú acélok (>1200 MPA UTS) különösen hajlamosak a hidrogén által kiváltott repedésekre a tengeri és tenger alatti környezetben.
Ütéstörés
Ütköző betöltés Bemutatja a magas feszültség arányát, ami jelentősen megváltoztathatja az anyag meghibásodási módját, Gyakran vezetik a göndörről a törékeny viselkedésre.
- Tesztelési módszerek:
-
- Charpy v-sootch teszt (ASTM E23)
- Izod ütésvizsgálat
- Mért mennyiség: A törés előtt felszívódott energia felszívódott (Joules).
- Csillapító-törésű átmeneti hőmérséklet (DBTT) az olyan anyagok kulcsfontosságú mutatója, mint a szénacél.
Példa: A charpy ütközési tesztek azt mutatják, hogy Az enyhe acél felszívódik 200 J szobahőmérsékleten, de alá esik 20 J -40 ° C -on, jelezve egy éles, gömbölyű átmenetet.
Összefoglaló táblázat: Fő töréstípusok
| Meghibásodási mód | Deformáció | Sebesség | Felszíni megjelenés | Példa anyagok | Legfontosabb aggodalmak |
|---|---|---|---|---|---|
| Törékeny törés | Minimális | Gyors | Hasítás, lakás | Öntöttvas, BCC acélok | Hirtelen kudarc, alacsony energia |
| Csillapító törés | Jelentős | Lassú | Gömbök, nyíró ajkak | Alumínium, alacsony széntartalmú acélból készült acél | Figyelmeztető jelzők, több energia |
| Fáradtság -törés | Ciklikus terhelés | Progresszív | Húrok, tengerparti jelek | Minden fém stressz alatt | Gyakran láthatatlan a kudarcig |
| Kúszórepedés | Időalapú | Lassú | Smárolás, gabona határ kavitáció | Nikkel -ötvözetek, rozsdamentes acélok | Hosszú távú teljesítmény magas hőmérsékleten |
| Környezeti repedés | Változó | Változó | Granuláris vagy transzgranuláris | Rozsdamentes acél, titán | Konkrét környezetet igényel |
| Ütéstörés | Dinamikus | Azonnali | Jagged vagy törékeny funkciók | Szerkezeti acélok | Hőmérséklet-érzékeny viselkedés |
6. Gyakorlati következmények a tervezésre
A törés viselkedésének megértése csak a kezdet; A következő lépés az, hogy ezt a tudást alkalmazzuk valós műszaki tervezés.
Akár egy repülőgép -törzs ravaszkodása, orvosi implantátum, vagy egy hídtartály, A tervezőmérnököknek meg kell várniuk a törési kockázatot és Az intelligens mérnöki stratégiák révén történő kudarc enyhítése.
Ez a szakasz felvázolja a legfontosabb gyakorlati megfontolásokat, amelyek a strukturális integritás biztosításához az alkatrészek élettartama alatt az egész élettartamban vannak.
Biztonsági tényezők és redundancia
Biztonsági-kritikus alkalmazásokban, A kudarc nem lehetséges.
A mérnökök használják biztonsági tényezők- típus között 1.5 és 4 Az elrontó fémek esetében és a törékeny anyagok esetében - az anyagi viselkedés bizonytalanságainak figyelembevétele, rakodási feltételek, és a gyártási hiányosságok.
Ráadásul, A tervezők bemutatják elbocsátás rendszerekbe. Például:
- Repülőgép használat Több terhelési útvonal annak biztosítása érdekében, hogy ha egy összetevő meghibásodik, Mások hordozhatják a terhelést.
- A hidakat úgy tervezték, hogy sikertelen biztonságos ízületek amelyek megakadályozzák a kaszkadációs kudarcokat.
ASME és NASA szabványok szerint, A biztonsági kritikus repülőgép-alkatrészek gyakran megkövetelik Károsodási tolerancia tanúsítás,
annak bizonyítása, hogy egy szerkezet fenntarthatja az adott méretű repedést egy adott számú ciklus esetén a meghibásodás előtt.
Geometria és stresszkoncentráció
A repedések ritkán alakulnak ki egyenletesen stresszes régiókban. Helyette, kezdeményeznek feszültségkoncentrátorok—Sharp sarkok, lyukak, hegesztési lábujjak, vagy a szál gyökerei - ahol a helyi feszültségek meghaladhatják az átlagot 2 hogy 5.
Ennek enyhítésére:
- Filé a belső sarkokban adják hozzá.
- Kulcslyuk -vágások a repedési tippek tompításához használják.
- Kúpos átmenetek a keresztmetszet hirtelen változásainak csökkentésére használják.
Példaként, A 90 ° -os belső sarok módosítása a 5 Az mm sugaras filé csökkentheti a csúcsfeszültséget ig 60%, Drasztikusan növeli a fáradtság élettartamát.
Anyagválasztás
Az anyag kiválasztása nem csak az erőről szól, hanem a gondos egyensúlyt foglalja magában:
- Szívósság (ellenállás a repedés terjedésével)
- Korrózióállóság (Különösen tengeri vagy orvosbiológiai környezetben)
- Sűrűség (súlyérzékeny mintákhoz)
- Fáradtsági teljesítmény
Például:
- Titánötvözetek Kiváló keménység és korrózióállóságot kínál, Ideális implantátumokhoz és repülőgép -alkatrészekhez.
- Nagy szilárdságú acélok biztosítsa a kiemelkedő fáradtság -ellenállást, de szükség lehet felszíni kezelésekre a repedés kezdeményezéséhez.
Az ASTM tesztelés szerint, A titánötvözetek, például a Ti -6Al -4V törési szilárdsága meghaladhatja 55 MPA√M, az előnyben részesített választássá tétele, ahol kritikus a károsodási tolerancia.
Életciklus -megfontolások és ellenőrzések
A tartósság megtervezése magában foglalja azt is, hogy előre jelezzük, hogy a repedések hogyan kezdeményezhetnek és növekedhetnek az idő múlásával. Ez a megközelítés, néven ismert sérülés toleráns kialakítás, magában foglal:
- Ütemezett ellenőrzések a becsült repedések növekedési üteme alapján
- Pusztító értékelés (Nde) olyan módszerek, mint az ultrahangos vagy röntgen tesztelés
- Cserélhető kopási alkatrészek Ez könnyen megfigyelhető és kicserélhető
Repülőgéppel, Boeing 787 kompozit panelek rutinszerűen ellenőrzik a fázisos tömb ultrahang segítségével, hogy a felszín alatti repedéseket szabad szemmel láthatatlanul észleljék.
Ez a proaktív karbantartás kiterjeszti az alkatrészek élettartamát, miközben biztosítja a biztonságot.
Felszíni tervezés és maradék feszültségek
A felszíni állapot jelentős szerepet játszik a repedés kezdeményezésében. Durva felületek, megmunkálási jelek, vagy a korróziós gödrök gyakran iniciációs pontokká válnak ciklikus betöltés alatt.
A törésállóság fokozása érdekében:
- Lövöldözés bevezeti a nyomó maradék feszültségeket, amelyek lassítják a repedés növekedését.
- Bevonatok mint Eloxálás vagy Pvd Javítsa a korrózióállóságot és csökkentse a felületi hibákat.
- Polírozás vagy égés Smontja a felületeket, A fáradtság növelése 25–50% -kal.
Például, Autófüggő rugók, amelyek átesnek lövöldözés kiállítás ig 200% a fáradtság ellenállásának javulása, A SAE J2441 szabványok szerint.
7. Kísérleti jellemzés
Míg az elméleti modellek és szimulációk felbecsülhetetlen értékű betekintést nyújtanak, a A törés viselkedésének valódi megértése a fizikai teszteléssel kezdődik.
A kísérleti jellemzés validálja a feltételezéseket, kalibrálja a prediktív modelleket, és biztosítja, hogy az anyagok és alkatrészek megfeleljenek a biztonsági és teljesítményszabványoknak a valós terhelési körülmények között.
Ez a szakasz bemutatja a törések jellemzésének legkritikusabb módszereit, kiemelve mind a szabványosított eljárásokat, mind gyakorlati jelentőségüket az iparágakban.
Szakító- és nyomóvizsgálat
Az anyagi kudarc elemzésének alapjain fekszik szakító- és nyomóvizsgálat. Ezek a tesztek feltárják, hogy az anyagok hogyan reagálnak az egytengelyes terhelésre, a legfontosabb mechanikai tulajdonságok meghatározása, például:
- Hozamszilárdság (A<alatti>y</alatti>)
- Végső szakítószilárdság (UTS)
- Young modulusa (E)
- Meghosszabbítás a szünetben
Szabványosítva E8/E8M asztma, A szakítóvizsgálat általában kutya-csont alakú mintákat használ, állandó feszültséggel, amíg a törés.
Például, Egy szerkezeti acél, mint például az ASTM A36, ~ 400–550 MPa UTS -t és 20–25% meghosszabbítást mutathat.
A kompressziós tesztelés során - különösen a törékeny anyagok, például a kerámia vagy az öntött vasalók számára - a mintákat tömörítik az azonosításhoz hajlítási határértékek és nyomószilárdság,
Általában az ASTM E9 szabványok szerint végeznek.
Törési szilárdsági tesztelés
Hogy megértsük, hogyan viselkedik egy repedés stressz alatt, A mérnökök fellépnek Törési szilárdsági tesztelés, Gyakran előzetesen becsapott mintákat használnak, ellenőrzött terhelésnek alávetve.
- ASTM E399 meghatározza a sík-törés-szilárdsági tesztet, adva a kritikus stressz -intenzitási tényező (K -<alatti>IC</alatti>).
- Duktilis anyagokhoz, a J-integrális módszer (ASTM E1820) a nemlineáris energiaeloszlás a repedés növekedése során.
Például, A repülőgép-minőségű alumínium ötvözet 7075-T6 a K -<alatti>IC</alatti> ~ 25–30 MPa · √m, Míg bizonyos ultra-tough acélok meghaladhatják 100 MPA · √M.
Ezek az értékek közvetlenül a károsodás-toleráns tervezési számításokba kerülnek, Megengedett hibák és ellenőrzési intervallumok meghatározása.
Fáradtságvizsgálat
Mivel 90% a mechanikai hibák fáradtság miatt fordulnak elő, Ez a tesztelési módszer elengedhetetlen. A fáradtságvizsgálat az anyagokat ciklikus terhelésnek teszi ki, hogy meghatározza:
- Tartóssági határérték (S<alatti>E</alatti>)
- Fáradtság élettartama (N<alatti>f</alatti>)
- Repedés terjedési sebessége (Da/dn)
A módszerek között szerepel:
- Forgó hajlítási tesztek
- Tengelyirányú fáradtság (feszültség -kompresszió)
- Lakjon fáradtság a kúszó -zsíros interakció miatt
S - N görbék (Stressz vs. ciklus) felfedje, hogy egy anyag mennyi ideig képes túlélni az ismételt stressz alatt.
Acélokhoz, mint Aisi 1045, A fáradtság korlátja megközelítőleg 0.5 × UTS, vagy körülbelül 250 MPA A tipikus erősségekért.
Párizsi törvény (da/dn = c(ΔK)<szuper>m</szuper>) Segít megjósolni a repedés növekedésének sebességét a stabil terjedési szakaszban - különösen fontos az űr- és nukleáris komponensekben.
Ütés és hajlítás tesztelés
A hatásvizsgálat számszerűsíti, hogy az anyagok hogyan reagálnak hirtelen, nagy sebességű terhelés, Alapvető fontosságú az olyan alkalmazásokban, mint az autóbalesetbiztonság vagy a strukturális kudarc szeizmikus terhelések alatt.
- Charpy és Izod ütközési tesztek (ASTM E23) Mérje meg a törés során abszorbeált energiát, jelzi a bevágási szilárdságot.
- A gömbölyű acélok charpy -értékei elérhetik 80–120 J, Míg a törékeny kerámia felszívódhat <10 J.
Hárompontos hajlítási tesztek, másrészt, a mérésre használják hajlító szilárdság és Törési viselkedés rétegezett vagy törékeny anyagokban mint például a kompozitok, polimerek, vagy laminál.
Ezek a módszerek betekintést nyújtanak Törés kezdeményezése dinamikus vagy több axiális terhelés alatt, A statikus tesztek kiegészítése.
Fraktográfia
A törési esemény teljes diagnosztizálásához, A mérnökök fordulnak fraktográfia- A törött felületek részletes vizsgálata:
- Optikai mikroszkópia A makro-méretű repedés út elemzéséhez
- Pásztázó elektronmikroszkópia (Melyik) A mikroszerkezeti jellemzőkhez
A fraktográfia feltárja:
- Törékeny törésminták (hasítás, folyami minták)
- Csillapító funkciók (Dimple törés az üres összeillesztésből)
- Fáradtságrétegek A ciklikus repedés növekedésének bemutatása
- Másodlagos sérülés korrózióból vagy túlterhelésből
Összefoglaló táblázat - Kulcskísérleti technikák a törés elemzésében
| Teszttípus | Standard | Cél | Kulcs kimenet |
|---|---|---|---|
| Szakítóvizsgálat | E8/E8M asztma | Alapvető mechanikai tulajdonságok | A<alatti>y</alatti>, UTS, meghosszabbítás |
| Törési szilárdság | ASTM E399, E1820 | Repedési ellenállás | K -<alatti>IC</alatti>, J-integrális |
| Fáradtságvizsgálat | ASTM E466 | Élet ciklikus terhelések alatt | S - n görbe, Da/dn |
| Ütésvizsgálat | ASTM E23 | Dinamikus keménység | Elnyelő energia (J) |
| Hajlító/hajlító tesztelés | ASTM D790 | Erő a hajlításban | Hajlító modulus, erő |
| Fraktográfia | Fél/optikai | Hiba -diagnosztika | Törés eredete, repedési szaporodás |
8. A törésvizsgálat előnyei és kihívásai
A törésvizsgálat a modern anyagértékelés és a strukturális integritás értékelésének sarokköve.
A mérnököknek empirikus alapot kínálnak az alkatrészek viselkedésének előrejelzésére stressz alatt, Kerülje a katasztrofális kudarcokat, és a tervezés biztonságosabb, Megbízhatóbb termékek.
Viszont, Ez a létfontosságú folyamat nem műszaki, logisztikai, és pénzügyi akadályok.
Ez a szakasz feltárja a kettős táj törésvizsgálat, kiemelve annak jelentős előnyök miközben elismerte annak összetett kihívások,
Különösen akkor, ha a laboratóriumi adatokat a valós megbízhatóságba fordítják.
A törésvizsgálat előnyei
Fokozza az anyagválasztást és a képesítést
A törésvizsgálat lehetővé teszi a mérnökök számára számszerűsítse a kritikus tulajdonságokat mint például a törési keménység (K₁c), fáradtság élettartama (Közönség), és az energiaelnyelés.
Ezek a mutatók útmutatásuk a magas tétű alkalmazásokhoz legmegfelelőbb anyagok kiválasztását, mint például az űrrepülőgép spars, nukleáris nyomás edények, vagy ortopédiai implantátumok, Ahol a kudarc nem lehetséges.
Például, ASTM F136 TI-6AL-4V ELI Titán, amelyet az orvosi implantátumokban alkalmaznak, rutinszerűen tesztelik a töréskeménység érdekében, hogy biztosítsák a biztonságos terhelés hordozó teljesítményét in vivo.
Validálja a tervezési integritást
A törési tesztek szimulálják a valós körülményeket, felfedni, hogy a repedések hogyan kezdeményeznek és terjednek különböző betöltési forgatókönyvek mellett.
A tervezők akkor A geometria optimalizálása, Csökkentse a stresszkoncentrációkat, és hajtsa végre a megfelelő biztonsági tényezőket.
Olyan kritikus ágazatokban, mint a repülés, Ez a betekintés lehetővé teszi sérülés toleráns kialakítás, ami elfogadja a kis hibákat, de megakadályozza, hogy katasztrofálissá váljanak.
Támogatja a szabályozási megfelelést
Sok iparág, -tól autóipari (ISO 26262) hogy űrrepülés (FAA, EASA), mandátum törési keménység, fáradtság, vagy ütésvizsgálat az anyag- és alkatrész -tanúsítás részeként.
Ezeknek a szabványoknak a teljesítése biztosítja az érdekelt feleket termék megbízhatóság és biztonság.
Javítja a prediktív karbantartást és az életciklus kezelését
A törés és a fáradtság -adatok betöltése Digitális ikrek és prediktív karbantartási modellek, segít a fennmaradó hasznos élettartam becslésében (Akadály) és megakadályozzák a nem tervezett leállási időt.
Az adatközpontú karbantartási ütemtervek 10–30% -kal meghosszabbíthatják a szolgáltatási élettartamot, Az életciklus költségeinek csökkentése a biztonság fenntartása mellett.
Az anyagok innovációját és a gyártásban való innovációt hajtja végre
A tesztelés feltárja, hogy az új ötvözetek milyen új ötvözetek, hőkezelések, és a gyártási módszerek befolyásolják a törésállóságot.
Alapvető lépés a fejlett anyagok minősítésében, mint például additív módon gyártott fémek vagy nano-strukturált kompozitok, A valós telepítéshez.
A törésvizsgálat kihívásai
Hasznossága ellenére, A törésvizsgálat erőforrás-igényes, és több korlátozást jelent, amelyeket a mérnököknek és a kutatóknak gondosan kell kezelniük.
Minta előkészítése és geometriai érzékenység
Szabványosított tesztminták előkészítése (PÉLDÁUL., Kompakt feszültség vagy charpy rudak) Pontos megmunkálást és felületi kivitel szabályozását igényli.
A geometria vagy a felületi állapot bármilyen eltérése jelentősen lehet befolyásolja az eredményeket, Különösen a törésszilárdság és a fáradtsági tesztek esetén.
Környezetvédelmi ellenőrzés és realizmus
A törés viselkedése gyakran függ hőmérséklet, nedvesség, és a rakodási sebesség.
A tesztelésnek meg kell ismételnie a szolgáltatási feltételeket - például az LNG -tartályokban lévő kriogén körülmények megnövekedett hőmérsékleteit - értelmes adatokat adva.
Kúszó törésvizsgálatok, például, szükség lehet tartós tesztelésre több ezer órán keresztül 600–800 ° C -on a valós lebomlási mechanizmusok szimulálására.
Méretezés a laboratóriumból a teljes alkatrészekre
A tesztkuponok mérete gyakran különbözik egymástól, geometria, és a kényszerfeltételek a tényleges alkatrészekből.
Ennek eredményeként, A mérnököknek alkalmazniuk kell Javító tényezők vagy teljes körű érvényesítés végrehajtása, növekvő költségek és bonyolultság.
Idő- és költségkorlátozások
Nagy hegesztõdéses törésvizsgálat, Különösen a fáradtság vagy kúszó kísérletek, lehet időigényes és drága.
Egyetlen fáradtsági teszt futhat 10⁶-10⁸ ciklusok, Néha hetekig tart a befejezés.
Ágazatokban költségnyomás alatt, mint például a fogyasztói elektronika vagy az ipari gépek, A kiterjedt törésvizsgálat nem feltétlenül lehet gazdaságilag életképes minden alkatrésznél.
A komplex meghibásodási módok értelmezése
A törés viselkedése nem mindig egyértelmű.
Kölcsönhatások a mikroszerkezeti jellemzők között, stressz trixialitás, és a környezeti lebomlás eredményezhet vegyes módú hibák vagy másodlagos repedés, amely bonyolítja a diagnózist.
Fejlett eszközök, mint például Sem fraktográfia, Röntgen számítógépes tomográfia, vagy digitális képkorreláció (DIC) néha szükség van a törési mechanizmusok teljes megértésére, További költségek és elemző erőfeszítések hozzáadása.
8. Következtetés
A törés vagy a töréspont nem csupán anyagi korlátozás - ez egy formatervezés, biztonság, és a gazdasági aggodalmak, amelyek multidiszciplináris figyelmet igényelnek.
A mérnökök hatékonyan kezelhetik a töréskockázatokat és javíthatják a szerkezeti integritást az alapvető mechanika integrálásával, anyagtudomány, tesztelés, és prediktív modellezés.
Ahogy az anyagok és a megfigyelési technológiák előrelépnek, A hibák előrejelzésének és megelőzésének képessége még pontosabbá és proaktívabbá válik.

