
Perkenalan
Dalam pengecoran investasi, pencairan hanyalah setengah dari cerita. Transformasi sebenarnya dimulai ketika paduan cair memasuki cangkang keramik dan mulai kehilangan panas.
Pada saat itu, logam berpindah dari wujud cair ke wujud padat, dan seluruh masa depan casting sedang diputuskan: kesehatannya, struktur internalnya, akurasi dimensinya, dan kerentanannya terhadap cacat.
Perubahan wujud cair menjadi padat disebut Solidifikasi.
Dalam bahasa metalurgi, itu juga disebut sebagai kristalisasi primer, karena melibatkan nukleasi, pertumbuhan kristal, dan pembentukan struktur logam akhir.
Dari perspektif perpindahan panas, Namun, pemadatan paling baik dipahami sebagai proses dimana panas mengalir dari pengecoran ke dalam cetakan dan kemudian ke lingkungan sekitarnya.
Kedua sudut pandang ini menggambarkan peristiwa yang sama, tetapi mereka menekankan pertanyaan teknis yang berbeda.
Pandangan metalurgi bertanya: Bagaimana inti terbentuk? Bagaimana biji-bijian tumbuh? Struktur seperti apa yang berkembang?
Pandangan termal bertanya: Seberapa cepat pengecoran kehilangan panasnya? Dimana solidifikasi dimulai? Di mana kemungkinan besar cacat penyusutan akan muncul? Bagaimana prosesnya bisa dikendalikan?
Untuk pengecoran investasi, tampilan termal sangat praktis. Banyak cacat pengecoran yang umum—misalnya salah pengoperasian, Rongga penyusutan, penyusutan mikro, air mata panas, porositas gas, pemisahan, dan inklusi—terkait erat dengan cara pengecoran mengeras.
Oleh karena itu, pemahaman yang kuat tentang solidifikasi sangat penting untuk merancang gating, kenaikan, ketebalan cangkang, suhu pemanasan awal, kondisi pendinginan, dan strategi pembekuan terarah.
1. Mengapa Solidifikasi Penting dalam Pengecoran Investasi
Pengecoran tidak gagal hanya karena logam yang dituangkan salah. Sangat sering, akar penyebabnya terletak pada cara logam mengeras setelah dituang.
Jika pemadatan terlalu cepat di wilayah yang salah, suatu bagian mungkin membeku sebelum diberi makan sepenuhnya.
Jika terlalu lambat, penyusutan dan segregasi mungkin menjadi lebih parah.
Dan jika bidang suhu tidak merata, titik panas mungkin tetap cair lama setelah cangkang di sekitarnya menjadi kaku, menciptakan kondisi berlubang atau retak.
Pengecoran investasi sangat sensitif karena prosesnya menggunakan cangkang keramik, bukan yang tebal, cetakan pasir yang sangat terisolasi.
Cangkang itu dapat direkayasa untuk presisi dan detail halus, tapi ini juga berarti lingkungan termal sangat disengaja.
Ketebalan cangkang, memanaskan lebih dulu, lapisan, isolasi, dan suhu penuangan logam semuanya membentuk bidang suhu dan karenanya menentukan kualitas akhir pengecoran.
Dalam praktiknya, solidifikasi adalah arsitektur pengecoran yang tersembunyi. Cetakan dapat menentukan geometri, tetapi solidifikasi mendefinisikan realitas internal.
2. Bidang Temperatur Pengecoran Investasi

Konsep Dasar Bidang Temperatur Pengecoran
Hampir semua fenomena fisik yang terjadi selama pemadatan pengecoran bergantung pada suhu fungsi termodinamika.
Tujuan penelitian inti perpindahan panas solidifikasi adalah untuk memantau variasi suhu dinamis dalam coran dan cangkang keramik dari waktu ke waktu.
Dengan menganalisis distribusi medan suhu, para insinyur dapat secara akurat memprediksi indikator produksi penting:
ukuran zona pemadatan secara real-time pada penampang melintang, kecepatan propagasi front solidifikasi, distribusi spasial cacat penyusutan, dan waktu pemadatan total.
Data analitis ini memberikan dukungan teoritis yang dapat diandalkan untuk desain sistem gating, pengaturan riser, dan tindakan pendinginan tambahan.
Dalam produksi pengecoran investasi aktual, proses tambahan konvensional seperti pembungkus kapas cangkang, pendingin air, penempatan besi dingin, penebalan lapisan,
dan pendinginan udara paksa pada dasarnya mengubah distribusi medan suhu untuk mengatur urutan pendinginan.
Meskipun model matematika yang kompleks dan rumus termodinamika diterapkan dalam perhitungan simulasi numerik,
artikel ini menyederhanakan derivasi matematis abstrak dan berfokus pada prinsip perpindahan panas industri praktis untuk pemahaman intuitif.
Karakteristik Perpindahan Panas Praktis dalam Produksi Massal
Kebanyakan personel manufaktur cenderung menyederhanakan proses pendinginan secara berlebihan, hanya menilai status pemadatan berdasarkan waktu pendinginan intuitif sambil mengabaikan mekanisme konduksi panas internal yang kompleks.
Dalam pengecoran investasi, sistem pembuangan panas secara keseluruhan mencakup radiasi panas dan konveksi dari cangkang keramik ke lingkungan atmosfer.
Metode penempatan pendingin yang berbeda secara signifikan mempengaruhi efisiensi perpindahan panas: cangkang yang sudah jadi dapat ditempatkan di rak pendingin, tempat tidur pasir, atau dikuburkan di pasir pengisi.
Penuangan pasir yang terkubur mewakili metode pendinginan dengan efisiensi rendah. Lapisan pasir tebal mengisolasi cangkang keramik, memperlambat pembuangan panas eksternal secara drastis.
Retensi suhu tinggi yang berkepanjangan tidak hanya memperpanjang siklus pemadatan tetapi juga memicu reaksi kimia yang merugikan pada bahan cangkang yang rusak, menyebabkan adhesi pasir kimia, lubang permukaan, porositas terak, dan pelepasan cangkang yang sulit.
Dalam skenario hipotetis yang ekstrim, jika cangkang keramik mencapai isolasi termal absolut tanpa konduksi panas atau radiasi, paduan cair di dalamnya tidak akan pernah benar-benar mengeras,
yang secara intuitif menunjukkan peran penting pembuangan panas dalam pemadatan.
Pendinginan Heterogen Disebabkan oleh Struktural & Perbedaan Ketebalan Cangkang
Coran investasi industri pasti mengandung fitur geometris yang rumit, termasuk alur, rongga bagian dalam, sudut tajam, dan tikungan transisi.
Struktur kompleks ini menghasilkan ketebalan cangkang keramik yang tidak merata. Bahkan untuk posisi yang sama pada batch produk yang sama, operasi pelapisan manual yang tidak konsisten menyebabkan ketebalan cangkang tidak seragam.
Ketahanan termal cangkang yang tidak merata mengganggu urutan pendinginan alami: zona solidifikasi cepat yang awalnya telah ditentukan sebelumnya akan menunda solidifikasi, sementara area berpenampang tebal yang membutuhkan makanan menjadi dingin sebelum waktunya.
Urutan pemadatan yang tidak teratur ini secara langsung menyebabkan rongga penyusutan yang tidak normal dan porositas yang terlokalisasi.
Panas Laten Kristalisasi & Stres Termal Internal
Di luar pembuangan panas cangkang makroskopis, panas laten kristalisasi adalah faktor inti yang sering diabaikan.
Selama transformasi cair menjadi padat, paduan terus menerus melepaskan panas laten, yang memanaskan kembali zona pemadatan yang berdekatan dan menunda kemajuan pemadatan selanjutnya.
Bertentangan dengan kognisi sederhana tentang pemadatan luar lapis demi lapis, antarmuka pemadatan sebenarnya tidak teratur dan berfluktuasi.
Lebih-lebih lagi, konduksi panas yang tidak merata menghasilkan tegangan termal internal yang tidak seragam di seluruh pengecoran.
Tegangan termal yang sangat terkonsentrasi menyebar sepanjang batas butir dan titik lemah struktural, akhirnya membentuk cacat retak panas dan retak dingin.
Saat ini, perangkat lunak simulasi pengecoran arus utama mengandalkan model matematika termodinamika untuk menghitung distribusi medan suhu, memprediksi durasi pemadatan dan lokasi cacat penyusutan.
Perlu dicatat bahwa kondisi batas awal seperti suhu cangkang, suhu sekitar, dan suhu penuangan paduan secara langsung menentukan akurasi simulasi.
3. Faktor Kunci Yang Mempengaruhi Solidifikasi
| Faktor | Apa pengaruhnya | Konsekuensi rekayasa |
| Difusivitas termal logam | Seberapa cepat suhu menyamakan kedudukan di dalam pengecoran | Difusivitas yang tinggi menghasilkan profil suhu yang lebih datar dan gradien yang lebih kecil; difusivitas rendah menciptakan gradien yang lebih curam. |
| Panas laten kristalisasi | Berapa banyak panas yang dilepaskan selama pembekuan | Panas laten yang lebih tinggi memperpanjang pemadatan dan meratakan bidang suhu. |
| Suhu pemadatan | Tingkat suhu di mana pembekuan terjadi | Suhu beku yang lebih tinggi umumnya meningkatkan gradien termal dan pemanasan cetakan. |
Sifat termal cetakan |
Seberapa cepat cangkang menyerap dan memindahkan panas | Penyerapan panas yang lebih cepat mempercepat pemadatan tetapi juga dapat meningkatkan intensitas gradien. |
| Tuang suhu | Energi panas awal dalam lelehan | Panas berlebih yang lebih tinggi menunda pemadatan; superheat yang lebih rendah memperpendek waktu pembekuan namun dapat meningkatkan risiko kesalahan pengoperasian. |
| Ketebalan dinding pengecoran | Panaskan isi dan waktu pembekuan | Bagian yang tebal mendingin lebih lambat dan lebih besar kemungkinannya untuk membentuk cacat penyusutan. |
| Geometri dan desain sudut | Konsentrasi panas lokal dan pembekuan terarah | Kurva, sudut, dan transisi bagian dapat menciptakan titik panas atau meningkatkan pendinginan tergantung pada bentuknya. |
4. Pengaruh Sifat Logam terhadap Solidifikasi
Difusivitas termal
Difusivitas termal menggambarkan seberapa cepat panas menyebar melalui suatu material.
Dalam casting, difusivitas termal yang lebih tinggi berarti perbedaan suhu antara permukaan dan pusat menghilang lebih cepat. Hasilnya adalah bidang suhu yang lebih seragam.
Difusivitas termal yang lebih rendah berarti panas tetap terperangkap lebih lama di bagian tengah, menghasilkan profil suhu yang lebih curam.
Hal ini penting karena arah dan kecepatan pembekuan bergantung pada seberapa cepat panas dapat berpindah melalui logam.
Semuanya sama, logam dengan difusivitas termal rendah cenderung mengeras dengan gradien suhu yang lebih kuat dan risiko titik panas internal yang lebih besar.
Panas laten
Ketika logam cair membeku, itu melepaskan panas laten. Panas ini tidak hilang seketika; itu harus dipindahkan ke dalam cangkang sebelum pembekuan dapat dilanjutkan.
Panas laten yang lebih besar berarti pengecoran harus melepaskan lebih banyak energi sebelum pemadatan sempurna tercapai. Hal ini cenderung memperpanjang waktu pembekuan dan meratakan suhu.
Suhu beku
Suhu pemadatan absolut juga penting. Logam yang membeku pada suhu lebih tinggi membuat sistem cetakan menjadi panas lebih lama.
Perbedaan suhu antara permukaan pengecoran dan bagian dalam cangkang dapat menjadi lebih besar, yang mempengaruhi bidang suhu dan kemungkinan lokasi cacat.
Umumnya, paduan nonferrous dengan titik leleh rendah cenderung menunjukkan perilaku pendinginan yang berbeda dari baja dan besi bersuhu lebih tinggi, itulah salah satu alasan mengapa casting investasi merespons secara berbeda tergantung pada kelompok paduannya.
5. Pengaruh Sifat Jamur dan Cangkang
Cangkangnya tidak pasif. Ini adalah mitra termal aktif dalam pemadatan.

Penyerapan panas cangkang
Cangkang yang cepat menyerap panas akan mempercepat pemadatan.
Ini mungkin berguna ketika presisi atau waktu siklus penting, tetapi hal ini juga dapat menciptakan gradien suhu yang lebih tajam.
Cangkang yang menyerap panas lebih lambat akan memperpanjang waktu pemadatan dan mungkin membuat bidang suhu menjadi lebih datar, namun hal ini juga dapat meningkatkan risiko penyusutan jika pemberian pakan tidak dirancang dengan benar.
Panaskan cangkang terlebih dahulu
Dalam pengecoran investasi, pemanasan awal shell adalah variabel proses utama.
Cangkang yang lebih panas mengurangi guncangan termal dan dapat meningkatkan pengisian, tetapi hal ini juga mengurangi tenaga penggerak termal untuk pemadatan di awal.
Cangkang yang lebih dingin mengekstrak panas lebih cepat, namun dapat menimbulkan risiko aliran atau kesalahan pengoperasian jika logam kehilangan suhu terlalu cepat selama pengisian.
Oleh karena itu, pemanasan awal cangkang merupakan keseimbangan antara keduanya kemampuan mengisi Dan pengendalian solidifikasi.
Ketebalan cangkang dan lapisan lokal
Ketebalan cangkang lokal dapat bervariasi karena teknik pembuatan cangkang, geometri, dan praktik operator. Bagian cangkang yang lebih tebal mengisolasi lebih banyak dan mendinginkan secara berbeda dari bagian yang lebih tipis.
Hal ini secara tidak sengaja dapat mengubah urutan pemadatan, menyebabkan area “kanan” membeku terlalu dini atau area “salah” tetap cair terlalu lama.
Itulah sebabnya keseragaman cangkang sangat penting. Ketebalan cangkang yang tidak rata dapat mengubah cetakan yang tampak dirancang dengan baik menjadi cetakan dengan masalah penyusutan atau distorsi yang tersembunyi.
6. Pengaruh Kondisi Penuangan
Kondisi penuangan tidak hanya menentukan apakah cetakan terisi atau tidak. Mereka juga menentukan titik awal pemadatan.

Memanasi secara keterlaluan
Superheat adalah jumlah dimana suhu logam cair melebihi batas likuidus atau titik bekunya.
Panas super dalam jumlah sedikit membantu logam tetap cair cukup lama untuk mengisi cetakan.
Namun jika superheat terlalu tinggi, ini secara efektif meningkatkan energi panas yang harus dihilangkan oleh cangkang sebelum pembekuan dapat dimulai.
Lebih banyak panas berlebih biasanya berarti:
- waktu pemadatan yang lebih lama,
- bagian depan pembekuan yang lebih datar atau tertunda,
- beban termal cangkang yang lebih tinggi,
- dan potensi risiko segregasi atau distorsi yang lebih besar jika jalur pendinginan tidak dikontrol.
Tingkat penuangan
Kecepatan penuangan mempengaruhi kualitas pengisian dan stabilitas termal. Terlalu lambat, dan logam mungkin mulai membeku sebelum rongganya penuh.
Terlalu cepat, dan turbulensi, gas yang tertahan, atau erosi cangkang dapat terjadi. Laju penuangan yang ideal memungkinkan cetakan terisi dengan lancar sambil mempertahankan medan termal yang dapat dikontrol.
Suhu penuangan vs. jenis logam
Pengaruh suhu penuangan tergantung pada paduan dan rute pengecoran.
Di beberapa sistem, terutama yang memiliki konduktivitas termal cetakan tinggi atau cetakan logam, kelebihan panas berlebih akan hilang dengan cepat dan efeknya mungkin tidak terlalu dramatis.
Dalam pengecoran investasi, Namun, sifat cangkang dan geometri bagian sering kali menjadikan suhu penuangan sebagai variabel yang sangat penting.
7. Pengaruh Geometri Pengecoran
Geometri pengecoran memainkan peran sentral dalam jalur solidifikasi.
Ketebalan dinding
Bagian yang tebal menahan lebih banyak panas dan mengeras lebih lambat. Bagian tipis membeku dengan cepat.
Perbedaan ini menciptakan pola pembekuan terarah yang dapat digunakan dengan sengaja atau, jika dirancang dengan buruk, dapat menimbulkan cacat.
Bentuk dan sudut
Bentuk mengubah lingkungan pendinginan lokal. Permukaan cembung umumnya mendingin secara berbeda dari permukaan datar karena volume cangkang di sekitarnya tersedia untuk menyerap perubahan panas.
Permukaan cekung dan sudut dalam sering kali mendingin lebih lambat karena massa cangkang di sekitarnya lebih terbatas dan jalur aliran panas kurang menguntungkan..
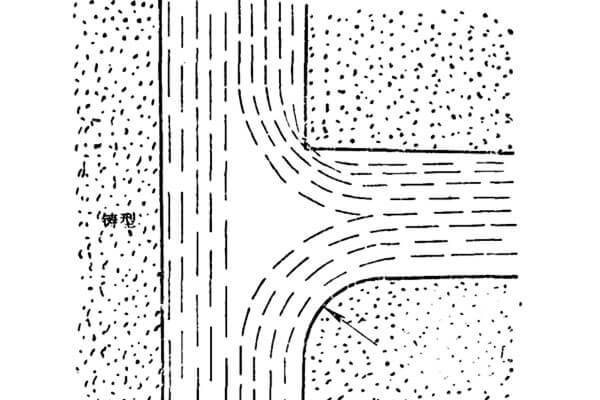
Radius versus sudut tajam
Sudut dalam yang tajam adalah lokasi hot-spot klasik.
Mengganti sudut dalam yang tajam dengan radius akan meningkatkan area perpindahan panas dan membantu sudut tersebut mengeras secara lebih merata.
Itulah sebabnya fillet bagian dalam sering digunakan untuk mengurangi konsentrasi keretakan panas dan penyusutan.
Kesalahpahaman yang umum adalah bahwa radius hanya “menambah ketebalan” dan oleh karena itu harus mendingin lebih lambat.
Pada kenyataannya, permukaan perpindahan panas yang lebih besar dapat melebihi massa lokal yang ditambahkan, memperbaiki daripada memperburuk perilaku solidifikasi.
Transisi bagian
Perubahan tiba-tiba dari bagian tebal ke bagian tipis dapat mengganggu urutan pembekuan.
Bagian yang tipis mungkin membeku terlebih dahulu dan mengisolasi bagian yang lebih tebal, yang kemudian menjadi rentan terhadap penyusutan.
Desain pengecoran yang baik menghindari diskontinuitas termal yang tiba-tiba bila memungkinkan.
8. Mode Solidifikasi dan Arti Praktisnya
Solidifikasi dapat dipahami secara luas dalam kaitannya dengan bagaimana bagian depan pembekuan berkembang melalui bagian tersebut.
Solidifikasi terarah
Ini adalah kasus ideal dalam desain pengecoran. Logam tersebut mengeras secara progresif dari satu ujung atau permukaan menuju daerah riser atau feed, sehingga logam cair dapat terus menerus mengisi zona penyusutan.
Solidifikasi terarah adalah dasar desain pengecoran suara karena membantu mencegah penyusutan rongga.
Solidifikasi dingin
Jika suatu daerah membeku terlalu dini karena kehilangan panas dengan cepat, itu mungkin berperilaku seperti zona dingin.
Hal ini dapat berguna dalam kasus-kasus tertentu, tetapi jika wilayah yang memadat menghalangi pasokan ke wilayah lain, cacat penyusutan dapat terjadi.
Solidifikasi simultan
Jika sebagian besar membeku pada waktu yang hampir bersamaan di seluruh volumenya, pemberian susut menjadi sulit.
Mode ini biasanya kurang diinginkan kecuali jika prosesnya telah dirancang khusus untuk mendukungnya.
Tujuan praktis dalam pengecoran investasi biasanya adalah untuk mengelola solidifikasi sehingga pemberian pakan tetap dapat dilakukan hingga titik panas kritis terakhir membeku.
9. Cacat Umum Terbentuk Selama Solidifikasi
Banyak cacat pengecoran berasal dari tahap pembekuan, bukan saat menuang.
Rongga penyusutan
Saat logam cair membeku, itu kontrak. Jika kontraksi tidak dipicu oleh logam cair di dekatnya, rongga dapat terbentuk di wilayah terakhir yang membeku.
Porositas penyusutan mikro atau penyusutan
Daripada satu rongga yang terlihat, pengecoran mungkin mengandung banyak rongga internal kecil di area dengan pengumpanan yang tidak mencukupi.
Hal ini sangat berbahaya pada pengecoran berperforma tinggi karena dapat mengurangi kekuatan dan ketahanan bocor.
Air mata panas
Jika pengecoran tertahan selama penyusutan dan cangkang atau geometri mencegah kontraksi bebas, retak dapat terjadi ketika logam masih sebagian padat.
Sudut tajam, perubahan bagian yang tiba-tiba, dan gradien termal yang tidak terkontrol dengan baik meningkatkan risiko ini.
Pemisahan
Selama pemadatan, unsur-unsur paduan mungkin tidak tetap seragam sempurna.
Perbedaan komposisi lokal dapat terjadi antara daerah beku awal dan daerah beku akhir. Hal ini dapat mempengaruhi sifat mekanik dan perilaku korosi.
Porositas gas
Jika ada gas dalam lelehan atau cangkang tidak dapat mengeluarkan udara dengan baik, kantong gas mungkin terperangkap saat logam membeku.
Hal ini sangat serius terutama pada pengecoran presisi yang mengutamakan kesehatan internal.
10. Bagaimana Solidifikasi Dikendalikan dalam Pengecoran Investasi
Tujuan dari desain proses bukan sekedar membiarkan logam membeku. Itu untuk membuatnya membeku secara terkendali.
Metode praktisnya antara lain:
- memilih suhu penuangan yang sesuai,
- memanaskan cangkang ke tingkat yang benar,
- mengendalikan ketebalan dan lapisan cangkang,
- merancang gating dan risering untuk pembekuan terarah,
- menggunakan pendingin atau isolasi lokal jika diperlukan,
- mengelola kondisi pendinginan pasca penuangan,
- dan menjaga bidang suhu dapat diprediksi.
Di banyak pabrik pengecoran, apa yang tampak sebagai “masalah cacat pengecoran” sebenarnya adalah masalah kontrol solidifikasi.
Jika bidang suhu salah, tidak ada pemeriksaan hilir yang dapat memulihkan komponen tersebut sepenuhnya.
11. Kesimpulan
Pengecoran investasi sering dikagumi karena presisi dan kualitas permukaannya, namun kualitas-kualitas tersebut hanya dapat dicapai ketika pemadatan dipahami dan dikendalikan dengan benar.
Transisi dari cair ke padat adalah tempat terciptanya struktur internal, dimana makanan disimpan atau hilang, dan di mana sebagian besar cacat pengecoran dapat dicegah atau ditimbulkan.
Pelajaran utamanya sederhana: casting investasi yang baik tidak hanya dituangkan dengan benar, tapi dibekukan dengan benar.
Bidang suhu, perilaku cangkang, kondisi penuangan, dan geometri pengecoran semuanya bekerja sama untuk menentukan apakah bagian akhir menjadi suara, stabil, dan berguna.
Oleh karena itu, memahami solidifikasi bukanlah latihan teoretis. Ini adalah salah satu keterampilan paling praktis dalam teknik pengecoran investasi.

