
Introducción
En microcasting, Derretirse es sólo la mitad de la historia.. La verdadera transformación comienza cuando la aleación fundida entra en la carcasa cerámica y comienza a perder calor..
en ese momento, El metal pasa de un estado líquido a uno sólido., y se está decidiendo todo el futuro del casting: su solidez, su estructura interna, su precisión dimensional, y su susceptibilidad a defectos.
Este cambio de líquido a sólido se llama solidificación.
En lenguaje metalúrgico, también se le conoce como cristalización primaria, porque implica nucleación, crecimiento de cristales, y la formación de la estructura metálica final..
Desde una perspectiva de transferencia de calor, sin embargo, La solidificación se entiende mejor como el proceso por el cual el calor fluye desde la pieza fundida al molde y luego al entorno circundante..
Estos dos puntos de vista describen el mismo evento., pero enfatizan diferentes cuestiones de ingeniería.
La visión metalúrgica pregunta: ¿Cómo se forman los núcleos?? ¿Cómo crecen los granos?? ¿Qué tipo de estructura se desarrolla??
La vista térmica pregunta: ¿Qué tan rápido pierde calor la fundición?? ¿Dónde comienza la solidificación?? ¿Dónde es probable que aparezcan defectos de contracción?? ¿Cómo se puede controlar el proceso??
Para microfusión, la vista térmica es especialmente práctica. Muchos defectos comunes de fundición, como errores de ejecución, cavidades de contracción, microcontracción, lágrimas calientes, porosidad de gas, segregación, e inclusiones, están estrechamente relacionados con la forma en que se solidifica el casting..
Por lo tanto, una sólida comprensión de la solidificación es esencial para diseñar puertas., creciente, espesor de la cáscara, temperatura de precalentamiento, condiciones de enfriamiento, y estrategia de congelación direccional.
1. Por qué es importante la solidificación en la fundición a la cera perdida
Una pieza fundida no falla sólo porque el metal se vertió incorrectamente. Muy a menudo, La causa fundamental radica en la forma en que el metal se solidificó después del vertido..
Si la solidificación es demasiado rápida en la región equivocada, una sección puede congelarse antes de estar completamente alimentada.
Si es demasiado lento, la contracción y la segregación pueden volverse más severas.
Y si el campo de temperatura es desigual, Los puntos calientes pueden permanecer líquidos mucho después de que la capa circundante se haya endurecido., creando las condiciones para caries o grietas.
Fundición a la cera perdida es especialmente sensible porque el proceso utiliza una cáscara de cerámica en lugar de una gruesa, molde de arena altamente aislante.
Ese caparazón se puede diseñar para brindar precisión y detalles finos., pero también significa que el ambiente térmico es muy deliberado.
Espesor de la cáscara, precalentar, revestimiento, aislamiento, y la temperatura de vertido del metal dan forma al campo de temperatura y, por lo tanto, determinan la calidad final de la fundición..
En la práctica, La solidificación es la arquitectura oculta de una fundición.. El molde puede definir la geometría., pero la solidificación define la realidad interna.
2. Campo de temperatura de las fundiciones de inversión

Concepto básico del campo de temperatura de fundición
Casi todos los fenómenos físicos que ocurren durante la solidificación de la fundición son funciones termodinámicas que dependen de la temperatura..
El objetivo principal de la investigación sobre la transferencia de calor por solidificación es monitorear las variaciones dinámicas del campo de temperatura dentro de las piezas fundidas y las carcasas cerámicas a lo largo del tiempo..
Analizando la distribución del campo de temperatura., Los ingenieros pueden predecir con precisión los indicadores críticos de producción.:
Tamaño en tiempo real de las zonas de solidificación en secciones transversales., velocidad de propagación de los frentes de solidificación, distribución espacial de defectos de contracción, y tiempo total de solidificación.
Estos datos analíticos proporcionan soporte teórico confiable para el diseño del sistema de compuertas., disposición del elevador, y medidas auxiliares de refrigeración.
En la producción real de fundición a la cera perdida, Procesos auxiliares convencionales como el envoltorio de algodón., enfriamiento de agua, colocación de hierro frío, espesamiento del recubrimiento,
y el enfriamiento por aire forzado esencialmente alteran la distribución del campo de temperatura para regular las secuencias de enfriamiento.
Aunque se aplican modelos matemáticos complejos y fórmulas termodinámicas en los cálculos de simulación numérica,
Este artículo simplifica las derivaciones matemáticas abstractas y se centra en principios prácticos de transferencia de calor industrial para una comprensión intuitiva..
Características prácticas de transferencia de calor en la producción en masa
La mayoría del personal de fabricación tiende a simplificar demasiado el proceso de enfriamiento., simplemente juzgar el estado de solidificación mediante el tiempo de enfriamiento intuitivo mientras se ignoran los complejos mecanismos internos de conducción de calor.
En microcasting, El sistema general de disipación de calor incluye radiación de calor y convección desde las carcasas cerámicas al ambiente atmosférico..
Los diferentes métodos de colocación de refrigeración afectan significativamente la eficiencia de la transferencia de calor: las carcasas terminadas se pueden colocar en rejillas para enfriar, lechos de arena, o enterrado en arena de relleno.
El vertido de arena enterrada representa un método de enfriamiento típico de baja eficiencia. Gruesas capas de arena aíslan la carcasa de cerámica., ralentizando drásticamente la disipación de calor externo.
La retención prolongada de altas temperaturas no solo extiende los ciclos de solidificación sino que también desencadena reacciones químicas adversas en los materiales defectuosos de la cubierta., lo que lleva a la adhesión química de la arena, picaduras en la superficie, porosidad de la escoria, y difícil eliminación de la cáscara.
En un escenario hipotético extremo, si la carcasa cerámica consigue un aislamiento térmico absoluto sin conducción ni radiación de calor, La aleación fundida en el interior nunca completará la solidificación.,
que demuestra intuitivamente el papel decisivo de la disipación de calor en la solidificación.
Enfriamiento heterogéneo causado por estructuras & Diferencias en el espesor de la concha
Las piezas de fundición a la cera perdida contienen inevitablemente características geométricas complejas., incluyendo ranuras, cavidades internas, esquinas afiladas, y curvas de transición.
Estas estructuras complejas dan como resultado un espesor desigual de la capa cerámica. Incluso para posiciones idénticas en el mismo lote de productos, Las operaciones de recubrimiento manual inconsistentes conducen a un espesor de la carcasa no uniforme..
La resistencia térmica desigual de la carcasa interrumpe la secuencia de enfriamiento natural: Las zonas de solidificación rápida originalmente preestablecidas retrasan la solidificación., mientras que las áreas de sección gruesa con necesidades de alimentación se enfrían prematuramente.
Esta secuencia de solidificación desordenada induce directamente cavidades de contracción anormales y porosidad localizada..
Calor latente de cristalización & Estrés térmico interno
Más allá de la disipación de calor macroscópica, El calor latente de cristalización es un factor central que con frecuencia se pasa por alto..
Durante la transformación de líquido a sólido, Las aleaciones liberan continuamente calor latente., que recalienta las zonas solidificadas adyacentes y retrasa el progreso de la solidificación posterior.
Contrariamente al conocimiento simplificado de la solidificación exterior capa por capa, la interfaz de solidificación real es irregular y fluctuante.
Además, La conducción desigual del calor genera una tensión térmica interna no uniforme en toda la pieza fundida..
La tensión térmica excesivamente concentrada se propaga a lo largo de los límites de los granos y los puntos débiles estructurales., eventualmente formando defectos de desgarro en caliente y agrietamiento en frío.
Actualmente, El software de simulación de fundición convencional se basa en modelos matemáticos termodinámicos para calcular la distribución del campo de temperatura., predecir la duración de la solidificación y las ubicaciones de los defectos de contracción.
Es de destacar que las condiciones de contorno iniciales, como la temperatura de la cáscara, temperatura ambiente, y la temperatura de vertido de la aleación determinan directamente la precisión de la simulación.
3. Factores clave que afectan la solidificación
| Factor | en que influye | Consecuencia de ingeniería |
| Difusividad térmica del metal. | ¿Qué tan rápido se iguala la temperatura dentro de la pieza fundida? | La alta difusividad produce un perfil de temperatura más plano y gradientes más pequeños; la baja difusividad crea gradientes más pronunciados. |
| Calor latente de cristalización. | ¿Cuánto calor se libera durante la congelación? | Un mayor calor latente prolonga la solidificación y aplana el campo de temperatura.. |
| Temperatura de solidificación | El nivel de temperatura al que se produce la congelación. | Las temperaturas de congelación más altas generalmente aumentan los gradientes térmicos y el calentamiento del molde.. |
Propiedades térmicas del molde |
¿Qué tan rápido la cáscara absorbe y transfiere calor? | Una absorción de calor más rápida acelera la solidificación pero también puede aumentar la intensidad del gradiente. |
| Temperatura de vertido | Energía térmica inicial en la masa fundida. | Un sobrecalentamiento más alto retrasa la solidificación; un recalentamiento más bajo acorta el tiempo de congelación pero puede aumentar el riesgo de funcionamiento incorrecto. |
| Espesor de la pared de fundición | Contenido de calor y tiempo de congelación. | Las secciones gruesas se enfrían más lentamente y es más probable que formen defectos de contracción.. |
| Geometría y diseño de esquinas. | Concentración de calor local y congelación direccional. | Curvas, esquinas, y las transiciones de sección pueden crear puntos calientes o mejorar el enfriamiento dependiendo de la forma. |
4. Influencia de las propiedades del metal en la solidificación
Difusividad térmica
La difusividad térmica describe la rapidez con la que el calor se propaga a través de un material..
en un casting, una mayor difusividad térmica significa que la diferencia de temperatura entre la superficie y el centro desaparece más rápidamente. El resultado es un campo de temperatura más uniforme..
Una menor difusividad térmica significa que el calor permanece atrapado por más tiempo en el centro., produciendo un perfil de temperatura más pronunciado.
Esto es importante porque la dirección y la velocidad de la congelación dependen de la rapidez con la que el calor puede moverse a través del metal..
Todo lo demás igual, Los metales con baja difusividad térmica tienden a solidificarse con un gradiente de temperatura más fuerte y un mayor riesgo de puntos calientes internos..
Calor latente
Cuando el metal fundido se solidifica, libera calor latente. Este calor no desaparece instantáneamente.; debe transferirse al caparazón antes de que pueda procederse a la congelación..
Un calor latente mayor significa que la pieza fundida debe desprender más energía antes de que se logre la solidificación completa.. Eso tiende a extender el tiempo de congelación y aplanar el campo de temperatura..
Temperatura de congelación
La temperatura absoluta de solidificación también importa. Un metal que se congela a una temperatura más alta deja el sistema de molde caliente por más tiempo.
La diferencia de temperatura entre la superficie de fundición y el interior de la carcasa puede aumentar, que afecta el campo de temperatura y la posible ubicación de los defectos.
En general, Las aleaciones no ferrosas de bajo punto de fusión tienden a exhibir un comportamiento de enfriamiento diferente al de los aceros y hierros de mayor temperatura., Esta es una de las razones por las que la fundición a la cera perdida responde de manera diferente según la familia de aleaciones..
5. Influencia de las propiedades del molde y la cáscara
El caparazón no es pasivo.. Es un socio térmico activo en la solidificación..

Absorción de calor de la carcasa
Una cáscara que absorbe calor rápidamente acelerará la solidificación..
Esto puede resultar útil cuando la precisión o el tiempo del ciclo son importantes, pero también puede crear un gradiente de temperatura más pronunciado.
Una capa que absorbe calor más lentamente alargará el tiempo de solidificación y puede hacer que el campo de temperatura sea más plano., pero también puede aumentar el riesgo de encogimiento si la alimentación no está diseñada adecuadamente.
Precalentar la cáscara
En microcasting, El precalentamiento de la cáscara es una variable importante del proceso..
Una cubierta más caliente reduce el choque térmico y puede mejorar el llenado, pero también reduce la fuerza impulsora térmica para la solidificación al inicio..
Una carcasa más fría extrae el calor más rápido, pero puede crear riesgos de flujo o mal funcionamiento si el metal pierde temperatura demasiado rápido durante el llenado..
Por lo tanto, el precalentamiento de la cáscara es un equilibrio entre capacidad de llenado y control de solidificación.
Espesor de la cáscara y recubrimiento local.
El espesor local del caparazón puede variar debido a la técnica de construcción del caparazón., geometría, y práctica del operador. Las secciones de carcasa más gruesas aíslan más y enfrían de manera diferente a las secciones más delgadas..
Esto puede alterar involuntariamente la secuencia de solidificación., hacer que el área “correcta” se congele demasiado pronto o que el área “incorrecta” permanezca líquida por demasiado tiempo.
Por eso es tan importante la uniformidad de la cáscara.. El espesor desigual de la carcasa puede transformar una pieza fundida que parece estar bien diseñada en una con problemas ocultos de contracción o distorsión..
6. Influencia de las condiciones de vertido
Las condiciones de vertido no sólo determinan si el molde se llena. También determinan el punto de partida de la solidificación..

Supercalentar
El sobrecalentamiento es la cantidad en la que la temperatura del metal fundido excede su liquidus o umbral de congelación..
Una cantidad modesta de sobrecalentamiento ayuda a que el metal permanezca fluido el tiempo suficiente para llenar el molde..
Pero si el sobrecalentamiento es demasiado alto, Aumenta efectivamente la energía térmica que la cáscara debe eliminar antes de que pueda comenzar la congelación..
Más sobrecalentamiento generalmente significa:
- mayor tiempo de solidificación,
- un frente de congelación más plano o retrasado,
- mayor carga térmica de la carcasa,
- y riesgo potencialmente mayor de segregación o distorsión si la ruta de enfriamiento no está controlada.
Tasa de vertido
La velocidad de vertido influye tanto en la calidad del relleno como en la estabilidad térmica. demasiado lento, y el metal puede comenzar a congelarse antes de que la cavidad esté llena.
demasiado rapido, y turbulencia, gas arrastrado, o puede ocurrir erosión de la concha. La velocidad de vertido ideal permite que el molde se llene suavemente manteniendo un campo térmico controlable..
Temperatura de vertido vs.. tipo de metal
El efecto de la temperatura de vertido depende de la aleación y de la ruta de fundición..
En algunos sistemas, especialmente aquellos con alta conductividad térmica del molde o moldes metálicos, el exceso de sobrecalentamiento se pierde rápidamente y el efecto puede ser menos dramático.
En microcasting, sin embargo, Las propiedades de la carcasa y la geometría de la pieza a menudo hacen que la temperatura de vertido sea una variable muy importante..
7. Influencia de la geometría de fundición
La geometría de la fundición juega un papel central en el camino de solidificación..
Espesor de la pared
Las secciones gruesas retienen más calor y se solidifican más lentamente.. Las secciones delgadas se congelan rápidamente.
Esta diferencia crea un patrón de congelación direccional que puede usarse deliberada o, si está mal diseñado, puede crear defectos.
Forma y esquinas
La forma cambia el ambiente de enfriamiento local.. Las superficies convexas generalmente se enfrían de manera diferente a las superficies planas porque el volumen de la capa circundante disponible para absorber los cambios de calor.
Las superficies cóncavas y las esquinas internas a menudo se enfrían más lentamente porque la masa de la cáscara que las rodea está más restringida y la trayectoria del flujo de calor es menos favorable..
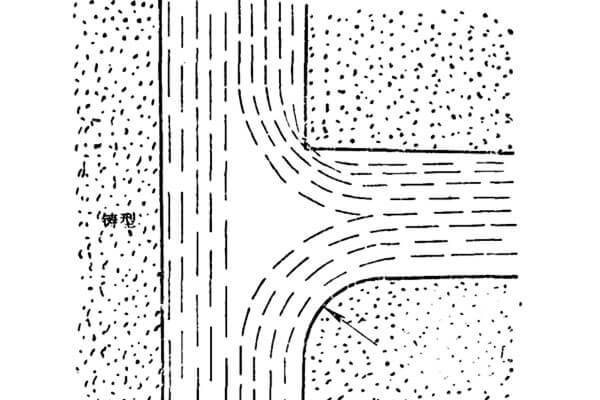
Radio versus esquina aguda
Una esquina interna afilada es una ubicación clásica de punto caliente.
Reemplazar una esquina interna afilada con un radio aumenta el área de transferencia de calor y ayuda a que la esquina se solidifique de manera más uniforme.
Es por eso que los filetes internos se usan a menudo para reducir el agrietamiento en caliente y la concentración de contracción..
Un malentendido común es que un radio simplemente “agrega espesor” y por lo tanto debe enfriarse más lentamente..
En realidad, la mayor superficie de transferencia de calor puede compensar la masa local agregada, mejorar en lugar de empeorar el comportamiento de solidificación.
Transiciones de sección
Un cambio repentino de una sección gruesa a una delgada puede alterar la secuencia de congelación..
La sección delgada puede congelarse primero y aislar la sección más gruesa., que luego se vuelve vulnerable a la contracción.
Un buen diseño de fundición evita discontinuidades térmicas abruptas siempre que sea posible..
8. Modos de solidificación y su significado práctico.
La solidificación puede entenderse ampliamente en términos de cómo avanza el frente helado a través de la pieza..
Solidificación direccional
Este es el caso ideal en el diseño de fundición.. El metal se solidifica progresivamente desde un extremo o superficie hacia un elevador o región de alimentación., para que el metal líquido pueda alimentar continuamente la zona de contracción.
La solidificación direccional es la base del diseño de fundición sólida porque ayuda a prevenir las cavidades por contracción..
Solidificación por enfriamiento
Si un área local se congela demasiado pronto porque pierde calor rápidamente, puede comportarse como una zona fría.
Esto puede ser útil en casos seleccionados., pero si la región solidificada bloquea la alimentación a otras áreas, pueden producirse defectos de contracción.
Solidificación simultánea
Si una sección grande se congela casi al mismo tiempo en todo su volumen, la alimentación por contracción se vuelve difícil.
Este modo suele ser menos deseable a menos que el proceso haya sido diseñado específicamente para soportarlo..
El objetivo práctico en la fundición a la cera perdida suele ser gestionar la solidificación de modo que la alimentación siga siendo posible hasta que el último punto crítico se haya congelado..
9. Defectos comunes formados durante la solidificación
Muchos defectos de fundición se originan durante la etapa de congelación., no durante el vertido.
Cavidad de contracción
A medida que el metal líquido se solidifica, Contrata. Si la contracción no es alimentada por metal líquido cercano, se puede formar una cavidad en la última región en congelarse.
Microcontracción o porosidad de contracción.
En lugar de una cavidad visible, el yeso puede contener muchos pequeños huecos internos en un área de alimentación insuficiente.
Estos son especialmente dañinos en piezas fundidas de alto rendimiento porque pueden reducir la resistencia y la resistencia a las fugas..
Lágrimas calientes
Si una pieza fundida está restringida durante la contracción y la carcasa o la geometría impiden la libre contracción., Pueden producirse grietas mientras el metal aún está parcialmente sólido..
Esquinas afiladas, cambios bruscos de sección, y los gradientes térmicos mal controlados aumentan este riesgo.
Segregación
Durante la solidificación, Los elementos de aleación pueden no permanecer perfectamente uniformes..
Pueden formarse diferencias locales en la composición entre las regiones de congelación temprana y tardía. Esto puede afectar las propiedades mecánicas y el comportamiento frente a la corrosión..
Porosidad de gas
Si hay gas presente en la masa fundida o la carcasa no puede ventilar adecuadamente, Las bolsas de gas pueden quedar atrapadas a medida que el metal se congela..
Esto es especialmente grave en fundiciones de precisión donde la solidez interna es importante..
10. Cómo se controla la solidificación en la fundición a la cera perdida
El propósito del diseño del proceso no es simplemente dejar que el metal se congele.. Es para que se congele de forma controlada..
Los métodos prácticos incluyen:
- elegir una temperatura de vertido adecuada,
- precalentar la cáscara al nivel correcto,
- controlar el espesor de la carcasa y el recubrimiento,
- Diseño de compuertas y elevadores para congelación direccional.,
- usando escalofríos o aislamiento local cuando sea necesario,
- Gestión de las condiciones de enfriamiento posteriores al vertido.,
- y mantener el campo de temperatura lo más predecible posible.
En muchas fundiciones, lo que parece ser un "problema de defectos de fundición" es en realidad un problema de control de solidificación.
Si el campo de temperatura es incorrecto, ninguna cantidad de inspección posterior puede restaurar completamente la pieza.
11. Conclusión
La fundición a la cera perdida es a menudo admirada por su precisión y calidad de superficie., pero esas cualidades sólo se logran cuando la solidificación se comprende y controla adecuadamente.
La transición de líquido a sólido es donde se crea la estructura interna., donde la alimentación se conserva o se pierde, y donde la mayoría de los principales defectos de fundición se previenen o nacen.
La lección central es simple.: una buena fundición a la cera perdida no sólo se vierte correctamente, pero congelado correctamente.
El campo de temperatura, comportamiento del caparazón, condición de vertido, y la geometría de la fundición trabajan juntas para determinar si la pieza final queda sólida, estable, y útil.
Por lo tanto, comprender la solidificación no es un ejercicio teórico.. Es una de las habilidades más prácticas en ingeniería de fundición a la cera perdida..

