Wstęp
W castingu inwestycyjnym, topienie to tylko połowa historii. Prawdziwa przemiana zaczyna się, gdy stopiony stop dostanie się do ceramicznej powłoki i zacznie tracić ciepło.
W tym momencie, metal przechodzi ze stanu ciekłego do stałego, i rozstrzygnie się cała przyszłość castingu: jego solidność, jego wewnętrzną strukturę, jego dokładność wymiarową, i jego podatność na wady.
Nazywa się to przemianą cieczy w ciało stałe zestalenie.
W języku metalurgicznym, nazywa się to również krystalizacja pierwotna, ponieważ wiąże się to z zarodkowaniem, wzrost kryształów, i utworzenie ostatecznej struktury metalowej.
Z punktu widzenia wymiany ciepła, Jednakże, krzepnięcie najlepiej rozumieć jako proces, w którym ciepło przepływa z odlewu do formy, a następnie do otaczającego środowiska.
Te dwa punkty widzenia opisują to samo wydarzenie, ale kładą nacisk na różne kwestie inżynieryjne.
– pyta pogląd metalurgiczny: Jak powstają jądra? Jak rosną ziarna? Jaka struktura się rozwija?
– pyta widok termiczny: Jak szybko odlew traci ciepło? Gdzie zaczyna się krzepnięcie? Gdzie mogą pojawić się wady skurczowe? Jak można kontrolować proces?
Do odlewania metodą inwestycyjną, widok termiczny jest szczególnie praktyczny. Wiele typowych wad odlewów, takich jak błędne przebiegi, wnęki skurczowe, mikroskurcz, Gorące łzy, Porowatość gazu, segregacja, i inkluzje - są ściśle powiązane ze sposobem krzepnięcia odlewu.
Dlatego też przy projektowaniu wlewów niezbędna jest dogłębna wiedza na temat krzepnięcia, rosnący, grubość skorupy, temperaturę wstępnego podgrzewania, warunki chłodzenia, i kierunkowa strategia zamrażania.
1. Dlaczego zestalanie ma znaczenie w odlewaniu inwestycyjnym
Odlew nie zawodzi tylko dlatego, że metal został nieprawidłowo odlany. Bardzo często, Podstawową przyczyną jest sposób, w jaki metal twardnieje po wylaniu.
Jeśli krzepnięcie jest zbyt szybkie w niewłaściwym regionie, część może zamarznąć, zanim zostanie całkowicie napełniona.
Jeśli jest za wolno, kurczenie się i segregacja mogą stać się poważniejsze.
A jeśli pole temperatury jest nierówne, gorące punkty mogą pozostać płynne długo po usztywnieniu otaczającej skorupy, tworząc warunki do powstania ubytków lub pęknięć.
Casting inwestycyjny jest szczególnie wrażliwy, ponieważ w procesie wykorzystuje się powłokę ceramiczną, a nie grubą, wysoce izolująca pleśń piaskowa.
Obudowę tę można zaprojektować z myślą o precyzji i drobnych szczegółach, ale oznacza to również, że środowisko termiczne jest w dużym stopniu zamierzone.
Grubość skorupy, podgrzewać, powłoka, izolacja, i temperatura zalewania metalu kształtują pole temperatury i w ten sposób decydują o ostatecznej jakości odlewu.
W rzeczywistości, krzepnięcie to ukryta architektura odlewu. Forma może definiować geometrię, ale zestalenie definiuje rzeczywistość wewnętrzną.
2. Pole temperaturowe odlewów inwestycyjnych

Podstawowa koncepcja pola temperatury odlewania
Prawie wszystkie zjawiska fizyczne zachodzące podczas krzepnięcia odlewu są funkcjami termodynamicznymi zależnymi od temperatury.
Głównym celem badawczym wymiany ciepła podczas krzepnięcia jest monitorowanie dynamicznych zmian pola temperaturowego w czasie w odlewach i skorupach ceramicznych.
Analizując rozkład pola temperatury, inżynierowie mogą dokładnie przewidzieć krytyczne wskaźniki produkcji:
wielkość stref krzepnięcia w czasie rzeczywistym na przekrojach, prędkość propagacji frontów krzepnięcia, przestrzenny rozkład wad skurczowych, i całkowity czas krzepnięcia.
Te dane analityczne zapewniają niezawodne wsparcie teoretyczne przy projektowaniu systemu wlewowego, układ pionu, i pomocnicze środki chłodzące.
W rzeczywistej produkcji odlewów traconych, konwencjonalne procesy pomocnicze, takie jak owijanie bawełną w skorupkach, chłodzenie wody, schłodzić żelazko, pogrubienie powłoki,
i wymuszone chłodzenie powietrzem zasadniczo zmieniają rozkład pola temperatury w celu regulacji sekwencji chłodzenia.
Chociaż w numerycznych obliczeniach symulacyjnych stosowane są złożone modele matematyczne i wzory termodynamiczne,
ten artykuł upraszcza abstrakcyjne wyprowadzenia matematyczne i skupia się na praktycznych zasadach przemysłowego przenoszenia ciepła w celu intuicyjnego zrozumienia.
Praktyczna charakterystyka wymiany ciepła w produkcji masowej
Większość personelu produkcyjnego ma tendencję do nadmiernego upraszczania procesu chłodzenia, jedynie oceniając stan krzepnięcia na podstawie intuicyjnego czasu chłodzenia, ignorując złożone wewnętrzne mechanizmy przewodzenia ciepła.
W castingu inwestycyjnym, ogólny system rozpraszania ciepła obejmuje promieniowanie cieplne i konwekcję z powłok ceramicznych do środowiska atmosferycznego.
Różne metody rozmieszczenia chłodzenia znacząco wpływają na efektywność wymiany ciepła: gotowe muszle można umieścić na stojakach chłodzących, łóżka piaskowe, lub zakopany w wypełniającym piasku.
Zasypywanie zakopanym piaskiem jest typową metodą chłodzenia o niskiej wydajności. Gruba warstwa piasku izoluje ceramiczną skorupę, drastycznie spowalniając zewnętrzne odprowadzanie ciepła.
Długotrwałe utrzymywanie wysokiej temperatury nie tylko wydłuża cykle krzepnięcia, ale także wywołuje niepożądane reakcje chemiczne na wadliwych materiałach powłoki, co prowadzi do chemicznej adhezji piasku, wżery powierzchniowe, porowatość żużla, i trudne usuwanie skorupy.
W skrajnie hipotetycznym scenariuszu, jeśli powłoka ceramiczna osiąga absolutną izolację termiczną bez przewodzenia ciepła i promieniowania, stopiony stop znajdujący się w środku nigdy nie ulegnie całkowitemu zestaleniu,
co intuicyjnie pokazuje decydującą rolę odprowadzania ciepła w krzepnięciu.
Chłodzenie heterogeniczne spowodowane strukturalnymi & Różnice w grubości skorupy
Przemysłowe odlewy inwestycyjne nieuchronnie zawierają skomplikowane cechy geometryczne, łącznie z rowkami, jamy wewnętrzne, ostre zakątki, i zakręty przejściowe.
Te złożone struktury powodują nierówną grubość powłoki ceramicznej. Nawet dla identycznych pozycji na tej samej partii produktów, niespójne ręczne operacje powlekania prowadzą do nierównomiernej grubości powłoki.
Nierówny opór cieplny powłoki zakłóca naturalną sekwencję chłodzenia: pierwotnie ustawione strefy szybkiego krzepnięcia opóźniają krzepnięcie, podczas gdy obszary o grubym przekroju wymagające karmienia przedwcześnie ochładzają się.
Ta nieuporządkowana sekwencja krzepnięcia bezpośrednio powoduje nieprawidłowe wnęki skurczowe i lokalną porowatość.
Utajone ciepło krystalizacji & Wewnętrzny stres termiczny
Poza makroskopowym rozpraszaniem ciepła przez powłokę, Utajone ciepło krystalizacji jest często pomijanym czynnikiem podstawowym.
Podczas przemiany cieczy w ciało stałe, stopy w sposób ciągły uwalniają ciepło utajone, który ponownie podgrzewa sąsiednie strefy zestalania i opóźnia dalszy postęp zestalania.
W przeciwieństwie do uproszczonego poznania zewnętrznego krzepnięcia warstwa po warstwie, rzeczywista granica krzepnięcia jest nieregularna i zmienna.
Ponadto, nierównomierne przewodzenie ciepła powoduje nierównomierne wewnętrzne naprężenia termiczne w całym odlewie.
Nadmiernie skoncentrowane naprężenia termiczne rozprzestrzeniają się wzdłuż granic ziaren i słabych punktów konstrukcji, ostatecznie tworząc defekty związane z rozdzieraniem na gorąco i pękaniem na zimno.
Obecnie, Oprogramowanie do symulacji odlewania głównego nurtu opiera się na termodynamicznych modelach matematycznych w celu obliczenia rozkładu pola temperatury, przewidywanie czasu trwania krzepnięcia i lokalizacji wad skurczowych.
Warto zauważyć, że początkowe warunki brzegowe, takie jak temperatura powłoki, temperatura otoczenia, i temperatura zalewania stopu bezpośrednio określają dokładność symulacji.
3. Kluczowe czynniki wpływające na krzepnięcie
| Czynnik | Na co wpływa | Konsekwencja inżynierska |
| Dyfuzyjność cieplna metali | Jak szybko wyrównuje się temperatura wewnątrz odlewu | Wysoka dyfuzyjność powoduje bardziej płaski profil temperatury i mniejsze gradienty; niska dyfuzyjność tworzy bardziej strome gradienty. |
| Utajone ciepło krystalizacji | Ile ciepła uwalnia się podczas zamrażania | Wyższe ciepło utajone wydłuża krzepnięcie i spłaszcza pole temperatury. |
| Temperatura krzepnięcia | Poziom temperatury, przy którym następuje zamrożenie | Wyższe temperatury zamarzania zazwyczaj zwiększają gradienty termiczne i nagrzewanie się pleśni. |
Właściwości termiczne formy |
Jak szybko powłoka pochłania i przekazuje ciepło | Szybsza absorpcja ciepła przyspiesza krzepnięcie, ale może również zwiększać intensywność gradientu. |
| Nalewanie temperatury | Początkowa energia cieplna w stopie | Wyższe przegrzanie opóźnia krzepnięcie; niższe przegrzanie skraca czas zamarzania, ale może zwiększać ryzyko nieprawidłowego działania. |
| Grubość ścianki odlewu | Zawartość ciepła i czas zamrażania | Grube sekcje stygną wolniej i są bardziej podatne na powstawanie defektów skurczowych. |
| Geometria i projektowanie narożników | Lokalna koncentracja ciepła i kierunkowe zamrażanie | Krzywe, rogi, i przejścia sekcji mogą tworzyć gorące punkty lub poprawiać chłodzenie, w zależności od kształtu. |
4. Wpływ właściwości metalu na krzepnięcie
Dyfuzyjność cieplna
Dyfuzyjność cieplna opisuje, jak szybko ciepło rozprzestrzenia się przez materiał.
Na castingu, wyższa dyfuzyjność cieplna oznacza, że różnica temperatur między powierzchnią a środkiem zanika szybciej. Rezultatem jest bardziej jednolite pole temperatury.
Niższa dyfuzyjność cieplna oznacza, że ciepło pozostaje dłużej zatrzymywane w środku, wytwarzając bardziej stromy profil temperaturowy.
Ma to znaczenie, ponieważ kierunek i prędkość zamarzania zależą od tego, jak szybko ciepło może przepływać przez metal.
Wszystko inne równe, metale o niskiej dyfuzyjności cieplnej mają tendencję do krzepnięcia przy większym gradiencie temperatury i większym ryzyku wewnętrznych gorących punktów.
Ukryte ciepło
Kiedy stopiony metal krzepnie, uwalnia utajone ciepło. Ciepło to nie znika natychmiast; należy go przenieść do skorupy, zanim będzie można przystąpić do zamrażania.
Większe ciepło utajone oznacza, że odlew musi wyrzucić więcej energii, zanim nastąpi całkowite zestalenie. To wydłuża czas zamrażania i spłaszcza pole temperatury.
Temperatura zamarzania
Bezwzględna temperatura krzepnięcia również ma znaczenie. Metal zamarzający w wyższej temperaturze pozostawia system formy dłużej gorący.
Różnica temperatur pomiędzy powierzchnią odlewu a wnętrzem skorupy może się zwiększyć, co wpływa na pole temperaturowe i prawdopodobną lokalizację defektów.
Zazwyczaj, stopy metali nieżelaznych o niższej temperaturze mają tendencję do wykazywania innego zachowania podczas chłodzenia niż stale i żeliwo o wyższej temperaturze, jest to jeden z powodów, dla których odlewy inwestycyjne reagują różnie w zależności od rodziny stopów.
5. Wpływ właściwości formy i skorupy
Powłoka nie jest pasywna. Jest aktywnym partnerem termicznym podczas krzepnięcia.

Absorpcja ciepła powłoki
Powłoka, która szybko pochłania ciepło, przyspieszy krzepnięcie.
Może to być przydatne, gdy ważna jest precyzja lub czas cyklu, ale może również powodować ostrzejszy gradient temperatury.
Powłoka, która wolniej absorbuje ciepło, wydłuży czas krzepnięcia i może sprawić, że pole temperatury będzie bardziej płaskie, ale może również zwiększyć ryzyko skurczu, jeśli karmienie nie jest odpowiednio zaprojektowane.
Rozgrzej skorupę
W castingu inwestycyjnym, Podgrzewanie powłoki jest główną zmienną procesową.
Gorętsza skorupa zmniejsza szok termiczny i może poprawić wypełnienie, ale zmniejsza także termiczną siłę napędową krzepnięcia na początku.
Chłodniejsza skorupa szybciej odprowadza ciepło, ale może powodować ryzyko płynięcia lub nieprawidłowego przebiegu, jeśli metal zbyt szybko traci temperaturę podczas napełniania.
Podgrzewanie powłoki jest zatem równowagą pomiędzy zdolność napełniania I kontrola krzepnięcia.
Grubość skorupy i miejscowa powłoka
Lokalna grubość skorupy może się różnić ze względu na technikę budowania skorupy, geometria, i praktyka operatora. Grubsze sekcje skorupy lepiej izolują i chłodzą inaczej niż cieńsze sekcje.
Może to w sposób niezamierzony zmienić kolejność krzepnięcia, powodując zbyt wczesne zamrożenie „prawego” obszaru lub zbyt długie pozostawanie płynnego „złego” obszaru.
Dlatego równomierność powłoki ma tak duże znaczenie. Nierówna grubość skorupy może przekształcić odlew, który wydaje się dobrze zaprojektowany, w taki, który ma ukryte problemy ze skurczem lub zniekształceniami.
6. Wpływ warunków zalewania
Warunki zalewania nie decydują jedynie o tym, czy forma się wypełni. Określają także punkt początkowy krzepnięcia.

Przegrzać
Przegrzanie to ilość, o jaką temperatura stopionego metalu przekracza próg likwidusu, czyli zamarzania.
Niewielka ilość przegrzania pomaga metalowi pozostać płynnym wystarczająco długo, aby wypełnić formę.
Ale jeśli przegrzanie jest zbyt wysokie, skutecznie zwiększa energię cieplną, którą skorupa musi usunąć, zanim zacznie się zamarzanie.
Większe przegrzanie zwykle oznacza:
- dłuższy czas krzepnięcia,
- bardziej płaski lub opóźniony front zamarzania,
- wyższe obciążenie termiczne powłoki,
- i potencjalnie większe ryzyko segregacji lub odkształcenia, jeśli ścieżka chłodzenia nie jest kontrolowana.
Szybkość nalewania
Szybkość zalewania wpływa zarówno na jakość wypełnienia, jak i stabilność termiczną. Za wolno, a metal może zacząć zamarzać, zanim wnęka się zapełni.
Za szybko, i turbulencje, zaciągnięty gaz, lub może wystąpić erozja skorupy. Idealna szybkość wylewania umożliwia płynne napełnianie formy przy jednoczesnym zachowaniu kontrolowanego pola termicznego.
Temperatura zalewania vs. rodzaj metalu
Wpływ temperatury odlewania zależy od stopu i drogi odlewania.
W niektórych systemach, zwłaszcza te o wysokiej przewodności cieplnej formy lub formy metalowe, nadmiar przegrzania jest szybko tracony, a efekt może być mniej dramatyczny.
W castingu inwestycyjnym, Jednakże, Właściwości skorupy i geometria części często sprawiają, że temperatura zalewania jest bardzo ważną zmienną.
7. Wpływ geometrii odlewu
Geometria odlewu odgrywa kluczową rolę na ścieżce krzepnięcia.
Grubość ściany
Grube sekcje zatrzymują więcej ciepła i twardnieją wolniej. Cienkie skrawki szybko zamarzają.
Ta różnica tworzy kierunkowy wzór zamarzania, który może być używany celowo lub, jeśli jest źle zaprojektowany, może powodować wady.
Kształt i rogi
Kształt zmienia lokalne środowisko chłodzenia. Powierzchnie wypukłe na ogół chłodzą się inaczej niż powierzchnie płaskie, ponieważ otaczająca objętość skorupy jest w stanie absorbować zmiany ciepła.
Wklęsłe powierzchnie i narożniki wewnętrzne często schładzają się wolniej, ponieważ masa powłoki wokół nich jest bardziej ograniczona, a droga przepływu ciepła jest mniej korzystna.
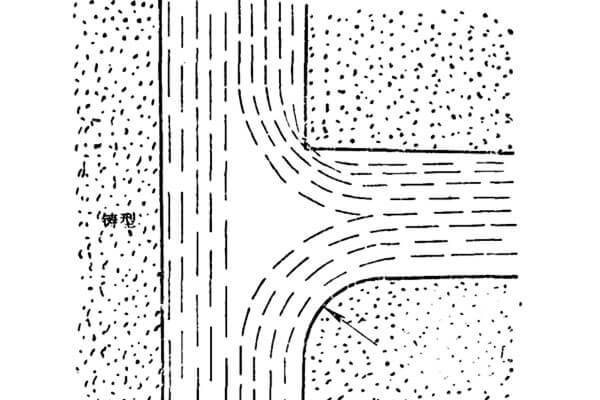
Promień a ostry narożnik
Ostry narożnik wewnętrzny to klasyczne miejsce, w którym znajduje się gorący punkt.
Zastąpienie ostrego narożnika wewnętrznego promieniem zwiększa obszar wymiany ciepła i pomaga bardziej równomiernie zestalić narożnik.
Dlatego często stosuje się filety wewnętrzne, aby zmniejszyć pękanie na gorąco i koncentrację skurczu.
Powszechnym nieporozumieniem jest to, że promień po prostu „dodaje grubości” i dlatego musi stygnąć wolniej.
W rzeczywistości, większa powierzchnia wymiany ciepła może przeważyć nad dodaną lokalną masą, poprawiając, a nie pogarszając zachowanie podczas krzepnięcia.
Przejścia sekcji
Nagła zmiana przekroju z grubego na cienki może zakłócić sekwencję zamrażania.
Cienka część może najpierw zamarznąć i odizolować grubszą część, który następnie staje się podatny na skurcz.
Dobra konstrukcja odlewu pozwala, jeśli to możliwe, uniknąć nagłych nieciągłości termicznych.
8. Tryby krzepnięcia i ich praktyczne znaczenie
Zestalanie można szeroko rozumieć w kategoriach tego, jak front zamarzania przechodzi przez część.
Kierunkowe zestalenie
Jest to idealny przypadek w projektowaniu odlewów. Metal twardnieje stopniowo od jednego końca lub powierzchni w kierunku wzniosu lub obszaru zasilania, tak aby ciekły metal mógł w sposób ciągły zasilać strefę obkurczania.
Kierunkowe krzepnięcie jest podstawą konstrukcji odlewu dźwiękowego, ponieważ pomaga zapobiegać ubytkom skurczowym.
Chłodzące zestalenie
Jeśli lokalny obszar zamarza zbyt wcześnie, ponieważ szybko traci ciepło, może zachowywać się jak strefa chłodzona.
Może to być przydatne w wybranych przypadkach, ale jeśli zestalony obszar blokuje zasilanie innych obszarów, mogą wystąpić wady skurczowe.
Jednoczesne zestalanie
Jeśli duża część zamarza prawie w tym samym czasie w całej swojej objętości, karmienie skurczowe staje się trudne.
Ten tryb jest zwykle mniej pożądany, chyba że proces został specjalnie zaprojektowany, aby go wspierać.
Praktycznym celem odlewania metodą traconego paliwa jest zwykle zarządzanie zestalaniem, tak aby podawanie było możliwe aż do zamarznięcia ostatniego krytycznego gorącego miejsca.
9. Typowe wady powstałe podczas krzepnięcia
Wiele wad odlewniczych powstaje na etapie zamrażania, nie podczas nalewania.
Wnęka skurczowa
W miarę krzepnięcia ciekłego metalu, umiera. Jeśli skurcz nie jest zasilany przez pobliski ciekły metal, w ostatnim obszarze może powstać wnęka, która zamarznie.
Mikroskurcz lub porowatość skurczowa
Zamiast jednej widocznej wnęki, odlew może zawierać wiele małych wewnętrznych pustek w obszarze niedostatecznego zasilania.
Są one szczególnie szkodliwe w przypadku odlewów o wysokiej wydajności, ponieważ mogą zmniejszyć wytrzymałość i odporność na wycieki.
Gorące łzy
Jeżeli odlew jest utwierdzony podczas skurczu, a skorupa lub geometria uniemożliwiają swobodne skurczenie, pękanie może wystąpić, gdy metal jest jeszcze częściowo stały.
Ostre zakątki, nagłe zmiany sekcji, a źle kontrolowane gradienty termiczne zwiększają to ryzyko.
Segregacja
Podczas zestalania, elementy stopowe mogą nie pozostać idealnie jednolite.
Mogą powstawać lokalne różnice w składzie między regionami wczesnego i późnego zamarzania. Może to mieć wpływ na właściwości mechaniczne i zachowanie korozyjne.
Porowatość gazu
Jeśli w stopie występuje gaz lub skorupa nie może prawidłowo odpowietrzyć, kieszenie gazowe mogą zostać uwięzione w wyniku zamarznięcia metalu.
Jest to szczególnie poważne w przypadku odlewów precyzyjnych, gdzie liczy się solidność wewnętrzna.
10. Jak kontrolowane jest krzepnięcie w odlewaniu inwestycyjnym
Celem projektowania procesu nie jest po prostu umożliwienie zamarznięcia metalu. Chodzi o to, aby zamrozić go w kontrolowany sposób.
Praktyczne metody obejmują:
- dobierając odpowiednią temperaturę zalewania,
- wstępne podgrzanie skorupy do odpowiedniego poziomu,
- kontrolowanie grubości powłoki i powłoki,
- projektowanie wlewów i wzniesień do zamrażania kierunkowego,
- w razie potrzeby stosując dreszcze lub lokalną izolację,
- zarządzanie warunkami chłodzenia po wylaniu,
- i utrzymywanie pola temperatury w jak najbardziej przewidywalny sposób.
W wielu odlewniach, to, co wydaje się być „problemem z defektem odlewu”, jest w rzeczywistości problemem kontroli krzepnięcia.
Jeśli pole temperatury jest nieprawidłowe, żadna dodatkowa kontrola nie jest w stanie w pełni przywrócić części.
11. Wniosek
Odlewy inwestycyjne są często podziwiane za precyzję i jakość powierzchni, ale te cechy można osiągnąć tylko wtedy, gdy krzepnięcie jest właściwie rozumiane i kontrolowane.
Przejście ze stanu ciekłego do stałego to miejsce, w którym tworzona jest struktura wewnętrzna, gdzie pożywienie zostaje zachowane lub utracone, i gdzie większości głównych wad odlewniczych zapobiega się lub rodzi.
Główna lekcja jest prosta: dobry odlew inwestycyjny jest nie tylko prawidłowo wylany, ale zamrożone prawidłowo.
Pole temperatury, zachowanie powłoki, stan zalewania, i geometria odlewu współpracują ze sobą, aby określić, czy ostateczna część stanie się solidna, stabilny, i przydatne.
Zrozumienie krzepnięcia nie jest zatem ćwiczeniem teoretycznym. Jest to jedna z najbardziej praktycznych umiejętności w inżynierii odlewów metodą traconą.