
導入
インベストメント鋳造で発生する可能性のある多くの欠陥の中で, 砂の包含 そして 砂穴 小さなプロセスのミスが原因で発生し、それが積み重なると重大な品質損失につながることが多いため、特にイライラさせられます。.
単一の耐火物粒子, 殻の小さな亀裂, あるいは、脱蝋やシェルの取り扱い中に不注意な手順を踏むと、金型キャビティに汚染が入り込み、うまく作られた鋳造品が台無しになる可能性があります。.
これらの欠陥は単なる表面的なものではありません. 表面の完全性が低下する可能性があります, 寸法精度を損なう, 応力集中点を作成する, ひどい場合にはバッチ全体の廃棄を強制される.
だからこそ、砂の混入や砂穴の欠陥は表面の問題だけではなく理解されるべきなのです。, しかし、として プロセス制御の失敗.
で 投資キャスティング, 本当の課題は、単にセラミックのシェルに金属を流し込むことではありません.
課題は、ワックスパターンから最終注入まで、金型キャビティ全体の完全性を維持することです。. 砂の混入と砂穴の欠陥は、その完全性が失われた場所を正確に明らかにします.
1. 砂の混入と砂穴欠陥とは何ですか?
砂の混入
砂の混入とは、耐火物粒子が混入した欠陥を指します。, シェルフラグメント, コーティングの破片, または、緩んだセラミック材料が注湯中に鋳造表面またはその直下に閉じ込められる.
シェイクアウト後, 欠陥は埋め込まれた粒子または粗いものとして現れる可能性があります, 鋳造皮の不規則な領域.
サンドホール
砂穴は通常、 洗浄または機械加工中に周囲の金属や欠陥のある材料が除去された後に残る空隙.
実際には, 最初は砂の混入として見えたものが、汚染された表面層が除去されると、後で穴または空洞として現れる可能性があります。.
それぞれの違い
| 欠陥の種類 | 外観 | 根の状態 | 典型的な発見段階 |
| 砂の混入 | 埋め込まれた砂, セラミック, または表面上または表面近くのコーティング片 | 注湯中に鋳型材料の緩みやシェルの破損がキャビティに侵入する | シェイクアウトまたは表面洗浄後 |
| 砂穴 | 汚染物質を除去した後に残る表面の空洞または空洞 | 鋳造物に異物の耐火物が閉じ込められており、仕上げ中に落下してしまいました。 | ブラスト後, 研削, または機械加工 |
両者は密接な関係にあります. 砂の混入は多くの場合、 原因, 砂穴は 明らかになった結果.
2. インベストメント鋳造でこれらの欠陥が非常に一般的である理由
インベストメント鋳造では砂型ではなくセラミックシェルを使用します。, 非常に多くの人が、砂に関連した欠陥はまれであるはずだと考えています. 現実に, シェル システムには独自の脆弱性が導入されます.
従来の砂型に比べてシェルの精度が高く滑らかですが、, また、より繊細であり、制御された取り扱いに依存します。.
欠陥が現れるのは、:
- 殻が割れる,
- 殻の表面が剥がれる,
- ゆるい耐火性粉末がキャビティに落ちる,
- ワックスパターンの欠陥が弱点を生み出す,
- または、脱蝋中に破片が金型に入ります。, 発砲, または注ぐ.
インベストメント鋳造は複雑で高価な部品によく使用されるため, たとえ小さな汚染事象であっても、不均衡な影響を与える可能性がある.
プロセスは正確です, しかし、精度は誤差に対する許容度が低いことも意味します.
3. 砂の混入と砂穴の形成方法

シェルの亀裂または局所的な崩壊
セラミックシェルに亀裂が入った場合, 膨らんだ, 剥離, あるいは局所的な崩壊, 耐火物粒子が剥がれて金型キャビティに落ちる可能性がある.
金属を流し込む場合, それらの粒子は凝固する合金に捕捉され、介在物欠陥になります。.
注ぐカップまたはゲートシステムからの緩んだ破片
注湯カップは、溶融金属と金型キャビティの間の最初の接触点です。.
注ぐカップの縁がざらざらしている場合, 弱い, または遊離したシェル物質で汚染されている, 破片が剥がれて鋳物に引き込まれる可能性があります.
金型欠陥となるパターン欠陥
ワックスパターンに毛穴がある場合, ひび割れ, 溝, または修復されていない縫い目, コーティングスラリーはシェルの構築中にこれらの欠陥に浸透する可能性があります.
注ぐ途中, 薄いセラミックの貫入が崩れたり、剥がれたりする可能性があります, 最終鋳造物に空洞または介在物が残る.
ワックスアセンブリの欠陥
パターンクラスターの溶接接合部, 隙間や溝にはコーティング材が閉じ込められる可能性があります. これらが適切に修復されない場合, それらはシェル内の弱いゾーンになります.
注ぐ途中, それらの領域は材料をキャビティに流し込み、砂に関連した欠陥を引き起こす可能性があります.
脱蝋中の汚れ
脱脂中, ばらばらの粒子, ダート, または破片が空洞に落ちる可能性があります.
その後シェルを完全に洗浄しない場合, 隠れた汚染として残ります. 溶けた金属が入ると, それらは鋳物に封入されています.
焼成または予熱による汚れ
砲弾の発射が適切に制御されていない場合, ゆるい耐火性粉末が金型キャビティ内に残る可能性がある.
同じく, シェルの向きが正しくない、または正しく掃除されていない場合, 粒子は低い点に沈降し、その後鋳物内に閉じ込められる可能性があります.
フィルターの損傷
セラミックフィルターもひび割れるとトラブルの元になる, 壊れた, または不適切に取り付けられている.
一度破損すると, 破片が溶融流に流れ込み、局所的な含有物や表面の穴が生じる可能性があります。.
4. 主な原因と対策
砂の混入や砂穴の欠陥が 1 回の劇的な破損によって引き起こされることはほとんどありません.
もっと頻繁に, それらはから生じます 小さなプロセスの弱点の連鎖: わずかに損傷したシェル, 密閉度の低い注ぎカップ, 脱脂後の洗浄が不完全, または注ぐ前にフィルターが誤って扱われた.
インベストメント鋳造では, それがまさにこれらの欠陥が非常にイライラする理由です: 根本的な原因は多くの場合軽微なものです, しかし、その結果は深刻になる可能性があります.
これらの欠陥を制御する最善の方法は、金型キャビティに異物が侵入する時点まで欠陥を追跡することです。, その後、その侵入経路を体系的に排除します.

砲弾の損傷または局所的な崩壊
ひび割れた, 剥がれた, 膨らんだ, または、シェルが局所的に弱くなると、耐火性粒子がキャビティ内に直接放出される可能性があります。.
シェルが完全性を失うと, たとえ小さな衝撃や熱衝撃でも、鋳造中に緩んだ破片が鋳物内に閉じ込められる可能性があります。.
是正措置:
- シェル構築の実践を強化し、均一なシェルの厚さを維持する.
- 乾燥と焼成の制御を改善して熱亀裂を回避します.
- 目に見える亀裂が見られるシェルは拒否します, 膨らんだ, 剥がれ落ちる, あるいは局所的な崩壊.
- 脱脂中は貝殻を慎重に扱ってください, 輸送, そして予熱.
注ぐカップのデザインが不十分、または金属の入口部分が汚れている
注湯カップは、溶融金属と金型システムの間の最初の接触ゾーンです。.
エッジが粗い場合, 脆い, 汚染された, または密閉性が低い, 緩んだ材料はキャビティに直接落ち、砂の混入になる可能性があります。.
是正措置:
- を使用してください フランジ付き注ぎカップ 可能であれば, 滑らかなので, 密度の高いエッジにより、材料が脱落する可能性が低くなります.
- 覆われたカップが適切に密閉されていることを確認し、スラリーが侵入しないようにしてください。.
- 考慮する プレハブセラミック注ぐカップ より高い安定性とより低い破片リスクを実現.
- 注ぐ前にカップの端を掃除し、損傷や剥がれた粒子がないか検査してください。.
ワックスパターンに毛穴がある場合, ひび割れ, 溝, または未修復の溶接継ぎ目, シェルのスラリーはコーティング中にこれらの欠陥に浸透する可能性があります.
後で, 注ぎの間, それらの弱い部分が潰れたり剥がれたりする可能性があります, 鋳造表面に穴や介在物が残ること.
是正措置:
- シェルを構築する前にすべてのワックスパターンを検査します.
- ひび割れを補修する, 溝, 適切なワックス修復ツールを使用して継ぎ目の隙間を修復します.
- パターンの表面が均一なシェルをサポートできるほど十分に滑らかであることを確認してください.
- 欠陥のあるワックスアセンブリをシェルビルディングに送らないでください.
パターンの組み立て中に発生した欠陥
ワックスクラスターの接合部, 融合が不十分な継ぎ目や隙間が開いていると、スラリーが閉じ込められ、弱いシェルブリッジが形成される可能性があります。.
これらの点は、最初は無害に見えますが、脱蝋または注入中に破壊点になることがよくあります。.
是正措置:
- 電動ホットナイフを使う, 修理ワックス, 継ぎ目や溝を完全にシールするためのまたは同様の方法.
- シェルを構築する前にすべての溶接接合部を注意深くチェックしてください.
- クラスターの組み立てを重要な品質ステップとして扱うようにオペレーターをトレーニングする, 化粧品ではありません.
脱ワックス中にキャビティに破片が入る
脱脂中, 緩んだワックスの破片, ほこり, ダート, または殻の破片が空洞に落ちる可能性があります.
その後空洞を掃除しないと, 金属が流し込まれるまで異物は隠れたままになります.
是正措置:
- 脱脂する前に、注ぎカップの端をトリミングしてきれいにします.
- 脱線後, エアクリーニングまたは真空クリーニングによってキャビティから遊離した破片を除去します。.
- 熱湯脱脂の場合, 汚染物質が殻に流れ込む可能性があるため、沸騰や激しい撹拌は避けてください。.
- 脱蝋後、焼成前にキャビティを再検査します。.
焼成時や注湯時に粉塵や耐火物の粒子が混入する
焼成と予熱が必要です, しかし、それらはまた、ばらばらの粒子がキャビティ内に沈降する機会も生み出します。.
シェルが適切な方向に向いていないか、清掃されていない場合, 細かい耐火物の粉塵が低い場所に残り、後に金属に埋め込まれる可能性があります。.
是正措置:
- 制御されたクリーンな環境で砲弾を発射する.
- 必要に応じて、焼成中に注ぐカップを下向きにして、ゆるい粒子が落ちるようにします。.
- 必要に応じて, 最初の点火後に 2 回目の洗浄サイクルを実行する.
- を使用してください T字型吸引クリーナー 注ぐ前に、注ぎ口または注湯経路の底から粒子を除去するための同様のツール.
破損したセラミックフィルター
セラミックフィルターは、そのままの状態でのみ役に立ちます。.
ひび割れまたは欠けたフィルターは、熱または流動ストレスによって分解される可能性があります, その破片が鋳物内に閉じ込められたり、供給経路を塞いだりして欠陥が発生する可能性があります。.
是正措置:
- 合金や鋳造条件に適した高品質フィルターを選択.
- エッジの欠けや事前の損傷を避けるために、フィルターは優しく扱ってください。.
- ストレスや位置のずれがないように慎重に取り付けてください。.
- 目に見えて損傷したフィルターは使用前に取り除いてください.
5. 注ぐカップの選択が砂穴防止に与える重大な影響
注湯カップは、溶融金属が金型キャビティに入る最初の通路として機能します。, そして、その構造設計と材料の選択は、セラミックシェルの砂の脱落リスクを直接決定します。.
ほとんどの鋳造工場は注ぐカップの最適化を無視しています, 繰り返し砂穴欠陥が発生する.
3 つの主流の注ぎカップとその欠陥防止性能を詳細に分析:
フランジ付き注ぎカップ
フランジ付きエッジはワックスパターンから複製され、表面層コーティングが施されています。. コンパクトな微細構造と凹状の隙間のない滑らかな表面が特徴です.
エッジが粗い通常の注ぎカップとは異なります, 緩んだ砂やコーティングの残留物がほとんど蓄積しません, 砂の脱落確率を大幅に低減.
量産標準鋳造品にとって最もコスト効率の高い選択肢です。.
カバー付き注ぐカップ
カバーの密着性が重要なコントロールポイントです. 不均一なカバーとアセンブリの隙間により、コーティング スラリーがカップ内に浸透し、カップ内の壊れやすい残留物に固化します。.
これらの隠れた不純物は、注湯中に高温の溶融金属によって洗い流されます。, 典型的な砂穴欠陥の形成.
気密性を高めるために、シーリングガスケットとワックスホットシーリングを推奨します.
プレハブセラミック注ぐカップ
精密鋳造における最適な砂穴対策アクセサリとして評価されています, プレハブセラミック注ぐカップは高温耐性を誇ります, 安定した耐火物構造, 砂が落ちるリスクはゼロ.
シェル製造中や高温焙煎中のワックスベースの注ぎカップのひび割れや剥がれの欠陥を効果的に回避します。.
調達コストは高くなりますが、複雑なモジュールや高規格のステンレス鋼精密鋳造に高い適用性を示します。.
6. 洗浄後に砂穴欠陥がよく発生する理由
凝固直後は砂穴が目立たない場合があります.
多くの場合、爆破後にのみ表示されるようになります, 研削, または機械加工により、欠陥を隠していた薄い表面層を除去します。.
仕上げ工程の後半まで鋳物が健全に見える可能性があるため、特に危険です。.
その時点で, 欠陥はすでに時間を費やしています, 機械能力, そして多くの場合、部品の付加価値のほとんどが.
隠れた耐火物汚染のある鋳物は、初期検査に合格しても、最終的な表面処理中に不合格になる可能性があります。. そのため、後処理のかなり前に砂穴制御を開始する必要があります。.
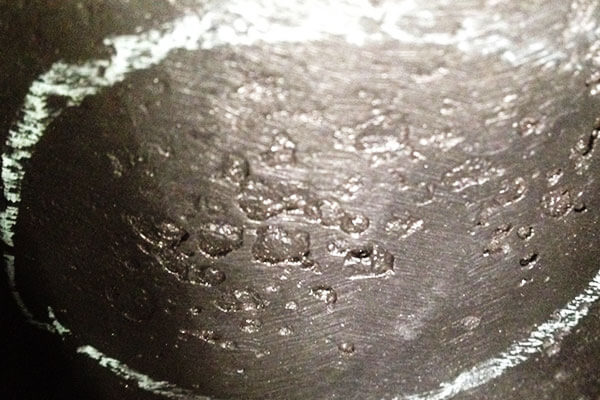
7. 実践的な検査の手がかり
砂の混入や砂穴の欠陥は、通常、特徴的な兆候を残します。:
- 粗い, 不規則な表面テクスチャ,
- 埋め込まれた明るい色の耐火性粒子,
- 洗浄後の局所的な表面の穴あき,
- 捕捉された破片の輪郭に一致するキャビティ形状,
- 叩いたり壊したりしたときに欠陥領域に粉末状の残留物が残る.
有用な診断の手がかりは残留物の色です. 粉末や破片がシェルの耐火物の色と一致する場合, 欠陥は金属スラグではなくシェルの材質に関連している可能性があります.
8. これらの欠陥が経済的に重要な理由
砂の混入や砂穴の欠陥は、プロセスの後半で発生することが多いため、コストが高くなります。. 欠陥が発見されるまでに, その部分はすでに消費されています:
- ワックスパターン素材,
- シェル素材,
- 発射時間,
- 溶融金属,
- 熱処理リソース,
- そして機械加工労働.
高価値のステンレス鋳物において, たとえ 1 つの欠陥でも、バッチの利益率が失われる可能性があります. だからこそ、予防はやり直しよりも常に低コストです.
9. 信頼できる産業用サプライヤー: LangHe 精密ステンレス鋳造
高水準のインベストメント鋳造の分野で, 標準化されたプロセス管理と厳格な欠陥管理がプレミアムメーカーの競争力の核となる.
ランゲ 高品質のステンレス鋳造と精密金属加工サービスを専門とする、プロフェッショナルで信頼できるサプライヤーです。.
極度の機械的耐久性と耐食性を必要とする産業に重点を置く, ランゲ 最適化されたシェル製造プロセスを採用, 標準化された注ぎカップ構成, 厳格な多段階の欠陥検出手順.
ステンレス鋼鋳物における砂の混入や砂穴などの一般的な欠陥を効果的に抑制します。.
高度な溶解設備と精密な後処理工場を備えています, ランゲ 厳しい産業用途の要件を満たす高度にカスタマイズされたステンレス鋼鋳造ソリューションを提供します, 安定した提供, 低欠陥, 世界中の顧客向けの高純度鋳造製品.
10. 結論
砂の混入や砂穴は偶然の事故ではありません. これらは、異物の耐火物を許容した鋳造プロセスの目に見える結果です。, 抜けた貝殻の破片, または金型キャビティに侵入する汚染.
インベストメント鋳造では, シェルは精密だが壊れやすい場合, これらの欠陥の制御は、あらゆる段階での細部への注意にかかっています。:
- ワックスパターンの品質,
- シェルの完全性,
- 脱蝋の清潔さ,
- 発砲規律,
- 注ぐカップのデザイン,
- フィルター条件,
- そして最終キャビティ検査.
最も重要な教訓はシンプルです: 砂の混入や砂穴がプロセスの最後に解決されない; それらは最初から阻止されている.
きれいな空洞, サウンドシェル, 適切に設計されたゲート システムが真の防御手段となります.
FAQ
砂の混入とスラグの混入の主な違いは何ですか?
砂の混入や砂穴により、タッピング後に白色または黄色がかった耐火性粉末が生成します。, 一方、スラグ混入物は黒色の溶融スラグ不純物を示します。.
これは工業検査における最も簡単な識別方法です.
砂穴防止性能が最も優れているのはどの注ぎカップですか?
プレハブセラミック製注ぐカップは、砂が落ちるリスクのない安定した高温構造を独自に備えています。, 欠陥防止率1位; フランジ付き注ぎカップは、従来のバッチ生産にとって最もコスト効率が高くなります。.
砂穴が最も多く発生する位置はどこですか?
砂穴は主に注ぐカップの近くに分布しています。, スプルーと内部流路, 溶融金属がセラミックシェルを激しく擦る場所.
注ぐ前にシェル内に残った砂を取り除く方法?
T型砂吸引装置を採用し、湯口底の浮砂を清掃; 二次焙煎と空洞反転洗浄は重度に汚染された貝殻に適用可能.

