
1. Вступ
Електроплідування визначається як електрохімічний процес, при якому на підкладці наноситься тонкий шар металу, використовуючи розчин електроліту, анод, і катод.
Цей процес не тільки підвищує продуктивність та довговічність базового матеріалу, але й покращує його візуальну привабливість та функціональність.
Історично, Електроплідування розвивалося з експериментів на початку 19 століття у складні,
Автоматизовані системи, що використовуються сьогодні, значною мірою керовані просуванням у галузі матеріалознавства та екологічних норм.
Такі галузі, як автомобіль, аерокосмічний, електроніка, ювелірні вироби, і медичні пристрої покладаються на електроплантацію для досягнення послідовних та високоякісних оздоблень.
У цій статті, Ми прагнемо проаналізувати електрику через кілька лінз - досліджуючи його наукові основи, Оптимізація процесів, Дизайнерські міркування, Економічний вплив, Екологічні проблеми, і нові тенденції.
Цей багатовимірний підхід забезпечує всебічне розуміння технології, яка лежить в основі сучасної обробки поверхні.
2. Основи електрики
Що таке електричний?
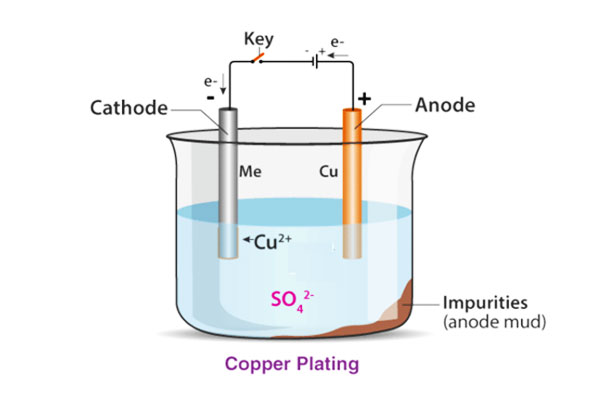
Електричний передбачає занурення субстрату (катод) і джерело металу (анод) в розчині електроліту, а потім застосовувати електричний струм.
По мірі потоку електронів, Іони металів з анода зменшуються та осаджуються на підкладку, утворюючи тонкий, рівномірне покриття.
Цей процес покращує властивості, такі як резистентність до корозії та довговічність, одночасно підвищуючи зовнішній вигляд компонента.
Електрохімічні принципи
В основі електроплюючої брехні окислювально -відновлювальної реакції. Метал при аноді окислюється на іони, які мігрують через електроліт і зменшуються на катоді.
Наприклад, під час нікельної електроплізації, атоми нікелю з анода окислюються, розчиться в розчині як іони, і згодом наносяться як суцільний шар на заготовку.
Ключові параметри процесу - наприклад, як щільність струму, напруга, Електролітна композиція, і температура - прямо впливає на якість осадження.
Зокрема, Більш високі щільності струму можуть прискорити показники осадження, але також можуть спричинити більш грубу обробку, якщо не ретельно контролюватися.
3. Наукові та теоретичні основи
Перспектива матеріалознавства
Якість електричного покриття значно залежить від матеріалознавства, що стоїть за ним.
Механізми атомного зв’язку та зародження визначають, наскільки добре осаджений метал прилягає до субстрату.
Наприклад, Формування початкових місця зародження та подальше зростання може призвести до рівномірного та щільного покриття, що є критичним для корозійної стійкості.
Дослідження показали, що оптимізація складу електроліту та активація поверхні може покращити адгезію до 20%.
Теоретичні моделі
Кінетика електрода, явища масового транспорту, і термодинамічні фактори є важливими для прогнозування результатів покриття.
Розповсюдження, міграція, і все конвекція впливає на те, як рухаються іони металів всередині електроліту.
Додатково, перенапруження, необхідне для осадження та рівноважних умов, диктують якість депозиту.
Математичні моделі та моделювання все частіше використовуються для прогнозування цих взаємодій, що призводить до більш контрольованих та ефективних процесів.
Емпіричні дані та перевірка
Емпіричні дані підтверджують ці теоретичні моделі.
Наприклад, Нікельне покриття, як правило, депозити за ставками, що варіюються від 1 до 3 мкм на хвилину, в той час як декоративні хромовані покриття можуть орієнтуватися на товщину між 5 і 10 мкм.
Такі дані є критичними для оптимізації процесів та контролю якості, як навіть a 10% Варіація щільності струму може призвести до помітних відмінностей у товщині та продуктивності покриття.
4. Типи електроплізації
Електроплідування охоплює різноманітні методи, розроблені для осадження металевих шарів на субстрати, Кожен з урахуванням конкретних додатків та вимог до продуктивності.
Використовуючи різні методи, Виробники можуть досягти покриттів з чіткими властивостями, починаючи від декоративних оздоблень до високопродуктивних захисних шарів.
У цьому розділі, Ми вивчаємо первинні типи електроплізації, Обговорення стандартних методів, Спеціалізовані методики, та нові альтернативи.
4.1 Стандартні методи електромагнізації
Стандартні методи електрики утворюють основу промислових застосувань.
Ці звичайні процеси надійно відкладають металеві покриття, такі як нікель, хром, мідь, і золото на субстратах.
Нікель та хромове покриття
- Нікельне покриття:
Нікельне покриття широко використовується для його відмінної резистентності до корозії та твердості.
В автомобільних та промислових додатках, нікелеві покриття, як правило, досягають товщини між 5 і 15 мікрони.
Наприклад, Автомобільні компоненти, такі як деталі двигуна та шасі, часто використовують нікельське покриття, щоб продовжити термін служби в умовах суворої експлуатації.
Нікельне покриття - Хромове покриття:
Chrome Plating пропонує високоглос, Дзеркальне покриття, і видатний опір зносу. Він знаходить широке використання в декоративних додатках, а також у важких галузях промисловості.
Декоративні хромовані покриття зазвичай варіюються 5 до 10 Мікрон в товщині, Забезпечення як вишуканого зовнішнього вигляду, так і надійного захисту поверхні.
Мідне та золоте покриття
- Мідне покриття:
Мідне покриття покращує електропровідність та теплові показники, що робить його основним в електронних додатках.
Типові показники осадження варіюються від 2 до 4 Мікрон на хвилину, Забезпечення послідовних та надійних покриттів на дошках та з'єднувачах. - Золото:
Відомий своєю вищою провідністю та стійкістю до заплямованого, Золоте покриття поширене у висококласному електроніці та ювелірних виробах.
Хоча золото покриття зазвичай тонше - часто менше ніж 5 Мікрони - це додає значної цінності, підвищуючи як продуктивність, так і зовнішній вигляд.
Золото
4.2 Спеціалізовані методи електромагнізації
Крім стандартних методів, Спеціалізовані методи вирішують унікальні проблеми галузі, пропонуючи більш високий контроль та індивідуальне покриття.
Імпульсне покриття
Імпульсне покриття використовує періодичні сплески електричного струму замість постійного постійного струму. Цей метод пропонує кілька ключових переваг:
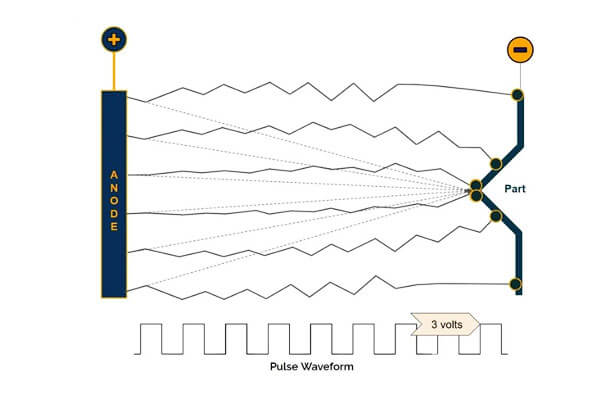
- Посилений контроль:
Пульсне покриття дозволяє точно контролювати кінетику осадження, зменшення внутрішніх напружень та вдосконалення мікроструктури.
Дослідження показують, що імпульсне покриття може знизити шорсткість поверхні до аж до 30% порівняно зі звичайними методами. - Покращена якість покриття:
Це призводить до більш тонкої структури зерна, що підвищує адгезію та рівномірність покриття-значення для високоточних застосувань в аерокосмічному та вдосконаленому інструменті.
Щітка
Покірне покриття - це локалізована техніка покриття, Ідеально підходить для ремонту та підключення:
- Цільове застосування:
За допомогою інструменту, що нагадує пензлик, Оператори можуть селективно осідати металеві покриття на пошкоджені ділянки, не занурюючи всю частину в ванну електроліту. - Економічно вигідний ремонт:
Покір з щіткою виявляється особливо корисним в операціях з технічного обслуговування, Скорочення простоїв та заощадження витрат, уникаючи повного повторного розміщення деталей.
Мікроплавання
Методи мікроплавлення дозволяють осадити ультратонкі металеві шари-часто в діапазоні субмікронів-привід для точної електроніки та напівпровідникових пристроїв:
- Точний контроль:
Мікроплавлення досягає рівномірних покриттів з товщиною, як правило, нижче 1 мікрон, Найважливіше для дощок високої щільності та мікроелектромеханічних систем (Мемс). - Мінімальне доповнення матеріалу:
Ця методика гарантує, що додаткова вага залишається незначною, забезпечуючи підвищену функціональність, наприклад, поліпшена провідність або резистентність до корозії.
Електрозневе покриття (Хімічне покриття)
Електрозневе покриття, Хоча не суворо метод електрики, акцій подібності шляхом нанесення металу без зовнішнього електричного струму:
- Рівномірність на складних поверхнях:
Він дає рівномірні покриття навіть на нерегулярних або пористих поверхнях, що робить його ідеальним для непровідних матеріалів, які потребують провідного шару. - Широке промислове використання:
Електрозневе нікельське покриття, наприклад, є поширеним в аерокосмічній та автомобільній промисловості завдяки чудовій корозійній стійкості та здатності формувати послідовну, щільний шар.
4.3 Нові та гібридні методики
Удосконалення технологій призвело до розробки гібридних методів, що поєднують сильні сторони різних методів для задоволення постійно розвиваються промислових потреб.
Гібридні методи електромережі
- Комбіновані процеси:
Гібридні методи інтегрують електрику з іншими методами поверхневої обробки, такими як термічне розпилення або анодування.
Ці комбінації мають на меті підвищити загальну продуктивність шляхом об'єднання переваг кожного процесу.
Наприклад, Початковий електричний шар може бути додатково оброблений тепловим обприскуванням для досягнення товщі, Більш надійне покриття. - Налаштування обробки:
Інженери все частіше використовують інструменти моделювання та машинне навчання для налаштування гібридних процесів.
Ці цифрові інновації оптимізують параметри в режимі реального часу, зменшення відходів матеріалу та забезпечення послідовної якості.
4.4 Порівняльний аналіз та критерії відбору
Вибір правильного методу електричного електроплізації залежить від безлічі факторів. Розглянемо наступні критерії:
Матеріал субстрату:
Вибір техніки покриття часто залежить від підкладки.
Наприклад, Делікатні електронні компоненти виграють від мікроплавлення, в той час як більші автомобільні деталі краще обслуговуються стандартним нікелем або хромованим покриттям.
Бажані властивості покриття:
Такі фактори, як товщина, рівномірність, сідання, і механічна міцність впливає на процес відбору.
Імпульсне покриття, наприклад, Переваги в додатках, де зменшення внутрішнього стресу є критичним.
Вартість та ефективність:
Економічні наслідки, включаючи інвестиції обладнання, експлуатаційні витрати, і пропускна здатність, Також відіграють значну роль.
В той час як спеціалізовані методи, такі як мікрофонування, пропонують чудову точність, Вони можуть понести більш високі витрати порівняно зі звичайними методами.
Екологічні та регуляторні міркування:
Стійкі практики та дотримання екологічних норм можуть сприяти одній техніці над іншою.
Електрозневе покриття та вдосконалені методи імпульсного покриття, наприклад, може зменшити хімічні відходи та енергоспоживання.
5. Загальний процес електрики
Процес електризу - це ретельно керована послідовність етапів, що перетворює голий підкладку в покритий компонент з підвищеною продуктивністю та естетичними якостями.
Цей процес не тільки покращує властивості, такі як резистентність до корозії та провідність, але й відіграє вирішальну роль у контролі якості.
Внизу, Ми детально деталізуємо кожну фазу процесу електрики, Підтримується даними та прикладами реального світу, Щоб проілюструвати, як кожен крок сприяє високоякісній обробці.
Попередня обробка та підготовка поверхні
Успішна операція з електроплантом починається з ретельної підготовки поверхні.
Цей етап є життєво важливим, оскільки навіть найсучасніша технологія покриття не може подолати проблеми адгезії, викликані забрудненнями або нерівностями поверхні..
- Прибирання та знежирення:
Субстрат необхідно очистити від масел, бруд, та інші домішки.
Звичайні миючі засоби включають лужні розчини та розчинники, що може зменшити поверхневе забруднення на понад 95%.
Наприклад, автоматизовані системи очищення в автомобільній промисловості гарантують, що кожна деталь відповідає суворим стандартам чистоти перед покриттям. - Травлення та активація:
Кислотне або лужне травлення видаляє будь-які залишки оксидів і робить поверхню шорсткою, створення мікроскопічних особливостей, які покращують механічне з’єднання.
Правильне травлення може покращити адгезію покриття на 15–20%. Цей крок особливо важливий для таких металів, як нержавіюча сталь, де пасивні оксидні шари можуть перешкоджати осадженню. - полоскання:
Промивання з деіонізованою водою гарантує, що всі хімічні залишки видаляються. Послідовні протоколи промивання допомагають підтримувати рівномірні умови поверхні, мінімізація дефектів у кінцевому покритті.
Операція з покриття
Як тільки підкладка буде належним чином підготовлена, Починається операція покриття.

Ця фаза передбачає занурення очищеної заготовки в електролітну ванну, де контрольований електричний струм полегшує осадження іонів металів на поверхню.
- Електролітна складна ванна:
Розчин покриття містить розчинені металеві солі та добавки, які контролюють процес осадження.
Наприклад, Ванна для нікелю може містити сульфат нікелю, нікель хлорид, і борна кислота.
Підтримка точних хімічних концентрацій забезпечує послідовну швидкість осадження, який, як правило, варіюється від 1 до 3 мкм на хвилину для промислових застосувань. - Контроль струму та напруги:
Застосування прямого струму приводить металеві іони до заготовки (катод).
Щільність струму є критичною: занадто високий, і покриття може стати грубим і пористим; занадто низький, і швидкість осадження буде неефективною.
Сучасні системи використовують комп’ютеризовані елементи керування для підтримки оптимальних умов та регулювання параметрів у режимі реального часу. - Фаза осадження:
Під час цієї фази, Іони металів зменшуються на катоді, утворюючи цілісний і дотримний металевий шар.
Наприклад, Електроптовані хромовані покриття часто орієнтуються на товщину 5–10 мкм, Забезпечення як декоративної привабливості, так і підвищеної стійкості до зносу.
Процеси після лікування
Після осадження, Процеси після лікування вдосконалюють електричне покриття, Забезпечення довговічності та продуктивності.
- Промивання та висихання:
Після електричного, заготовку ретельно промивають, щоб видалити будь -які залишкові електроліти.
Потім його висушують за допомогою примусового повітря або інфрачервоних систем, які розроблені, щоб уникнути плям води або нерівномірного висихання. - Герметизація та пасивація:
Деякі програми вимагають додаткового кроку ущільнення для подальшого підвищення резистентності до корозії.
Наприклад, Після нікельського покриття, Лікування пасивацією може покращити стійкість покриття до деградації навколишнього середовища, продовження терміну служби компонента до 25%. - Перевірка та контроль якості:
Суворі заходи контролю якості, включаючи вимірювання товщини та тести на адгезію, Переконайтесь, що покриття відповідає специфікаціям.
Автоматизовані оптичні та механічні системи огляду широко використовуються, Зниження швидкості дефектних деталей до нижче 2%.
Контроль якості та оптимізація процесів
Підтримка постійної якості протягом усього процесу електроплізації є важливим.
Інтегровані системи моніторингу відстежують ключові параметри, такі як щільність струму, Температура ванни, і хімічний склад.
Цей підхід, керований даними, дозволяє виробникам регулювати процес у режимі реального часу, Забезпечення рівномірності та зменшення відходів.
- Моніторинг у режимі реального часу:
Датчики постійно вимірюють умови в ванній, Попередження операторів про будь -які відхилення. Такі системи можуть підвищити ефективність процесу до 20%. - Статистичний контроль процесу (SPC):
Використання методів SPC допомагає визначити тенденції та підтримувати якість у великих виробничих пробіжках.
Компанії повідомляють про значне зниження ставок брухту та переробки при використанні цих розширених стратегій контролю якості.
6. Переваги та недоліки електрики
Переваги
- Посилені функціональні властивості:
Електропірування значно покращує корозійну стійкість, Опір зносу, Електропровідність, і теплові показники. - Естетична універсальність:
Досягти глянцевого гляда, рівномірна обробка в широкому діапазоні кольорів (золото, срібний, хром) Для декоративних та функціональних застосувань. - Ефективний для великого обсягу виробництва:
Після оптимізації, Процеси електричних речовин зменшують матеріальні відходи та розширюють тривалість життя компонентів, надання довгострокових заощаджень. - Налаштування:
Здатність контролювати товщину покриття та властивості адаптації для задоволення конкретних вимог до застосування.
Недоліки
- Екологічні та безпечні проблеми:
Використання небезпечних хімічних речовин вимагає жорстких протоколів поводження з відходами та безпекою. - Високі початкові капітальні інвестиції:
Налаштування вдосконаленого електромережі вимагає значних інвестицій в обладнання та інфраструктуру. - Чутливість процесу:
Мінливість у складі електроліту, температура, і струм може призвести до непослідовних покриттів, якщо не належним чином контролюється. - Матеріальні обмеження:
Деякі субстрати потребують спеціалізованої попередньої обробки для забезпечення належної адгезії, Додавання складності до процесу.
7. Застосування електрики: Використання галузі та переваги
Електроплідування відіграє вирішальну роль у Різні галузі, надання Посилені властивості поверхні, захист від корозії, естетична привабливість, та функціональні вдосконалення.
Нижче наведено детальне дослідження його застосувань у основних секторах.
Автомобільна промисловість
Електроплідування широко використовується в Виробництво компонентів транспортних засобів Для поліпшення міцності, Опір зносу, і зовнішній вигляд.
Ключові програми:
- Хромоване покриття: Використовується на бамперах, грилі, і обробка для Естетична привабливість та корозійна стійкість.
- Нікельне покриття: Застосовується до компонентів двигуна, поршні, і передачі для Носіть стійкість і довговічність.
- Цинк і цинк-нікелі: Захищає компоненти Underbode, кріплення, і частини шасі від Корозійна та екологічна шкода.
- Мідне нікель-хром: Використовується в вихлопних системах для Нагрівання та окислювальна стійкість.
Аерокосмічна промисловість
Потребують компоненти літаків Високопродуктивні покриття протистояти крайній коливання температури, механічне напруження, та корозійні середовища.
Ключові програми:
- Кадмієве покриття: Використовується на посадковій передачі, кріплення, і критичні структурні компоненти для Корозійна стійкість.
- Жорстке хромоване покриття: Наноситься на гідравлічні циліндри, Літак -підшипники, і турбінні вали для Висока зносостійкість і довговічність.
- Нікельне покриття: Забезпечувати Окислювальна стійкість та термічна стабільність в компонентах реактивного двигуна.
Електроніка та напівпровідникова промисловість
Електроплідування має важливе значення для виробництва електронний ланцюги, з'єднувачі, і мікрокомпоненти, забезпечення Висока електропровідність та довговічність.
Ключові програми:
- Золото та срібне покриття: Використовується для Контакти з високою провідністю в дошках, з'єднувачі, і напівпровідникові чіпси.
- Мідне покриття: Застосовується в друкованих дошках (PCB) до Посилити електричні шляхи та покращити термічне розсіювання.
- Нікель і жерстяне покриття: Використовується в електронних з'єднувачах до запобігти окисленню та забезпечити довгострокову надійність.
Медичні та біомедичні програми
Медичний пристрої потребують біосумісних та довговічних покриттів, щоб запобігти носити, корозія, і бактеріальне забруднення.
Ключові програми:
- Золото та срібне покриття: Використовується в електродах, кардіостимуляторів, та хірургічні інструменти для Біосумісність та електропровідність.
- Нікель-титаній (Ніти) Покриття: Застосовується до ортопедичних імплантатів та стоматологічних інструментів для Посилена механічна міцність.
- Хрому та нікельське покриття: Використовується на хірургічних інструментах та протезах для забезпечення стерильність і зношувальна стійкість.
Ювелірні вироби та розкішні товари
Електроплідування посилює зовнішність, довговічність, і цінність продуктів дорогоцінного металу.
Ключові програми:
- Золото та родієве покриття: Використовується для Запалування стійкості та блиску у кільцях, годинник, та розкішні аксесуари.
- Срібло та платинове покриття: Застосовується для посилення Опір подряпина та блиск У висококласних ювелірних виробах.
Промислові машини та інструменти
Промислові інструменти та обладнання проходять Інтенсивне механічне напруження, вимагаючи захисних покриттів для продовження терміну служби обслуговування.
Ключові програми:
- Жорстке хромоване покриття: Використовується в штампах, форми, та інструменти для різання для стійкість до стирання та твердість.
- Нікель та кобальт: Посилює Корозійна стійкість та термостійкість у важких промислових частинах.
8. Дизайн -міркування для електрики
Сумісність субстрату
- Оцініть тип та стан підкладки, Забезпечення його може протистояти процесу електрики.
- Розглянемо вимоги до попереднього лікування, щоб максимізувати адгезію та рівномірність.
Технічні характеристики покриття
- Визначте оптимальну товщину, закінчити, і адгезія, необхідна на основі продуктивності та естетичних вимог.
- Використовуйте моделювання дизайну та емпіричні дані, щоб керувати параметрами процесу.
Інтеграція процесу
- Інтегруйте електризу безперешкодно у існуючі робочі процеси.
- Вирішіть між пакетними та безперервними процесами на основі обсягу виробництва та економічної ефективності.
Дотримання екологічної та безпеки
- Переконайтесь, що процес електроплантації відповідає міжнародним екологічним нормам (Напр., EPA, Дістатися).
- Впровадити належні протоколи поводження з відходами та безпеки для захисту працівників та навколишнього середовища.
Компроміси витрат і вигод
- Оцініть економічний вплив електромагнізації відносно інших методів оздоблення.
- Розглянемо довгострокові вигоди, такі як розширений термін експлуатації продукції та зменшення витрат на обслуговування проти початкових капітальних витрат.
9. Порівняння електроплізації з іншими поверхневими обробками
Нижче наведено пряме побічне порівняння електроплізації з іншими загальними методами обробки поверхні, узагальнення ключових показників ефективності.
| Означати | Електричний | Анодування | Порошкове покриття | Покриття PVD/CVD | Гальванування | Термічне обприскування |
|---|---|---|---|---|---|---|
| Обробка | Електрохімічне осадження металу | Електрохімічне окислення | Електростатичний сухий порошок + затвердіння | Парофазне покриття у вакуумі | Розплавлена цинкова ванна | Розпилення розплавленого/напівмонтажного матеріалу |
| Типові матеріали | Різні метали | Алюміній, титан | метали, Деякі пластмаси | метали, кераміка, пластмаси | Сталь, прасувати | метали, кераміка, полімери |
| Корозійна стійкість | Високий (нікель, хром, цинкове покриття) | Високий (оксидний шар) | Високий (епоксидні покриття) | Відмінний | Дуже високий | Дуже високий |
| Опір зносу | Добрий, залежить від металу | Відмінний | Добрий, стійкий до мікросхеми | Вищий, надзвичайна твердість | Помірний | Відмінний, використовується в екстремальних умовах |
| Естетична привабливість | Яскравий, декоративна металева обробка | Матовий, можна пофарбувати | Широкий спектр кольорів/текстур, Немає металевого блиску | Металева та кольорова обробка | Тупий, Груба промислова обробка | Грубий, промисловий вигляд |
| Міцність | Помірний до високого | Високий | Дуже високий, чинить опір тріскам | Надзвичайно високий | Високий для впливу на свіжому повітрі | Надзвичайно високий, аерокосмічний |
| Вартість | Помірний до високого | Низький до помірного | Низька одиниця для маси | Високий, Через вакуумну обробку | Низький, економічно вигідний для сталі | Високий, вимагає спеціалізованого обладнання |
| Вплив на навколишнє середовище | Хімічні відходи, небезпечні матеріали | Екологічно, мінімальні відходи | Екологічно, немає ЛОС | Мінімальні відходи, Зелена технологія | Виробляє цинкові відходи, але переробляються | Деякі матеріали можуть бути небезпечними |
| Заявки | Ювелірні вироби, електроніка, автомобільний, аерокосмічний | Аерокосмічний, споживчі товари, будівництво | Споживчі товари, промислові частини, архітектура | Руточні інструменти, аерокосмічний, Медичні імплантати | Конструкційна сталь, мости, Автомобільні недоліки | Аерокосмічний, турбіни, біомедичні імплантати |
10. Майбутні тенденції та інновації
Технологічний прогрес
- Вдосконалені методи покриття:
Досліджувати імпульсне покриття, щітка, і мікроплави, які пропонують посилений контроль над осадженням та зменшенням внутрішніх напружень. - Цифрова інтеграція:
Проаналізуйте, як IoT, Ai, та системи моніторингу в режимі реального часу оптимізують контроль процесів та провісне обслуговування. - Нанотехнологія:
Вивчіть, як нано-масштабні добавки покращують показники покриття, довговічність, та електричні властивості.
Динаміка ринку та глобальний прогноз
- Присутні прогнози показують зростання ринку, з прогнозами, що вказують на CAGR 5-7% Протягом наступного десятиліття.
- Обговоріть регіональні тенденції, Виділення відмінностей між ринками Північної Америки, Європа, і Азіатсько-Тихоокеанський.
- Визначте стратегічні можливості для компаній, які інвестують в екологічні та вдосконалені електропланькі технології.
Стійкість та регуляторні розробки
- Дослідити нові екологічні практики, включаючи використання електролітів на основі біо-на основі та процесів низької викидів.
- Прогнозувати, як розвиваються норми сприятимуть подальшому інновації та прийняття методів зеленого електрики.
11. Висновок
Підсумовуючи, Електроплідування - це багатогранний процес, який відіграє життєво важливу роль у підвищенні продуктивності, довговічність, та поява матеріалів у різноманітному асортименті галузей.
Через глибоке розуміння його наукових принципів, Оптимізація процесів, та дизайнерські міркування, Виробники можуть використовувати електроплізацію для досягнення вищої якості продукції та стійкості.
Удосконалення цифрової інтеграції, нанотехнологія, та екологічно чисті практики обіцяють подальше підвищення ефективності та екологічної сумісності електромагнізації.
Оскільки глобальні ринки продовжують розвиватися, Здатність інновацій та адаптуватися в електриці залишатиметься вирішальною для підтримки конкурентоспроможності та сприяння промисловому прогресу.
Якщо ви шукаєте якісні Служби обробки поверхні, вибір Ланге є ідеальним рішенням для ваших виробничих потреб.

