
1. Indledning
Inden for ingeniørvidenskab og materialevidenskab, sondringen mellem en brud eller Breaking Point er mere end semantisk - det definerer sikkerheden, præstation, og livscyklus af kritiske komponenter.
Mens "brud" henviser til den faktiske begivenhed med materiel adskillelse, "Breaking Point" forstås ofte som den endelige tærskel, ud over hvilken katastrofal svigt opstår.
Disse koncepter er især betydningsfulde i rumfart, bilindustrien, biomedicinsk, og civilingeniør, Hvor fiasko kan føre til tab af liv, Miljøkatastrofe, eller økonomisk skade.
At effektivt håndtere sådanne risici, Ingeniører skal forstå Mekanik for fiasko, Vælg passende materialer, Foretag streng test, og anvende avancerede modelleringsteknikker.
Denne artikel tilbyder en multi-perspektiv analyse af brudopførsel, teststandarder, Virkelige applikationer, og fremtidige innovationer.
2. Hvad er bruddet eller brudspunktet?
De brud eller brudspunkt af et materiale refererer til kritisk grænse, hvor den ikke længere kan modstå påført stress og i sidste ende mislykkes Ved at bryde eller revne.
Dette punkt markerer slutningen af materialets evne til at deformere, enten elastisk eller plastisk, og Initiering af en komplet strukturel svigt.
Nøglefinitioner:
- Brudpunkt: Det punkt, hvor et materiale adskilles i to eller flere stykker på grund af dannelse og forplantning af revner.
- Breaking Point: Ofte brugt ombytteligt med brudpunkt, det henviser til maksimal stress Materialet kan udholde Før katastrofal svigt.
- Ultimate trækstyrke (Uts): De maksimal stress Et materiale kan modstå, mens det strækkes eller trækkes inden halsen.
Imidlertid, Faktisk brud kan forekomme med en stress, der er lidt lavere end eller lig med UTS, Afhængig af materialetypen og testbetingelserne.
3. Grundlæggende mekanik for fiasko
At forstå den grundlæggende mekanik, der fører til brud eller brud, er hjørnestenen i at forudsige og forhindre strukturel fejl i ingeniørsystemer.
Materialer reagerer på påførte belastninger gennem en kombination af elastisk og plastisk deformation, før de til sidst når en kritisk grænse - ofte kulminerer med brud.
Dette afsnit skitserer, hvordan stress, Sil, og egenskaber i iboende materiale styrer denne vej til fiasko.
Stress og belastningsadfærd
Når en belastning påføres på et materiale, det oplever intern modstand i form af stress, Og det reagerer ved at ændre form eller størrelse, henvist til som Sil.
Forholdet mellem stress og belastning illustreres ofte af Stress -belastningskurve, som kendetegner forskellige stadier af mekanisk opførsel.
Elastisk vs. Plastisk deformation
- Elastisk deformation er reversibel. Ifølge Hooke's lov, Stress er proportional med belastningen op til Elastisk grænse.
- Plastisk deformation, imidlertid, er permanent. Når materialet overgår sit udbyttestyrke, Det gennemgår irreversible ændringer i strukturen.
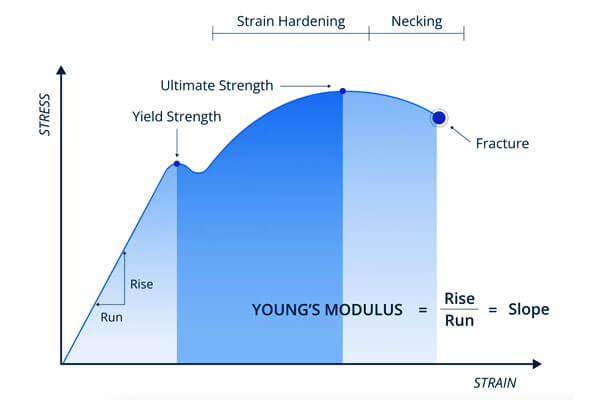
Nøglepunkter på stress -belastningskurven:
| Parameter | Beskrivelse |
|---|---|
| Udbyttepunkt | Stressniveauet ud over hvilket plastisk deformation begynder |
| Ultimate trækstyrke (Uts) | Det maksimale stress, som materialet kan modstå, mens det strækkes |
| Brudpunkt | Det punkt, hvor materialet i sidste ende bryder eller mislykkes |
For eksempel, mildt stål udviser typisk et tydeligt udbyttepunkt og UT'er på omkring 370 MPA og 450 MPA, henholdsvis, Før brud ved en lidt lavere stress efter hals.
Materielle egenskaber for fiasko
Materialets fiaskoadfærd styres ikke af stress-belastningsadfærd alene.
Iboende materielle egenskaber Spil også centrale roller, Især ved bestemmelse af, hvordan et materiale absorberer og omfordeler stress.
Sejhed, Duktilitet, og hårdhed
- Sejhed er materialets evne til at absorbere energi før brud - ofte visualiseret som Område under stress -belastningskurven.
- Duktilitet Definerer i hvilket omfang et materiale kan plastisk deformere før fiasko, typisk målt af Forlængelse eller reduktion i området.
- Hårdhed Reflekterer en materiales modstand mod lokaliseret plastdeformation, Selvom høj hårdhed undertiden kan korrelere med skørhed.
Mikrostrukturelle faktorer
På mikroskopisk niveau, Flere interne funktioner påvirker mekanisk fiasko:
- Kornstørrelse: Finere korn forbedrer ofte både styrke og sejhed på grund af korngrænseforstærkning (Hall - tetcheffekt).
- Indeslutninger: Ikke-metalliske partikler eller forurenende stoffer kan fungere som stressstiger og indlede revner.
- Anden fase partikler: I flerfaset legeringer (F.eks., stål eller titanlegeringer), Fordelingen og samhørigheden mellem faser påvirker, hvordan revner initierer og forplantes.
Som et eksempel, Aluminiumslegeringer med mindre kornstørrelser og færre indeslutninger kan opnå Brudsejhedsværdier ovenfor 30 Mpa√m, Gør dem velegnet til rumfartskind.
4. Brudsmekanik Væsentlige ting
Mens klassisk styrke af materialer fokuserer på stress og belastning i defektfrie strukturer, Frakturmekanik Broer kløften mellem idealiseret teori og fiaskoer i den virkelige verden.
Det overvejer eksplicit tilstedeværelsen af revner eller mangler, Anerkender, at de fleste materialer indeholder ufuldkommenheder, der kan vokse under serviceforhold.
Frakturmekanik gør det muligt for ingeniører at forudsige, hvornår en revne vil vokse ukontrolleret - førende til pludselig fiasko - og at designe mod sådanne resultater.
Dette felt er især vigtigt i sikkerhedskritiske sektorer som rumfart, Trykfartøjer, og atomenergi.
Frakturformer
Revner kan forplantes på flere måder afhængigt af typen og retningen af den påførte belastning. Brudmekanik klassificerer disse til Tre grundlæggende tilstande:
- Mode i (Åbningstilstand): Knækflader trækkes fra hinanden vinkelret på knækplanet. Dette er den mest almindelige og mest kritiske tilstand i tekniske applikationer.
- Mode II (Glidetilstand): Skær i planet, hvor knækoverfladerne glider over hinanden parallelt foran.
- Mode III (Rivningstilstand): Uden for plan forskydning, Hvor crack -overflader bevæger sig i en rivning eller en saksende bevægelse.
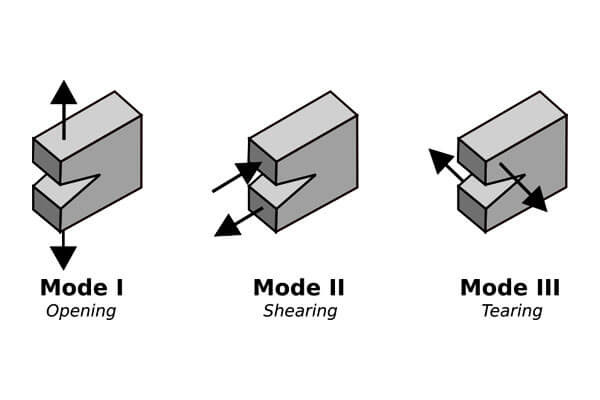
I scenarier i den virkelige verden, revner oplever ofte Blandet tilstandsbelastning, Kombination af to eller flere af disse grundlæggende tilstande.
Brudsejhed: K₁ og K₁C
For at kvantificere et materiales modstand mod revneformering under tilstand indlæses jeg, Frakturmekanik bruger stressintensitetsfaktoren (K):
- K₁: Beskriver intensiteten af stressfeltet ved knækspidsen.
- K₁c (Brudsejhed): Den kritiske værdi af k₁, hvor der forekommer hurtig brud.
De brudtilstand nås når:
K1≥K₁c
Brudsejhedsværdier varierer markant efter materiale:
- Aluminiumslegeringer: K₁c ≈ 25–35 mpa√m
- Stål med høj styrke: K₁c ≈ 50–100 MPa√m
- Keramik: K₁c < 5 Mpa√m (høj styrke, men sprød)
Jo højere K₁c, Jo mere resistent materialet er at knække vækst.
Denne parameter er især vigtig for komponenter under træk eller påvirkning af belastning, såsom flyskind eller trykfartøjer.
Energibaserede kriterier: Griffiths teori
Foruden stressanalyse, brud kan også fortolkes igennem Energikoncepter.
De Griffith Criterion, Oprindeligt udviklet til sprøde materialer, siger, at en revne vil forplantes, når energi frigivet fra at udvide revnen overstiger krævet energi At skabe nye overflader.
Griffiths tilstand til spredningsformering er:
G≥gc
Hvor:
- G er Sil energiudgivelseshastighed
- G_C er Kritisk frigørelsesrate for energi, eller materialets brudhøshed i energi -termer (ofte betegnet som gicg_{Ic}Gic til tilstand I)
Dette kriterium bliver især nyttigt til at forstå brud i kompositter, keramik, og polymerer, Hvor overfladeenergi overvejelser dominerer.
Knækspids plasticitet: Lefm vs.. EPFM
Frakturmekanik er ofte opdelt i to hovedgrene afhængigt af hvor meget plastisk deformation der forekommer i nærheden:
- Lineær elastisk brudmekanik (Lefm): Antager, at lille skala plasticitet; gælder for sprøde eller højstyrke materialer.
- Elastisk plastisk brudmekanik (EPFM): Bruges, når plastzonen er betydelig, Ofte involverende J-integral Som et mål for brudbestandighed.
For eksempel:
- Sprøde materialer som glas → Lefm anvender
- Duktile metaller under høje belastninger → EPFM foretrækkes
I henhold til ASTM E1820, de J-integreret metode Tilvejebringer et pålideligt mål for brudresistens for materialer, hvor K₁C ikke kan bruges nøjagtigt på grund af ikke-lineær opførsel.
Knækvækst og stabilitet
At forstå crack -adfærd handler ikke kun om indvielse - det involverer også revner forplantning og stabilitet:
- Stabil revnevækst: Knæk går langsomt under stigende belastning; Typisk i duktil brud.
- Ustabil revnevækst: Pludselig, Katastrofisk brud med lidt advarsel; Karakteristisk for sprøde materialer.
Ingeniører bruger ofte R-kurver (Modstandskurver) At plotte knækvækstresistens versus crack -udvidelse, hvilket hjælper med skadetolerancevurdering.
5. Typer af brud og fejltilstande
Materiel fiasko forekommer ikke på en entydig måde.
I stedet, Det manifesterer sig gennem forskellige brudmekanismer og fejltilstande, hver påvirket af materialesammensætning, Indlæsningsbetingelser, servicemiljø, og tid.
At forstå disse fejltilstande er kritisk for ingeniører til at vælge de rigtige materialer, Design robuste strukturer, og implementere proaktive vedligeholdelsesstrategier.
Nedenfor er en sammenbrud af de mest betydningsfulde brud- og fejltyper, der findes i ingeniørapplikationer:
Sprød brud
Sprød brud forekommer med ringe eller ingen plastdeformation og forplantes hurtigt, når de er indledt. Det er ofte katastrofalt og giver minimal advarsel.
- Mekanisme: Involverer typisk spaltning langs krystallografiske planer.
- Temperaturfølsomhed: Almindelig i kropscentreret kubisk (BCC) Metaller som stål med lavt kulstofindhold ved temperaturer under nul.
- Brudoverflade: Flad, Granulær, og kan vise flodmønstre eller chevroner, der peger mod oprindelsen.
- Eksempel: Liberty-skibe fra 1940'erne oplevede sprøde brud på grund af lavtemperaturservice og dårlig svejsejhed.
Brudsejhed (K₁c) I sprøde materialer kan det være så lavt som 1–5 MPa√m, Gør dem meget modtagelige for at knække forplantning.
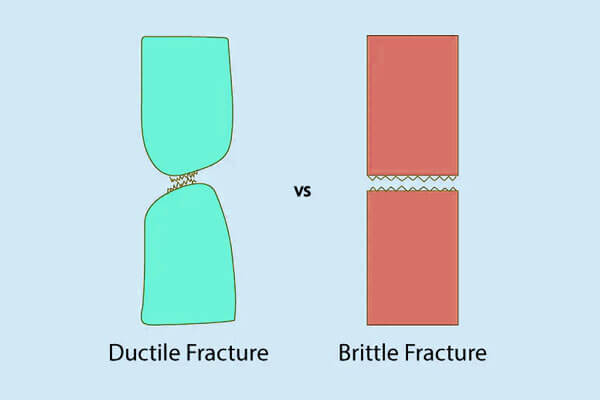
Duktil brud
Duktil brud involverer betydelig plastisk deformation inden svigt og absorberer mere energi end sprød brud, Gør det generelt mere ønskeligt ud fra et sikkerhedsmæssigt synspunkt.
- Faser: Indvielse (ugyldig nucleation), vækst (Mikrovoid koalescens), og endelig brud (Forskydning læbe dannelse).
- Brudoverflade: Dimpled udseende under scanning af elektronmikroskopi (Hvilke).
- Typiske materialer: Aluminiumslegeringer, Strukturelle stål, kobber.
- Fordele: Giver advarselsskilte inden fiasko, såsom hals.
For eksempel, Aisi 1018 stål demonstrerer over 20% Forlængelse før brud, angiver en høj grad af duktilitet.
Træthedsbrud
Træthedssvigt tegner sig for over 80% af fiaskoer i tjeneste I metalliske komponenter, der er udsat for cyklisk belastning.
- Faser: Crack Initiation → Crack Propagation → Endelig brud.
- Nøgleparametre:
-
- S - N -kurver: Vis forholdet mellem stressamplitude (S) og antallet af cyklusser til fiasko (N).
- Overfladefunktioner: Strandmærker og striationer, der afslører historien om knækvækst.
Eksempel: Aircraft Wing Spars oplever træthedssvigt på grund af cyklisk aerodynamisk belastning, kræver omhyggelige inspektionsrutiner.
Krybbrud
Kryb er tidsafhængig deformation under konstant belastning ved forhøjede temperaturer, Til sidst fører til krybbrud.
- Typiske materialer: Metaller kl >0.4 Tm (hvor tm = smeltetemperatur), såsom nikkelbaserede superlegeringer i turbiner.
- Faser:
-
- Primær (faldende belastningshastighed)
- Sekundær (Stadig-state kryb)
- Tertiær (Accelereret krybning, der fører til brud)
- Krybe livsforudsigelse: Ofte baseret på Larson - Miller Parameter (LMP) eller Norton - Bailey Law.
Eksempel: Jetmotor -turbineblade lavet af inkonglegeringer modstår krybning til 1000° C., med stressbrudstider overstiger 10,000 timer Under servicebelastninger.
Miljøkrakning
Miljøs assisteret revner (EAC) involverer brud induceret eller accelereret af miljøinteraktioner.
Stresskorrosionskrakning (SCC):
- Forekommer i modtagelige legeringer under trækspænding og et specifikt ætsende miljø (F.eks., Chlorid-induceret SCC i rustfrit stål).
- Ofte intergranulær i naturen.
Hydrogenforfatter:
- Hydrogenatomer diffunderer til metaller, Reduktion af duktilitet og forårsager for tidlig brud.
- Kritisk i højstyrke stål og titanlegeringer.
For eksempel, Stål med høj styrke (>1200 Mpa uts) er især tilbøjelige til hydrogeninduceret revner i marine- og undervandsmiljøer.
Påvirkningsbrud
Påvirkning af belastning introducerer høje belastningsrater, som kan ændre en materiales fejltilstand markant, Kører ofte fra duktil til sprød opførsel.
- Testmetoder:
-
- Charpy V-notch test (ASTM E23)
- Izod Impact Test
- Målt mængde: Impact Energy absorberet før brud (Joules).
- Duktil-til-sprød overgangstemperatur (DBTT) er en nøglemetrik til materialer som kulstofstål.
Eksempel: Charpy Impact Tests afslører det mildt stål absorberes over 200 J Ved stuetemperatur, men falder nedenfor 20 J ved -40 ° C., Angiver en skarp duktil-til-sprød overgang.
Resuméstabel: Større brudstyper
| Fejltilstand | Deformation | Hastighed | Overfladeudseende | Eksempel Materialer | Vigtige bekymringer |
|---|---|---|---|---|---|
| Sprød brud | Minimal | Hurtig | Spaltning, flad | Støbejern, BCC stål | Pludselig fiasko, lav energi |
| Duktil brud | Markant | Langsom | Dybples, Forskydning af læber | Aluminium, Lavt kulstofstål | Advarselsskilte, mere energi |
| Træthedsbrud | Cyklisk belastning | Progressiv | Striationer, strandmærker | Alle metaller under stress | Ofte usynlig, indtil fiasko |
| Krybbrud | Tidsbaseret | Langsom | Halsering, Korngrænse kavitation | Nikkellegeringer, Rustfrit stål | Langsigtet præstation ved høj temp |
| Miljøkrakning | Variabel | Varierer | Intergranulær eller transgranulær | Rustfrit stål, Titanium | Kræver specifikt miljø |
| Påvirkningsbrud | Dynamisk | Øjeblikkelig | Jagged eller sprøde funktioner | Strukturelle stål | Temperaturfølsom adfærd |
6. Praktiske implikationer for design
At forstå brudadfærd er kun begyndelsen; Det næste trin er at anvende denne viden på Virkelig teknisk design.
Om man laver et flysikrop, et medicinsk implantat, eller en brobjælke, Designingeniører skal forudse brudrisici og Afbød fiasko gennem smarte ingeniørstrategier.
Dette afsnit skitserer de vigtigste praktiske overvejelser, der bruges til at sikre strukturel integritet gennem en komponents levetid.
Sikkerhedsfaktorer og redundans
I sikkerhedskritiske applikationer, Fejl er ikke en mulighed.
Ingeniører bruger Sikkerhedsfaktorer—Typisk imellem 1.5 og 4 For duktile metaller og højere for sprøde materialer - til at redegøre for usikkerheder i materiel opførsel, Indlæsningsbetingelser, og fremstilling af ufuldkommenheder.
Desuden, Designere introducerer redundans ind i systemer. For eksempel:
- Luftfartøjsbrug Flere belastningsstier for at sikre, at hvis en komponent mislykkes, Andre kan bære belastningen.
- Broer er designet med Fejlsikre samlinger der forhindrer kaskaderingsfejl.
I henhold til ASME og NASA standarder, Sikkerhedskritiske rumfartskomponenter kræver ofte Skadetolerancecertificering,
Beviser, at en struktur kan opretholde en revne af en given størrelse for et specifikt antal cyklusser før fiasko.
Geometri og stresskoncentrationer
Der dannes sjældent revner i ensartede stressede regioner. I stedet, De starter på Stresskoncentratorer—Sharp hjørner, huller, Svejs tæer, eller tråd rødder - hvor lokale spændinger kan overstige gennemsnittet med en faktor på 2 til 5.
At afbøde dette:
- Fileter tilføjes på interne hjørner.
- Keyhole Cuts bruges til at stumpe crack tip.
- Koniske overgange er ansat til at reducere pludselige ændringer i tværsnittet.
Som et eksempel, Ændring af et internt hjørne på 90 ° med et 5 mm radiusfilet kan reducere spidsstress ved op til 60%, dramatisk stigende træthedsliv.
Valg af materiale
At vælge et materiale handler ikke kun om styrke - det involverer en omhyggelig balance på:
- Sejhed (Modstand mod revneformering)
- Korrosionsmodstand (Især i marine eller biomedicinske miljøer)
- Densitet (Til vægtfølsomme design)
- Træthedsydelse
For eksempel:
- Titaniumlegeringer Tilby fremragende sejhed og korrosionsbestandighed, Ideel til implantater og rumfartsdele.
- Stål med høj styrke Giv overlegen træthedsmodstand, men kan kræve overfladebehandlinger for at undertrykke revneinitiering.
I henhold til ASTM -test, Frakturejetheden af titanlegeringer, såsom Ti -6al -4V, kan overstige 55 Mpa√m, At gøre dem til et foretrukket valg, hvor skadetolerance er kritisk.
Livscyklusovervejelser og inspektion
At designe til holdbarhed involverer også at foregribe, hvordan revner kan starte og vokse over tid. Denne tilgang, kendt som Skadetolerant design, inkluderer:
- Planlagte inspektioner Baseret på forudsagte revnevæksthastigheder
- Ikke-destruktiv evaluering (Nde) Metoder såsom ultralyd eller røntgenbillede
- Udskiftelige slidkomponenter der kan let overvåges og udskiftes
I rumfart, Boeing 787 sammensatte paneler inspiceres rutinemæssigt ved hjælp af fasede array -ultralydsophold for at detektere underjordiske revner usynlige for det blotte øje.
Denne proaktive vedligeholdelse udvider komponentens levetid, mens den sikrer sikkerhed.
Overfladeteknik og resterende spændinger
Overfladetilstand spiller en betydelig rolle i knækinitiering. Ru overflader, bearbejdningsmærker, eller korrosionsgrober bliver ofte indledningspunkter under cyklisk belastning.
At forbedre brudbestandigheden:
- Skudt skråt introducerer komprimerende resterende spændinger, der langsom vækst vækst.
- Overtræk ligesom Anodisering eller Pvd Forbedre korrosionsbestandighed og reducer overfladefejl.
- Polering eller brændende Smootens overflader, øget træthedsliv med 25–50%.
For eksempel, Automotive Suspension Springs, der gennemgår skudt skråt udstille op til 200% Forbedring i træthedsmodstand, I henhold til SAE J2441 standarder.
7. Eksperimentel karakterisering
Mens teoretiske modeller og simuleringer giver uvurderlig indsigt, de Ægte forståelse af brudadfærd begynder med fysisk testning.
Eksperimentel karakterisering validerer antagelser, Kalibrerer forudsigelige modeller, og sikrer, at materialer og komponenter opfylder sikkerheds- og ydelsesstandarder under den virkelige verden belastningsbetingelser.
Dette afsnit præsenterer de mest kritiske metoder til at karakterisere brud, fremhæver både standardiserede procedurer og deres praktiske betydning på tværs af industrier.
Træk- og trykprøvning
Ved grundlaget for materialefejlanalyse ligger analyse Træk- og trykprøvning. Disse test afslører, hvordan materialer reagerer på uniaxial belastning, Definition af vigtige mekaniske egenskaber såsom:
- Udbyttestyrke (-en<sub>y</sub>)
- Ultimate trækstyrke (Uts)
- Youngs modul (E)
- Forlængelse ved pause
Standardiseret af Astma E8/E8M, Trækprøvning bruger typisk hundebenformede prøver trukket med en konstant belastningshastighed, indtil brud.
For eksempel, Et strukturelt stål som ASTM A36 kan vise en UTS på ~ 400–550 MPa og forlængelse på 20–25%.
Ved trykprøvning - især kritisk for sprøde materialer, såsom keramik eller støbt strygejern - komprimeres samler til at identificere Bumlinggrænser og trykstyrke,
Typisk udført under ASTM E9 -standarder.
Fraktur sejhedstest
At forstå, hvordan en revne opfører sig under stress, Ingeniører optræder Fraktur sejhedstest, Ofte ved hjælp af præ-knækkede prøver udsat for kontrolleret belastning.
- ASTM E399 Definerer plane-belastningsbrudd, giver Kritisk stressintensitetsfaktor (K<sub>Ic</sub>).
- Til duktile materialer, de J-integreret metode (ASTM E1820) Regnskaber for ikke-lineær energisedning under revneduren.
For eksempel, Aerospace-klasse aluminiumslegering 7075-T6 udviser en K<sub>Ic</sub> af ~ 25–30 MPa · √m, mens visse ultra-hårde stål kan overstige 100 MPA · √m.
Disse værdier fodres direkte til skaderetolerante designberegninger, Bestemmelse af tilladte fejlstørrelser og inspektionsintervaller.
Træthedstest
Siden 90% af mekaniske fejl forekommer på grund af træthed, Denne testmetode er vigtig. Træthedstest udsætter materialer for cyklisk belastning for at bestemme:
- Udholdenhedsgrænse (S<sub>e</sub>)
- Træthed liv (N<sub>f</sub>)
- Revneformeringshastighed (DA/DN)
Metoder inkluderer:
- Roterende bøjningstest
- Aksial træthed (Spænding - komprimering)
- Ophold træthed for krybning -fatigue -interaktion
S - N -kurver (Stress vs.. cykler) afslører, hvor længe et materiale kan overleve under gentagen stress.
For stål som Aisi 1045, Træthedsgrænsen er omtrent 0.5 × UTS, eller om 250 MPA til typiske styrker.
Paris 'lov (da/dn = c(ΔK)<Sup>m</Sup>) hjælper.
Påvirkning og bøjningstest
Påvirkningstest kvantificerer, hvordan materialer reagerer på pludselig, Højhastighedsbelastning, Væsentlige i applikationer som bilnedbrudssikkerhed eller strukturel fejl under seismiske belastninger.
- Charpy og Izod Impact Tests (ASTM E23) Mål energi absorberet under brud, Angiver hakknughed.
- Charpy -værdier for duktile stål kan nå 80–120 j, Mens sprød keramik kan absorbere <10 J.
Tre-punkts bøjningstest, På den anden side, bruges til at måle bøjningsstyrke og Frakturadfærd i lagdelte eller sprøde materialer såsom kompositter, polymerer, eller laminater.
Disse metoder giver indsigt i Frakturinitiering under dynamisk eller multi-aksial belastning, komplementerer statiske tests.
Fraktografi
At diagnosticere en brudbegivenhed fuldt ud, Ingeniører henvender sig til fraktografi- Den detaljerede undersøgelse af brudte overflader ved hjælp af:
- Optisk mikroskopi til makroskala crack sti-analyse
- Scanning af elektronmikroskopi (Hvilke) til mikrostrukturelle funktioner
Fraktografi afslører:
- Sprøde brudmønstre (Spaltning, flodmønstre)
- Duktile funktioner (Dimple -brud fra tomrumskoalescens)
- Træthedsstri Viser cyklisk revnevækst
- Sekundær skade fra korrosion eller overbelastning
Resuméstabel - Key Eksperimentelle teknikker i brudanalyse
| Testtype | Standard | Formål | Nøgleudgang |
|---|---|---|---|
| Trækprøvning | Astma E8/E8M | Grundlæggende mekaniske egenskaber | -en<sub>y</sub>, Uts, Forlængelse |
| Brudsejhed | ASTM E399, E1820 | Revner modstand | K<sub>Ic</sub>, J-integral |
| Træthedstest | ASTM E466 | Livet under cykliske belastninger | S - N -kurve, DA/DN |
| Påvirkningstest | ASTM E23 | Dynamisk sejhed | Absorberet energi (J) |
| Bøjning/bøjningstest | ASTM D790 | Styrke ved bøjning | Bøjningsmodul, styrke |
| Fraktografi | SEM/Optical | Fejldiagnostik | Frakturoprindelse, revneformering |
8. Fordele og udfordringer ved brudstest
Frakturtest står som en hjørnesten i vurderingen af moderne materiale og strukturel integritet.
Det tilbyder ingeniører det empiriske grundlag at forudsige komponentadfærd under stress, Undgå katastrofale fiaskoer, og design mere sikker, Mere pålidelige produkter.
Imidlertid, Denne vigtige proces er ikke uden teknisk, logistisk, og økonomiske forhindringer.
Dette afsnit udforsker Dobbelt landskab af brudtest, fremhæver dets betydningsfulde Fordele mens det anerkender dets komplekse udfordringer,
Især når du oversætter laboratoriedata til pålidelighed i den virkelige verden.
Fordele ved brudstest
Forbedrer valg af materiale og kvalifikation
Frakturtest giver ingeniører mulighed for at Kvantificer kritiske egenskaber såsom bruddejhed (K₁c), træthed liv (Nf), og energiabsorption.
Disse målinger styrer udvælgelsen af materialer, der er bedst egnet til applikationer med høj indsats, såsom rumfartsvingens spars, Kernetrykfartøjer, eller ortopædiske implantater, hvor fiasko ikke er en mulighed.
For eksempel, ASTM F136 TI-6AL-4V ELI TITANIUM Brugt i medicinske implantater testes rutinemæssigt for brudhøshed for at sikre en sikker belastningsbærende ydeevne in vivo.
Validerer designintegritet
Frakturtest simulerer forhold i det virkelige liv, afslører, hvordan revner indleder og forplantes under forskellige belastningsscenarier.
Designere kan da Optimer geometri, Reducer stresskoncentrationer, og implementere passende sikkerhedsfaktorer.
I kritiske sektorer som luftfart, Denne indsigt muliggør Skadetolerant design, som accepterer små mangler, men forhindrer dem i at blive katastrofale.
Understøtter lovgivningsmæssig overholdelse
Mange brancher, fra bilindustrien (ISO 26262) til rumfart (FAA, Easa), Mandatfraktur hårdhed, træthed, eller påvirkningstest som en del af materiale og komponentcertificering.
At opfylde disse standarder sikrer interessenter af Produkt pålidelighed og sikkerhed.
Forbedrer forudsigelig vedligeholdelse og livscyklusstyring
Brud og træthedsdatafeed til Digitale tvillinger og forudsigelige vedligeholdelsesmodeller, hjælpe med at estimere resterende brugstid (Rul) og forhindre ikke -planlagt nedetid.
Data-drevne vedligeholdelsesplaner kan forlænge levetiden med 10-30%, Reduktion af livscyklusomkostninger, mens du opretholder sikkerheden.
Driver innovation inden for materialer og fremstilling
Testning afslører, hvordan nye legeringer, Varmebehandlinger, og fremstillingsmetoder påvirker brudbestandigheden.
Det er et vigtigt trin i kvalificerende avancerede materialer, såsom Additivt fremstillede metaller eller Nano-strukturerede kompositter, Til implementering i den virkelige verden.
Udfordringer ved brudstest
På trods af dets nytte, Frakturtest er ressourceintensiv og udgør flere begrænsninger, som ingeniører og forskere skal klare sig omhyggeligt.
Prøveforberedelse og geometrisk følsomhed
Forberedelse af standardiserede testprøver (F.eks., Kompakt spænding eller Charpy -barer) Kræver præcis bearbejdning og kontrol af overfladefinish.
Enhver afvigelse i geometri eller overfladetilstand kan markant påvirke resultaterne, Især i bruddejlighed og træthedstest.
Miljøkontrol og realisme
Brudsadfærd afhænger ofte af temperatur, fugtighed, og belastningshastighed.
Test skal replikere servicevilkår - såsom forhøjede temperaturer i turbineblade eller kryogene forhold i LNG -tanke - for at give meningsfulde data.
Krybe brudforsøg, for eksempel, Kan kræve vedvarende test i tusinder af timer ved 600–800 ° C for at simulere reelle nedbrydningsmekanismer.
Skalering fra laboratorium til fulde komponenter
Testkuponer er ofte forskellige i skala, Geometri, og begrænsningsbetingelser fra de faktiske komponenter.
Som et resultat, Ingeniører skal ansøge Korrektionsfaktorer eller udfør fuldskala validering, Stigende omkostninger og kompleksitet.
Tid og omkostningsbegrænsninger
High-Fidelity Frakturtest, Især træthed eller krybeeksperimenter, kan være tidskrævende og dyrt.
En enkelt træthedstest kan køre for 10⁶ til 10⁸ cyklusser, Nogle gange tager uger at gennemføre.
I sektorer under omkostningstryk, såsom forbrugerelektronik eller industrimaskineri, Omfattende brudtestning er muligvis ikke økonomisk levedygtig for alle komponenter.
Fortolkning af komplekse fejltilstande
Frakturadfærd er ikke altid ligetil.
Interaktioner mellem mikrostrukturelle funktioner, Stress triaxialitet, og miljøforringelse kan producere Mixed-mode-fejl eller sekundær revner, der komplicerer diagnosen.
Avancerede værktøjer som SEM -fraktografi, Røntgencomputertomografi, eller Digital billedkorrelation (Dic) er undertiden påkrævet for fuldt ud at forstå brudmekanismerne, Tilføjelse af yderligere omkostninger og analytisk indsats.
8. Konklusion
Fraktur eller brudspunkt er ikke kun en materiel grænse - det er et design, sikkerhed, og økonomisk bekymring, der kræver tværfaglig opmærksomhed.
Ingeniører kan effektivt styre brudrisici og forbedre strukturel integritet ved at integrere grundlæggende mekanik, materialevidenskab, testning, og forudsigelig modellering.
Når materialer og overvågningsteknologier går videre, Evnen til at forudsige og forhindre fiaskoer vil blive endnu mere præcis og proaktive.

