
1. Įvadas
Elektropliacija yra apibrėžiama kaip elektrocheminis procesas, kurio metu ant substrato deponuojamas plonas metalo sluoksnis, naudojant elektrolito tirpalą, anodas, ir katodas.
Šis procesas ne tik pagerina pagrindinės medžiagos našumą ir ilgaamžiškumą, bet ir pagerina jo vaizdinį patrauklumą ir funkcionalumą.
Istoriškai, Nuo XIX amžiaus pradžios eksperimentų elektropliacija išsivystė į rafinuotą,
Šiandien naudojamos automatinės sistemos, Daugiausia lemia medžiagų mokslo ir aplinkosaugos taisyklių pažanga.
Pramonės šakos, tokios kaip automobilių, kosmoso, elektronika, papuošalai, ir medicinos prietaisai pasikliauja elektroplina, kad pasiektų nuoseklią ir aukštos kokybės apdailą.
Šiame straipsnyje, Mes siekiame išanalizuoti elektropliaciją per kelis lęšius - paaiškinti jo mokslinius pagrindus, proceso optimizavimas, dizaino aspektai, ekonominis poveikis, Aplinkos iššūkiai, ir kylančios tendencijos.
Šis daugialypis požiūris užtikrina išsamų supratimą apie technologiją, kuria remiasi šiuolaikiška paviršiaus apdaila.
2. Elektropliacijos pagrindai
Kas yra elektropliacija?
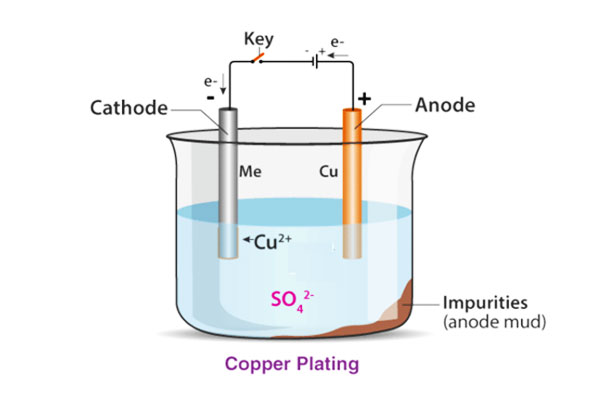
Elektropliacija apima substrato panardinimą (katodas) ir metalo šaltinis (anodas) elektrolito tirpale ir pritaikant elektros srovę.
Kai teka elektronai, Metalo jonai iš anodo sumažėja ir nusėda ant substrato, formuodamas ploną, vienoda danga.
Šis procesas pagerina tokias savybes kaip atsparumas korozijai ir ilgaamžiškumui, tuo pačiu padidindamas komponento išvaizdą.
Elektrocheminiai principai
Elektropliuojančios melo redokso reakcijų širdyje. Metalas, esantis anode, oksiduojasi į jonus, kuris migruoja per elektrolitą ir yra sumažintas ant katodo.
Pavyzdžiui, Nikelio elektropliacijos metu, Nikelio atomai iš anodo oksiduoja, ištirpinkite į tirpalą kaip jonus, ir vėliau ant ruošinio deponuojami kaip tvirtas sluoksnis.
Pagrindiniai proceso parametrai, pavyzdžiui, dabartinis tankis, įtampa, Elektrolitų sudėtis, ir temperatūra - tiesiogiai daro įtaką nusėdimo kokybei.
Ypač, Didesnis srovės tankis gali pagreitinti nusėdimo greitį, tačiau taip pat gali sukelti grubesnę apdailą, jei nebus kruopščiai kontroliuojama.
3. Moksliniai ir teoriniai pagrindai
Medžiagos mokslo perspektyva
Elektropliuotos dangos kokybė labai priklauso nuo jo esančios medžiagos mokslo.
Atominis surišimo ir branduolio mechanizmai lemia, kaip gerai nusėdęs metalas prilimpa prie substrato.
Pavyzdžiui, Pradinių branduolių vietų susidarymas ir vėlesnis augimas gali sukelti vienodą ir tankią dengimą, kuris yra labai svarbus atsparumui korozijai.
Tyrimai parodė, kad elektrolitų sudėties ir paviršiaus aktyvacijos optimizavimas gali pagerinti sukibimą iki iki iki galo 20%.
Teoriniai modeliai
Elektrodų kinetika, Masinio transporto reiškiniai, ir termodinaminiai veiksniai yra būtini numatant padengimo rezultatus.
Difuzija, migracija, ir konvekcija daro įtaką metalo jonų judėjimui elektrolite.
Be to, Nusėdimui ir pusiausvyros sąlygoms reikalingas per didelis potencialas diktuoja indėlio kokybę.
Matematiniai modeliai ir modeliavimas vis dažniau naudojami prognozuoti šią sąveiką, lemia labiau kontroliuojamus ir veiksmingus procesus.
Empiriniai duomenys ir patvirtinimas
Empiriniai duomenys patvirtina šiuos teorinius modelius.
Pavyzdžiui, Nikelio dengimas paprastai indėlius 1 į 3 µm per minutę, tuo tarpu dekoratyvinės chromo dangos gali būti skirtos storiams tarp 5 ir 10 µm.
Tokie duomenys yra labai svarbūs proceso optimizavimui ir kokybės kontrolei, kaip net a 10% Srovės tankio kitimas gali sukelti pastebimų dangos storio ir našumo skirtumų skirtumus.
4. Elektropliacijos tipai
Elektroplinimas apima įvairias technikas, skirtas metalui dėti metalinius sluoksnius ant substratų, kiekvienas pritaikytas konkrečioms programoms ir našumo reikalavimams.
Pasinaudojant skirtingais metodais, Gamintojai gali pasiekti dangas, turinčias atskiras savybes, Nuo dekoratyvinių apdailos iki aukšto našumo apsauginių sluoksnių.
Šiame skyriuje, Mes tiriame pirminius elektropliacijos tipus, Aptariant standartinius metodus, Specializuoti metodai, ir kylančios alternatyvos.
4.1 Standartiniai elektroplinimo būdai
Standartiniai elektroplinimo metodai yra pramoninių programų pagrindas.
Šie įprasti procesai patikimai deponuoja metalines dangas, tokias kaip nikelis, Chromas, Vario, ir auksą ant substratų.
Nikelio ir chromo danga
- Nikelio danga:
Nikelio padavimas yra plačiai naudojamas dėl puikaus atsparumo korozijai ir kietumui.
Automobilių ir pramonės srityse, Nikelio dangos paprastai būna storio tarp 5 ir 15 mikronai.
Pavyzdžiui, Automobilių komponentai, tokie kaip variklio dalys ir važiuoklė.
Nikelio danga - Chromo danga:
„Chrome“ dengimas siūlo aukštą blizgesį, Veidrodinis apdaila, ir puikus atsparumas dėvėjimams. Tai plačiai naudojama dekoratyvinėse programose, taip pat sunkiosiose pramonės šakose.
Dekoratyvinės chromo dangos paprastai svyruoja nuo 5 į 10 mikronų storio, užtikrinant ir rafinuotą išvaizdą, ir tvirtą paviršiaus apsaugą.

Vario ir aukso dengimas
- Vario danga:
Vario dengimas pagerina elektrinį laidumą ir šiluminį našumą, paverčiant jį elektroninių programų kuokšteliu.
Tipiški nusodinimo procentai svyruoja nuo 2 į 4 mikronai per minutę, užtikrinant nuoseklias ir patikimas dangas ant plokščių ir jungčių. - Aukso danga:
Žinomas dėl savo puikaus laidumo ir atsparumo sugadinimui, Auksinis dengimas yra įprastas aukštos klasės elektronikoje ir papuošaluose.
Nors aukso danga paprastai būna plonesnė - dažnai mažesnė nei 5 mikronai - tai prideda didelę vertę, sustiprinant ir našumą, ir išvaizdą.Aukso danga

4.2 Specializuoti elektropliacijos metodai
Be standartinių metodų, Specializuoti metodai sprendžia unikalius pramonės iššūkius, siūlant didesnę kontrolę ir pritaikytas dangos savybes.
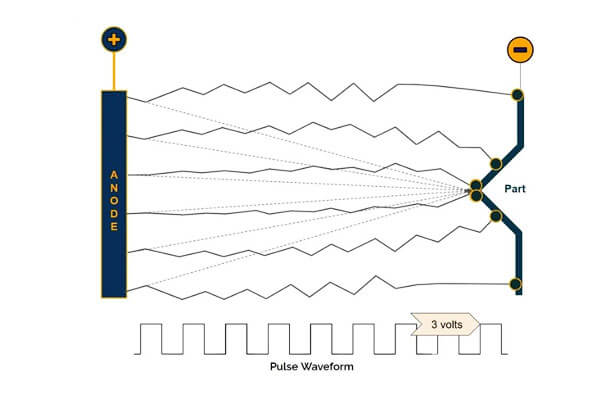
Impulsų danga
„Pulse Ploning“ naudoja pertraukiamus elektros srovės pliūpsnius, o ne pastovią direktinę srovę. Šis metodas suteikia keletą pagrindinių pranašumų:
- Sustiprinta kontrolė:
Impulsų danga leidžia tiksliai valdyti nusėdimo kinetiką, mažinant vidinius įtempius ir patikslinant mikrostruktūrą.
Tyrimai rodo, kad impulsų danga gali sumažinti paviršiaus šiurkštumą iki iki iki 30% palyginti su įprastais metodais. - Patobulinta dangos kokybė:
Tai lemia smulkesnę grūdų struktūrą, Tai pagerina dangos sukibimą ir vienodumą-labai svarbu, kad būtų galima naudoti didelio tikslo ir patobulintų įrankių naudojimą ir patobulintus įrankius.
Šepetėlis
Šepetėlio danga yra lokalizuota dengimo technika, Idealiai tinka remontuoti ir prisiliesti prie programų:
- Tikslinė programa:
Naudojant teptuką primenantis įrankis, Operatoriai gali selektyviai dėti metalines dangas pažeistose vietose, nepanaikindami visos dalies į elektrolito vonią. - Ekonominis remontas:
Tepimo danga yra ypač naudinga techninės priežiūros operacijose, Sumažinkite prastovų ir taupant išlaidas išvengiant visiško dalių padengimo.
Mikro dengimas
Mikro dengimo būdai leidžia nusėdti ypač plonus metalinius sluoksnius-dažnai:
- Tikslioji kontrolė:
Mikro dengimas pasiekia vienodas dangas, kurių storis paprastai yra žemiau 1 mikronas, Svarbiausia didelio tankio plokštės ir mikroelektromechaninės sistemos (Mem). - Minimalus medžiagos pridėjimas:
Ši technika užtikrina, kad pridėtas svoris išliks nereikšmingas, tuo pačiu užtikrinant geresnius funkcionalumus, tokius kaip geresnis laidumas ar atsparumas korozijai.
Elektroninis dengimas (Cheminė danga)
Elektroninis dengimas, nors ir ne griežtai elektroplinimo metodas, dalijasi panašumais nusodindamas metalą be išorinės elektros srovės:
- Sudėtingų paviršių vienodumas:
Tai suteikia vienodų dangų net ant netaisyklingų ar porėtų paviršių, todėl tai idealiai tinka nelaidioms medžiagoms, kurioms reikalingas laidus sluoksnis. - Platus pramoninis naudojimas:
Elektroliiškas nikelio danga, pavyzdžiui, yra paplitusi kosmoso ir automobilių pramonėje dėl puikaus atsparumo korozijai ir sugebėjimo sudaryti nuoseklų, tankus sluoksnis.
4.3 Kylančios ir hibridinės technikos
Technologijos pažanga lėmė hibridinių metodų, kurie sujungia įvairių metodų stipriąsias puses, siekiant patenkinti nuolat besikeičiančius pramonės poreikius.
Hibridiniai elektropliacijos metodai
- Derinio procesai:
Hibridiniai metodai integruoja elektropliaciją su kitais paviršiaus apdorojimo metodais, tokiais kaip šiluminis purškimas ar anodavimas.
Šiais deriniais siekiama sustiprinti bendrą rezultatą, sujungiant kiekvieno proceso pranašumus.
Pavyzdžiui, Pradinis elektropliuotas sluoksnis gali būti papildomai apdorotas šiluminiu purškimu, kad būtų gautas storesnis, Tvirtesnė danga. - Proceso pritaikymas:
Inžinieriai vis dažniau naudoja modeliavimo įrankius ir mašinų mokymąsi, kad pritaikytų hibridinius procesus.
Šios skaitmeninės naujovės optimizuoja parametrus realiuoju laiku, mažina medžiagų atliekas ir užtikrinant nuoseklią kokybę.
4.4 Lyginamosios analizės ir atrankos kriterijai
Tinkamo elektropliacijos metodo pasirinkimas priklauso nuo daugybės veiksnių. Apsvarstykite šiuos kriterijus:
Substrato medžiaga:
Dengimo technikos pasirinkimas dažnai priklauso nuo substrato.
Pavyzdžiui, Subtilūs elektroniniai komponentai yra naudingi mikrolaplavimui, Nors didesnes automobilių dalis geriau aptarnauja standartinis nikelis arba chromuotas.
Norimos dangos savybės:
Tokie veiksniai kaip storis, vienodumas, sukibimas, ir mechaninis stiprumas daro įtaką atrankos procesui.
Impulsų danga, pavyzdžiui, puikiai tinka programoms, kuriose yra kritinė vidinio streso mažinimas.
Išlaidos ir efektyvumas:
Ekonominiai padariniai, įskaitant investicijas į įrangą, veiklos išlaidos, ir pralaidumas, Taip pat vaidink svarbų vaidmenį.
Tuo tarpu specializuotos technikos, tokios kaip mikro dengimas, siūlo puikų tikslumą, Jie gali patirti didesnes išlaidas, palyginti su įprastais metodais.
Aplinkos ir reguliavimo aspektai:
Tvari praktika ir aplinkos apsaugos taisyklių laikymas.
Elektroliiškas dengimo ir pažangių impulsų dengimo metodai, pavyzdžiui, gali sumažinti cheminių atliekų ir energijos suvartojimą.
5. Bendras elektropliacijos procesas
Elektropliacijos procesas yra kruopščiai kontroliuojama žingsnių seka, kuri pliką substratą paverčia padengtu komponentu, turinčiu sustiprintą našumą ir estetines savybes.
Šis procesas ne tik pagerina tokias savybes kaip atsparumas korozijai ir laidumui, bet ir vaidina svarbų vaidmenį kontroliuojant kokybę.
Žemiau, Mes išsamiai aprašome kiekvieną elektropliacijos proceso fazę, palaikomi duomenų ir realaus pasaulio pavyzdžių, Norėdami parodyti, kaip kiekvienas žingsnis prisideda prie aukštos kokybės apdailos.
Išankstinis apdorojimas ir paviršiaus paruošimas
Sėkmingas elektropliacijos operacija prasideda kruopščiu paviršiaus paruošimu.
Šis etapas yra gyvybiškai svarbus, nes net pažangiausia dengimo technologija negali įveikti sukibimo problemų, kurias sukelia teršalai ar paviršiaus nelygumai.
- Valymas ir nuriebimas:
Substratas turi būti išvalytas, kad būtų pašalintos aliejų, purvas, ir kitos priemaišos.
Įprasti valymo priemonės yra šarminiai tirpalai ir tirpikliai, kuris gali sumažinti paviršiaus užteršimą per 95%.
Pavyzdžiui, Automatizuotos valymo sistemos automobilių pramonėje užtikrina, kad kiekviena dalis atitiktų griežtus valymo standartus prieš dedant. - Ofortas ir aktyvinimas:
Rūgšties ar šarminio ėsdinimas pašalina bet kokius likusius oksidus ir grubina paviršių, Mikroskopinių savybių, kurios sustiprina mechaninį ryšį, kūrimas.
Tinkamas ėsdinimas gali pagerinti dangos sukibimą 15–20%. Šis žingsnis yra ypač svarbus metalams, tokiems kaip nerūdijantis plienas, kur pasyvūs oksido sluoksniai gali slopinti nusėdimą. - Skalavimas:
Skalavimas su dejonizuotu vandeniu užtikrina, kad pašalinami visi cheminiai likučiai. Nuoseklūs skalavimo protokolai padeda išlaikyti vienodas paviršiaus sąlygas, Sumažinkite galutinės dangos defektus.
Dengimo operacija
Kai substratas bus tinkamai paruoštas, prasideda dengimo operacija.

Ši fazė apima išvalyto ruošinio panardinimą į elektrolito vonią, kur kontroliuojama elektros srovė palengvina metalo jonų nusėdimą ant paviršiaus.
- Elektrolitų vonios sudėtis:
Dengimo tirpale yra ištirpintų metalinių druskų ir priedų, kurie kontroliuoja nusėdimo procesą.
Pavyzdžiui, Nikelio dengimo vonioje gali būti nikelio sulfato, Nikelio chloridas, ir boro rūgštis.
Išlaikant tikslias chemines koncentracijas, užtikrinamas nuoseklus nusėdimo greitis, kuris paprastai svyruoja nuo 1 į 3 µm per minutę pramoninėms reikmėms. - Srovės ir įtampos valdymas:
Taikant direktinę srovę, metalo jonai nukreipia ruošinio link (katodas).
Dabartinis tankis yra kritinis: per aukštas, o danga gali tapti grubi ir porėta; per žemas, ir nusodinimo greitis bus neveiksmingas.
Šiuolaikinės sistemos naudoja kompiuterinius valdiklius, kad išlaikytų optimalias sąlygas ir realiuoju laiku sureguliuoti parametrus. - Nusodinimo fazė:
Šioje fazėje, Katode sumažėja metalo jonai, Sudarant nuoseklų ir priklijuotą metalinį sluoksnį.
Pavyzdžiui, Elektropliuotos chromo dangos dažnai nukreiptos į 5–10 μm storią, teikia tiek dekoratyvinį patrauklumą, tiek sustiprintą atsparumą dėvėjimams.
Proceso po gydymo procesai
Po nusėdimo, Po gydymo procesai patikslina elektrine danga, užtikrinant ilgaamžiškumą ir našumą.
- Skalavimas ir džiovinimas:
Po elektropliacijos, ruošinys yra kruopščiai nuplaunamas, kad būtų pašalinti visi likę elektrolitai.
Tada jis džiovinamas naudojant priverstinio oro ar infraraudonųjų spindulių sistemas, kurios yra skirtos išvengti vandens dėmių ar netolygaus džiovinimo. - Sandarinimas ir pasyvavimas:
Kai kurioms programoms reikia papildomo sandarinimo žingsnio, kad būtų dar labiau padidintas atsparumas korozijai.
Pavyzdžiui, Po nikelio dengimo, Pasyvaus gydymas gali pagerinti dangos atsparumą aplinkos skilimui, pratęsti komponento tarnavimo laiką iki 25%. - Tikrinimas ir kokybės kontrolė:
Griežtos kokybės kontrolės priemonės, įskaitant storio matavimus ir sukibimo testus, Įsitikinkite, kad danga atitinka specifikacijas.
Automatizuotos optinės ir mechaninės tikrinimo sistemos yra plačiai naudojamos, Sumažinant sugedusių dalių greitį iki žemiau 2%.
Kokybės kontrolė ir proceso optimizavimas
Išlaikyti nuoseklią kokybę visame elektroplavimo procese yra būtina.
Integruotos stebėjimo sistemos Stebėkite pagrindinius parametrus, tokius kaip srovės tankis, vonios temperatūra, ir cheminė sudėtis.
Šis duomenų pagrįstas metodas leidžia gamintojams realiuoju laiku koreguoti procesą, užtikrinant vienodumą ir mažinant atliekas.
- Stebėjimas realiuoju laiku:
Jutikliai nuolat matuoja sąlygas dengimo vonioje, Įspėjimas apie bet kokius nukrypimus. Tokios sistemos gali pagerinti proceso efektyvumą iki 20%. - Statistinis proceso valdymas (SPC):
SPC metodų naudojimas padeda nustatyti tendencijas ir išlaikyti kokybę dideliuose gamybos etapuose.
Bendrovės praneša apie reikšmingą laužo normų ir pertvarkymo sumažinimą, kai naudojamos šios pažangios kokybės kontrolės strategijos.
6. Elektropliacijos pranašumai ir trūkumai
Privalumai
- Sustiprintos funkcinės savybės:
Elektropliacija žymiai pagerina atsparumą korozijai, atsparumas nusidėvėjimui, Elektrinis laidumas, ir šiluminis našumas. - Estetinis universalumas:
Pasiekti aukštą blizgesį, vienoda apdaila įvairiomis spalvomis (auksas, sidabras, Chromas) Dekoratyvinėms ir funkcinėms reikmėms. - Ekonomiškai efektyvus didelės apimties gamybai:
Kartą optimizuotas, Elektropliacijos procesai sumažina medžiagų atliekas ir prailgina komponentų tarnavimo laiką, Suteikia ilgalaikes santaupas. - Pritaikymas:
Gebėjimas valdyti dangos storį ir pritaikymo savybes, kad būtų patenkinti konkretūs taikymo reikalavimai.
Trūkumai
- Aplinkos ir saugos rūpesčiai:
Norint naudoti pavojingas chemines medžiagas, reikia griežtų atliekų tvarkymo ir saugos protokolų. - Aukštos pradinės kapitalo investicijos:
Pažangios elektroplinimo įrenginio nustatymas reikalauja didelių investicijų į įrangą ir infrastruktūrą. - Proceso jautrumas:
Elektrolitų sudėties kintamumas, temperatūra, o srovė gali sukelti nenuoseklias dangas, jei ji nebus tinkamai kontroliuojama. - Materialiniai apribojimai:
Kai kuriems substratams reikalingas specialus išankstinis gydymas, kad būtų užtikrintas tinkamas sukibimas, Pridedant proceso sudėtingumą.
7. Elektropliacijos taikymas: Konkrečios pramonės šakos naudojimas ir nauda
Elektropliavimas vaidina lemiamą vaidmenį Įvairios pramonės šakos, teikiant sustiprintos paviršiaus savybės, Apsauga nuo korozijos, estetinis patrauklumas, ir funkciniai patobulinimai.
Žemiau yra išsamus jos taikymo iš pagrindinių sektorių tyrimas.
Automobilių pramonė
Elektropliacija yra plačiai naudojama Transporto priemonių komponentų gamyba Norėdami pagerinti patvarumą, atsparumas nusidėvėjimui, ir išvaizda.
Pagrindinės programos:
- Chromo danga: Naudojamas ant buferių, Grilis, ir apdaila estetinis patrauklumas ir atsparumas korozijai.
- Nikelio danga: Taikoma variklio komponentams, stūmokliai, ir pavaros atsparumas nusidėvėjimui ir ilgaamžiškumui.
- Cinko ir cinko-nikelio danga: Apsaugo apatinio kūno komponentus, tvirtinimo detalės, ir važiuoklės dalys iš Korozija ir žala aplinkai.
- Vario-nickelio-chromo padavimas: Naudojamas išmetimo sistemose Šilumos ir oksidacijos atsparumas.
Aviacijos ir kosmoso pramonė
Orlaivio komponentai reikalauja Aukštos kokybės dangos atlaikyti kraštutinumą Temperatūros kitimai, Mechaninis stresas, ir korozinė aplinka.
Pagrindinės programos:
- Kadmio danga: Naudojamas ant nusileidimo įrankių, tvirtinimo detalės, ir kritiniai struktūriniai komponentai atsparumas korozijai.
- Kietas chromo danga: Taikomas ant hidraulinių cilindrų, orlaivių guoliai, ir turbinų velenai Didelis atsparumas dilimui ir patvarumui.
- Nikelio danga: Teikia Atsparumas oksidacijai ir šiluminis stabilumas „Jet“ variklio komponentuose.
Elektronikos ir puslaidininkių pramonė
Elektropliavimas yra būtinas gamybai Elektroninis grandinės, jungtys, ir mikrokomponentai, užtikrinant Didelis elektrinis laidumas ir patvarumas.
Pagrindinės programos:
- Auksinis ir sidabras: Naudojamas Didelio laidumo kontaktai plokštėse, jungtys, ir puslaidininkių lustai.
- Vario danga: Taikoma spausdintose plokštėse (PCB) į Patobulinkite elektrinius kelius ir pagerinti šiluminį išsklaidymą.
- Nikelis ir alavo: Naudojami elektroninėse jungtyse Užkirskite kelią oksidacijai ir užtikrinkite ilgalaikį patikimumą.
Medicinos ir biomedicinos programos
Medicinos Prietaisams reikia biologiškai suderinamų ir patvarių dangų, kad būtų išvengta dėvėti, korozija, ir bakterinis užteršimas.
Pagrindinės programos:
- Auksinis ir sidabras: Naudojamas elektroduose, Šakmakliai, ir chirurginiai instrumentai biologinis suderinamumas ir elektrinis laidumas.
- Nikelio titanas (Niti) Dangos: Taikoma ant ortopedinių implantų ir dantų įrankių sustiprintas mechaninis stiprumas.
- Chromo ir nikelio dengimas: Naudojamas chirurginiams įrankiams ir protezavimui Sterilumas ir atsparumas dėvėjimams.
Papuošalai ir prabangos prekės
Elektropliacija padidina išvaizda, ilgaamžiškumas, ir vertė tauriųjų metalų produktų.
Pagrindinės programos:
- Aukso ir rodžio danga: Naudojamas sugadinti pasipriešinimą ir blizgesį Žieduose, laikrodžiai, ir prabangūs aksesuarai.
- Sidabras: Taikoma tobulinti Įbrėžimų atsparumas ir blizgesys aukščiausios klasės papuošaluose.
Pramoninės mašinos ir įrankiai
Pramoniniai įrankiai ir įranga Intensyvus mechaninis stresas, reikalaujant apsauginių dangų, kad pratęstų tarnavimo laiką.
Pagrindinės programos:
- Kietas chromo danga: Naudojamas štampuose, Pelėsiai, ir pjovimo įrankiai atsparumas dilimui ir kietumas.
- Nikelio ir kobalto padavimas: Sustiprėja Atsparumas korozijai ir šilumos tolerancija sunkių pramoninių dalių.
8. Projektavimo aplinkybės, susijusios su elektropliavimu
Substrato suderinamumas
- Įvertinti substrato tipą ir būklę, užtikrinant, kad jis atlaikytų elektropliacijos procesą.
- Apsvarstykite išankstinio gydymo reikalavimus, kad padidintumėte sukibimą ir vienodumą.
Dengimo specifikacijos
- Nustatykite optimalų storią, baigti, ir sukibimas, reikalingas atsižvelgiant į našumą ir estetinius reikalavimus.
- Naudokite dizaino modeliavimą ir empirinius duomenis.
Proceso integracija
- Sklandžiai integruokite elektropliaciją į esamas gamybos darbo eigas.
- Nuspręskite tarp partijos ir nuolatinių procesų, pagrįstų gamybos apimtimi ir ekonominiu efektyvumu.
Aplinkos ir saugos laikymasis
- Įsitikinkite, kad elektroplavimo procesas atitinka tarptautinius aplinkos apsaugos taisykles (Pvz., EPA, Pasiekti).
- Įdiekite tinkamus atliekų tvarkymo ir saugos protokolus, kad apsaugotumėte darbuotojus ir aplinką.
Išlaidų ir naudos kompromisai
- Įvertinkite elektropliacijos ekonominį poveikį, palyginti su kitais apdailos metodais.
- Apsvarstykite ilgalaikę naudą, tokią kaip pratęstas produkto tarnavimo laikas ir sumažintos priežiūros išlaidos, palyginti su pradinėmis kapitalo išlaidomis.
9. Elektropliacijos palyginimas su kitais paviršiaus apdorojimais
Žemiau yra tiesioginis elektropliacijos palyginimas su kitais įprastais paviršiaus apdorojimo metodais, Apibendrinant pagrindinius veiklos rodiklius.
| Savybė | Elektropliacija | Anodavimas | Miltelių danga | PVD/CVD danga | Galvanizavimas | Šiluminis purškimas |
|---|---|---|---|---|---|---|
| Procesas | Elektrocheminis metalo nusėdimas | Elektrocheminė oksidacija | Elektrostatiniai sausos milteliai + kietėjimas | Garų fazės danga vakuume | Išlydyta cinko vonia | Purškiant išlydytą/pusiau molteną |
| Tipiškos medžiagos | Įvairūs metalai | Aliuminis, titanas | Metalai, Kai kurie plastikai | Metalai, keramika, Plastikai | Plienas, lygintuvas | Metalai, keramika, polimerai |
| Atsparumas korozijai | Aukštas (Nikelis, Chromas, cinko danga) | Aukštas (Oksido sluoksnis) | Aukštas (Epoksidinės dangos) | Puiku | Labai aukštas | Labai aukštas |
| Atsparumas nusidėvėjimui | Gerai, Priklauso nuo metalo | Puiku | Gerai, atsparus lustui | Viršininkas, Ypatingas kietumas | Vidutinis | Puiku, Naudojamas ekstremalioje aplinkoje |
| Estetinis patrauklumas | Ryškus, Dekoratyvinės metalinės apdailos | Matinis, gali būti dažytas | Platus spalvų/tekstūrų asortimentas, Nėra metalinio blizgesio | Metalinės ir spalvotos apdailos | Nuobodu, grubus pramonės apdaila | Grubus, pramoninė išvaizda |
| Patvarumas | Vidutinio sunkumo iki aukšto | Aukštas | Labai aukštas, prieštarauja įtrūkimams | Ypač aukštas | Aukšta ekspozicija lauke | Ypač aukštas, aviacijos ir kosmoso laipsnis |
| Kaina | Vidutinio sunkumo iki aukšto | Žemas ar vidutinio sunkumo | Žemas vieneto vienetas | Aukštas, Dėl vakuuminio apdorojimo | Žemas, Ekonomiškai plienui | Aukštas, reikalauja specializuotos įrangos |
| Poveikis aplinkai | Cheminės atliekos, Pavojingos medžiagos | Ekologiškas, minimalios atliekos | Ekologiškas, Nėra LOJ | Minimalios atliekos, Žalioji technologija | Gamina cinko atliekas, bet perdirbamas | Kai kurios medžiagos gali būti pavojingos |
| Paraiškos | Papuošalai, elektronika, automobilių, kosmoso | Aviacijos ir kosmoso, vartojimo prekės, statyba | Vartojimo prekės, pramoninės dalys, Architektūra | Pjovimo įrankiai, kosmoso, Medicininiai implantai | Konstrukcinis plienas, tiltai, Automobilių apatiniai | Aviacijos ir kosmoso, Turbinos, Biomedicinos implantai |
10. Ateities tendencijos ir naujovės
Technologinė pažanga
- Pažangios dengimo būdai:
Naršykite impulsą, šepetėlis, ir mikro dengimas, kurie siūlo padidinti nusėdimo kontrolę ir sumažėjusius vidinius įtempius. - Skaitmeninė integracija:
Išanalizuokite, kaip IoT, AI, ir realiojo laiko stebėjimo sistemos optimizuoja proceso valdymą ir numatomą priežiūrą. - Nanotechnologijos:
Išnagrinėkite, kaip nano masto priedai pagerina dangos našumą, ilgaamžiškumas, ir elektrinės savybės.
Rinkos dinamika ir pasaulinė perspektyva
- Prognozės rodo rinkos augimą, su prognozėmis, nurodančiomis CAGR 5-7% per kitą dešimtmetį.
- Aptarkite regionines tendencijas, pabrėžti skirtumus tarp rinkų Šiaurės Amerikoje, Europa, ir Azijos ir Ramiojo vandenyno vandenynas.
- Nustatykite strategines galimybes įmonėms, investuojančioms į ekologines ir pažangias elektropliacijos technologijas.
Tvarumas ir reguliavimo pokyčiai
- Ištirti kylančią ekologišką praktiką, įskaitant biologinių elektrolitų naudojimą ir mažo emisijos procesus.
- Prognozavimas, kaip besivystančios taisyklės paskatins tolesnes inovacijas ir žaliųjų elektroplinimo metodų pritaikymą.
11. Išvada
Apibendrinant, Elektropliacija yra daugialypis procesas, vaidinantis gyvybiškai svarbų vaidmenį gerinant našumą, ilgaamžiškumas, ir medžiagų atsiradimas įvairiose pramonės šakose.
Išsamiai suprasdamas jos mokslinius principus, proceso optimizavimas, ir projektavimo aspektai, Gamintojai gali panaudoti elektroplinimąsi, kad pasiektų aukštesnę produkto kokybę ir tvarumą.
Skaitmeninės integracijos pažanga, Nanotechnologijos, ir ekologiška praktika žada dar labiau padidinti elektropliacijos efektyvumą ir aplinkos suderinamumą.
Toliau vystant pasaulinėms rinkoms, Gebėjimas diegti naujoves ir prisitaikyti elektroplinant.
Jei ieškote aukštos kokybės Paviršiaus gydymo paslaugos, Pasirinkimas Langhe yra puikus sprendimas jūsų gamybos poreikiams.

